CN116197654A - 一种域控制器自动组装设备以及组装方法 - Google Patents
一种域控制器自动组装设备以及组装方法 Download PDFInfo
- Publication number
- CN116197654A CN116197654A CN202310158424.XA CN202310158424A CN116197654A CN 116197654 A CN116197654 A CN 116197654A CN 202310158424 A CN202310158424 A CN 202310158424A CN 116197654 A CN116197654 A CN 116197654A
- Authority
- CN
- China
- Prior art keywords
- circuit board
- upper cover
- main circuit
- bottom shell
- assembly
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P21/00—Machines for assembling a multiplicity of different parts to compose units, with or without preceding or subsequent working of such parts, e.g. with programme control
- B23P21/004—Machines for assembling a multiplicity of different parts to compose units, with or without preceding or subsequent working of such parts, e.g. with programme control the units passing two or more work-stations whilst being composed
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Abstract
本发明提供一种域控制器自动组装设备以及组装方法,包括输送装置,沿着输送装置的传送路径上依次设有底壳和上盖上料装置、除尘清洁装置以及点胶装置;底壳和上盖经底壳和上盖上料装置上料至输送装置上,并经输送装置进行移送;移送至除尘清洁装置,由其进行底壳和上盖的除尘清洁;移送至点胶装置,由其进行底壳和上盖的点胶;还设有主电路板上料装置和锁螺丝装置,主电路板经主电路板上料装置上料后,移送至锁螺丝装置;底壳和上盖依次转移至锁螺丝装置,锁螺丝装置对底壳与主电路板进行螺丝锁紧,以及将上盖锁付于主电路板上。本发明自动进行进行域控制器的各个组件的组装,提高生产效率和组装精度。
Description
技术领域
本发明涉及自动组装装置的技术领域,具体涉及一种域控制器自动组装设备以及组装方法。
背景技术
域控制器是指在“域”模式下,至少有一台服务器负责每一台联入网络的电脑和用户的验证工作。在物流配送流域,自动驾驶车辆主要靠域控制器进行协调和指挥。现有的域控制器主要包括上盖、底壳、主电路板以及支撑架,其中,支撑架安装于主电路板上,主电路板安装并固定于面盖和底壳之间;另一种常见的域控制器则包括上盖、底壳、主电路板、支撑架以及小电路板以及面盖,在完成上盖、底壳以及主电路板的固定连接后,还需将小电路板安装固定于底壳的另一侧面,面盖罩设于小电路板之上。
现有技术中,并未有针对域控制器的自动组装设备;域控制器的组装大多采用人工组装的方式,该类组装方式较为复杂麻烦,组装效率低下,且组装精度较低。
发明内容
为此,本发明提供一种域控制器自动组装设备以及组装方法,以自动进行域控制器的各个组件的自动组装,提高生产效率和组装精度。
为实现上述目的,本发明提供的技术方案如下:
一种域控制器自动组装设备,包括机架,所述机架上设有输送装置,沿着所述输送装置的传送路径上依次设有底壳和上盖上料装置、除尘清洁装置以及点胶装置;底壳和上盖经所述底壳和上盖上料装置上料至所述输送装置上,并经所述输送装置进行移送;移送至所述除尘清洁装置,由其进行底壳和上盖的除尘清洁;移送至所述点胶装置,由其进行底壳和上盖的点胶;所述输送装置的其中一侧还设有主电路板上料装置和锁螺丝装置,所述锁螺丝装置位于所述输送装置的末端,并与所述主电路板上料装置连接;主电路板经所述主电路板上料装置上料后,移送至所述锁螺丝装置;位于所述输送装置上的底壳和上盖依次转移至所述锁螺丝装置,所述锁螺丝装置对底壳与主电路板进行螺丝锁紧,以及将上盖锁付于主电路板上。
进一步的,还包括小电路板和面盖组装装置,所述小电路板和面盖组装装置位于所述锁螺丝装置的周侧,小电路板和面盖上料至所述小电路板和面盖组装装置,完成底壳、主电路和上盖组装的域控制器组装品也转移至所述小电路板和面盖组装装置上,以与小电路板和面盖进行组装。
进一步的,所述小电路板和面盖组装装置包括小电路板和面盖上料机械手、锁紧机构以及组装移送平台,所述组装移送平台位于所述小电路板和面盖上料机械手与锁紧机构之间;域控制器组装品转移至所述组装移送平台上,小电路板和面盖由所述小电路板和面盖上料机械手抓取并分别上料至所述组装移送平台,预装入域控制器组装品上,经所述组装移送平台移送至所述锁紧机构,由所述锁紧机构进行锁紧固定。
进一步的,所述小电路板和面盖组装装置和锁螺丝装置之间设有搬运机构,所述搬运机构将位于所述锁螺丝装置上的域控制器组装品搬运至所述小电路板和面盖组装装置。
进一步的,所述搬运机构位于所述输送装置的末端,所述小电路板和面盖组装装置与所述锁螺丝装置分设于所述搬运机构的两侧,所述搬运机构搬运所述输送装置上的底壳和上盖至所述锁螺丝装置上。
进一步的,所述底壳和上盖上料装置包括底壳和上盖缓存料仓和上料机器人,底壳和上盖经由所述底壳和上料缓存料仓上料,所述上料机器人分别抓取底壳和上盖,并移送至所述输送装置。
进一步的,所述主电路板上料装置包括主电路板上料机械手、主电路板除尘机构和承接移送机构,所述承接移送机构在所述主电路板上料机械手和主电路板除尘机构之间进行移送,主电路板经所述主电路上料机械手移送至所述承接移送机构,并经所述承接移送机构移送至所述主电路板除尘机构处进行除尘。
进一步的,所述主电路板上料装置还包括支撑架移送机构、撕胶机构以及ccd拍照机构,所述撕胶机构、ccd拍照机构以及承接移送机构位于所述支撑架移送机构的移送路径上,所述支撑架移送机构抓取上料的支撑架,并移送至所述撕胶机构,由所述撕胶机构撕除支撑架上的胶带,所述支撑架移送机构将撕胶后的支撑架依次移送至所述ccd拍照机构处进行拍照,以及移送至所述承接移送机构处,将支撑架与主电路板进行对位贴合。
进一步的,所述输送装置和所述锁螺丝装置之间还设有上盖翻转装置,所述上盖翻转装置拾取位于所述输送装置的上盖,并翻转180°,以使上盖的点胶面朝下。
本发明还提供一种域控制器组装方法,其特征在于:包括如下步骤:
A1,提供上述所述的域控制器自动组装设备,提供底壳、上盖以及主电路板;
A2,分别对底壳和上盖进行除尘清洁和点胶动作;
A3,对主电路板进行除尘动作;
A4,将底壳与主电路板进行对位粘合;
A5,将上盖对位粘合于主电路板的上方。
通过本发明提供的技术方案,具有如下有益效果:
本发明通过沿着输送装置的传送路径依次设置的底壳和上盖上料缓存料仓、上料机器人、除尘清洁装置以及点胶装置,以自动实现底壳和上盖的上料、除尘清洁以及点胶动作,同时在输送装置的周侧设置有主电路板上料装置和锁螺丝装置,主电路板上料装置自动实现主电路板的上料,最近在锁螺丝装置处实现底壳与主电路板的锁紧固定,以及上盖锁紧固定于主电路板的上方;本发明自动实现域控制器各组件的组装,自动化程度高,提高组装效率和组装精度。
附图说明
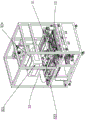
图1所示为本发明的结构示意图;
图2所示为本发明俯视图;
图3所示为本发明的除尘清洁装置的结构示意图;
图4所示为本发明的除尘清洁装置的侧视图;
图5所示为本发明的承接平台的结构示意图;
图6所示为本发明的主电路板上料装置的结构示意图;
图7所示为图6的局部放大图;
图8所示为本发明的支撑架上料组装装置的结构示意图;
图9所示为本发明的锁螺丝装置的结构示意图。
标号说明:
1-输送装置、11-输送线、12-治具;2-底壳和上盖上料装置、21-底壳和上盖上料缓存料仓、22-上料机器人;3-除尘清洁装置、31-拾取机构、32-除尘机构、321-上除尘腔、322-下除尘腔、323-承接平台、3231-承接板、3232-顶升组件、3233-旋转驱动组件、324-升降驱动组件;4-点胶装置、41-第一点胶机构、42-第二点胶机构;5-主电路板上料装置、51-主电路板上料机械手、52-主电路板除尘机构、521-下除尘腔、53-承接移送机构、531-横向移送驱动组件、532-承接平台、533-旋转驱动件、534-夹紧组件、54-支撑架移送机构、55-撕胶机构、56-ccd拍照机构、6-锁螺丝装置、61-输送线、62-锁螺丝机构、63-搬运机构、64-移送机构、7-小电路板和面盖组装装置、71-小电路板和面盖上料机械手、72-锁紧机构、73-组装移送平台、8-上盖翻转装置。
具体实施方式
为进一步说明各实施例,本发明提供有附图。这些附图为本发明揭露内容的一部分,其主要用以说明实施例,并可配合说明书的相关描述来解释实施例的运作原理。配合参考这些内容,本领域普通技术人员应能理解其他可能的实施方式以及本发明的优点。图中的组件并未按比例绘制,而类似的组件符号通常用来表示类似的组件。
同时,本实施例中所涉及的上、下、前、后、左、右等方位,只是作为一个方位的参考,并不代表实际运用中的方位。另外,若本发明实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。
现结合附图和具体实施方式对本发明进一步说明。
参阅图1至图9所示,作为本发明的优选实施例,提供的一种域控制器自动组装设备,用于自动实现域控制器的各组件的组装。本实施例中所述的域控制器包括有上盖、底壳、主电路板、支撑架以及小电路板以及面盖,其中,支撑架安装于主电路板上,主电路板安装并固定于面盖和底壳之间;在完成上盖、底壳以及主电路板的固定连接后,还需将小电路板安装固定于底壳的另一侧面,面盖罩设于小电路板之上。
参阅图1至图2所示,该域控制器自动组装设备包括机架,机架上设有输送装置1,沿着输送装置1的传送路径上依次设有底壳和上盖上料装置2、除尘清洁装置3以及点胶装置4;输送装置1的其中一侧还设有主电路板上料装置5和锁螺丝装置6,锁螺丝装置6位于输送装置1的末端,并与主电路板上料装置5连接;其中,锁螺丝装置6的周侧还设有小电路板和面盖组装装置7;底壳和上盖经底壳和上盖上料装置2上料至输送装置1上,并经输送装置1进行移送;移送至除尘清洁装置3,由其进行底壳和上盖的除尘清洁;移送至点胶装置4,由其进行底壳和上盖的点胶;于此同时,主电路板经主电路板上料装置5上料后,移送至锁螺丝装置6;位于输送装置1上的底壳和上盖依次转移至锁螺丝装置6,锁螺丝装置6对底壳与主电路板进行螺丝锁紧,以及将上盖锁付于主电路板的上方;后小电路板和面盖上料至小电路板和面盖组装装置7;完成底壳、主电路板和上盖组装的域控制器组装品也转移至小电路板和面盖组装装置7上,以实现域控制器组装品与小电路板和面盖的组装;这样自动化实现域控制器的各组件的组装,自动化程度高,大幅提高生产效率和组装精度。当然地,在其他实施例中,若域控制器的结构仅包括上盖、底壳、主电路板以及支撑架时,则将小电路板和面盖组装装置7对应删减,本文不做限制。其中,上述各个机构均通过处理系统进行协调作业,即输送装置1、底壳和上盖上料装置2、除尘清洁装置3、点胶装置4、主电路板上料装置5、锁螺丝装置6以及小电路板和面盖组装装置7均与处理系统连接,具体地,该处理系统优选为现有技术中的PLC处理系统,PLC处理系统广泛用于自动化机台的控制,是本领域的技术人员早已掌握并熟练运用的。例如各个机构之间产品的到位可在对应的位置设置传感器的方式感应产品的位置并输出给处理系统;又如各个装置之间设置有ccd拍照机构以将拍照获取的信息数据传输至处理系统,经控制系统进行处理,并输出信号以控制各动作机构动作等,本文不做赘述。
其中,输送装置1用于传送底壳和上盖。具体地,输送装置1为上下平行分布的输送线11,输送线11上设有治具12以放置底壳和上盖;其中,输送线11的首端和末端设有治具升降平台,以实现治具的上下回流。更进一步的,所述输送线11包括输送带以及驱动输送带动作的驱动电机,此输送线结构为本领域的常见技术,本文不做过多描述。输送线11上还设置有多个位置传感器以检测治具12的传送位置。当然地,在其他实施例中,输送装置1也可为上料转盘等用于将域控制器零件输送至各组装机构的其他输送机构,本文不做限制。本实施例采用输送线11的方式,便于实现域控制器各组件的放置,且方便传送至后续的各动作机构。
其中,继续参阅图1至图2所示,底壳和上盖上料装置2设于输送装置1的始端,底壳和上盖上料装置2包括底壳和上盖上料缓存料仓21和上料机器人22,底壳和上盖经由所述底壳和上盖上料缓存料仓21上料,上料机器人22分别抓取底壳和上盖,并移送至输送装置1。具体地,底壳和上盖上料缓存料仓21包括底壳缓存料仓和上盖缓冲料仓;人工或搬运装置将底壳缓存料仓和上盖缓冲料仓搬运至机架的机台上,以供上料机器人22抓取;其中,上料机器人22的输出端可同时兼容底壳和上盖,以使仅需一个上料机器人22即能实现底壳和上盖的抓取。
本实施例中,底壳和上盖经上料机器人22抓取,并放置于输送装置1的治具12上,经由输送装置1移送至除尘清洁装置3处进行除尘清洁。参阅图3至图5所示,除尘清洁装置3包括拾取机构31和除尘机构32,拾取机构31位于除尘机构32和输送装置1之间,并拾取治具12,并移送至除尘机构32上。具体地,除尘机构32包括上除尘腔321、下除尘腔322、设于上除尘腔321和下除尘腔322之间的吹气机构以及承接平台323。其中,上除尘腔321与下除尘腔322上下分布,上除尘腔321连接有升降驱动组件324,上除尘腔321在升降驱动组件324的驱动下,远离下除尘腔322,以供拾取机构31将治具12以及位于其上的底壳和上盖搬运至下除尘腔322和上除尘腔321之间;或上除尘腔321在升降驱动组件324的驱动下,靠近下除尘腔322,以使上除尘腔321和下除尘腔322形成一完整的腔室;吹气组件设于上除尘腔321,所述吹气组件的出气口倾斜向下,朝向承接平台323,并对承接平台323上的底壳和上盖进行吹气除尘。
其中,承接平台323与治具12设有相互配合定位的定位组件,承接平台323通过定位组件与治具12连接,具体地,定位组件为磁性件和电磁铁,磁性件和电磁铁分别设于治具12和承接平台323上,通过磁性件和电磁铁的相互吸附,以使治具12与承接平台323连接。本实施例中,承接平台323包括承接板3231和顶升组件3232,磁性件设于承接板3231上,以与治具12上的电磁铁一一对应;其中,承接板3231的其中相对两侧设有供顶升组件3232伸出的让位缺口,顶升组件3232包括驱动件和定位块,驱动件与定位块连接,并带动定位块从让位缺口伸出,先于承接板3231与治具12抵接,并带动治具12下降,以使治具12置于承接板3231上,以避免治具12下降过猛,产生较大势能,碰撞承接板3231,导致承接板3231上的磁性件损坏的问题出现。其中,为了保证对底壳和上盖的清洁效果,承接平台323还包括旋转驱动组件3233,旋转驱动组件3233与承接板3231连接,以带动承接板3231和治具12倾斜角度。如此,通过除尘清洁装置3内的吹气机构对旋转一定角度的治具12上的底壳和上盖的吹气,实现对底壳和上盖的多方位清洁,保证除尘效果。
本除尘清洁装置3的具体工作过程如下:拾取机构31拾取位于输送装置1上放置有底壳和上盖的治具12,并移送至除尘机构32处,承接平台323上的顶升组件驱动上移,以与治具12抵接,并带动治具12下移,以置于承接平台323上,此时,治具12和承接平台323通过定位组件相互连接;上除尘腔321和下除尘腔322闭合,治具12以及底壳和上盖位于二者之间,吹气组件对治具12上的底壳和上盖进行吹气除尘;之后,承接平台323和治具12在旋转驱动组件3233的驱动下转动一定角度,吹气组件继续对该角度的治具12上的底壳和上盖进行吹气除尘,以保证对底壳和上盖的除尘清洁效果。清洁后,上除尘腔321复位。
容纳有清洁后的底壳和上盖的治具12经拾取机构31拾取,并重新搬运至输送装置1上,经由输送装置1移送至点胶装置4处,进行底壳和上盖的表面的点胶动作。定义X轴、Y轴和Z轴为空间直角坐标系的三个坐标轴,其中,以输送装置1的输送方向为X轴方向,垂直于X轴方向的水平移动方向为Y轴方向,竖直移动方向为Z轴方向。本实施例中,点胶装置4固定安装于输送装置1的上方;因需对底壳和上盖的上表面的多个位置进行点胶,点胶装置4包括第一点胶机构41和第二点胶机构42,第一点胶机构41的出胶口大于第二点胶机构42,第一点胶机构41用于对底壳和上盖的上表面的大面积区域进行点胶,第二点胶机构42用于对底壳和上盖的上表面的小面积区域进行点胶。当然地,在其他实施例中,也可仅设置一个点胶机构,本文不做限制,本实施例采用第一点胶机构41和第二点胶机构42的方式,以提高点胶效率。更进一步的,第一点胶机构41和第二点胶机构42均包括X轴移动驱动组件、Y轴移动驱动组件、Z轴升降驱动组件以及点胶组件和胶厚胶宽检测组件,通过X轴移动驱动组件、Y轴移动驱动组件、Z轴升降驱动组件的驱动,以带动点胶组件和胶厚胶宽检测组件的移动,从而分别实现对底壳的上表面、上盖的上表面的点胶以及点胶厚度和宽度的检测。
输送装置1上的治具12以及位于其上的底壳和上盖依次经过第一点胶机构41和第二点胶机构42,第一点胶机构41和第二点胶机构42分别动作,以对底壳和上盖的上表面进行点胶以及点胶厚度和宽度的检测;后放置有完成点胶动作的底壳和上盖的治具12经输送装置1传送至末端。本实施例中,输送装置1的传送路径的末端还设有上盖翻转装置8,上盖翻转装置8拾取位于输送装置1的上盖,并翻转180°,以使上盖的点胶面朝下。具体地,上盖翻转装置8包括驱动电机以及与驱动电机连接的旋转轴,旋转轴铰接有吸取组件,通过驱动电机驱动吸取组件绕着旋转轴转动,以实现吸取组件吸取于上盖的上表面,以带动其旋转180°,以使上盖的上表面,即点胶面朝下。
本实施例中,输送装置1的一侧还设有主电路板上料装置5。参阅图6至图8所示,主电路板上料装置5包括主电路板上料机械手51、主电路板除尘机构52和承接移送机构53,承接移送机构53在主电路板上料机械手51和主电路板除尘机构52之间进行移送,上料的主电路板经主电路板上料机械手51移送至承接移送机构53,并经承接移送机构53移送至主电路板除尘机构52处进行除尘。具体地,承接移送机构53包括横向移送驱动组件531以及安装于横向移送驱动组件531的输出端的承接平台532,承接平台532以供主电路板放置。其中,承接平台532还连接有旋转驱动件533,以带动承接平台532和其上的主电路板旋转角度。进一步的,为了保证主电路板稳定限位于承接平台532上,承接平台532上还设有夹紧组件534,以夹紧定位主电路板。本实施例中,主电路板除尘机构52包括上除尘腔和下除尘腔521,上除尘腔连接有升降驱动件,以驱动上除尘腔的升降,以远离下除尘腔521,或靠近下除尘腔521;其中,上除尘腔内固定安装有吹气组件,并朝向下方。更进一步的,下除尘腔521的其中相对两侧开设有限位槽,承接平台532在横向移送驱动组件531的驱动下,移送至主电路板除尘机构52处,并卡接至限位槽,以限定于下除尘腔521内。本实施例中,为了实现对主电路板的全面清洁,旋转驱动件533分别驱动承接平台532和主电路板旋转45°、90°以及180°。当然地,在其他实施例中,并不对旋转驱动件533驱动旋转的角度和次数做限制。
本主电路板上料装置5的具体工作过程为:主电路板上料机械手51抓取主电路板并移送至承接平台532上,承接平台532上的夹紧组件534以夹紧限位主电路板;后承接平台532在横向移送驱动组件531的驱动下,移送至下除尘腔521处;此时,下除尘腔521和上除尘腔为初始状态,即二者相互远离,下除尘腔521和上除尘腔之间的空间可供承接平台532穿过;承接平台532限位于下除尘腔521后,上除尘腔驱动下移,以与下除尘腔521闭合,形成一密闭腔室;此时,旋转驱动件533驱动承接平台532旋转多个角度,以使吹气组件对准主电路板进行吹气,以实现主电路板的除尘清洁。主电路板的除尘清洁完成后,上除尘腔驱动上移,回复至初始状态,承接平台532在横向移送驱动组件531的驱动下,向远离下除尘腔521的一侧移动。
本实施例中,主电路板上料装置5还包括支撑架上料组装装置,具体的,支撑架上料组装装置包括支撑架移送机构54、撕胶机构55以及ccd拍照机构56,撕胶机构55、ccd拍照机构56以及承接移送机构53位于支撑架移送机构54的移送路径上,支撑架移送机构54抓取上料的支撑架,并移送至撕胶机构55,由撕胶机构55撕除支撑架上的胶带,后支撑架移送机构54将撕胶后的支撑架依次移送至ccd拍照机构56处进行拍照,以及移送至承接移送机构53处,将支撑架与主电路板进行对位贴合。具体地,撕胶机构55包括驱动气缸551以及设于驱动气缸551的输出端的夹持部552,支撑架移送机构54带动支撑架移动至撕胶机构55处,撕胶机构55的驱动气缸551驱动夹持部552动作,以夹紧支撑架上的胶膜,支撑架移送机构54带动支撑架横向移动,以使胶膜与支撑架分离。本实施例中,上料的支撑架的底面粘贴有胶带,胶带为双面胶结构,一面黏贴于支撑架的底面,另一面黏贴有胶膜,其中,胶膜的部分超出支撑架,这样,通过撕胶机构55与支撑架移送机构54的配合,即撕胶机构55夹紧于超出支撑架的胶膜,后支撑架移送机构54带动支撑架横向移动,即能实现胶膜的撕除动作。更进一步的,撕胶机构55的下方还设有收集胶膜的收集箱。
ccd拍照机构56位于支撑架移送机构54的传送路径上,并位于撕胶机构55和承接平台532之间,ccd拍照机构56的检测面朝上,以对经过的支撑架的下表面拍照。这样,通过设置的ccd拍照机构56以及支撑架移送机构54处设置的CCD摄像头,以实现的支撑架的位置的定位,便于后续支撑架与主电路板的对位粘合。
完成撕胶和ccd拍照后的支撑架经由支撑架移送机构54搬运至承接平台532处,并与主电路板对位,以实现支撑架粘合于主电路板上。本实施例中,主电路板的表面共有两个支撑架安装位置,因此在完成一侧的支撑架的对位粘合后,支撑架移送机构54重复动作,以将另一支撑架对位粘合于主电路板上,实现二者的组装。如此,通过主电路板上料装置5自动化实现主电路板的上料、支撑架的上料、以及主电路板和支撑架的组装,自动化程度高,提高组装精度和组装效率。
本实施例中,主电路板上料机械手51将组装有支撑架的主电路板移送至传送机构,并经传送机构移送至锁螺丝装置6处;锁螺丝装置6位于输送装置1的末端。具体地,参阅图9所示,锁螺丝装置6包括输送线61以及位于所述输送线61上方的锁螺丝机构62,输送线61以供主电路板、底壳以及面盖放置;锁螺丝机构62包括X轴驱动移动组件、Y轴驱动移动组件、Z轴升降驱动组件以及螺丝装配机,通过X轴驱动移动组件、Y轴驱动移动组件、Z轴升降驱动组件的配合以驱动螺丝装配机的移动,以实现底壳和主电路板的螺丝锁紧,以及将面盖与底壳和主电路板的螺丝锁紧。具体地,X轴驱动移动组件和Y轴驱动移动组件分别为沿着X轴方向和Y轴设置的驱动组件,该驱动组件为电机驱动的皮带滑轨组件等驱动组件或为电机驱动的丝杆滑轨组件,本文不做限制。Z轴升降驱动组件为升降气缸等。本实施例中,锁螺丝装置6设置有多个,以提高组装效率;当然地,在其他实施例中,不对锁螺丝装置6的数量进行限制。更进一步的,锁螺丝装置6和输送装置1之间还设有搬运机构63,以便将治具12上的底壳和面盖分别移送至锁螺丝装置6的输送线上;锁螺丝装置6和主电路板上料装置5之间也设有移送机构64,以将主电路板搬运至锁螺丝装置6的输送线上。
锁螺丝装置6的具体工作过程为:搬运机构63抓取位于输送装置1的治具12上的底壳,并搬运至锁螺丝装置6的输送线61上的治具;后移送机构64抓取组装有支撑架的主电路板,并搬运至锁螺丝装置6的输送线61的治具上,使主电路板预装于底壳上,因底壳的上表面涂覆有胶水,主电路板能够预固定于底壳上;预装有主电路板的底壳经输送线移送至锁螺丝机构62处,进行二者之间的螺丝锁付固定;后完成螺丝锁付的主电路板和底壳在锁螺丝装置6的输送线的移送下,移动至搬运机构63所在侧,搬运机构63抓取位于上盖翻转装置8上的翻转后的上盖,并预装至锁螺丝装置6的输送线上的完成螺丝锁付的主电路板和底壳上,此时,上盖的点胶面朝下,因为上盖能够预固定于主电路板上;后锁螺丝装置6的输送线驱动移动下,治具移动至锁螺丝机构62处,进行上盖与主电路板和底壳之间的螺丝锁付固定,以形成域控制器组装品。后锁螺丝装置6的输送线61驱动治具以及域控制器组装品回复至搬运机构63所在侧,搬运机构63将域控制器组装品搬运至小电路板和面盖组装装置7。
本实施例中,搬运机构63位于输送装置1的末端,小电路板和面盖组装装置7和锁螺丝装置6分设于搬运机构63的两侧。搬运机构63不仅用于将输送装置1上的底壳和上盖搬运至锁螺丝装置6处,也用于将锁螺丝装置6处的域控制器组装品搬运至小电路板和面盖组装装置7上。当然地,在其他实施例中,输送装置1、电路板和面盖组装装置7和锁螺丝装置6的布局不限于此,可采用多个搬运机构进行组件之间的搬运,本文不做限制;本实施例中采用上述布局,以达到一个搬运机构实现不同组件的不同位置之间的搬运的目的,节约设备成本。
继续参阅图1至图2所示,小电路板和面盖组装装置7包括小电路板和面盖上料机械手71、锁紧机构72以及组装移送平台73,组装移送平台73位于小电路板和面盖上料机械手71与锁紧机构72之间;域控制器组装品转移至组装移送平台73上,小电路板和面盖由小电路板和面盖上料机械手71抓取并分别上料至组装移送平台73,预装入域控制器组装品上,经组装移送平台73移送至锁紧机构72,由锁紧机构72进行锁紧固定。具体地,装有小电路板的小电路板料仓和装有面盖的面盖料仓由人工或搬运装置上料至机架的机台上,小电路板和面盖上料机械手71分别抓取小电路板和面盖并放置于组装移送平台73上。其中,组装移送平台73包括横向移送驱动件以及设于横向移送驱动件的输出端的组装平台,组装平台在横移送驱动件的驱动下横向移动。锁紧机构72为常见的螺丝装配机构。该小电路板和面盖组装装置7的具体工作过程为:搬运机构将域控制器组装品搬运至组装移送平台73的组装平台上,组装平台在横向移送驱动件的驱动下,移动至小电路板和面盖上料机械手71所在侧,以供小电路板和面盖上料机械手71抓取小电路板,并预装入域控制器组装品上;后组装平台在横向移送驱动件的驱动下,移动至锁紧机构72处,进行二者之间的螺丝锁紧动作;后组装平台在横向移送驱动件的驱动下,移动至小电路板和面盖上料机械手71所在侧,以供小电路板和面盖上料机械手71抓取面盖,并预装入域控制器组装品上;后组装平台在横向移送驱动件的驱动下,移动至锁紧机构72处,进行二者之间的螺丝锁紧动作;如此,以实现小电路板和面盖分别锁紧固定于域控制器组装品上。
本实施例中,搬运机构63的移送路径上还设有良品输送带和不良品输送带;以将组装合格的域控制器良品抓取放置于良品输送带上,并经良品输送带移送下料;或将组装不合格的域控制器不良品抓取放置于不良品输送带上,并经不良品输送带移送下料。
本实施例还提供一种域控制器组装方法,包括如下步骤:
A1,提供上述所述的域控制器组装方法,提供底壳、上盖以及主电路板;
A2,分别对底壳和上盖进行除尘清洁和点胶动作;
A3,对主电路板进行除尘动作;
A4,将底壳与主电路板进行对位粘合;
A5,将上盖对位粘合于主电路板的上方。
其中,本实施例还包括步骤A6,提供小电路板和面盖,将完成底壳、上壳以及主电路板组装的域控制器组装品依次与小电路板和面盖进行组装。
其中,上述步骤A1,提供上述所述的域控制器组装方法,提供底壳、上盖以及主电路板,还包括提供支撑架,以及将支撑架对位粘合于主电路板上。
尽管结合优选实施方案具体展示和介绍了本发明,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本发明的精神和范围内,在形式上和细节上可以对本发明做出各种变化,均为本发明的保护范围。
Claims (10)
1.一种域控制器自动组装设备,其特征在于:包括机架,所述机架上设有输送装置,沿着所述输送装置的传送路径上依次设有底壳和上盖上料装置、除尘清洁装置以及点胶装置;底壳和上盖经所述底壳和上盖上料装置上料至所述输送装置上,并经所述输送装置进行移送;移送至所述除尘清洁装置,由其进行底壳和上盖的除尘清洁;移送至所述点胶装置,由其进行底壳和上盖的点胶;所述输送装置的其中一侧还设有主电路板上料装置和锁螺丝装置,所述锁螺丝装置位于所述输送装置的末端,并与所述主电路板上料装置连接;主电路板经所述主电路板上料装置上料后,移送至所述锁螺丝装置;位于所述输送装置上的底壳和上盖依次转移至所述锁螺丝装置,所述锁螺丝装置对底壳与主电路板进行螺丝锁紧,以及将上盖锁付于主电路板上。
2.根据权利要求1所述的域控制器自动组装设备,其特征在于:还包括小电路板和面盖组装装置,所述小电路板和面盖组装装置位于所述锁螺丝装置的周侧,小电路板和面盖上料至所述小电路板和面盖组装装置,完成底壳、主电路和上盖组装的域控制器组装品也转移至所述小电路板和面盖组装装置上,以与小电路板和面盖进行组装。
3.根据权利要求2所述的域控制器自动组装设备,其特征在于:所述小电路板和面盖组装装置包括小电路板和面盖上料机械手、锁紧机构以及组装移送平台,所述组装移送平台位于所述小电路板和面盖上料机械手与锁紧机构之间;域控制器组装品转移至所述组装移送平台上,小电路板和面盖由所述小电路板和面盖上料机械手抓取并分别上料至所述组装移送平台,预装入域控制器组装品上,经所述组装移送平台移送至所述锁紧机构,由所述锁紧机构进行锁紧固定。
4.根据权利要求2所述的域控制器自动组装设备,其特征在于:所述小电路板和面盖组装装置和锁螺丝装置之间设有搬运机构,所述搬运机构将位于所述锁螺丝装置上的域控制器组装品搬运至所述小电路板和面盖组装装置。
5.根据权利要求4所述的域控制器自动组装设备,其特征在于:所述搬运机构位于所述输送装置的末端,所述小电路板和面盖组装装置与所述锁螺丝装置分设于所述搬运机构的两侧,所述搬运机构搬运所述输送装置上的底壳和上盖至所述锁螺丝装置上。
6.根据权利要求1所述的域控制器自动组装设备,其特征在于:所述底壳和上盖上料装置包括底壳和上盖缓存料仓和上料机器人,底壳和上盖经由所述底壳和上料缓存料仓上料,所述上料机器人分别抓取底壳和上盖,并移送至所述输送装置。
7.根据权利要求1所述的域控制器自动组装设备,其特征在于:所述主电路板上料装置包括主电路板上料机械手、主电路板除尘机构和承接移送机构,所述承接移送机构在所述主电路板上料机械手和主电路板除尘机构之间进行移送,主电路板经所述主电路上料机械手移送至所述承接移送机构,并经所述承接移送机构移送至所述主电路板除尘机构处进行除尘。
8.根据权利要求7所述的域控制器自动组装设备,其特征在于:所述主电路板上料装置还包括支撑架移送机构、撕胶机构以及ccd拍照机构,所述撕胶机构、ccd拍照机构以及承接移送机构位于所述支撑架移送机构的移送路径上,所述支撑架移送机构抓取上料的支撑架,并移送至所述撕胶机构,由所述撕胶机构撕除支撑架上的胶带,所述支撑架移送机构将撕胶后的支撑架依次移送至所述ccd拍照机构处进行拍照,以及移送至所述承接移送机构处,将支撑架与主电路板进行对位贴合。
9.根据权利要求1所述的域控制器自动组装设备,其特征在于:所述输送装置和所述锁螺丝装置之间还设有上盖翻转装置,所述上盖翻转装置拾取位于所述输送装置的上盖,并翻转180°,以使上盖的点胶面朝下。
10.一种域控制器组装方法,其特征在于:包括如下步骤:
A1,提供权利要求1-9任一所述的域控制器自动组装设备,提供底壳、上盖以及主电路板;
A2,分别对底壳和上盖进行除尘清洁和点胶动作;
A3,对主电路板进行除尘动作;
A4,将底壳与主电路板进行对位粘合;
A5,将上盖对位粘合于主电路板的上方。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310158424.XA CN116197654A (zh) | 2023-02-23 | 2023-02-23 | 一种域控制器自动组装设备以及组装方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310158424.XA CN116197654A (zh) | 2023-02-23 | 2023-02-23 | 一种域控制器自动组装设备以及组装方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN116197654A true CN116197654A (zh) | 2023-06-02 |
Family
ID=86510784
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202310158424.XA Pending CN116197654A (zh) | 2023-02-23 | 2023-02-23 | 一种域控制器自动组装设备以及组装方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN116197654A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117464372A (zh) * | 2023-12-19 | 2024-01-30 | 无锡车联天下信息技术有限公司 | 一种域控制器装配生产线 |
-
2023
- 2023-02-23 CN CN202310158424.XA patent/CN116197654A/zh active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117464372A (zh) * | 2023-12-19 | 2024-01-30 | 无锡车联天下信息技术有限公司 | 一种域控制器装配生产线 |
| CN117464372B (zh) * | 2023-12-19 | 2024-03-12 | 无锡车联天下信息技术有限公司 | 一种域控制器装配生产线 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110126429A (zh) | 用于液晶屏的自动化贴合设备 | |
| CN111430285B (zh) | 具有刷胶装置的固晶机 | |
| CN210309464U (zh) | 用于液晶屏的自动化贴合设备 | |
| CN110126428A (zh) | 一种用于液晶屏与触摸屏的贴合结构 | |
| CN116197654A (zh) | 一种域控制器自动组装设备以及组装方法 | |
| KR20130030372A (ko) | Fpc에 부재플레이트를 부착하기 위한 부재플레이트 부착장치 및 부착방법 | |
| CN114093799A (zh) | 一种芯片贴合设备 | |
| CN210148735U (zh) | 一种高精度贴膜检测机 | |
| CN114474700A (zh) | 一种贴合设备 | |
| CN110803517A (zh) | 带清洁功能的柔性oled显示面板激光形切设备 | |
| CN219582134U (zh) | 一种域控制器自动组装设备 | |
| CN111740038A (zh) | Oled及oca撕膜结构 | |
| CN116020707A (zh) | 一种镜片的点胶叠合设备以及点胶叠合方法 | |
| CN210309465U (zh) | 一种用于液晶屏与触摸屏的贴合结构 | |
| CN216487991U (zh) | 一种芯片贴合设备 | |
| CN212625502U (zh) | Ic芯片撕膜转移结构 | |
| CN114472211A (zh) | 一种贴合系统 | |
| CN210590559U (zh) | 用于光学胶的重离型下撕膜结构 | |
| CN210209066U (zh) | 一种二极管焊接分选机 | |
| KR20050111448A (ko) | 티에프티-엘시디 모듈 어셈블리 조립장치 및 이조립장치를 이용한 티에프티-엘시디 모듈 어셈블리 조립방법 | |
| JP4409136B2 (ja) | 電子部品搭載装置および電子部品搭載方法 | |
| CN219704098U (zh) | 一种域控制器的电路板和支撑架的上料组装设备 | |
| CN219232932U (zh) | 一种镜片的点胶叠合设备 | |
| CN111747110A (zh) | Oled翻转及转移结构 | |
| CN212625645U (zh) | 指纹识别贴合装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |