CN115615552B - 一种在线自动检测键帽颜色的方法及装置 - Google Patents
一种在线自动检测键帽颜色的方法及装置 Download PDFInfo
- Publication number
- CN115615552B CN115615552B CN202211621485.7A CN202211621485A CN115615552B CN 115615552 B CN115615552 B CN 115615552B CN 202211621485 A CN202211621485 A CN 202211621485A CN 115615552 B CN115615552 B CN 115615552B
- Authority
- CN
- China
- Prior art keywords
- value
- keycap
- color
- module
- photographing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims abstract description 26
- 238000004364 calculation method Methods 0.000 claims abstract description 8
- 230000007246 mechanism Effects 0.000 claims description 76
- 238000012545 processing Methods 0.000 claims description 28
- 238000009826 distribution Methods 0.000 claims description 13
- 238000012360 testing method Methods 0.000 claims description 10
- 230000000903 blocking effect Effects 0.000 claims description 6
- 238000007418 data mining Methods 0.000 claims description 3
- 230000007723 transport mechanism Effects 0.000 claims description 3
- 238000003384 imaging method Methods 0.000 claims 2
- 238000004519 manufacturing process Methods 0.000 abstract description 11
- 238000001514 detection method Methods 0.000 abstract description 5
- 238000011179 visual inspection Methods 0.000 abstract description 3
- 239000000047 product Substances 0.000 description 18
- 238000010586 diagram Methods 0.000 description 9
- 239000003086 colorant Substances 0.000 description 6
- 239000003973 paint Substances 0.000 description 6
- 238000007599 discharging Methods 0.000 description 4
- 230000004075 alteration Effects 0.000 description 3
- 238000007689 inspection Methods 0.000 description 3
- 238000005507 spraying Methods 0.000 description 3
- 230000000007 visual effect Effects 0.000 description 3
- 238000006467 substitution reaction Methods 0.000 description 2
- 241001292396 Cirrhitidae Species 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000009776 industrial production Methods 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 238000007591 painting process Methods 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 238000013441 quality evaluation Methods 0.000 description 1
- 230000011218 segmentation Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
Images







Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01J—MEASUREMENT OF INTENSITY, VELOCITY, SPECTRAL CONTENT, POLARISATION, PHASE OR PULSE CHARACTERISTICS OF INFRARED, VISIBLE OR ULTRAVIOLET LIGHT; COLORIMETRY; RADIATION PYROMETRY
- G01J3/00—Spectrometry; Spectrophotometry; Monochromators; Measuring colours
- G01J3/46—Measurement of colour; Colour measuring devices, e.g. colorimeters
- G01J3/50—Measurement of colour; Colour measuring devices, e.g. colorimeters using electric radiation detectors
Landscapes
- Physics & Mathematics (AREA)
- Spectroscopy & Molecular Physics (AREA)
- General Physics & Mathematics (AREA)
- Spectrometry And Color Measurement (AREA)
Abstract
本发明公开一种在线自动检测键帽颜色的方法与装置,所述方法用于检测键帽为Basalt色或Black色,包括:设定一安全阈值;获得待检测键帽的颜色的比较值,所述比较值Realvalue1的计算方式为Realvalue1=蓝色值‑灰色值,其中灰色值的计算方式为:灰色值=R*0.299+G*0.587+B*0.114,其中R、G、B分别为该键帽的R值、G值、B值;该键帽的比较值若大于所述安全阈值则该键帽为Basalt色,若小于所述安全阈值则该键帽为Black色。本发明提供的在线自动检测键帽颜色的方法及装置,能实现在线自动检测键帽颜色,不需人工目视检验,生产效率高,准确性高。
Description
技术领域
本发明涉及键盘加工设备技术领域,特别是涉及一种在线自动检测键帽颜色的方法及装置。
背景技术
随着客户对产品的多样化和外观个性需求,产品的颜色种类也有不同,单一颜色品质要求也越来越高。而通常产品在同一区域内有不同的颜色,有的颜色差别轻微,有的严重。
色差问题是喷漆产品中的常见问题,一旦发生色差也是很棘手的,要花费很大代价才能处理好,而且客户满意度降低。造成色差的原因包括喷漆工艺原因与制程过程原因等。喷漆工艺原因是:喷漆漆膜层有薄有厚,烘烤次数不同,会造成漆膜表面色料分布不均,从而造成油漆色差问题。制程过程原因是:一盘键盘中有78个单个键帽,每个都是独立个体,喷漆后人工补键和换键会造成不同油漆产品混键问题。
对于色差问题,目前都是通过人工进行检验,但人工检验存在较大风险。这是因为人工检验通过视觉判断,对于两个颜色之间差别的视觉判断主要有两种直观的评价,即可感知性和可接受性,目视比较和判断具有较大的主观性和易变性,在工业生产中不宜直接作为颜色质量的评价依据。
前面的叙述在于提供一般的背景信息,并不一定构成现有技术。
发明内容
本发明的目的在于提供一种在线自动检测键帽颜色的方法及装置,以代替人工检验,生产效率高,准确性高。
本发明提供一种在线自动检测键帽颜色的方法,用于检测键帽为Basalt色或Black色,包括:设定一安全阈值;获得待检测键帽的颜色的比较值,所述比较值Realvalue1的计算方式为Realvalue1=蓝色值-灰色值,其中灰色值的计算方式为:灰色值=R*0.299+G*0.587+B*0.114,其中R、G、B分别为该键帽的R值、G值、B值;该键帽的比较值若大于所述安全阈值则该键帽为Basalt色,若小于所述安全阈值则该键帽为Black色。
进一步地,所述安全阈值的设定方法包括:测试大量Basalt色键帽和Black色键帽,收集数据;通过机器视觉软件读取每个键帽的R值、G值、B值;根据每个键帽的R值、G值、B值计算出每个键帽的灰色值以及比较值Realvalue1;根据这些Basalt色键帽和Black色键帽的比较值的分布来设定所述安全阈值。
进一步地,所述根据这些Basalt色键帽和Black色键帽的比较值的分布来设定所述安全阈值包括:通过数据挖掘工具软件直接获取。
进一步地,所述安全阈值的设定方法还包括:在测试大量Basalt色键帽和Black色键帽之前,先利用经验或少量测试结果来设定初步的安全阈值;所述根据这些Basalt色键帽和Black色键帽的比较值的分布来设定所述安全阈值为:根据这些Basalt色键帽和Black色键帽的比较值的分布,对初步的安全阈值进行微调,将根据这些Basalt色键帽和Black色键帽的比较值的分布得到的安全阈值作为最终的安全阈值。
本发明还提供一种在线自动检测键帽颜色的装置,用于检测键帽为Basalt色或Black色,包括产品输送模块、拍照模块、数据处理模块;所述产品输送模块用于输送待检测键帽;所述拍照模块用于对经所述产品输送模块输送到达拍照位置的键帽进行拍照;所述数据处理模块用于对所述拍照模块拍得的照片进行数据处理,所述数据处理包括:读取该键帽的R值、G值、B值;根据该键帽的R值、G值、B值计算出灰色值以及比较值Realvalue1,灰色值=R*0.299+G*0.587+B*0.114,其中R、G、B分别为该键帽的R值、G值、B值,Realvalue1=蓝色值-灰色值;该键帽的比较值若大于预设的安全阈值则该键帽为Basalt色,若小于预设的安全阈值则该键帽为Black色。
进一步地,所述产品输送模块包括纵向输送机构与横移机构,所述纵向输送机构用于输送键帽从进料端经中间位置至出料端,所述横移机构用于在键帽到达中间位置后带动所述纵向输送机构在第一位置与第二位置之间移动,在所述第一位置,所述拍照模块位于所述纵向输送机构的一侧;在所述第二位置,所述纵向输送机构位于所述拍照模块的正下方,使键帽到达拍照位置。
进一步地,还包括挡停顶升模块,所述挡停顶升模块位于所述纵向输送机构下方,用于在键帽到达中间位置时挡停所述纵向输送机构。
进一步地,所述拍照模块包括固定支架、光源、工业相机,所述光源位于所述固定支架下方,所述固定支架设有通孔,所述工业相机位于所述通孔上方,用于对所述通孔下方的键帽进行拍照。
进一步地,所述产品输送模块包括纵向输送机构与横移机构,所述纵向输送机构用于输送键帽从进料端经中间位置至出料端,所述横移机构用于在键帽到达中间位置后带动所述纵向输送机构在第一位置与第二位置之间移动,在所述第一位置,所述拍照模块位于所述纵向输送机构的一侧;在所述第二位置,所述纵向输送机构位于所述拍照模块的正下方,使键帽到达拍照位置;所述装置还包括挡停顶升模块,所述挡停顶升模块位于所述纵向输送机构下方,用于在键帽到达中间位置时挡停所述纵向输送机构;使得键帽通过所述纵向输送机构从进料端移动至中间位置时,所述挡停顶升模块挡停所述纵向输送机构;然后所述横移机构带动所述纵向输送机构从第一位置移动至第二位置,在所述第一位置,所述拍照模块位于所述纵向输送机构的一侧,在所述第二位置,所述纵向输送机构位于所述拍照模块的正下方,使键帽到达拍照位置;接着所述拍照模块对键帽进行拍照;拍照后,所述拍照模块中的照片传输到所述数据处理模块进行数据处理,所述横移机构带动所述纵向输送机构从第二位置移动回第一位置;所述挡停顶升模块回缩,让所述纵向输送机构继续输送键帽至出料端。
进一步地,所述数据处理模块包括计算机、储存于所述计算机中的程序、可编程逻辑控制器、显示器,所述可编程逻辑控制器连接所述计算机与所述拍照模块,用于根据所述程序设置的指令控制所述拍照模块,使所述拍照模块进行拍照操作以及传输照片,所述计算机用于对照片进行数据处理,所述显示器连接所述计算机,用于显示数据处理结果。
本发明提供的在线自动检测键帽颜色的方法及装置,通过引入比较值Realvalue1=蓝色值-灰色值,通过比较待检测键帽的比较值与预设的安全阈值的大小,来判断键帽为Basalt色或Black色,从而能实现在线自动检测键帽颜色,不需人工目视检验,生产效率高,准确性高。
附图说明
图1为本发明实施例在线自动检测键帽颜色的方法及装置所涉及的Basalt色键帽的示意图。
图2为本发明实施例在线自动检测键帽颜色的方法及装置所涉及的Black色键帽的示意图。
图3为本发明实施例在线自动检测键帽颜色的方法及装置中测试到的部分各键键帽对应的比较值的分布图。
图4为本发明实施例在线自动检测键帽颜色的装置的框架图。
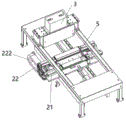
图5为本发明实施例在线自动检测键帽颜色的装置的整体示意图。
图6为图5所示在线自动检测键帽颜色的装置的内部主要机构的示意图。
图7为图6所示在线自动检测键帽颜色的装置中产品输送模块与挡停顶升模块及相关元件的示意图。
图8为图6所示在线自动检测键帽颜色的装置中拍照模块的示意图。
图9为图5所示在线自动检测键帽颜色的装置的操作流程示意图。
具体实施方式
下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
本实施例中,在线自动检测键帽颜色的方法用于检测键帽为Basalt(玄武岩灰)色(如图1)或Black(黑)色(如图2),包括:设定一安全阈值;获得待检测键帽的颜色的比较值,比较值Realvalue1的计算方式为Realvalue1=蓝色值-灰色值,其中灰色值的计算方式为:灰色值=R*0.299+G*0.587+B*0.114,其中R、G、B分别为该键帽的R值、G值、B值;该键帽的比较值若大于安全阈值则该键帽为Basalt色,若小于安全阈值则该键帽为Black色。本实施例中,安全阈值为63至65之间的某一数值(如图3,上水平线表示Realvalue1值为65,下水平线表示Realvalue1值为62)。
比较值Realvalue1=蓝色值-灰色值能形成Basalt色与Black色之间的稳定差距。图3所示为各键键帽对应的比较值,如图3,上水平线以上的点为Basalt色,下水平线以下的点为Black色,两种颜色的比较值形成明显且稳定的差距,因此采用比较值Realvalue1=蓝色值-灰色值,比较待检测键帽的比较值与预设的安全阈值的大小,来判断键帽为Basalt色或Black色,不仅能实现在线自动检测键帽颜色,不需人工目视检验,而且生产效率高,准确性高。
本实施例中,安全阈值的设定方法包括:测试大量Basalt色键帽和Black色键帽,收集数据;通过机器视觉软件(如MVTec HALCON)读取每个键帽的R值、G值、B值;根据每个键帽的R值、G值、B值计算出每个键帽的灰色值以及比较值Realvalue1;根据这些Basalt色键帽和Black色键帽的比较值的分布来设定安全阈值。根据比较值的分布设定安全阈值的方式可通过数据挖掘工具软件直接获取(可结合人工设置),例如在散点图中添加获得分割线。当然,在其它实施例中,也可采用其他方式来设定安全阈值,例如先利用经验或少量测试结果来设定安全阈值,后面在生产过程中积累了大量数据后,再利用上述设定方法来对安全阈值微调,设定更准确的最终的安全阈值。
如图4至图9所示,本实施例还提供一种在线自动检测键帽颜色的装置,用于检测键帽为Basalt色或Black色,包括机架1以及安装于机架1上的产品输送模块2、拍照模块3、数据处理模块、挡停顶升模块5。
产品输送模块2用于输送待检测键帽6。如图6、图7所示,本实施例中,产品输送模块2包括纵向输送机构21与横移机构22。纵向输送机构21用于输送键帽6(各键键帽放置于类似键盘的料盘上)从进料端经中间位置至出料端,可采用流水线机构。横移机构22用于在键帽6到达中间位置后带动纵向输送机构21在第一位置与第二位置之间移动,可包括电机(未标号)与传达带222,纵向输送机构21固定于传达带222。在第一位置,拍照模块3位于纵向输送机构21的一侧;在第二位置,纵向输送机构21位于拍照模块3的正下方,使键帽6到达拍照位置。当然,在其它实施例中,也可不设置横移机构,而是直接在中间位置进行拍照。但设置横移机构更方便各模块的布置。如图7所示,产品输送模块还可在纵向输送机构上方设置扫描枪23,用以扫描键帽的产品编号,供保存与后续追溯。
拍照模块3用于对经产品输送模块2输送到达拍照位置的键帽6进行拍照。如图8所示,本实施例中,拍照模块3包括固定支架31、光源32、工业相机33。光源32位于固定支架31下方。固定支架31设有通孔311,工业相机33位于通孔311上方,用于对通孔311下方的键帽6进行拍照。
如图7所示,本实施例中,挡停顶升模块5位于纵向输送机构21下方,用于在键帽6到达中间位置时挡停纵向输送机构21。挡停顶升模块5包括挡停块51与顶升机构52。挡停块51位于中间位置前方,用以挡住纵向输送机构阻止其继续向前移动。顶升机构52连接挡停块51,用以通过顶升与回缩带动挡停块51上下运动。当顶升使挡停块51位于最上端时,能挡住纵向输送机构21阻止其运行带动键帽继续向前移动;而当回缩使挡停块51位于最下端时,让纵向输送机构21继续运行输送键帽6。在其它实施例中,也可设置其它结构的挡停顶升模块,但本实施例挡停顶升模块结构简单,运行可靠。还可不设置挡停顶升模块,而通过程序控制纵向输送机构的停止,甚至不停止使拍照模块在键帽运行过程中拍照。但设置挡停顶升模块能使定位更加精准且简单可靠,拍照效果也更佳。
数据处理模块用于对拍照模块拍得的照片进行数据处理,数据处理包括:读取该键帽的R值、G值、B值;根据该键帽的R值、G值、B值计算出灰色值以及比较值Realvalue1,灰色值=R*0.299+G*0.587+B*0.114,其中R、G、B分别为该键帽的R值、G值、B值,Realvalue1=蓝色值-灰色值;该键帽的比较值若大于预设的安全阈值则该键帽为Basalt色,若小于预设的安全阈值则该键帽为Black色。
如图4、图5所示,本实施例中,数据处理模块包括计算机41、储存于计算机41中的程序、可编程逻辑控制器(PLC)42、显示器43。可编程逻辑控制器42连接计算机41与拍照模块3,用于根据程序设置的指令控制拍照模块3,使拍照模块3进行拍照操作以及传输照片。计算机41用于对照片进行上述数据处理。显示器43连接计算机41,用于显示数据处理结果。
如图9所示,本实施例在线自动检测键帽颜色的装置的操作流程为:
从前制程流入的键帽6通过纵向输送机构21从进料端移动至中间位置(如图9中S1)时,挡停顶升模块5挡停纵向输送机构21(如图9中S2);
然后横移机构22带动纵向输送机构21从第一位置移动至第二位置(如图9中S3),使键帽6到达拍照位置;
接着拍照模块3对键帽6进行拍照(如图9中S3);
拍照后,拍照模块3中的照片传输到数据处理模块进行数据处理,横移机构22带动纵向输送机构21从第二位置移动回第一位置(如图9中S4);
挡停顶升模块5回缩(如图9中S5),让纵向输送机构21继续输送键帽6至出料端(如图9中S6),流入后制程。
相比现有技术,本实施例具有如下优点:
(1)键帽的混色和色差得到彻底解决,能极大降低混色和色差风险;
(2)每盘产品数据都保存在计算机,可加防呆功能,避免漏失风险;
(3)测试数据和图片都有保存,可以追溯当时测试状况;
(4)产线生产更稳定,能显著提高生产效率。
在本文中,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”、“竖直”、“水平”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了表达技术方案的清楚及描述方便,因此不能理解为对本发明的限制。
在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,除了包含所列的那些要素,而且还可包含没有明确列出的其他要素。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
Claims (10)
1.一种在线自动检测键帽颜色的方法,用于检测键帽为Basalt色或Black色,其特征在于,包括:设定一安全阈值;获得待检测键帽的颜色的比较值,所述比较值Realvalue1的计算方式为Realvalue1=蓝色值-灰色值,其中灰色值的计算方式为:灰色值=R*0.299+G*0.587+B*0.114,其中R、G、B分别为该键帽的R值、G值、B值;该键帽的比较值若大于所述安全阈值则该键帽为Basalt色,若小于所述安全阈值则该键帽为Black色。
2.如权利要求1所述的方法,其特征在于,所述安全阈值的设定方法包括:测试大量Basalt色键帽和Black色键帽,收集数据;通过机器视觉软件读取每个键帽的R值、G值、B值;根据每个键帽的R值、G值、B值计算出每个键帽的灰色值以及比较值Realvalue1;根据这些Basalt色键帽和Black色键帽的比较值的分布来设定所述安全阈值。
3.如权利要求2所述的方法,其特征在于,所述根据这些Basalt色键帽和Black色键帽的比较值的分布来设定所述安全阈值包括:通过数据挖掘工具软件直接获取。
4.如权利要求2所述的方法,其特征在于,所述安全阈值的设定方法还包括:在测试大量Basalt色键帽和Black色键帽之前,先利用经验或少量测试结果来设定初步的安全阈值;所述根据这些Basalt色键帽和Black色键帽的比较值的分布来设定所述安全阈值为:根据这些Basalt色键帽和Black色键帽的比较值的分布,对初步的安全阈值进行微调,将根据这些Basalt色键帽和Black色键帽的比较值的分布得到的安全阈值作为最终的安全阈值。
5.一种在线自动检测键帽颜色的装置,用于检测键帽为Basalt色或Black色,其特征在于,包括产品输送模块、拍照模块、数据处理模块;所述产品输送模块用于输送待检测键帽;所述拍照模块用于对经所述产品输送模块输送到达拍照位置的键帽进行拍照;所述数据处理模块用于对所述拍照模块拍得的照片进行数据处理,所述数据处理包括:读取该键帽的R值、G值、B值;根据该键帽的R值、G值、B值计算出灰色值以及比较值Realvalue1,灰色值=R*0.299+G*0.587+B*0.114,其中R、G、B分别为该键帽的R值、G值、B值,Realvalue1=蓝色值-灰色值;该键帽的比较值若大于预设的安全阈值则该键帽为Basalt色,若小于预设的安全阈值则该键帽为Black色。
6.如权利要求5所述的装置,其特征在于,所述产品输送模块包括纵向输送机构与横移机构,所述纵向输送机构用于输送键帽从进料端经中间位置至出料端,所述横移机构用于在键帽到达中间位置后带动所述纵向输送机构在第一位置与第二位置之间移动,在所述第一位置,所述拍照模块位于所述纵向输送机构的一侧;在所述第二位置,所述纵向输送机构位于所述拍照模块的正下方,使键帽到达拍照位置。
7.如权利要求6所述的装置,其特征在于,还包括挡停顶升模块,所述挡停顶升模块位于所述纵向输送机构下方,用于在键帽到达中间位置时挡停所述纵向输送机构。
8.如权利要求5所述的装置,其特征在于,所述拍照模块包括固定支架、光源、工业相机,所述光源位于所述固定支架下方,所述固定支架设有通孔,所述工业相机位于所述通孔上方,用于对所述通孔下方的键帽进行拍照。
9.如权利要求5所述的装置,其特征在于,所述产品输送模块包括纵向输送机构与横移机构,所述纵向输送机构用于输送键帽从进料端经中间位置至出料端,所述横移机构用于在键帽到达中间位置后带动所述纵向输送机构在第一位置与第二位置之间移动,在所述第一位置,所述拍照模块位于所述纵向输送机构的一侧;在所述第二位置,所述纵向输送机构位于所述拍照模块的正下方,使键帽到达拍照位置;所述装置还包括挡停顶升模块,所述挡停顶升模块位于所述纵向输送机构下方,用于在键帽到达中间位置时挡停所述纵向输送机构;使得键帽通过所述纵向输送机构从进料端移动至中间位置时,所述挡停顶升模块挡停所述纵向输送机构;然后所述横移机构带动所述纵向输送机构从第一位置移动至第二位置,在所述第一位置,所述拍照模块位于所述纵向输送机构的一侧,在所述第二位置,所述纵向输送机构位于所述拍照模块的正下方,使键帽到达拍照位置;接着所述拍照模块对键帽进行拍照;拍照后,所述拍照模块中的照片传输到所述数据处理模块进行数据处理,所述横移机构带动所述纵向输送机构从第二位置移动回第一位置;所述挡停顶升模块回缩,让所述纵向输送机构继续输送键帽至出料端。
10.如权利要求5至9任一所述的装置,其特征在于,所述数据处理模块包括计算机、储存于所述计算机中的程序、可编程逻辑控制器、显示器,所述可编程逻辑控制器连接所述计算机与所述拍照模块,用于根据所述程序设置的指令控制所述拍照模块,使所述拍照模块进行拍照操作以及传输照片,所述计算机用于对照片进行数据处理,所述显示器连接所述计算机,用于显示数据处理结果。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211621485.7A CN115615552B (zh) | 2022-12-16 | 2022-12-16 | 一种在线自动检测键帽颜色的方法及装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211621485.7A CN115615552B (zh) | 2022-12-16 | 2022-12-16 | 一种在线自动检测键帽颜色的方法及装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN115615552A CN115615552A (zh) | 2023-01-17 |
| CN115615552B true CN115615552B (zh) | 2023-04-04 |
Family
ID=84879554
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202211621485.7A Active CN115615552B (zh) | 2022-12-16 | 2022-12-16 | 一种在线自动检测键帽颜色的方法及装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115615552B (zh) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6310969B1 (en) * | 1998-05-28 | 2001-10-30 | Lg Electronics Inc. | Color coordinate space structure and color quantizing and variable gray area designating method therein |
| JP2008092085A (ja) * | 2006-09-29 | 2008-04-17 | Nec Personal Products Co Ltd | クロマキー検出範囲調整方法及び情報処理装置 |
| CN104484659A (zh) * | 2014-12-30 | 2015-04-01 | 南京巨鲨显示科技有限公司 | 一种对医学彩色和灰阶图像自动识别及校准的方法 |
| CN114359196A (zh) * | 2021-12-27 | 2022-04-15 | 以萨技术股份有限公司 | 雾气检测方法及系统 |
| CN115665565A (zh) * | 2022-10-25 | 2023-01-31 | 云南省烟草烟叶公司 | 在线烟叶图像颜色校正方法、系统及装置 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20040160616A1 (en) * | 2003-02-18 | 2004-08-19 | Match Lab, Inc. | Black and white image color mark removal |
-
2022
- 2022-12-16 CN CN202211621485.7A patent/CN115615552B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6310969B1 (en) * | 1998-05-28 | 2001-10-30 | Lg Electronics Inc. | Color coordinate space structure and color quantizing and variable gray area designating method therein |
| JP2008092085A (ja) * | 2006-09-29 | 2008-04-17 | Nec Personal Products Co Ltd | クロマキー検出範囲調整方法及び情報処理装置 |
| CN104484659A (zh) * | 2014-12-30 | 2015-04-01 | 南京巨鲨显示科技有限公司 | 一种对医学彩色和灰阶图像自动识别及校准的方法 |
| CN114359196A (zh) * | 2021-12-27 | 2022-04-15 | 以萨技术股份有限公司 | 雾气检测方法及系统 |
| CN115665565A (zh) * | 2022-10-25 | 2023-01-31 | 云南省烟草烟叶公司 | 在线烟叶图像颜色校正方法、系统及装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115615552A (zh) | 2023-01-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9757772B2 (en) | Inspection system | |
| US11014376B2 (en) | Apparatus and method for controlling direct printing machines | |
| CN111610190B (zh) | 家用电器外观检查装置 | |
| CN111999308A (zh) | 一种缺陷检测的控制方法、控制装置及控制系统 | |
| CN109142381B (zh) | 一种高速视觉检测识别设备 | |
| CN105372252A (zh) | 一种基于机器视觉的检测系统和检测方法 | |
| CN110530892A (zh) | 一种基于多色光源泛用型多视的工件瑕疵圆盘式检查机 | |
| CN110126467A (zh) | 一种适用于大面积基板打印的融合墨液检测装置及方法 | |
| EP3800054A1 (en) | Solution application apparatus and a tablet printing apparatus | |
| CN204142648U (zh) | 一种基于机器视觉的检测系统 | |
| CN106767423A (zh) | 自动视觉检测仪 | |
| CN109807076A (zh) | 压敏双面胶自动光学检测方法及其设备 | |
| CN109647727A (zh) | 一种oled显示模组视觉检测流水线 | |
| CN105352969A (zh) | 一种食用油品色泽透明度杂质检测装置 | |
| CN106290175B (zh) | 传送带启停装置及印刷品视觉检测设备 | |
| CN115615552B (zh) | 一种在线自动检测键帽颜色的方法及装置 | |
| US20240131559A1 (en) | Inspection system | |
| CN113030095A (zh) | 一种偏光片外观缺陷检测系统 | |
| CN206670551U (zh) | 自动视觉检测仪 | |
| CN106573478A (zh) | 用于在容器上印刷的具有错误检测功能的设备和方法 | |
| WO2017049863A1 (zh) | 液晶滴注系统及控制方法 | |
| CN113020000A (zh) | 用于空调器的检测系统 | |
| CA3128666A1 (en) | Repairing an outer surface of a glass product | |
| CN111638153A (zh) | 适用于显示屏节能生产线的抽检装置 | |
| KR20110013085A (ko) | 태양전지용 폴리 에스터 필름 외관 검사장치 및 그검사방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |