CN115673778A - 型材上料切割单元及相应的型材加工设备 - Google Patents
型材上料切割单元及相应的型材加工设备 Download PDFInfo
- Publication number
- CN115673778A CN115673778A CN202211535678.0A CN202211535678A CN115673778A CN 115673778 A CN115673778 A CN 115673778A CN 202211535678 A CN202211535678 A CN 202211535678A CN 115673778 A CN115673778 A CN 115673778A
- Authority
- CN
- China
- Prior art keywords
- conveying
- section
- conveyor belt
- profile
- cutting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000005520 cutting process Methods 0.000 title claims abstract description 161
- 239000000463 material Substances 0.000 title claims abstract description 141
- 238000012545 processing Methods 0.000 title abstract description 48
- 239000002994 raw material Substances 0.000 claims abstract description 49
- 238000001514 detection method Methods 0.000 claims abstract description 46
- 238000004080 punching Methods 0.000 claims abstract description 45
- 239000011265 semifinished product Substances 0.000 claims abstract description 17
- 230000007246 mechanism Effects 0.000 claims description 123
- 238000007599 discharging Methods 0.000 claims description 10
- 230000001360 synchronised effect Effects 0.000 claims description 9
- 238000012360 testing method Methods 0.000 claims description 7
- 238000012840 feeding operation Methods 0.000 claims description 6
- 238000013459 approach Methods 0.000 claims description 4
- 230000000903 blocking effect Effects 0.000 claims description 2
- 230000001681 protective effect Effects 0.000 claims 6
- 230000009977 dual effect Effects 0.000 claims 1
- 210000000080 chela (arthropods) Anatomy 0.000 description 10
- 230000000694 effects Effects 0.000 description 10
- 238000000034 method Methods 0.000 description 7
- 238000003825 pressing Methods 0.000 description 7
- 244000309464 bull Species 0.000 description 6
- 238000009434 installation Methods 0.000 description 6
- 230000008569 process Effects 0.000 description 6
- 239000000523 sample Substances 0.000 description 6
- 235000017166 Bambusa arundinacea Nutrition 0.000 description 5
- 235000017491 Bambusa tulda Nutrition 0.000 description 5
- 241001330002 Bambuseae Species 0.000 description 5
- 235000015334 Phyllostachys viridis Nutrition 0.000 description 5
- 239000011425 bamboo Substances 0.000 description 5
- 230000000149 penetrating effect Effects 0.000 description 5
- 229910000838 Al alloy Inorganic materials 0.000 description 4
- 238000003754 machining Methods 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000003860 storage Methods 0.000 description 4
- 238000005452 bending Methods 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 238000004140 cleaning Methods 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 239000000047 product Substances 0.000 description 3
- 238000007514 turning Methods 0.000 description 3
- 230000009286 beneficial effect Effects 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- 230000002035 prolonged effect Effects 0.000 description 2
- 230000003014 reinforcing effect Effects 0.000 description 2
- 230000000392 somatic effect Effects 0.000 description 2
- CWYNVVGOOAEACU-UHFFFAOYSA-N Fe2+ Chemical compound [Fe+2] CWYNVVGOOAEACU-UHFFFAOYSA-N 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 238000005034 decoration Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000003028 elevating effect Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 238000002955 isolation Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images




































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C51/00—Measuring, gauging, indicating, counting, or marking devices specially adapted for use in the production or manipulation of material in accordance with subclasses B21B - B21F
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P23/00—Machines or arrangements of machines for performing specified combinations of different metal-working operations not covered by a single other subclass
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Specific Conveyance Elements (AREA)
- Laser Beam Processing (AREA)
- Feeding Of Workpieces (AREA)
Abstract
本分案申请提供一种型材上料切割单元及相应的型材加工设备,用于加工型材,型材包括型体部以及延展部;型材加工设备包括:原材上料单元、型材切割单元、型材切割设备用半成品上料装置、型材冲孔模具装置、型材切割设备用自动取料装置、型材切割设备用铆点装置以及型材切割设备用物料检测装置,对原材进行加工得到型材,整个设备的各装置互相独立,均可各自完成相应的加工任务,也可连贯完成整个加工任务,整个加工过程一气呵成,解决了现有技术中的型材加工设备多存在结构设计不够合理,各加工步骤不连贯,效率低下,中间材料运输成本较大的问题。
Description
本申请是分案申请,原申请的申请号为:“202110785521.2”、申请日为:“2021年07月12日”发明名称为:“铝合金型材切割设备”。
技术领域
本发明涉及金属材料加工领域,特别涉及一种型材上料切割单元及相应的型材加工设备。
背景技术
铝合金型材是工业中应用最广泛的一类有色金属结构材料,在航空、航天、汽车、机械制造、船舶,建筑,装修。及化学工业中已大量应用。
随着近年来科学技术以及工业经济的飞速发展,铝合金型材的生产已经进入高度工业化生产模式,目前的铝合金型材往往需要经过切割、包装等一系列设备进行操作,其效率低下,中间材料运输成本较大。
故需要提供一种型材上料切割单元及相应的型材加工设备来解决上述技术问题。
发明内容
本发明提供一种型材上料切割单元及相应的型材加工设备,型材加工设备通过设置型材加工流水线,在型材加工设备中设置原材上料单元、型材切割单元、型材切割设备用半成品上料装置、型材冲孔模具装置、型材切割设备用自动取料装置、型材切割设备用铆点装置以及型材切割设备用物料检测装置,以解决现有技术中的型材加工设备多存在结构设计不够合理,各加工步骤不连贯,效率低下,中间材料运输成本较大的问题。
为解决上述技术问题,本发明的技术方案为:一种型材上料切割单元,型材包括型体部以及延展部,其特征在于,用于将型材上料以及对型材进行切割,包括原材上料单元和型材切割单元,所述原材上料单元用于将原材进行上料,所述型材切割单元用于对原材进行切割操作,得到型材半成品;
所述原材上料单元包括型材切割设备入料装置、型材切割设备用原材上料装置以及型材切割设备用双输送通道,所述型材切割设备入料装置用于输送人工投放的原材型材,所述切割设备用原材上料装置用于分批次输送原材,所述型材切割设备用双输送通道用于快速输送原材进行上料操作,所述型材切割设备入料装置包括第一输送机构以及第二输送机构;所述第一输送机构包括第一传送带,所述第二输送机构包括第三传送带;其中,所述第三传送带位于第一传送带的一端,所述第一传送带与第三传送带在对所述第一传送带的水平投影面中存在重叠部分,所述第一输送机构的输送速度小于所述第二输送机构的输送速度。
型材上料切割单元能应用至型材加工设备上,所述型材加工设备还包括:
型材切割设备用半成品上料装置,用于将型材半成品从型材切割单元翻转上料至型材冲孔模具装置,改变型材延展部的朝向;
型材冲孔模具装置,用于对型材进行冲孔操作;
型材切割设备用自动取料装置,用于将型材半成品从型材冲孔模具装置翻转下料至型材切割设备用铆点装置,改变型材延展部的朝向;
型材切割设备用铆点装置,用于对型材半成品进行冲压操作,形成铆点;
型材切割设备用物料检测装置,用于检测型材冲孔是否正确、弯曲度是否合格以及长度是否正确。
本发明相较于现有技术,其有益效果为:本发明的一种型材上料切割单元,其通过设置型材加工流水线,在型材加工设备中设置原材上料单元和型材切割单元、能稳定高效的自动进行型材的上料和切割,整个加工过程一气呵成,整个设备的各装置互相独立,均可各自完成相应的加工任务,也可连贯完成整个加工任务,解决了现有技术中的型材加工设备多存在结构设计不够合理,各加工步骤不连贯,效率低下,中间材料运输成本较大的问题。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面对实施例中所需要使用的附图作简单的介绍,下面描述中的附图仅为本发明的部分实施例相应的附图。
图1为本发明的型材加工设备的优选实施例的结构示意图。
图2为本发明的型材加工设备的型材切割设备入料装置的结构示意图。
图3为本发明的型材切割设备用原材上料装置的结构示意图。
图4为本发明的型材切割设备用原材上料装置的上料过程示意图。
图5为本发明的型材切割设备用原材上料装置的同时上两根料的示意图。
图6为本发明的型材切割设备用双输送通道的优选实施例的结构示意图。
图7为本发明的型材切割设备用双输送通道的优选实施例的输送装置示意图。
图8为本发明的型材切割单元的优选实施例的结构示意图。
图9为本发明的型材切割单元的型材定位装置的结构示意图。
图10为本发明的型材切割单元的优选实施例中的上模组结构示意图。
图11为本发明的型材切割单元的优选实施例中的下模组结构示意图。
图12为本发明的型材切割单元的优选实施例中的下模组展开示意图。
图13为本发明的型材切割设备用半成品上料装置的优选实施例的结构示意图。
图14为本发明的型材切割设备用半成品上料装置的优选实施例第二机械手结构示意图。
图15为本发明的型材冲孔模具装置的优选实施例的整体结构示意图。
图16为本发明的型材冲孔模具装置的优选实施例的型材冲孔模具装置示意图。
图17为本发明的型材冲孔模具装置的优选实施例上床座以及下床座的结构示意图。
图18为本发明的型材切割设备用自动取料装置的优选实施例示意图。
图19为本发明的型材切割设备用自动取料装置的优选实施例取料示意图。
图20为本发明的型材切割设备用自动取料装置的优选实施例卸料示意图。
图21为本发明的型材切割设备用铆点装置的优选实施例的结构示意图。
图22为本发明的型材切割设备用铆点装置的打孔前的结构示意图。
图23为本发明的型材切割设备用铆点装置的打孔时的结构示意图。
图24为本发明的角码组装装置的优选实施例的整体结构示意图。
图25为本发明的角码组装装置的角码上料机构结构示意图。
图26为本发明的角码组装装置的角码夹取示意图。
图27为本发明的角码组装装置的角码下料示意图。
图28为本发明的角码组装装置的角码加工机构角码进料示意图。
图29为本发明的角码组装装置的角码加工机构角码调整示意图。
图30为本发明的角码组装装置的角码加工机构调整完成示意图。
图31为本发明的角码组装装置的角码加工机构角码待安装示意图。
图32为本发明的角码组装装置的角码加工机构角码安装示意图。
图33为本发明的角码组装装置的角码加工机构安装完成示意图。
图34为本发明的型材切割设备用物料检测装置的优选实施例的结构示意图。
图35为本发明的型材切割设备用物料检测装置的优选实施例的限位组件结构示意图。
图36为本发明的型材切割设备用物料检测装置的优选实施例的限位组件展开示意图。
图37为本发明的型材切割设备用物料检测装置的优选实施例的紧固组件结构示意图。
图38为本发明的型材切割设备用物料检测装置的优选实施例的背面结构示意图。
图39为本发明的型材切割设备用物料检测装置的优选实施例的检测平台的背面结构示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在图中,结构相似的单元是以相同标号表示。
本发明术语中的“第一”“第二”等词仅作为描述目的,而不能理解为指示或暗示相对的重要性,以及不作为对先后顺序的限制。
请结合图1,如下对本发明提供的一种能解决以上技术问题的型材加工设备的优选实施例进行详细阐述:
本发明提供的型材加工设备的优选实施例为:一种型材加工设备,用于加工型材,型材包括型体部以及延展部。型材加工设备包括:原材上料单元、型材切割单元、型材切割设备用铆点装置、型材冲孔模具装置、型材切割设备用物料检测装置、型材切割设备用半成品上料装置以及型材切割设备用自动取料装置。
原材上料单元用于将原材进行上料,原材上料单元包括:型材切割设备入料装置、型材切割设备用原材上料装置以及型材切割设备用双输送通道。
型材切割单元用于对原材进行切割操作,得到型材半成品,型材切割单元包括:切割装置以及型材定位装置。
型材切割设备用半成品上料装置用于将型材半成品从型材切割单元翻转上料至型材冲孔模具装置,改变型材延展部的朝向。
型材冲孔模具装置用于对型材进行冲孔操作。
型材切割设备用自动取料装置用于将型材半成品从型材冲孔模具装置翻转下料至型材切割设备用铆点装置改变型材延展部的朝向。
型材切割设备用铆点装置用于对型材半成品进行冲压操作,形成铆点。
型材切割设备用物料检测装置用于检测型材冲孔是否正确、弯曲度是否合格以及长度是否正确。
本发明的一种型材加工设备,其通过设置型材加工流水线,在型材加工设备中设置原材上料单元、型材切割单元、型材切割设备用半成品上料装置、型材切割设备用自动取料装置、型材切割设备用铆点装置、型材冲孔模具装置以及型材切割设备用物料检测装置,将各加工机构整合,整个加工过程一气呵成,整个设备的各装置互相独立,均可各自完成相应的加工任务,也可连贯完成整个加工任务,解决了现有技术中的型材加工设备多存在结构设计不够合理,各加工步骤不连贯,效率低下,中间材料运输成本较大的问题。
请结合图2,如下对本发明的型材切割设备入料装置1进行详细阐述:
型材切割设备入料装置1包括第一输送机构11以及第二输送机构12。第一输送机构11用于输送型材,第一输送机构11包括第一传送带111。第二输送机构12用于输送型材,位于第一输送机构11的一端,第二输送机构12包括第三传送带121。其中,第三传送带121位于第一传送带111的一端,靠近第一传送带111,第一传送带111与第三传送带121在对第一传送带111的水平投影面中存在重叠部分,第一输送机构11的输送速度小于第二输送机构12的输送速度。
在本实施例中,第一输送机构11还包括:第二传送带112以及第一同步组件113,第一传送带111与第二传送带112平行设置,第一同步组件113的一端与第一传送带111连接,另一端与第二传送带112连接,用于同步第一传送带111以及第二传送带112。
第二输送机构12还包括:第四传送带122以及第二同步组件123,第三传送带121与第四传送带122平行设置,第二同步组件123的一端与第三传送带121连接,另一端与第四传送带122连接,用于同步第三传送带121以及第四传送带122。第二传送带112的一端位于第一传送带111以及第三传送带121之间靠近第一传送带111的一侧,第四传送带122位于第三传送带121远离第一传送带111的一侧。
考虑到型材的结构往往比较细长,因此设置双排传送带来传送型材能够使得型材运输途中更加稳定,保障了输送的效率。
为了避免型材从第二输送机构12上落下,影响后续加工,型材切割设备入料装置1还包括限位机构13,限位机构13位于第三传送带121以及第四传送带122之间,用于阻挡型材在第三传送带121以及第四传送带122上移动。
此外,限位机构13包括第一限位块、挡块132以及第一升降组件,挡块132位于第一升降组件上方,用于阻挡型材在第三传送带121以及第四传送带122上移动,第一升降组件包括第一升降杆1331以及第一驱动器,第一升降杆1331穿设在第一限位块上,第一升降杆1331一端与挡块132连接,第一驱动器位于挡块132上,用于驱动第一升降杆1331上下移动。设置挡块132以及第一升降组件能够应对尺寸更大的型材,增强了适用性。
同时,第二输送机构12还包括激光检测器,激光检测器位于第三传送带121以及第四传送带122之间,且位于远离第一输送机构11的一端,用于检测型材在第二输送机构12上的位置。需要说明的是,激光检测器包括第一激光检测器以及第二激光检测器,第一激光检测器位于第三传送带121上远离第一传送带111的一侧,第二激光检测器位于第四传送带122上靠近的第一传送带111的一侧。两边同时设置激光检测器,能够检测型材在对第二输送机构12上倾斜时的状况,避免后续机械手对其进行下料操作时产生误操作或下料困难的情况,影响后续加工。
考虑到双排传送带需要同步能够大大提高传送效率,第一同步组件113包括同步杆1131以及同步轴承1132,同步杆1131穿设在同步轴承1132中,同步杆1131一端与第一传送带111连接,另一端与第二传送带112连接。轴承能够减少同步杆1131与第一输送机构11之间的摩擦,同时降低工作时的噪声。
此外,第一同步组件113还包括第一伸缩护筒1133以及第二伸缩护筒1134,第一伸缩护筒1133位于同步杆1131上靠近第一传送带111的一端,第二伸缩护筒1134位于同步杆1131上靠近第二传送带112的一端,同步杆1131穿设在第一伸缩护筒1133以及第二伸缩护筒1134中。第一伸缩护筒1133以及第二伸缩护筒1134能够伸缩改变长度,由此使得第一输送机构11能够输送各种长短的型材,提高了产品的适用性。
型材切割设备入料装置1还包括支护机构,支护机构与第一输送机构11连接,用于支护第一输送机构11,保障了第一输送机构11的稳定性。可以理解的是支护机构包括第一支架141以及第二支架142,第一支架141与第一传送带111连接,用于承载支护第一传送带111,第二支架142与第二传送带112连接,用于承载支护第二传送带112。
请结合图3、图4、图5,如下对本发明的型材切割设备用原材上料装置2进行详细阐述:
型材切割设备用原材上料装置2包括第一机械手21以及第三输送机构22。第一机械手21用于抓取型材,对其进行上料操作。第三输送机构22位于第一机械手21的一侧,第三输送机构22包括承载平台221、输送导轨222以及第二驱动器,承载平台221位于第二驱动器上,第二驱动器与输送导轨222滑动连接,用于输送型材,第二驱动器用于驱动承载平台221在输送导轨222上运动。其中,承载平台221包括至少两个承载槽2211,至少两个承载槽2211垂直于输送导轨222方向平行排列。
第一机械手21包括基座211、第一转杆212、转动器213以及抓取手214,第一转杆212位于基座211上,抓取手214上设有中心孔;第一转杆212穿设在中心孔中,与抓取手214转动连接,抓取手214旋转抓取型材,进行上料操作,转动器213与第一转杆212的一端连接,用于驱动第一转杆212径向转动。
其中,抓取手214包括第一承载块、第一抓取钳2142、第二抓取钳2143以及第一抓取气缸2144第一抓取钳2142位于第一抓取气缸2144的一端,延伸出第一抓取气缸2144,第二抓取钳2143位于第一抓取气缸2144的另一端,延伸出第一抓取气缸2144,第一抓取气缸2144位于第一承载块上,用于驱动第一抓取钳2142以及第二抓取钳2143靠近以及远离,中心孔位于第一承载块上。使用一个第一抓取气缸2144来驱动两个抓取钳,使得抓取操作更加同步,缩短了抓取时间。
为了应对不同结构的型材,第一抓取钳2142包括第一伸缩部2142a以及第一夹取部2142b,第一伸缩部2142a与第一夹取部2142b可拆卸连接,第二抓取钳2143包括第二伸缩部以及第二夹取部,第二伸缩部与第二夹取部可拆卸连接,遇到不同结构的型材可更换不同结构的夹取部,增强了适用性。
考虑到抓取手214工作状态下会长期绕第一转杆212径向旋转,抓取手214还包括紧固件2146,紧固件2146位于中心孔内,紧固件2146的一侧与中心孔连接,另一侧与第一转杆212连接,紧固件2146能够有效增大抓取手214与第一转杆212之间的摩擦,避免抓取手214打滑,需要说明的是,紧固件2146设有若干组,若干组紧固件2146绕中心孔内壁阵列分布。
此外,型材切割设备用原材上料装置2还包括对齐机构23,对齐机构23位于第三输送机构22的一侧,用于将位于承载平台221上的型材进行对齐操作。将型材对齐运输,有助于提高输送过程的稳定性。
同时,对齐机构23包括第一推板231以及推板气缸232,第一推板231与推板气缸232连接,推板气缸232用于推动第一推板231,驱动第一推板231对型材进行对齐操作,使用自动化器械操作更加简便且节约劳动力。
为了减轻第一转杆212与基座211之间的摩擦以及减少第一转杆212与基座211摩擦时产生的噪音,基座211上设有轴承2111,第一转杆212穿设在轴承2111中。
最后,第三输送机构22还包括升降气缸,升降气缸位于承载平台221下方,用于驱动承载平台221上下运动,升降气缸同样使得第三输送机构22能够输送多种结构的型材,增强了适用性。
请结合图6、图7,如下对本发明的型材切割设备用双输送通道进行详细阐述:
型材切割设备用双输送通道包括:第四输送机构31以及抓取机构32。第四输送机构31用于输送型材。第四输送机构31包括:输送轨道311以及输送平台312,输送平台312位于输送轨道311上方,与输送轨道311滑动连接,输送轨道311在输送平台312的运送轨迹上包括上料位以及下料位,上料位位于输送导轨的一端,下料位位于输送导轨的另一端。抓取机构32位于下料位上方,用于调度型材。
其中,输送平台312包括:承载部3121以及输送部3122,第四输送机构31还包括第二升降组件313,第二升降组件313位于承载部3121以及输送部3122之间,第二升降组件313的一端与承载部3121连接,另一端与输送部3122连接,用于驱动承载部3121以及抓取机构32靠近以及远离。
第二升降组件313包括:第一驱动气缸,第一驱动气缸位于承载部3121以及输送部3122之间,第一驱动气缸的一端与输送承载部3121连接,另一端与输送部3122连接,用于驱动承载部3121以及输送部3122远离。使用气缸驱动能够自动升降,使得产品更加自动化。
此外,第二升降组件313还包括复位弹簧3132,复位弹簧3132位于承载部3121以及输送部3122之间,复位弹簧3132的一端与输送承载部3121连接,另一端与输送部3122连接。复位弹簧3132有助于减小承载部3121的振动,帮助缓冲,同时更加精准的复位。
同时,承载部3121靠近输送导轨的一面上设有凹槽,第二升降组件313还包括:保护柱3133,保护柱3133的顶端位于凹槽内,保护柱3133的底端与承载部3121连接。设置保护柱3133能够有效地保护承载部3121,减小承载部3121所受到的冲击,延长了承载部3121的寿命。
可以理解的是,复位弹簧3132设有多组,多组复位弹簧3132位于承载部3121上阵列分布。多组复位弹簧3132同时受力,进一步减小承载部3121所受到的冲击,不仅延长了承载部3121的寿命,还能延长复位弹簧3132的寿命。
为了使输送平台312能够更加平稳地输送型材,输送平台312还包括:定位座3123,定位座3123位于承载部3121上,与承载部3121连接,用于收纳型材。
其中,定位座3123设有至少两组,至少两组定位座3123平行排列。以达到同时运输多跟型材的目的。
考虑到输送平台312所要运输的型材规格不一,为了使得输送平台312能够适配更多规格的型材,定位座3123包括底座、第一靠壁、第二靠壁以及第二驱动气缸,第一靠壁位于底座的一端,与底座连接,第二靠壁位于底座的另一端,与底座连接,第二驱动气缸位于底座上,用于驱动第一靠壁以及第二靠壁靠近以及远离,底座位于承载部3121上,与承载部3121连接。
此外,每组定位座3123设有至少两个,至少两个定位座3123位于同一直线上,且至少两个定位座3123的连线与输送平台312的输送方向平行。使用两个定位座3123,能够提高定位效果,避免型材发生位移。
最后,输送平台312还包括:激光检测器,激光检测器位于承载部3121上,与承载部3121连接,用于检测输送平台312是否位于抓取机构32下方。
请结合图8、图9、图10、图11、图12,如下对本发明的型材定位装置4进行详细阐述:
型材定位装置4包括:设备机架41、第一定位装置42、第二定位装置43以及输送装置44。第一定位装置42位于设备机架41上。第二定位装置43位于设备机架41上,且位于第一定位装置42的一端。输送装置44位于设备机架41上,且位于第一定位装置42与第二定位装置43之间,用于输送原材。
其中,第一定位装置42包括:机架421、上模组422以及下模组423,上模组422与设备机架41连接,下模组423与设备机架41连接,位于上模组422的下方;
本方案的切割单元中,切割装置位于下压模的一侧,用于切割原材,切割单元还包括清理装置46,清理装置46位于型材定位装置4的一侧,用于清理原材表面,因切割原材时留下的残渣。
上模组422包括:压舱、伸缩柱4222以及第三驱动器4223,压舱与伸缩柱4222连接,第三驱动器4223与压舱连接,位于伸缩柱4222的一侧,用于驱动伸缩柱4222上下运动。使用第三驱动器4223可代替人工配合下模组423,对原材进行固定,十分便捷高效。
其中,压舱包括:第一顶板4221a、第二顶板4221b、第一侧板4221c、第二侧板4221d以及底板4221e,伸缩柱4222穿设在第一顶板4221a上,第三驱动器4223位于第一顶板4221a上,第二顶板4221b位于第一顶板4221a下方,第一侧板4221c与第二顶板4221b的一端连接,第二侧板4221d与第二顶板4221b的另一端连接。设置压舱可避免切割过程中产生的粉尘进入第三驱动器4223中,起到一个隔离作用,避免第三驱动器4223中进入粉尘引起发热导致工作效率降低。
此外,上模组422还包括压板4224,压板4224位于底板4221e下方,与底板4221e可拆卸连接。设置压板4224不仅能够对底板4221e进行保护,还能根据不同的原材更换不同的压板4224,适用性强。
同时,上模组422还包括第一挡板以及第二挡板,第一挡板位于第一顶板4221a的一端,与第一顶板4221a连接,第二挡板位于第一顶板4221a的另一端,与第一顶板4221a连接,压舱在第一挡板与第二挡板之间上下运动。第一挡板与第二挡板为压舱的上下运动提供了导向作用。
下模组423包括承载台4231以及设有凹槽的外壳4232,承载台4231用于托举原材的型体部,凹槽用于收纳原材的延伸部,外壳4232与承载台4231连接。原材被上一机构运输到下模组423内,型体部被承载台4231托举,配合上模组422对原材进行固定,十分便捷,延伸部伸入凹槽中进行切割。
此外,下模组423包括进料侧以及出料侧,进料侧的凹槽口设有导向槽4233。导向槽4233能够帮助原材的延伸部更加精准地进入凹槽中,避免运输过程中位置产生偏差导致卡壳。
可以理解的是,述下模组423包括至少两组凹槽,至少两组凹槽平行排列。同时切割多根原材,提高了切割效率。
同时,下模组423还包括升降组件4234,升降组件4234位于承载台4231的下方,用于驱动承载台4231上下移动。设置升降机构能够使得下模组423的凹槽收纳多种尺寸的原材的延伸部,适用性强。
优选的,升降组件4234包括:第二升降杆4235以及第三驱动气缸4236,第二升降杆4235穿设在承载台4231上,第三驱动气缸4236位于承载台4231底部,且位于第二升降杆4235的一侧。使用气缸代替人工驱动,节省了人力资源且机器操作更加精准。
需要说明的是,第一定位装置42与第二定位装置43的结构相同,第一定位装置42与第二定位装置43之间通过输送装置44托举并输送原材,输送装置44包括输送轮以及输送支架,输送轮位于输送支架上,用于输送原材,输送支架位于设备机架41上。使用输送轮能够减小输送装置44与原材之间从摩擦,能够对原材外表起到保护作用。
原材在上一加工机构的运输下来到型材定位装置4,原材的延伸部经过导向槽4233进入下模组423的凹槽中,型体部则位于承载台4231上方,然后上模组422的压舱在第三驱动器4223的驱动下向下移动,对型材进行定位,配合下模组423向上压合,对型材进行固定,以此保障切割后的型材长度的精准性高,之后位于下模组423的一侧的切割装置水平切割,切割完成后,型材被运到清理装置46,进行表面清理。使用单边定位,可使得原材切割时不受型腔大小的影响,方便快捷。
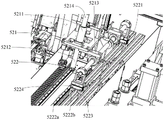
请结合图13、图14,如下对本发明的型材切割设备用半成品上料装置进行详细阐述:
型材切割设备用半成品上料装置包括:储料平台51、第二机械手52、送料平台53以及第三支架54。储料平台51用于承放型材。第二机械手52位于储料平台51上方,用于对型材进行上料操作。收料平台位于储料平台51以及第二机械手52的一侧,用于收纳第二机械手52抓取的型材。第三支架54用于固定第二机械手52。
其中,第二机械手52包括:延伸部件521、夹持部件522以及驱动部件,延伸部件521的一端与第三支架54连接,另一端与夹持部件522连接,驱动部件与夹持部件522连接,用于驱动夹持部件522转动。
为了方便第二机械手52上下料,同时减小运输路程,第二机械手52的旋转平面垂直于储料平台51所在平面,且第二机械手52的旋转平面垂直于收料平台所在的平面。
延伸部件521包括第一连接部5211、第二连接部5212、第一延伸部5213以及伸缩件5214,第一连接部5211位于第二连接部5212上方并与第二连接部5212通过伸缩件5214连接,第二连接部5212与夹持部件522连接,第一延伸部5213与第二连接部5212的底面连接。使用延伸部件521能够实现第二机械手52的上下抓取,配合第二机械手52的旋转抓取功能,使得第二机械手52更加灵活。
其中,伸缩件5214包括柱筒5214a以及伸缩柱5214b,柱筒5214a位于第二连接部5212顶端,与第二连接部5212连接,伸缩柱5214b与第一连接部5211低端,与第一连接部5211连接,伸缩柱5214b与柱筒5214a滑动连接。使用伸缩柱5214b和柱筒5214a能够减轻上下抓取时对延伸部件521从冲击,有助于延长延伸部件521的寿命。
为了进一步使第二机械手52变得更加灵活,第二机械手52还包括:滑轨524,滑轨524与第一连接部5211滑动连接,滑轨524位于储料平台51上方以及收料平台上方,滑轨524与第三支架54连接。
此外,夹持部件522包括:第二承载块5221、第三抓取钳5222、第四抓取钳5223以及第二抓取气缸5224,第三抓取钳5222位于第二抓取气缸5224的一端,延伸出第二抓取气缸5224,第四抓取钳5223位于第二抓取气缸5224的另一端,延伸出第二抓取气缸5224,第二抓取气缸5224位于第二承载块5221上,用于驱动第三抓取钳5222以及第四抓取钳5223相对运动。使用单个气缸驱动两个抓取钳节约材料、空间的同时,使得两个抓取钳运动更加同步。
同时,为了满足不同尺寸的型材的运输,第三抓取钳5222包括第二伸缩部5222a以及第二夹取部5222b,第二伸缩部5222a与第二夹取部5222b可拆卸连接,第四抓取钳5223包括第二伸缩部5222a以及第二夹取部5222b,第二伸缩部5222a与第二夹取部5222b可拆卸连接。
在本方案中,驱动部件包括第二转杆5231以及第四驱动器,第二转杆5231与第一延伸部5213连接,且与夹持部件522连接,第四驱动器用于驱动第二转杆5231转动。第二机械手52与第二转杆5231连接,仅需驱动第二转杆5231转动便可带动第二机械手52转动,有助于使多个第二机械手52同步转动。
可以理解的是,第二机械手52包括至少两组抓取部件,至少两个抓取手位于同一直线上,与第二转杆5231连接,且至少两组抓取组件的连线与型材两端的延伸方向平行。多个第二机械手52同时抓取,抓取效果更好,更加稳定。
最后,第二机械手52还包括激光检测器,激光检测位于第二承载块5221的一侧,用于检测型材的位置。
请结合图15、图16、图17,如下对本发明的型材冲孔模具装置9进行详细阐述:
型材冲孔模具装置9包括:下床座92以及上床座93。下床座92上设有下床模组921,用于承载型材。上床座93位于下床座92上方,上床座93包括冲孔器931,冲孔器931与上床座93连接,用于对型材进行冲孔操作,冲孔器931位于下床模组921上方。
其中,型材冲孔模具装置9还包括X轴定位机构以及Y轴定位机构,X轴定位机构位于下床座92上,用于在X轴向固定型材,Y轴定位机构位于上床座93上,用于在Y轴向固定型材。
本发明的型材冲孔模具装置9通过设置X轴定位机构以及Y轴定位机构实现对型材的全方位固定,保障了型材打孔时位置精准,提高了打孔后的型材质量,解决了现有技术中的型材冲孔模具装置9多存在结构设计不够合理,以及打孔错位,影响型材质量的问题。
在本方案中,X轴定位机构包括:第三挡板941、第二推板942以及第二推板942气缸,第三挡板941位于下床座92的一端,第二推板942位于下床座92的另一端,第二推板942气缸与第二推板942连接,用于驱动第二推板942横向运动。X轴定位机构的一端限位型材,另一端推动型材以达到固定效果。
同时,Y轴定位机构包括:定位件951、第四转杆952以及转动马达953,定位件951与第四转杆952的一端连接,转动马达953与第四转杆952的另一端连接,转动马达953与上床座93连接,用于驱动第四转杆952径向转动。Y轴定位机构可通过转动第四转杆952,扣住型材,以达到固定效果。
考虑到型材的规格不一,第四转杆952长度过短则无法起到固定作用,过长则会导致固定效果较差,第四转杆952包括第三连接部9521以及转动部9522,第三连接部9521与定位件951连接,第三连接部9521上设有卡槽,转动部9522与转动马达953连接,转动部9522上设有与卡槽匹配的卡扣,第三连接部9521与转动部9522相互卡接。对于不同尺寸的型材可采用不同长度的第四转杆952,提升了结构的适用性。
下床模组921包括第一平台以及第二平台,第一平台位于第二平台上方,第一平台用于托举型材上需要打孔处,第二平台用于托举型材避免掉落。
同时,上床座93还包括与下床模组921配合的上床模组932以及模组气缸,上床模组932位于下床模组921上方,用于配合下床模组921纵向固定型材,模组气缸与上床座93连接,用于驱动上床座93上下移动。
此外,上床模组932还包括第三延伸部9321,第三延伸部9321位于上床模组932的一侧,驱动马达远离定位件951的一端与第三延伸部9321连接。第三延伸部9321向型材方向延伸,能够很好地起到限位固定的作用。
为了使得冲孔更加精准,更加快速,冲孔器931包括:冲孔柱9311以及第二驱动块9312,第二驱动块9312位于冲孔柱9311上方,冲孔柱9311顶端设有安装件,冲孔柱9311靠近下床座92的一端设有安装槽,冲孔柱9311与第二驱动块9312通过安装件以及安装槽可拆卸连接。
可以理解的是,Y轴定位机构设有至少两组,至少两组Y轴定位机构位于同一直线上,且与型材的延伸方向平行。能够更好地起到限位固定的作用。
在本方案中,型材冲孔模具装置9还包括激光检测器,激光检测器位于下床座92上,用于检测型材的位置。
最后,下床座92包括至少两组下床模组921,上床座93包括与下床模组921数量相同的上床模组932,至少两组下床模组921位于同一直线上。提高了设备的适用性。
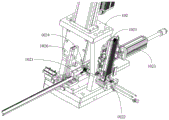
请结合图18、图19、图20,如下对本发明的型材切割设备用自动取料装置进行详细阐述:
型材切割设备用自动取料装置包括下料平台以及上料平台,上料平台位于下料平台的一侧。型材切割设备用自动取料装置包括:设备基座、第三机械手64以及驱动机构。第三机械手64位于设备基座上,用于抓取并调度型材。驱动机构与第三机械手64连接,用于驱动第三机械手64对型材进行上料操作。
其中,第三机械手64包括第二延伸部以及夹持部642,夹持部642的一端与第二延伸部的一端连接,第二延伸部的另一端与驱动机构连接,驱动机构包括:转杆座、第三转杆以及第五驱动器。转杆座上设有中心孔.第三转杆与转杆座连接,穿设在中心孔内。第五驱动器位于转杆座的一侧,与第三转杆连接,第五驱动器用于驱动第三转杆径向转动。使得第三机械手64能够绕第三转杆的径向转动。
为了缩短下料的路径,减少下料的时间,第三转杆的旋转平面垂直于上料平台所在的平面且第三转杆的旋转平面垂直于下料平台所在的平面。使得第三机械手64一经旋转,即可完成下料。
第二延伸部远离夹持部642的一端设有开孔且开孔圆周上设有缺口,第三转杆穿设在开孔中,第二延伸部包括第一安装件以及第二安装件,第一安装件位于缺口上方,第二安装件位于缺口下方,第一安装件与第二安装件连接,用于紧固第二延伸部以及第三转杆。
进一步的,缺口设有两组,第一安装件上设有第一安装孔,第二安装件上设有与第一安装孔匹配的第二安装孔,第一安装孔与第二安装孔通过螺栓连接。第一安装件以及第二安装件可独立拆开,针对不同重量的型材可更换不同重量的安装件,以保证下料效率以及下料质量。
此外,夹持部642包括夹持平台6421以及承载托板6422,承载托板6422位于夹持平台6421上,与夹持平台6421可拆卸链接。夹持平台6421的大小同样可根据型材从尺寸自由更换,保证型材能够在夹持平台6421上固定稳定,避免脱落。
同时,夹持部642还包括:驱动杆6423、第二限位块6424以及第四驱动气缸6425,第二限位块6424的一端与驱动杆6423的一端连接,第四驱动气缸6425位于驱动杆6423的另一端,第四驱动气缸6425与夹持平台6421连接,用于驱动驱动杆6423径向转动。设置驱动杆6423能够上下伸缩,对不同形状的型材进行夹持,提高了适用性。
为了更好地使型材在第三机械手64上平稳的运输,不脱落,第二限位块6424上设有第一限位件6424a,第一限位件6424a位于第二限位块6424上远离驱动杆6423的一端,用于对型材进行限位。
第三机械手64还包括调节块643,第二延伸部远离第三转杆的一端侧面设有凹槽,调节块643位于凹槽内,与第二延伸部滑动连接,调节块643远离第二延伸部的一端设有第二延伸部,第四驱动气缸6425位于第二延伸部上。调节块643在滑槽中滑动,可改变夹持部642的高度,进一步提高了适用性,能够应对多种规格的型材。
可以理解的是,调节块643上设有调节孔,第二延伸部上设有与调节孔对应的适配孔,适配孔从靠近第三转杆处到靠近夹持部642均匀分布在第二延伸部上。以此可改变夹持部642的旋转半径,提高了适用性。
此外,第三机械手64还包括激光检测器,检测器位于调节块643上,用于检测型材的位置。
最后,第三机械手64设有至少两组,至少两组第三机械手64位于同一直线上且至少两组第三机械手64所在直线与第三转杆所在直线平行。至少两组第三机械手64同时抓取同一根型材,抓取效果更佳,运输过程更加稳定。
请结合图21、图22、图23,如下对本发明的型材切割设备用铆点装置7进行详细阐述:
型材切割设备用铆点装置7包括:固定机构以及铆点机构72。固定机构用于固定型材,固定机构包括托板711以及固定座712,固定座712位于托板711上。铆点机构72用于对型材进行冲压操作,形成铆点,铆点机构72包括铆点平台721、铆点件722以及铆点器723,铆点件722位于铆点平台721上方,铆点器723位于铆点平台721上方。
其中,固定机构包括竖向固定组件713以及横向固定组件714,竖向固定组件713位于铆点平台721上方且位于铆点器723的一侧,横向固定组件714位于铆点平台721上。
固定座712包括第一夹板7121、第二夹板7122以及第五驱动气缸7123,第一夹板7121位于第五驱动气缸7123的上方一端,第二夹板7122位于第五驱动气缸7123的上方另一端,第五驱动气缸7123位于托板711上,用于驱动第一夹板7121以及第二夹板7122远离以及靠近。使用固定座712,可以对型材进行初步定位,同时可以适配多种尺寸的型材,适用较高。
此外,铆点机构72还包括铆点滑块724以及铆点滑槽725,铆点滑块724与铆点滑槽725滑动连接,铆点滑槽725位于铆点平台721的一端,铆点滑块724位于铆点平台721的一端,铆点件722与铆点滑块724连接。使用铆点滑槽725可以在型材的不同位置打孔,进一步提高了适用性。
竖向固定组件713包括:竖向固定件7131以及竖向气缸7132,竖向固定件7131位于竖向气缸7132下方,与竖向气缸7132连接,竖向气缸7132用于驱动竖向固定件7131向下移动固定型材。竖向固定使得型材可活动范围进一步减少,有利于后续铆点打孔。可以理解的是,竖向固定件7131为第一固定轮。使用轮来固定,接触面积更小,避免型材变形,同时在型材进入封片平台的时候便可对型材进行引导、并舒展型材。
同样的原理,横向固定组件714还包括:第二限位件7141、横向固定件7142以及横向气缸7143,第二限位件7141位于铆点平台721上的一端,横向固定件7142位于铆点平台721的另一端,横向固定件7142与横向气缸7143连接,横向气缸7143位于是铆点平台721上,与铆点平台721连接,用于驱动横向固定件7142相对第二限位件7141运动。
其中,第二限位件7141设有至少组,至少两组第二限位件7141位于同一直线上,且至少两组第二限位件7141的连线与铆点滑块724的运动方向平行。三角形结构使得固定效果更强,更加稳固。可以理解的是,固定件为第二固定轮。
为了避免铆点器723被冲击损坏,铆点机构72还包括第一缓冲柱726以及与第一缓冲柱726配合的第二缓冲柱727,第一缓冲柱726位于铆点平台721的一侧,第二缓冲柱727位于铆点器723的一侧。
最后,铆点件722包括铆点槽7221,铆点槽7221位于铆点件722上,用于配合铆点器723对型材进行冲压操作,形成铆点,铆点槽7221设有多组,设置多组铆点槽7221可对型材进行多种类型的铆点打孔操作,进一步提高了产品的适用性。
使用型材切割设备用铆点装置7对型材进行冲压后形成铆点,铆点可便于后续对角码的拼接,长边型材仅需要冲压形成铆点,短边型材还需进行角码安装。短边型材角码完成后再将长边型材与短边型材的角码拼接,完成长边型材与短边型材的整合。
请结合图24、图25、图26、图27、图28、图29、图30、图31、图32、图33如下对本发明的角码组装装置10结构进行详细阐述:
角码组装装置10位于铆点机构72的一侧,用于对原材进行角码组装,角码组装装置10包括:角码上料机构101、角码加工机构102以及角码机械手,角码上料机构101用于收纳工人上料的角码,角码加工机构102位于角码上料机构101的一侧,用于对角码进行组装操作,角码机械手用于将位于角码上料机构内的角码抓取至角码加工机构。
角码上料机构101包括:第一内侧壁1011以及第二内侧壁1012,角码上料机构101的第一内侧壁1011上设有限位凸起1011a,角码上料机构101的第二内侧壁1012上设有限位凹槽1012a,角码排列在限位凸起1011a与限位凹槽1012a之间,限位凸起1011a与限位凹槽1012a以及其间形成角码组槽。可以理解的是角码组槽设有至少两组。
此外,角码上料机构底部还设有推顶件,用于将底层的角码往上推动,便于角码机械手抓取角码。
角码加工机构102包括:组装平台1021、侧推手1022、后推手1023、上压手1024、料架1025以及组装压块1026,组装平台1021上设有上料位以及组装位,侧推手1022位于组装平台1021的一侧,且位于料架1025的下方,上压手1024位于上料位上方,用于调整角码在上料位上的位置,后推手1023位于组装平台1021远离组装位的一端,用于将角码推至组装位,组装压块1026位于组装位的上方,用于下压组装角码。料架1025用于承放待组装的角码,料架1025包括第一侧板以及第二侧板,第一侧板与第二侧板之间为角码通道,角码通道用于角码下落至上料位进行角码上料。料架1025由料架1025设有进料口以及出料口,料架1025竖向设置,其进料口高于出料口。
角码机械手包括:角码机械手抓取组件1031以及角码机械手移动组件1032,角码机械手抓取组件1031用于抓取位于角码上料机构内的角码,角码机械手移动组件1032用于驱动角码机械手抓取组件1031移动。
其中角码机械手抓取组件1031包括:角码抓取钳、角码抓取承载块、角码抓取驱动气缸1031a以及角码抓取转动气缸1031b。角码抓取转动气缸1031b与角码机械手移送组件连接,角码抓取转动气缸1031b同时又与角码抓取驱动气缸1031a连接,用于驱动角码抓取驱动气缸1031a转动,角码抓取承载块与角码抓取动气缸连接,角码抓取钳与角码抓取承载块连接,角码抓取承载块的长度大于角码抓取驱动气缸1031a的长度,角码抓取承载块用于为角码抓取钳提供额外宽度,使得角码抓取钳能够张开更大的距离,夹取更多的角码,提高了抓取效率。
角码抓取钳设置有两个,分别位于角码抓取承载块的两端,角码抓取钳呈V型,且两个角码抓取钳的V型剪口朝向相同,便于在角码上料机构中的角码组槽内抓取角码。
在本方案中,角码机械手还包括气缸连接件1034,气缸连接件1034的一端与角码抓取驱动气缸1031a连接,气缸连接件1034的一侧与角码抓取转动气缸1031b连接。气缸连接件1034与角码抓取驱动气缸1031a以及角码抓取旋转气缸可拆卸连接,便于工作人员对各气缸的检修。
为使角码抓取转动气缸1031b和角码抓取驱动气缸1031a连接的更加稳定,角码机械手还设有气缸加强件1035,气缸加强件1035与气缸连接件1034和角码抓取驱动气缸1031a连接,且同时垂直于气缸连接件1034和角码抓取驱动气缸1031a。
角码机械手抓取组件1031在角码上料机构中抓取角码,经过角码机械手移动组件1032的带动下来到角码加工机构,角码抓取转动气缸1031b驱动角码抓取钳转动,位于角码抓钳中的角码随之转动,角码机械手在料架1025上进行角码下料。角码在料架1025上堆叠,位于最底层的角码在侧推手1022的推动下料架1025底部来到加工平台1021的上料位上,此时角码的形态和料架1025中的角码形态一致。位于上料位上方的上压手1024下压,将角码的形态转变为一边与加工平台1021平行,另一边与加工平台1021垂直的形态。随后上压手1024复位,后推手1023将角码推至组装位,使角码与原材接触,组装压块1026压下,将角码组装在原材上,随后组装压块1026复位。
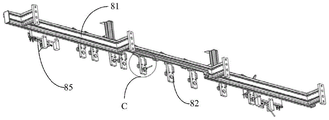
请结合图29、图30、图31、图32、图33、图34,如下对本发明的型材切割设备用物料检测装置进行详细阐述:
型材包括型体部以及延展部,孔洞位于延展部上,型材切割设备用物料检测装置包括:检测基座81、检测平台82以及检测机构。检测平台82位于检测基座81上,检测平台82上设有检测位,用于放置需要检测的型材。检测机构位于检测基座81上,且位于检测平台82的一侧,用于对放置在检测位的型材进行孔洞检测、弯曲度检测以及长度检测。
在本方案中,型材切割设备用物料检测装置还包括第四机械手,第四机械手位于检测平台82的一侧,用于抓取型材至检测位,直接使用第四机械手定点抓取型材,并将型材定点放在指定位置,效率较高。检测平台82上还设有竖直调节板825,竖直调节板825与检测平台82的一侧连接。检测机构包括激光检测器,用于检测孔洞,激光检测器与竖直调节板825连接。
检测平台82上还设有:升降螺杆821、垫片822以及固定螺母823,升降螺杆821穿设在检测平台82上,且穿过垫片822,垫片822位于检测平台82下方,固定螺母823位于垫片822下方,与垫片822紧贴且与升降螺杆821螺栓连接。用户可自定义升降螺杆821的高度,对检测平台82进行垫高或放矮操作,使用螺杆与螺母连接,十分灵活,能够对多种孔洞高度的型材进行检测。
此外,检测平台82上还设有限位组件824,型材的延展部与限位组件824紧贴,限位组件824位于激光检测器与检测平台82远离激光检测器的一端之间。限位组件824能够避免型材碰撞到激光检测器,导致激光检测器位置发生偏移,对激光检测器起到保护的作用,同时保障了孔洞检测的精准。
优选的,限位组件824包括:第三限位块8241以及限位柱8242,限位柱8242与检测平台82连接,第三限位块8241穿设在限位柱8242上。使用第三限位块8241和限位柱8242的组合,能够抵挡型材对限位组件824的冲击,可以理解的是第三限位块8241采用密度较大的材料制成,保障了限位组件824的稳定性。
其中,第三限位块8241设有至少两组,至少两组第三限位块8241重叠穿设在限位柱8242上。设置多组第三限位块8241能够改变整个限位组件824的高度,使得限位组件824能够对多种高度的型材进行限位,适用性强。
同时,限位组件824还包括限位环片8243,限位环片8243位于第三限位块8241上方与第三限位块8241紧贴,套设在限位柱8242上,用于限制第三限位块8241上下运动。使用限位环片8243能够避免第三限位块8241在型材的冲击下飞出限位柱8242,限位环片8243进一步保障了限位组件824的整体稳定性。
在本方案中,型材切割设备用物料检测装置还包括滑道84,滑道84位于检测基座81上,检测平台82与滑道84滑动连接。检测平台82在滑道84上滑动,能够检测不同位置的孔洞,提高了适用性。且检测平台82设有多组,配套的激光检测器也设有多组,提高了检测效率。
在本方案中,检测机构还包括弯曲度测量组件以及长度测量组件85,弯曲度测量组件位于检测基座81上,用于检测型材的弯曲度。弯曲度测量组件可以是距离开关,当所有距离开关均检测到型材时,认为型材的弯曲度合格。长度测量组件85位于检测平台82的两端,用于调整型材的位置。检测孔洞时,将型材固定进行检测,能够进一步提高检测的精准度。
可以理解的是,长度测量组件85包括:第六驱动气缸853、第一驱动块851以及探头852,第六驱动气缸853与检测基座81连接,用于驱动第一驱动块851左右移动,探头852与第一驱动块851连接,第一驱动块851用于驱动探头852,探头852用于固定型材。使用探头852能够避免夹紧型材的时候将型材夹坏。型材长度检测往往需要在型材不受力的情况下检测,以得到精准的结果,相较于传统的紧固型材进行检测,本方案中的探头852为弹簧杆,可以有效避免型材受力导致弯曲,影响长度的检测以及万去度的检测。
本发明的工作原理:人工将原材投放到型材切割设备入料装置1里,原材经过型材切割设备入料装置1的输送,来到型材切割设备用原材上料装置2,在型材切割设备用原材上料装置2上,型材被机械手抓取上料,来到型材切割设备用双输送通道,经过该型材切割设备用双输送通道的原材可快速被调度到型材定位装置4中,在型材定位装置4旁边设有切割刀具,对原材进行切割,形成型材半成品,型材半成品经过输送来到切割设备用自动上料装置,可将型材调度到型材冲孔模具装置9,型材被调度到型材冲孔模具装置9上进行冲孔操作,冲孔操作完成后,经过型材切割设备用自动取料装置,将型材半成品送到型材切割设备用铆点装置7,由于型材分为长短两种,长的型材半成品直接进行冲压操作,形成铆点,短的型材半成品需额外进行角码组装,角码组装装置10位于型材切割设备用铆点装置7的一侧,角码组装完成后型材被调度到型材切割设备用物料检测装置上进行孔洞检测、弯曲度检测以及长度检测,合格则加工完成得到型材。
这样即完成了本优选实施例的型材加工设备的型材加工过程。
综上所述,虽然本发明已以优选实施例揭露如上,但上述优选实施例并非用以限制本发明,本领域的普通技术人员,在不脱离本发明的精神和范围内,均可作各种更动与润饰,因此本发明的保护范围以权利要求界定的范围为准。
Claims (10)
1.一种型材上料切割单元,型材包括型体部以及延展部,其特征在于,用于将型材上料以及对型材进行切割,包括原材上料单元和型材切割单元,所述原材上料单元用于将原材进行上料,所述型材切割单元用于对原材进行切割操作,得到型材半成品;
所述原材上料单元包括型材切割设备入料装置、型材切割设备用原材上料装置以及型材切割设备用双输送通道,所述型材切割设备入料装置用于输送人工投放的原材型材,所述切割设备用原材上料装置用于分批次输送原材,所述型材切割设备用双输送通道用于快速输送原材进行上料操作,所述型材切割设备入料装置包括第一输送机构以及第二输送机构;所述第一输送机构包括第一传送带,所述第二输送机构包括第三传送带;其中,所述第三传送带位于第一传送带的一端,所述第一传送带与第三传送带在对所述第一传送带的水平投影面中存在重叠部分,所述第一输送机构的输送速度小于所述第二输送机构的输送速度。
2.根据权利要求1所述的型材上料切割单元,其特征在于,所述第一输送机构还包括:第二传送带以及第一同步组件,所述第一传送带与所述第二传送带平行设置,所述第一同步组件的一端与所述第一传送带连接,另一端与所述第二传送带连接,用于同步所述第一传送带以及所述第二传送带;
所述第二输送机构还包括:第四传送带以及第二同步组件,所述第三传送带与所述第四传送带平行设置,所述第二同步组件的一端与所述第三传送带连接,另一端与所述第四传送带连接,用于同步所述第三传送带以及所述第四传送带;
所述第二传送带的一端位于所述第一传送带以及所述第三传送带之间靠近所述第一传送带的一侧,所述第四传送带位于所述第三传送带远离所述第一传送带的一侧;
所述第一同步组件包括同步杆以及同步轴承,所述同步杆穿设在所述同步轴承中,所述同步杆一端与所述第一传送带连接,另一端与所述第二传送带连接;
所述第一同步组件还包括第一伸缩护筒以及第二伸缩护筒,所述第一伸缩护筒位于所述同步杆上靠近所述第一传送带的一端,所述第二伸缩护筒位于所述同步杆上靠近所述第二传送带的一端,所述同步杆穿设在所述第一伸缩护筒以及所述第二伸缩护筒中。
3.根据权利要求2所述的型材上料切割单元,其特征在于,所述型材切割设备入料装置还包括限位机构,所述限位机构位于第三传送带以及第四传送带之间,用于阻挡型材在第三传送带以及第四传送带上移动;
所述限位机构包括第一限位块、挡块以及第一升降组件,所述挡块位于所述第一升降组件上方,用于阻挡型材在所述第三传送带以及所述第四传送带上移动,所述第一升降组件包括第一升降杆以及第一驱动器,所述第一升降杆穿设在所述第一限位块上,所述第一升降杆一端与所述挡块连接,所述第一驱动器位于所述挡块上,用于驱动所述第一升降杆上下移动。
4.根据权利要求2所述的型材上料切割单元,其特征在于,所述第二输送机构还包括激光检测器,所述激光检测器位于所述第三传送带以及所述第四传送带之间,且位于远离所述第一输送机构的一端,用于检测型材在第二输送机构上的位置;
所述激光检测器包括第一激光检测器以及第二激光检测器,所述第一激光检测器位于所述第三传送带上远离所述第一传送带的一侧,所述第二激光检测器位于所述第四传送带上靠近的所述第一传送带的一侧。
5.根据权利要求1所述的型材上料切割单元,其特征在于,所述型材切割设备用原材上料装置包括第一机械手以及第三输送机构,所述第一机械手用于抓取型材进行上料操作,所述第三输送机构位于所述第一机械手的一侧,所述第三输送机构包括承载平台、输送导轨以及第二驱动器,所述承载平台位于所述第二驱动器上,所述第二驱动器与所述输送导轨滑动连接,用于输送型材,所述第二驱动器用于驱动所述承载平台在所述输送导轨上运动;
所述第一机械手包括基座、第一转杆、转动器以及抓取手,所述第一转杆位于所述基座上,所述抓取手上设有中心孔;所述第一转杆穿设在所述中心孔中,与所述抓取手转动连接,所述抓取手旋转抓取型材,进行上料操作,所述转动器与所述第一转杆的一端连接,用于驱动所述第一转杆转动;
其中,所述抓取手包括第一承载块、第一抓取钳、第二抓取钳以及第一抓取气缸,所述第一抓取钳位于所述第一抓取气缸的一端,延伸出所述第一抓取气缸,所述第二抓取钳位于所述第一抓取气缸的另一端,延伸出所述第一抓取气缸,所述第一抓取气缸位于所述第一承载块上,用于驱动所述第一抓取钳以及所述第二抓取钳靠近以及远离,所述中心孔位于第一承载块上;
所述第一抓取钳包括第一伸缩部以及第一夹取部,所述第一伸缩部与所述第一夹取部可拆卸连接,所述第二抓取钳包括第二伸缩部以及第二夹取部,所述第二伸缩部与所述第二夹取部可拆卸连接。
6.根据权利要求5所述的型材上料切割单元,其特征在于,所述型材切割设备用原材上料装置还包括对齐机构,所述对齐机构位于所述第三输送机构的一侧,用于将位于所述承载平台上的型材进行对齐操作;
所述对齐机构包括第一推板以及推板气缸,所述第一推板与所述推板气缸连接,所述推板气缸用于推动所述第一推板对型材进行对齐操作。
7.根据权利要求1所述的型材上料切割单元,其特征在于,所述型材切割设备用双输送通道包括:第四输送机构以及抓取机构,第四输送机构用于输送型材,第四输送机构包括:输送轨道以及输送平台,输送平台位于输送轨道上方,与输送轨道滑动连接,输送轨道在输送平台的运送轨迹上包括上料位以及下料位,上料位位于输送导轨的一端,下料位位于输送导轨的另一端,抓取机构位于下料位上方,用于调度型材;
其中,输送平台包括:承载部以及输送部,第四输送机构还包括第二升降组件,第二升降组件位于承载部以及输送部之间,第二升降组件的一端与承载部连接,另一端与输送部连接,用于驱动承载部以及抓取机构靠近以及远离。
8.根据权利要求7所述的型材上料切割单元,其特征在于,所述第二升降组件还包括复位弹簧,所述复位弹簧位于所述承载部以及所述输送部之间,所述复位弹簧的一端与所述输送承载部连接,另一端与所述输送部连接;
所述承载部靠近输送导轨的一面上设有凹槽,所述第二升降组件还包括保护柱,所述保护柱的顶端位于所述凹槽内,所述保护柱的底端与所述承载部连接。
9.根据权利要求1所述的型材上料切割单元,其特征在于,所述型材切割单元包括切割装置以及型材定位装置,所述型材定位装置包括:设备机架、第一定位装置、第二定位装置以及输送装置;
所述第一定位装置位于所述设备机架上,所述第二定位装置位于所述设备机架上,且位于所述第一定位装置的一端,所述输送装置位于设备机架上,且位于所述第一定位装置与所述第二定位装置之间,用于输送原材;
所述第一定位装置包括:机架、上模组以及下模组,所述上模组与所述设备机架连接,所述下模组与所述设备机架连接,位于所述上模组的下方,所述下模组包括承载台、升降组件以及设有凹槽的外壳,所述承载台用于托举型材的型体部,所述凹槽用于收纳型材的延伸部,所述外壳与所述承载台连接,所述升降组件位于所述承载台的下方,用于驱动所述承载台上下移动。
10.一种型材加工设备,其特征在于,使用权利要求1-9中任一所述的型材上料切割单元,还包括:
型材切割设备用半成品上料装置,用于将型材半成品从型材切割单元翻转上料至型材冲孔模具装置,改变型材延展部的朝向;
型材冲孔模具装置,用于对型材进行冲孔操作;
型材切割设备用自动取料装置,用于将型材半成品从型材冲孔模具装置翻转下料至型材切割设备用铆点装置,改变型材延展部的朝向;
型材切割设备用铆点装置,用于对型材半成品进行冲压操作,形成铆点;
型材切割设备用物料检测装置,用于检测型材冲孔是否正确、弯曲度是否合格以及长度是否正确,包括检测基座、检测平台以及滑道,所述滑道位于所述检测基座上,所述检测平台与所述滑道滑动连接,以对型材的不同位置进行检测。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211535678.0A CN115673778A (zh) | 2021-07-12 | 2021-07-12 | 型材上料切割单元及相应的型材加工设备 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211535678.0A CN115673778A (zh) | 2021-07-12 | 2021-07-12 | 型材上料切割单元及相应的型材加工设备 |
| CN202110785521.2A CN113427276B (zh) | 2021-07-12 | 2021-07-12 | 铝合金型材切割设备 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110785521.2A Division CN113427276B (zh) | 2021-07-12 | 2021-07-12 | 铝合金型材切割设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN115673778A true CN115673778A (zh) | 2023-02-03 |
Family
ID=77760034
Family Applications (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202310350999.1A Pending CN116637958A (zh) | 2021-07-12 | 2021-07-12 | 型材切割设备用物料检测装置及相应的型材加工设备 |
| CN202211535678.0A Pending CN115673778A (zh) | 2021-07-12 | 2021-07-12 | 型材上料切割单元及相应的型材加工设备 |
| CN202211535868.2A Pending CN115922356A (zh) | 2021-07-12 | 2021-07-12 | 型材冲孔铆压装置及相应的型材加工设备 |
| CN202110785521.2A Active CN113427276B (zh) | 2021-07-12 | 2021-07-12 | 铝合金型材切割设备 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202310350999.1A Pending CN116637958A (zh) | 2021-07-12 | 2021-07-12 | 型材切割设备用物料检测装置及相应的型材加工设备 |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202211535868.2A Pending CN115922356A (zh) | 2021-07-12 | 2021-07-12 | 型材冲孔铆压装置及相应的型材加工设备 |
| CN202110785521.2A Active CN113427276B (zh) | 2021-07-12 | 2021-07-12 | 铝合金型材切割设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (4) | CN116637958A (zh) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115284013B (zh) * | 2022-07-15 | 2023-09-01 | 重庆龙煜精密铜管有限公司 | 一种管材生产线 |
| CN117443975B (zh) * | 2023-12-26 | 2024-03-08 | 池州市安安新材科技有限公司 | 一种铝型材加工用牵引机 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW206188B (en) * | 1992-10-16 | 1993-05-21 | Rong-Tay Ke | Surface finishing process for tape rules |
| CN107204738B (zh) * | 2017-06-20 | 2023-09-01 | 张家港易智自动化装备有限公司 | 太阳能组件边框短边智能生产线 |
| CN109924616B (zh) * | 2017-12-19 | 2021-09-17 | Ykk株式会社 | 拉链牙链带制造装置 |
| CN111002036B (zh) * | 2018-03-01 | 2022-03-04 | 深圳市减法技术有限公司 | 型材钻孔装置及相应的全自动型材加工组装机 |
| CN112643349A (zh) * | 2020-12-11 | 2021-04-13 | 上饶市信诺科技有限公司 | 一种高效型材加工系统及方法 |
-
2021
- 2021-07-12 CN CN202310350999.1A patent/CN116637958A/zh active Pending
- 2021-07-12 CN CN202211535678.0A patent/CN115673778A/zh active Pending
- 2021-07-12 CN CN202211535868.2A patent/CN115922356A/zh active Pending
- 2021-07-12 CN CN202110785521.2A patent/CN113427276B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN113427276A (zh) | 2021-09-24 |
| CN113427276B (zh) | 2022-12-20 |
| CN115922356A (zh) | 2023-04-07 |
| CN116637958A (zh) | 2023-08-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113427276B (zh) | 铝合金型材切割设备 | |
| CN111331372B (zh) | 型材转移定位装置及相应的全自动型材加工组装机 | |
| KR101537757B1 (ko) | 피어싱 시스템 | |
| CN109244008B (zh) | 用于制造芯片的智能化流水线 | |
| CN109290794A (zh) | 一种理发器自动化生产系统和方法 | |
| CN219254537U (zh) | 多工位激光打标机 | |
| JPS61236497A (ja) | プリント回路基板をマルチ基板パネルから分離する方法及び装置 | |
| CN212351088U (zh) | 压铸件加工检测一体机 | |
| CN210126926U (zh) | 一种激光切割设备用码垛机 | |
| CN110961934A (zh) | 压铸件加工检测一体机 | |
| CN115744335A (zh) | 一种飞机发动机叶片自动称重配平设备及其配平方法 | |
| CN109290793A (zh) | 一种理发器刀头自动化组装设备及载具循环装置 | |
| CN115365894A (zh) | 一种自动化联线生产设备 | |
| CN213825958U (zh) | 一种厚度检测机构及含有该机构的检测挑拣设备 | |
| JP3173309B2 (ja) | トランスファマシン | |
| EP3912757A1 (en) | Machine to process section bars, in particular made of aluminium, light alloys, pvc or the like | |
| CN210480020U (zh) | 一种四轨道供料机构 | |
| CN210615000U (zh) | 一种脚轮穿铆钉装置 | |
| CN112729987A (zh) | 一种全自动制样检测机构及方法 | |
| CN109454446A (zh) | 一种理发器刀头自动化组装设备及黑塑料块上料夹取装置 | |
| CN210666790U (zh) | 一种物联网条码检测分选装置 | |
| CN218051181U (zh) | 一种带夹爪的自动装配机器人装置 | |
| CN214391898U (zh) | 一种锁具用精密全自动加工装置 | |
| CN114833993A (zh) | 注塑成型成套设备及其注塑成型自动化生产方法 | |
| JPS62222905A (ja) | 物品等の収納装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |