CN116060738B - 铝合金粉罐车体立式组对装置 - Google Patents
铝合金粉罐车体立式组对装置 Download PDFInfo
- Publication number
- CN116060738B CN116060738B CN202310360021.3A CN202310360021A CN116060738B CN 116060738 B CN116060738 B CN 116060738B CN 202310360021 A CN202310360021 A CN 202310360021A CN 116060738 B CN116060738 B CN 116060738B
- Authority
- CN
- China
- Prior art keywords
- round
- base
- expanding
- seat
- tensioning
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/16—Arc welding or cutting making use of shielding gas
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/32—Accessories
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/006—Vehicles
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Abstract
本发明涉及一种铝合金粉罐车体立式组对装置,包括基台,基台上安装人工操作平台,人工操作平台下方的基台内安装升降机构,升降机构的顶部配合安装有升降的涨圆底座,涨圆底座顶面中部位置安装有涨圆立柱,涨圆立柱的外侧和顶部分别配合安装有涨圆工装,涨圆底座两侧的基台上设置有间隙消除机构,基台的上表面还设置有下料翻转车,基台上安装有主控柜,涨圆底座上设置有标记指针,升降机构的底部设置有拉线传感器。通过设置涨圆工装和间隙消除机构,可以完成罐体分总成各部分的高精度组对,并且通过设置下料翻转车,从而实现自动化下料,在保证高精度完成生产的同时,通过自动化的生产方式提高了工作效率,降低了企业的用人成本。
Description
技术领域
本发明涉及铝合金罐车生产装备技术领域,尤其是一种铝合金粉罐车体立式组对装置。
背景技术
铝合金罐车广泛应用于汽车运输行业,铝合金罐体是罐车的重要组成部分,一个铝合金罐体由两个罐体分总成组成,一个罐体分总成由一个封头和上、下两个筒节组成。在铝合金罐体的生产装配中,将封头和两个筒节进行环缝焊接之前,需要对罐体分总成进行组对。
现有技术中,通过多人合作对铝合金罐体进行组对、焊接,该方式的缺点在于组对、焊接质量无法保证,人工组对方式难以满足封头和筒节、筒节和筒节间高精度的组对间隙要求和错变量要求;同时,由于工作量大且生产效率低下,导致企业的用人成本提高。
发明内容
本申请人针对上述现有生产技术中的缺点,提供一种结构合理的铝合金粉罐车体立式组对装置,通过设置涨圆工装和间隙消除机构,可以完成罐体分总成各部分的高精度组对,并且通过设置下料翻转车,从而实现自动化下料,在保证高精度完成生产的同时,通过自动化的生产方式提高了工作效率,降低了企业的用人成本。
本发明所采用的技术方案如下:
一种铝合金粉罐车体立式组对装置,包括用于装配铝合金粉罐车体立式组对装置的基台,所述基台的上表面安装人工操作平台,所述人工操作平台下方的基台上设置有凹坑,凹坑内安装升降机构,所述升降机构的顶部配合安装有升降的涨圆底座,升降机构的顶部设置有回转支承和回转驱动电机,所述回转驱动电机通过回转支承驱动涨圆底座转动,升降机构通过传动链条驱动涨圆底座沿竖直方向作往复直线运动,涨圆底座顶面中部位置安装有涨圆立柱,所述涨圆立柱的外侧和顶部分别配合安装有涨圆工装,所述涨圆工装用于将罐体分总成涨圆,所述涨圆工装的中部设置有通孔,涨圆工装通过所述通孔同心安装在涨圆立柱的外侧,涨圆立柱顶部的涨圆工装通过涨圆安装座与涨圆立柱偏心安装,涨圆底座上还配合安装有夹紧夹爪和数个限位夹爪,夹紧夹爪配合安装有夹爪气缸,夹紧夹爪和限位夹爪的布置轨迹与罐体分总成底部的边缘形状一致;
所述涨圆底座两侧的基台上设置有间隙消除机构,所述间隙消除机构上设置有第一压头和第二压头,所述第一压头将罐体分总成的上筒节和下筒节压紧;第二压头将罐体分总成的上筒节和封头压紧;
所述基台的上表面还设置有下料翻转车,所述下料翻转车设置有翻转液压缸和翻转座,翻转液压缸驱动翻转座将竖直方向放置的罐体分总成翻转到水平方向放置;
所述基台上安装有主控柜,涨圆底座上设置有标记指针,升降机构的底部设置有拉线传感器。
作为上述技术方案的进一步改进:
安装在涨圆立柱外侧的涨圆工装直径大于安装在涨圆立柱顶部的涨圆工装直径。
涨圆工装配置有涨圆液压站,所述涨圆液压站设置在涨圆底座的顶部。
单个涨圆工装的结构为:包括与涨圆立柱固定且呈圆盘状的基座,所述基座的上方设置有呈圆盘状的转盘,所述转盘的圆周方向均匀布置有数个曲形通孔,转盘和基座之间均匀布置有数个涨紧滑轨,所述涨紧滑轨固定在基座上,每个涨紧滑轨对应安装有涨紧滑块,每个涨紧滑块的顶部安装有涨紧安装板,每个涨紧安装板的顶部设置有与曲形通孔配合的涨紧导向,所述涨紧导向头部伸出曲形通孔,每个涨紧安装板的端头安装有涨紧块组件,涨紧块组件布置于基座的外部,涨紧块组件由上涨紧块和下涨紧块组成,所述上涨紧块和下涨紧块之间设置有缝隙,基座的中部安装有数个转盘驱动油缸,所述转盘驱动油缸的输出端与转盘连接,转盘驱动油缸带动转盘旋转,从而驱动涨紧导向在曲形通孔内滑动,转换成涨紧块组件沿基座的径向作往复直线运动。
当进行铝合金粉罐车体组对时,夹爪气缸驱动对应的夹紧夹爪将罐体分总成下筒节的底部夹紧,安装在涨圆立柱外侧的涨圆工装上的下涨紧块将罐体分总成下筒体的顶部涨圆,安装在涨圆立柱外侧的涨圆工装上的上涨紧块将罐体分总成上筒体的底部涨圆,安装在涨圆立柱顶部的涨圆工装上的下涨紧块将罐体分总成上筒体的顶部涨圆,安装在涨圆立柱顶部的涨圆工装上的上涨紧块将罐体分总成的封头涨圆,操作人员站在人工操作平台上对罐体分总成进行点焊,下料翻转车将罐体分总成移送下料。
所述基座的顶部设置有数个限位块,所述限位块限位转盘的径向和轴向位移。
所述升降机构的结构为:包括导向框架,所述导向框架的底部安装有可升降的配重箱,导向框架的顶部安装有移动架组件,所述移动架组件包括对称设置的第一移动架和第二移动架,所述第一移动架和第二移动架的顶部配合安装有回转支承,所述回转支承的内圈与回转齿轮啮合,回转齿轮与回转驱动电机的输出端连接,回转驱动电机通过回转齿轮驱动回转支承的内圈转动;
所述导向框架顶部一侧安装有减速电机,所述减速电机的输出端连接转轴,所述转轴的轴端安装有两个主动轮,每个主动轮通过第一传动链条与第一传动轮配合传动,第一传动链条的两端分别与第一移动架和配重箱固定,第一移动架的底部固定有数条第二传动链条,单条第二传动链条的另一端头与第二移动架固定,每条第二传动链条配合安装有第二传动轮和数个辅助轮,所述辅助轮均安装在导向框架的底部,第二传动轮的安装高度与第一传动轮的安装高度相同,减速电机通过第一传动链条带动第一移动架沿竖直方向作直线运动,同时,通过第二传动链条带动第二移动架随第一移动架沿竖直方向作直线运动;
所述第一移动架和第二移动架上分别安装有锁紧电机,两个锁紧电机对称布置,每个锁紧电机的输出端均连接锁紧轴,一个锁紧轴两端分别通过呈L型的连接板与第一移动架转动连接,另一个锁紧轴两端分别通过呈L型的连接板与第二移动架转动连接。
所述间隙消除机构的结构为:包括对称安装在涨圆底座两侧的间隙消除立柱,每个间隙消除立柱上通过第一安装架安装有竖直方向驱动电机,所述竖直方向驱动电机通过第一丝杆驱动第二安装架在竖直方向作直线运动,第二安装架上安装有水平方向驱动电机,所述水平方向驱动电机通过第二丝杆驱动第三安装架在水平方向作直线运动,第三安装架上安装有第一压头和第二压头。
所述下料翻转车的结构为:包括安装在基台上表面的翻转车座,所述翻转车座的顶部平行布置有数个翻转车滑轨,每个翻转车滑轨配合安装有数个翻转车滑块,所述翻转车滑块的顶部安装有移动座,翻转车座上还安装有翻转车驱动电机,所述翻转车驱动电机的输出端连接翻转车传动齿轮,所述翻转车传动齿轮与安装在移动座底部的翻转车传动齿条啮合,翻转车传动齿条的布置方向与翻转车滑轨平行,翻转车驱动电机通过翻转车传动齿条驱动移动座沿翻转车滑轨作直线运动;
所述移动座的顶部安装有翻转液压缸,所述翻转液压缸的输出端与翻转座连接,翻转座与移动座转动连接,翻转液压缸驱动翻转座相对移动座作90°翻转;
所述翻转座顶部的一侧安装数个用于支撑罐体分总成底面的固定支撑臂,所述固定支撑臂的对侧安装有两个移动夹紧臂,所述移动夹紧臂的底部安装有夹紧滑块,所述夹紧滑块与安装在翻转座顶部的夹紧滑轨配合,翻转座的底部安装有夹紧电机,所述夹紧电机通过夹紧丝杆驱动两移动夹紧臂沿夹紧滑轨作相向或相离的直线运动,翻转座的顶部还安装有用于放置夹紧罐体分总成的罐体支撑座。
所述人工操作平台的结构为:包括位于涨圆底座四周的过道,所述过道的顶部对称安装有平台安装座,两个平台安装座的顶部平行布置有数条平台滑轨,每条平台滑轨配合安装有数个平台滑块,所述平台滑块的顶部安装有活动平台,两个平台安装座上均安装有平台驱动电机,每个平台驱动电机通过平台传送丝杆驱动对应的活动平台沿平台滑轨作直线运动,活动平台的顶部安装有操作台和修正液压缸,操作台上设置有操作界面,修正液压缸的输出端连接修正推块,所述修正推块的下方设置有测距传感器,过道的底部安装有爬梯,所述爬梯、活动平台和过道均设置有用于防护的围栏。
本发明的有益效果如下:
本发明结构紧凑、合理,操作方便,通过设置涨圆工装和间隙消除机构,可以完成罐体分总成各部分的高精度组对,并且通过设置下料翻转车,从而实现自动化下料,在保证高精度完成生产的同时,通过自动化的生产方式提高了工作效率,降低了企业的用人成本。
本发明还具有如下优点:
(1)本发明中的涨圆工装通过在上涨紧块和下涨紧块件设置间隙,使得上筒节和下筒节之间、上筒节和封头之间的环焊缝处于间隙之中,防止操作人员在对焊缝进行点固焊接时,罐体分总成与涨紧块粘连。
(2)本发明通过在涨圆底座上设置标记指针,在进行组对时使罐体分总成的基准和标记指针对齐,保证罐体分总成在组对夹具上的位置正确,以保证罐体分总成的组对精度和组对质量。
(3)本发明中通过设置升降机构,使得组对夹具在对工件进行装配时,可以在控制系统的指令下自动在竖直方向上来回升降,同时当组对夹具到达指定位置时,通过升降机构上的锁紧电机和锁紧轴对组对夹具进行锁紧,保证组对装配过程中的稳定性和安全性。
(4)本发明中通过设置间隙消除机构,保证当罐体分总成的上筒节和下筒节之间、上筒节和封头之间存在较大的竖向间隙时,可以通过压头下压上筒体或封头,从而消除上筒节和下筒节之间、上筒节和封头之间的间隙。
(5)本发明中的间隙消除机构设置有相应的传动系统,使得压头具备一定的自由度,从而匹配不同尺寸的罐体分总成。
(6)本发明中通过设置下料翻转车,可以完成罐体分总成的自动下料,减轻了操作人员的劳动强度,并有效节省了下料时间,提高了工作效率。
(7)本发明中的人工操作平台通过设置两个对称的活动平台,方便操作人员对罐体分总成进行点焊固定,通过配合测距传感器,活动平台可以自动调整行程以调整与罐体分总成之间的距离,保证操作人员可以顺利作业以及作业过程中的安全性。
(8)本发明中的人工操作平台上还设置有修正液压缸,当罐体分总成的上筒节和下筒节之间、上筒节和封头之间存在较大的横向间隙时,通过修正液压缸驱动修正推块消除横向间隙,保证罐体分总成的组对精度。
(9)本发明中的人工操作平台上还设置有围栏,保证操作人员安全作业,提高立式组对装置的安全性。
(10)本发明通过设置拉线传感器,配合升降机构使组对夹具准确停在相应的工作位置,方便操作人员作业。
(11)本发明中的上涨紧块、下涨紧块、压头和修正推块均采用尼龙材料,防止划伤工件。
(12)本发明中各个机构均配置有独立的液压系统,使得各机构间的运动互不影响,便于后续操作人员对单个机构进行调节。
附图说明
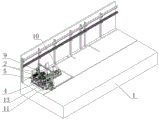
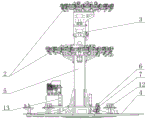
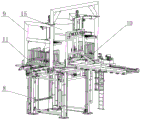
图1为本发明在厂房中的结构示意图。
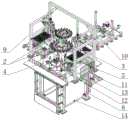
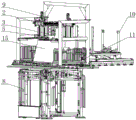
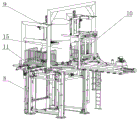
图2为本发明的结构示意图。
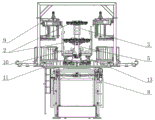
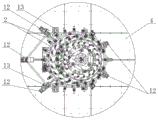
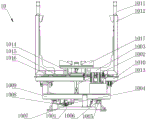
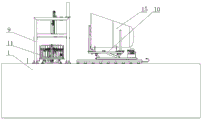
图3为图2的主视图。
图4为图2的侧视图。
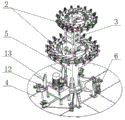
图5为本发明中组对夹具的结构示意图。
图6为图5的主视图。
图7为图5的俯视图。
图8为本发明中涨圆工装的结构示意图。
图9为图8的主视图。
图10为图8的侧视图。
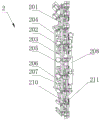
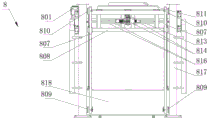
图11为本发明中升降机构的结构示意图。
图12为图11的主视图。
图13为图11的侧视图。
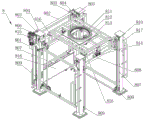
图14为本发明中间隙消除机构的结构示意图。
图15为图14的后视图。
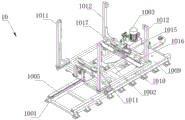
图16为本发明中下料翻转车的结构示意图。
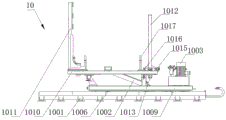
图17为图16的主视图。
图18为图16的右视图。
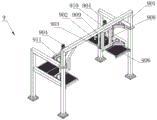
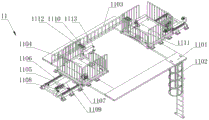
图19为本发明中人工操作平台的结构示意图。
图20为本发明在工作状态时的示意图一。
图21为本发明在工作状态时的示意图二。
图22为本发明在工作状态时的示意图三。
图23为本发明在工作状态时的示意图四。
图24为本发明在工作状态时的示意图五。
图25为本发明在工作状态时的示意图六。
其中:1、基台;2、涨圆工装;3、涨圆安装座;4、涨圆底座;5、涨圆立柱;6、夹紧夹爪;7、夹爪气缸;8、升降机构;9、间隙消除机构;10、下料翻转车;11、人工操作平台;12、限位夹爪;13、导向块;14、拉线传感器;15、罐体分总成;
201、基座;202、转盘;203、上涨紧块;204、下涨紧块;205、限位块;206、涨紧滑轨;207、涨紧滑块;208、转盘驱动油缸;209、曲形通孔;210、涨紧安装板;211、涨紧导向;
801、减速电机;802、转轴;803、主动轮;804、第一传动链条;805、第一传动轮;806、第一移动架;807、第二传动链条;808、第二移动架;809、辅助轮;810、第二传动轮;811、回转支承;812、回转齿轮;813、回转驱动电机;814、锁紧电机;815、连接板;816、锁紧轴;817、导向框架;818、配重箱;
901、间隙消除立柱;902、第一压头;903、第二压头;904、竖直方向驱动电机;905、水平方向驱动电机;906、第一丝杆;907、第二丝杆;908、第一安装架;909、第二安装架;910、横梁;911、第三安装架;
1001、翻转车座;1002、翻转液压缸;1003、翻转液压站;1004、翻转车驱动电机;1005、翻转车滑轨;1006、翻转车滑块;1007、翻转车传动齿轮;1008、翻转车传动齿条;1009、移动座;1010、翻转座;1011、固定支撑臂;1012、移动夹紧臂;1013、夹紧电机;1014、夹紧丝杆;1015、夹紧滑轨;1016、夹紧滑块;1017、罐体支撑座;
1101、过道;1102、爬梯;1103、围栏;1104、活动平台;1105、平台安装座;1106、平台滑轨;1107、平台滑块;1108、平台驱动电机;1109、平台传送丝杆;1110、操作台;1111、测距传感器;1112、修正液压缸;1113、修正推块。
具体实施方式
下面结合附图,说明本发明的具体实施方式。
本发明的结构和功能如下:
如图1-图19所示,一种铝合金粉罐车体立式组对装置,包括用于装配铝合金粉罐车体立式组对装置的基台1,基台1的上表面安装人工操作平台11,人工操作平台11下方的基台1上设置有凹坑,凹坑内安装升降机构8,升降机构8的顶部配合安装有升降的涨圆底座4,升降机构8的顶部设置有回转支承811和回转驱动电机813,回转驱动电机813通过回转支承811驱动涨圆底座4转动,升降机构8通过传动链条驱动涨圆底座4沿竖直方向作往复直线运动,涨圆底座4顶面中部位置安装有涨圆立柱5,涨圆立柱5的外侧和顶部分别配合安装有涨圆工装2,涨圆工装2用于将罐体分总成15涨圆,涨圆工装2的中部设置有通孔,涨圆工装2通过通孔同心安装在涨圆立柱5的外侧,涨圆立柱5顶部的涨圆工装2通过涨圆安装座3与涨圆立柱5偏心安装,涨圆底座4上还配合安装有夹紧夹爪6和数个限位夹爪12,夹紧夹爪6配合安装有夹爪气缸7,夹紧夹爪6和限位夹爪12的布置轨迹与罐体分总成15底部的边缘形状一致。基台1为铝合金粉罐车体立式组对装置提供安装场地和安装条件;升降机构8用于支撑涨圆底座4在竖直方向的运动以及在水平面旋转,从而带动两个涨圆工装2和罐体分总成15作水平旋转运动和直线升降运动;涨圆立柱5顶部的涨圆工装2为偏心布置,涨圆立柱5外侧的涨圆工装2为同心布置,使得两个涨圆工装2可以匹配罐体分总成15内部的形状。
涨圆工装2、涨圆安装座3、涨圆底座4、涨圆立柱5、夹紧夹爪6、夹爪气缸7和限位夹爪12共同组成组对夹具,用于对罐体分总成15进行组对,并且在涨圆底座4的顶部还设置有与限位夹爪12间隔布置的导向块13,方便在涨圆底座4上放置罐体分总成15的下筒节时进行导向。
涨圆底座4两侧的基台1上设置有间隙消除机构9,间隙消除机构9上设置有第一压头902和第二压头903,第一压头902将罐体分总成15的上筒节和下筒节压紧;第二压头903将罐体分总成15的上筒节和封头压紧。间隙消除机构9用于减小焊缝间隙。
基台1的上表面还设置有下料翻转车10,下料翻转车10设置有翻转液压缸1002和翻转座1010,翻转液压缸1002驱动翻转座1010将竖直方向放置的罐体分总成15翻转到水平方向放置。下料翻转车10用于搬运组对好的罐体分总成15进行下料,下料翻转车10设置在组对夹具的出料端。
基台1上安装有主控柜,涨圆底座4上设置有标记指针,升降机构8的底部设置有拉线传感器14。主控柜用于放置立式组对装置的控制模组;导向指针便于准确定位下筒节在组对夹具上的位置;拉线传感器14用于精准定位涨圆底座4在竖直方向上的停靠位置。
安装在涨圆立柱5外侧的涨圆工装2直径大于安装在涨圆立柱5顶部的涨圆工装2直径。安装在涨圆立柱5侧部的涨圆工装2用于涨紧上、下筒节,安装在涨圆立柱5顶部的涨圆工装2用于涨紧封头和上筒节。
涨圆工装2配置有涨圆液压站,涨圆液压站设置在涨圆底座4的顶部。涨圆液压站为组对夹具中的油缸提供液压油。
单个涨圆工装2的结构为:包括与涨圆立柱5固定且呈圆盘状的基座201,基座201的上方设置有呈圆盘状的转盘202,转盘202的圆周方向均匀布置有数个曲形通孔209,转盘202和基座201之间均匀布置有数个涨紧滑轨206,涨紧滑轨206固定在基座201上,每个涨紧滑轨206对应安装有涨紧滑块207,每个涨紧滑块207的顶部安装有涨紧安装板210,每个涨紧安装板210的顶部设置有与曲形通孔209配合的涨紧导向211,涨紧导向211头部伸出曲形通孔209,每个涨紧安装板210的端头安装有涨紧块组件,涨紧块组件布置于基座201的外部,涨紧块组件由上涨紧块203和下涨紧块204组成,上涨紧块203和下涨紧块204之间设置有缝隙,基座201的中部安装有数个转盘驱动油缸208,转盘驱动油缸208的输出端与转盘202连接,转盘驱动油缸208带动转盘202旋转,从而驱动涨紧导向211在曲形通孔209内滑动,转换成涨紧块组件沿基座201的径向作往复直线运动。上涨紧块203和下涨紧块204均采用尼龙材料,上、下筒节之间与上筒节和封头之间的环焊缝处于上涨紧块203和下涨紧块204的间隙之中,防止操作人员对焊缝进行点固焊接时,工件与涨紧块粘连。
当进行铝合金粉罐车体组对时,夹爪气缸7驱动对应的夹紧夹爪6将罐体分总成15下筒节的底部夹紧,安装在涨圆立柱5外侧的涨圆工装2上的下涨紧块204将罐体分总成15下筒体的顶部涨圆,安装在涨圆立柱5外侧的涨圆工装2上的上涨紧块203将罐体分总成15上筒体的底部涨圆,安装在涨圆立柱5顶部的涨圆工装2上的下涨紧块204将罐体分总成15上筒体的顶部涨圆,安装在涨圆立柱5顶部的涨圆工装2上的上涨紧块203将罐体分总成15的封头涨圆,操作人员站在人工操作平台11上对罐体分总成15进行点焊,下料翻转车10将罐体分总成15移送下料。下筒节放置到涨圆底座4上时,使自身的标记线与标记指针摆放对齐,同时夹爪气缸7驱动对应的夹紧夹爪6将下筒节夹紧固定,然后将上筒节的下端面放置到下筒节的上端面上,将上、下筒节的标记线相互对齐,操作人员利用氩弧焊枪先点固一点,随后涨圆工装2将上、下筒节涨紧,操作人员继续使用氩弧焊枪对环焊缝进行点固;两筒节组对完毕后,安装封头,将封头下表面放置到上筒节的上端面上,将上筒节和封头外壁的标记线相互对齐,人工利用氩弧焊枪先点固一点,随后涨圆工装2将封头和上筒节涨紧,人工继续使用氩弧焊枪对环焊缝进行点固。
基座201的顶部设置有数个限位块205,限位块205限位转盘202的径向和轴向位移。涨圆工装2工作时,转盘驱动油缸208伸出,由于转盘202被限位块205限制了径向和轴向位移,因此转盘202只能做圆周运动进行旋转。
升降机构8的结构为:包括导向框架817,导向框架817的底部安装有可升降的配重箱818,导向框架817的顶部安装有移动架组件,移动架组件包括对称设置的第一移动架806和第二移动架808,第一移动架806和第二移动架808的顶部配合安装有回转支承811,回转支承811的内圈与回转齿轮812啮合,回转齿轮812与回转驱动电机813的输出端连接,回转驱动电机813通过回转齿轮812驱动回转支承811的内圈转动。回转支承811的内圈与涨圆底座4配合安装,以安装组对夹具,通过回转驱动电机813带动回转齿轮812旋转,从而带动回转支承811的内圈旋转,进而带动组对夹具旋转。
导向框架817顶部一侧安装有减速电机801,减速电机801的输出端连接转轴802,转轴802的轴端安装有两个主动轮803,每个主动轮803通过第一传动链条804与第一传动轮805配合传动,第一传动链条804的两端分别与第一移动架806和配重箱818固定,第一移动架806的底部固定有数条第二传动链条807,单条第二传动链条807的另一端头与第二移动架808固定,每条第二传动链条807配合安装有第二传动轮810和数个辅助轮809,辅助轮809均安装在导向框架817的底部,第二传动轮810的安装高度与第一传动轮805的安装高度相同,减速电机801通过第一传动链条804带动第一移动架806沿竖直方向作直线运动,同时,通过第二传动链条807带动第二移动架808随第一移动架806沿竖直方向作直线运动;第一移动架806和第二移动架808上分别安装有锁紧电机814,两个锁紧电机814对称布置,每个锁紧电机814的输出端均连接锁紧轴816,一个锁紧轴816两端分别通过呈L型的连接板815与第一移动架806转动连接,另一个锁紧轴816两端分别通过呈L型的连接板815与第二移动架808转动连接。升降机构8通过减速电机801带动转轴802转动,从而带动两个主动轮803转动,进而通过第一传动链条804带动第一传动轮805转动,并通过辅助轮809和第二传动轮810带动第二传动链条807传动,从而带动第一移动架806和第二移动架808在竖直方向同时上升或下降,进而带动回转支承811在竖直方向上升或下降;在导向框架817的侧面安装有八组导向轮组作为第一移动架806和第二移动架808的导向装置;当升降到指定的工作位置时,锁紧电机814驱动锁紧轴816将第一移动架806和第二移动架808锁死,防止组对夹具坠落。
间隙消除机构9的结构为:包括对称安装在涨圆底座4两侧的间隙消除立柱901,每个间隙消除立柱901上通过第一安装架908安装有竖直方向驱动电机904,竖直方向驱动电机904通过第一丝杆906驱动第二安装架909在竖直方向作直线运动,第二安装架909上安装有水平方向驱动电机905,水平方向驱动电机905通过第二丝杆907驱动第三安装架911在水平方向作直线运动,第三安装架911上安装有第一压头902和第二压头903。第一压头902用于消除上筒节和下筒节之间的竖向间隙,第二压头903用于消除封头和上筒节之间的竖向间隙;两间隙消除立柱901的顶部设置有横梁910。
下料翻转车10的结构为:包括安装在基台1上表面的翻转车座1001,翻转车座1001的顶部平行布置有数个翻转车滑轨1005,每个翻转车滑轨1005配合安装有数个翻转车滑块1006,翻转车滑块1006的顶部安装有移动座1009,翻转车座1001上还安装有翻转车驱动电机1004,翻转车驱动电机1004的输出端连接翻转车传动齿轮1007,翻转车传动齿轮1007与安装在移动座1009底部的翻转车传动齿条1008啮合,翻转车传动齿条1008的布置方向与翻转车滑轨1005平行,翻转车驱动电机1004通过翻转车传动齿条1008驱动移动座1009沿翻转车滑轨1005作直线运动;移动座1009的顶部安装有翻转液压缸1002,翻转液压缸1002的输出端与翻转座1010连接,翻转座1010与移动座1009转动连接,翻转液压缸1002驱动翻转座1010相对移动座1009作90°翻转;翻转座1010顶部的一侧安装数个用于支撑罐体分总成15底面的固定支撑臂1011,固定支撑臂1011的对侧安装有两个移动夹紧臂1012,移动夹紧臂1012的底部安装有夹紧滑块1016,夹紧滑块1016与安装在翻转座1010顶部的夹紧滑轨1015配合,翻转座1010的底部安装有夹紧电机1013,夹紧电机1013通过夹紧丝杆1014驱动两移动夹紧臂1012沿夹紧滑轨1015作相向或相离的直线运动,翻转座1010的顶部还安装有用于放置夹紧罐体分总成15的罐体支撑座1017。翻转液压缸1002伸出时,由于翻转座1010的一端与移动座1009转动连接,因此将翻转液压缸1002的直线运动转换为使翻转座1010进行90°翻转的旋转运动;移动座1009的顶部设置有翻转液压站1003。
人工操作平台11的结构为:包括位于涨圆底座4四周的过道1101,过道1101的顶部对称安装有平台安装座1105,两个平台安装座1105的顶部平行布置有数条平台滑轨1106,每条平台滑轨1106配合安装有数个平台滑块1107,平台滑块1107的顶部安装有活动平台1104,两个平台安装座1105上均安装有平台驱动电机1108,每个平台驱动电机1108通过平台传送丝杆1109驱动对应的活动平台1104沿平台滑轨1106作直线运动,活动平台1104的顶部安装有操作台1110和修正液压缸1112,操作台1110上设置有操作界面,修正液压缸1112的输出端连接修正推块1113,修正推块1113的下方设置有测距传感器1111,过道1101的底部安装有爬梯1102,爬梯1102、活动平台1104和过道1101均设置有用于防护的围栏1103。操作人员通过爬梯1102爬上过道1101,分别站在两个活动平台1104上,利用氩弧焊枪对焊缝进行点固;进行焊缝焊接时,需要将不规则形状的工件进行旋转,在旋转过程中,通过测距传感器1111检测操作人员距离工件的距离;当检测到的距离与设定值不相等时,通过平台驱动电机1108带动平台传送丝杆1109旋转,从而带动活动平台1104移动;修正液压缸1112用于修正焊缝之间的错变量,如果组对夹具涨圆后,个别位置无法消除错变量,可以通过修正液压缸1112驱动修正推块1113将工件校型;活动平台1104的顶部设置有平台液压站。
本发明的工作过程如下:
在进行罐体分总成15组对时,升降机构8设置有四个工作位置,工作位置一使上、下筒节的焊缝高度与操作人员的操作高度一致,工作位置二使封头和上筒节的焊缝高度与操作人员的操作高度一致,工作位置三为组对夹具的上、下件位置,工作位置四为组对夹具的最低点位置。
如图20所示,通过升降机构8将组对夹具移动到工作位置三,将罐体分总成15的下筒节放置到涨圆底座4上,保证下筒节的0度刻线和180度刻线与涨圆底座4上的指针对齐;
如图21所示,通过升降机构8将组对夹具移动到工作位置一,进行罐体分总成15上筒节的安装,将上筒节的下端面安装在下筒节的上端面上,通过安装在涨圆立柱5侧部的涨圆工装2将上、下筒节涨紧;
两名操作人员分别站在涨圆工装2两侧的人工操作平台11上并使用氩弧焊焊枪对上、下筒节之间的焊缝进行点固,焊接过程中操作人员站位不动,回转支承811带动上、下筒节旋转,操作人员点固一周焊缝;
在操作过程中,若出现焊缝间隙过大或错变量过大,可以利用修正液压缸1112或间隙消除机构9对上、下筒节进行校型;
如图22所示,通过升降机构8将组对夹具移动到工作位置二,进行罐体分总成15封头的安装,使封头端面与上筒节的上端面贴合,利用安装在涨圆立柱5顶部的涨圆工装2将封头和上筒节涨紧;
两名操作人员分别站在涨圆工装2两侧的人工操作平台11上并使用氩弧焊焊枪对封头和上筒节之间的焊缝进行点固,焊接过程中操作人员站位不动,回转支承811带动封头和上筒节旋转,操作人员点固一周焊缝;
在操作过程中,若出现焊缝间隙过大或错变量过大,可以利用修正液压缸1112或间隙消除机构9对封头和上筒节进行校型;
如图23-图24所示,通过升降机构8将组对夹具移回到工作位置三,同时松开夹紧夹爪6,使罐体分总成15完全放置在固定支撑臂1011上,通过翻转液压缸1002伸出推动翻转座1010翻转90°,并通过翻转车驱动电机1004驱动移动座1009向靠近罐体分总成15的方向移动,从而带动翻转座1010上的固定支撑臂1011横移到下筒节的底部,移动夹紧臂1012横移到上筒节的侧部,夹紧电机1013通过夹紧丝杆1014驱动两移动夹紧臂1012相向运动将罐体分总成15抱紧,准备卸件;
如图25所示,通过升降机构8将组对夹具移动到工作位置四,由移动夹紧臂1012夹紧,通过翻转液压缸1002缩回使翻转座1010反向翻转90°,并通过翻转车驱动电机1004驱动移动座1009向远离组对夹具的方向移动回到原位,完成下件。
本发明通过设置组对夹具、升降机构8、间隙消除机构9、下料翻转车10和人工操作平台11,并合理布局各机构间的作业时间和作业位置,从而完成对罐体分总成15的自动化组对作业,在保证组对精度的同时极大地减轻了操作人员的工作强度,降低了人工成本;并且,通过主控柜对作业节拍合理配置,可以有效提高生产效率,提高产量。
以上描述是对本发明的解释,不是对发明的限定,本发明所限定的范围参见权利要求,在本发明的保护范围之内,可以作任何形式的修改。
Claims (8)
1.一种铝合金粉罐车体立式组对装置,其特征在于:包括用于装配铝合金粉罐车体立式组对装置的基台(1),所述基台(1)的上表面安装人工操作平台(11),所述人工操作平台(11)下方的基台(1)上设置有凹坑,凹坑内安装升降机构(8),所述升降机构(8)的顶部配合安装有升降的涨圆底座(4),升降机构(8)的顶部设置有回转支承(811)和回转驱动电机(813),所述回转驱动电机(813)通过回转支承(811)驱动涨圆底座(4)转动,升降机构(8)通过传动链条驱动涨圆底座(4)沿竖直方向作往复直线运动,涨圆底座(4)顶面中部位置安装有涨圆立柱(5),所述涨圆立柱(5)的外侧和顶部分别配合安装有涨圆工装(2),所述涨圆工装(2)用于将罐体分总成(15)涨圆,所述涨圆工装(2)的中部设置有通孔,涨圆工装(2)通过所述通孔同心安装在涨圆立柱(5)的外侧,涨圆立柱(5)顶部的涨圆工装(2)通过涨圆安装座(3)与涨圆立柱(5)偏心安装,涨圆底座(4)上还配合安装有夹紧夹爪(6)和数个限位夹爪(12),夹紧夹爪(6)配合安装有夹爪气缸(7),夹紧夹爪(6)和限位夹爪(12)的布置轨迹与罐体分总成(15)底部的边缘形状一致;
所述涨圆底座(4)两侧的基台(1)上设置有间隙消除机构(9),所述间隙消除机构(9)上设置有第一压头(902)和第二压头(903),所述第一压头(902)将罐体分总成(15)的上筒节和下筒节压紧;第二压头(903)将罐体分总成(15)的上筒节和封头压紧;
所述基台(1)的上表面还设置有下料翻转车(10),所述下料翻转车(10)设置有翻转液压缸(1002)和翻转座(1010),翻转液压缸(1002)驱动翻转座(1010)将竖直方向放置的罐体分总成(15)翻转到水平方向放置;
所述基台(1)上安装有主控柜,涨圆底座(4)上设置有标记指针,升降机构(8)的底部设置有拉线传感器(14);
单个涨圆工装(2)的结构为:包括与涨圆立柱(5)固定且呈圆盘状的基座(201),所述基座(201)的上方设置有呈圆盘状的转盘(202),所述转盘(202)的圆周方向均匀布置有数个曲形通孔(209),转盘(202)和基座(201)之间均匀布置有数个涨紧滑轨(206),所述涨紧滑轨(206)固定在基座(201)上,每个涨紧滑轨(206)对应安装有涨紧滑块(207),每个涨紧滑块(207)的顶部安装有涨紧安装板(210),每个涨紧安装板(210)的顶部设置有与曲形通孔(209)配合的涨紧导向(211),所述涨紧导向(211)头部伸出曲形通孔(209),每个涨紧安装板(210)的端头安装有涨紧块组件,涨紧块组件布置于基座(201)的外部,涨紧块组件由上涨紧块(203)和下涨紧块(204)组成,所述上涨紧块(203)和下涨紧块(204)之间设置有缝隙,基座(201)的中部安装有数个转盘驱动油缸(208),所述转盘驱动油缸(208)的输出端与转盘(202)连接,转盘驱动油缸(208)带动转盘(202)旋转,从而驱动涨紧导向(211)在曲形通孔(209)内滑动,转换成涨紧块组件沿基座(201)的径向作往复直线运动;
所述升降机构(8)的结构为:包括导向框架(817),所述导向框架(817)的底部安装有可升降的配重箱(818),导向框架(817)的顶部安装有移动架组件,所述移动架组件包括对称设置的第一移动架(806)和第二移动架(808),所述第一移动架(806)和第二移动架(808)的顶部配合安装有回转支承(811),所述回转支承(811)的内圈与回转齿轮(812)啮合,回转齿轮(812)与回转驱动电机(813)的输出端连接,回转驱动电机(813)通过回转齿轮(812)驱动回转支承(811)的内圈转动;
所述导向框架(817)顶部一侧安装有减速电机(801),所述减速电机(801)的输出端连接转轴(802),所述转轴(802)的轴端安装有两个主动轮(803),每个主动轮(803)通过第一传动链条(804)与第一传动轮(805)配合传动,第一传动链条(804)的两端分别与第一移动架(806)和配重箱(818)固定,第一移动架(806)的底部固定有数条第二传动链条(807),单条第二传动链条(807)的另一端头与第二移动架(808)固定,每条第二传动链条(807)配合安装有第二传动轮(810)和数个辅助轮(809),所述辅助轮(809)均安装在导向框架(817)的底部,第二传动轮(810)的安装高度与第一传动轮(805)的安装高度相同,减速电机(801)通过第一传动链条(804)带动第一移动架(806)沿竖直方向作直线运动,同时,通过第二传动链条(807)带动第二移动架(808)随第一移动架(806)沿竖直方向作直线运动;
所述第一移动架(806)和第二移动架(808)上分别安装有锁紧电机(814),两个锁紧电机(814)对称布置,每个锁紧电机(814)的输出端均连接锁紧轴(816),一个锁紧轴(816)两端分别通过呈L型的连接板(815)与第一移动架(806)转动连接,另一个锁紧轴(816)两端分别通过呈L型的连接板(815)与第二移动架(808)转动连接。
2.如权利要求1所述的铝合金粉罐车体立式组对装置,其特征在于:安装在涨圆立柱(5)外侧的涨圆工装(2)直径大于安装在涨圆立柱(5)顶部的涨圆工装(2)直径。
3.如权利要求1所述的铝合金粉罐车体立式组对装置,其特征在于:涨圆工装(2)配置有涨圆液压站,所述涨圆液压站设置在涨圆底座(4)的顶部。
4.如权利要求1所述的铝合金粉罐车体立式组对装置,其特征在于:当进行铝合金粉罐车体组对时,夹爪气缸(7)驱动对应的夹紧夹爪(6)将罐体分总成(15)下筒节的底部夹紧,安装在涨圆立柱(5)外侧的涨圆工装(2)上的下涨紧块(204)将罐体分总成(15)下筒体的顶部涨圆,安装在涨圆立柱(5)外侧的涨圆工装(2)上的上涨紧块(203)将罐体分总成(15)上筒体的底部涨圆,安装在涨圆立柱(5)顶部的涨圆工装(2)上的下涨紧块(204)将罐体分总成(15)上筒体的顶部涨圆,安装在涨圆立柱(5)顶部的涨圆工装(2)上的上涨紧块(203)将罐体分总成(15)的封头涨圆,操作人员站在人工操作平台(11)上对罐体分总成(15)进行点焊,下料翻转车(10)将罐体分总成(15)移送下料。
5.如权利要求1所述的铝合金粉罐车体立式组对装置,其特征在于:所述基座(201)的顶部设置有数个限位块(205),所述限位块(205)限位转盘(202)的径向和轴向位移。
6.如权利要求1所述的铝合金粉罐车体立式组对装置,其特征在于:所述间隙消除机构(9)的结构为:包括对称安装在涨圆底座(4)两侧的间隙消除立柱(901),每个间隙消除立柱(901)上通过第一安装架(908)安装有竖直方向驱动电机(904),所述竖直方向驱动电机(904)通过第一丝杆(906)驱动第二安装架(909)在竖直方向作直线运动,第二安装架(909)上安装有水平方向驱动电机(905),所述水平方向驱动电机(905)通过第二丝杆(907)驱动第三安装架(911)在水平方向作直线运动,第三安装架(911)上安装有第一压头(902)和第二压头(903)。
7.如权利要求1所述的铝合金粉罐车体立式组对装置,其特征在于:所述下料翻转车(10)的结构为:包括安装在基台(1)上表面的翻转车座(1001),所述翻转车座(1001)的顶部平行布置有数个翻转车滑轨(1005),每个翻转车滑轨(1005)配合安装有数个翻转车滑块(1006),所述翻转车滑块(1006)的顶部安装有移动座(1009),翻转车座(1001)上还安装有翻转车驱动电机(1004),所述翻转车驱动电机(1004)的输出端连接翻转车传动齿轮(1007),所述翻转车传动齿轮(1007)与安装在移动座(1009)底部的翻转车传动齿条(1008)啮合,翻转车传动齿条(1008)的布置方向与翻转车滑轨(1005)平行,翻转车驱动电机(1004)通过翻转车传动齿条(1008)驱动移动座(1009)沿翻转车滑轨(1005)作直线运动;
所述移动座(1009)的顶部安装有翻转液压缸(1002),所述翻转液压缸(1002)的输出端与翻转座(1010)连接,翻转座(1010)与移动座(1009)转动连接,翻转液压缸(1002)驱动翻转座(1010)相对移动座(1009)作90°翻转;
所述翻转座(1010)顶部的一侧安装数个用于支撑罐体分总成(15)底面的固定支撑臂(1011),所述固定支撑臂(1011)的对侧安装有两个移动夹紧臂(1012),所述移动夹紧臂(1012)的底部安装有夹紧滑块(1016),所述夹紧滑块(1016)与安装在翻转座(1010)顶部的夹紧滑轨(1015)配合,翻转座(1010)的底部安装有夹紧电机(1013),所述夹紧电机(1013)通过夹紧丝杆(1014)驱动两移动夹紧臂(1012)沿夹紧滑轨(1015)作相向或相离的直线运动,翻转座(1010)的顶部还安装有用于放置夹紧罐体分总成(15)的罐体支撑座(1017)。
8.如权利要求1所述的铝合金粉罐车体立式组对装置,其特征在于:所述人工操作平台(11)的结构为:包括位于涨圆底座(4)四周的过道(1101),所述过道(1101)的顶部对称安装有平台安装座(1105),两个平台安装座(1105)的顶部平行布置有数条平台滑轨(1106),每条平台滑轨(1106)配合安装有数个平台滑块(1107),所述平台滑块(1107)的顶部安装有活动平台(1104),两个平台安装座(1105)上均安装有平台驱动电机(1108),每个平台驱动电机(1108)通过平台传送丝杆(1109)驱动对应的活动平台(1104)沿平台滑轨(1106)作直线运动,活动平台(1104)的顶部安装有操作台(1110)和修正液压缸(1112),操作台(1110)上设置有操作界面,修正液压缸(1112)的输出端连接修正推块(1113),所述修正推块(1113)的下方设置有测距传感器(1111),过道(1101)的底部安装有爬梯(1102),所述爬梯(1102)、活动平台(1104)和过道(1101)均设置有用于防护的围栏(1103)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310360021.3A CN116060738B (zh) | 2023-04-06 | 2023-04-06 | 铝合金粉罐车体立式组对装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310360021.3A CN116060738B (zh) | 2023-04-06 | 2023-04-06 | 铝合金粉罐车体立式组对装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN116060738A CN116060738A (zh) | 2023-05-05 |
| CN116060738B true CN116060738B (zh) | 2023-07-14 |
Family
ID=86173564
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202310360021.3A Active CN116060738B (zh) | 2023-04-06 | 2023-04-06 | 铝合金粉罐车体立式组对装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN116060738B (zh) |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102632359B (zh) * | 2012-03-23 | 2014-06-04 | 湖南鑫众工业装备有限责任公司 | 转塔圆筒与支撑板焊接组对工装 |
| CN105666020A (zh) * | 2016-04-26 | 2016-06-15 | 于华北 | 罐车组装撑圆机 |
| CN109623186B (zh) * | 2019-01-02 | 2020-04-24 | 江苏新天宝机械有限公司 | 一种筒体和筒体、筒体和封头的组对装置 |
| CN109648201A (zh) * | 2019-01-02 | 2019-04-19 | 江苏新天宝机械有限公司 | 夹套与内筒组对焊接装置 |
| CN109822191B (zh) * | 2019-02-23 | 2021-02-12 | 义乌市思淇工业设计有限公司 | 一种薄壁圆筒环焊装置 |
| CN209998610U (zh) * | 2019-03-29 | 2020-01-31 | 中国联合工程有限公司 | 容器组对及环缝焊接一体机 |
| CN111805149A (zh) * | 2020-07-30 | 2020-10-23 | 常德蓝天智能科技有限公司 | 一种适用于混凝土搅拌罐前锥与中筒组对焊接装置 |
| CN112548431A (zh) * | 2020-08-18 | 2021-03-26 | 湖南中南智能工业技术有限公司 | 一种薄壁筒体组对焊接夹具 |
| CN112388243A (zh) * | 2020-11-23 | 2021-02-23 | 无锡新松机器人自动化有限公司 | 一种筒节组对胀圆机 |
| CN115502683A (zh) * | 2022-09-15 | 2022-12-23 | 中车西安车辆有限公司 | 一种罐式集装箱封头与筒体立式组对系统及方法 |
| CN218575409U (zh) * | 2022-11-23 | 2023-03-07 | 河北宏泰专用汽车有限公司 | 一种涨紧定型机构 |
| CN115781020B (zh) * | 2023-02-08 | 2023-04-18 | 成都迈特利尔科技有限公司 | 筒体环缝激光焊接工作站及焊接方法 |
-
2023
- 2023-04-06 CN CN202310360021.3A patent/CN116060738B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN116060738A (zh) | 2023-05-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109773400B (zh) | 罐式容器装配台及装配方法 | |
| CN107649766B (zh) | 自动埋弧焊设备 | |
| CN102615383A (zh) | 正面吊臂架箱梁生产线 | |
| CN108465967B (zh) | 一种用于角钢栅格板加工的高效生产线及其工作方法 | |
| CN107914091B (zh) | 一种通信管塔自动焊接流水线 | |
| CN108942070B (zh) | 焊缝位置调整工装及具有该工装的筒体环缝焊转动装置 | |
| CN116060738B (zh) | 铝合金粉罐车体立式组对装置 | |
| CN113953753A (zh) | 一种泵车臂架底板与侧板组对拼点工装 | |
| US6364817B1 (en) | Automotive framing apparatus | |
| CN112828507A (zh) | 一种龙门式自动焊接设备 | |
| CN215615972U (zh) | 一种大型钢结构焊接台 | |
| CN107790951A (zh) | 一种输电线路钢管杆旋转定位焊接系统 | |
| CN209272776U (zh) | 一种半挂车底盘焊接用的上料夹紧装置 | |
| CN210475967U (zh) | 改进型焊接工装夹具 | |
| CN113618285B (zh) | 一种升降式纵缝焊接设备 | |
| CN107891244A (zh) | 一种输电线路钢管杆旋转焊接系统 | |
| CN213226025U (zh) | 一种液压油缸导向套自动拧紧装置 | |
| CN107775257A (zh) | 一种输电线路钢管杆旋转定位系统 | |
| CN113414469A (zh) | 一点式阀组法兰快速焊接装置及使用方法 | |
| CN211915968U (zh) | 一种焊接变位机 | |
| CN107350370B (zh) | 改进的无靠模缩口系统及其在工件缩口加工中的应用 | |
| CN220825603U (zh) | 一种双工位换模车焊接装置 | |
| CN113579586A (zh) | 一种大型钢结构焊接台及其控制方法 | |
| CN213945387U (zh) | 龙门架焊接机器人 | |
| CN220612897U (zh) | 一种筒体加强圈与筒体装配点焊专机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |