CN115533206A - 用于机动链锯的引导轨道 - Google Patents
用于机动链锯的引导轨道 Download PDFInfo
- Publication number
- CN115533206A CN115533206A CN202210755490.0A CN202210755490A CN115533206A CN 115533206 A CN115533206 A CN 115533206A CN 202210755490 A CN202210755490 A CN 202210755490A CN 115533206 A CN115533206 A CN 115533206A
- Authority
- CN
- China
- Prior art keywords
- guide rail
- edge layer
- section
- groove
- guide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000003466 welding Methods 0.000 claims description 38
- 239000000463 material Substances 0.000 claims description 12
- 239000007787 solid Substances 0.000 claims description 10
- 238000000034 method Methods 0.000 description 10
- 230000006698 induction Effects 0.000 description 6
- 229910000734 martensite Inorganic materials 0.000 description 4
- 230000008859 change Effects 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 229910000679 solder Inorganic materials 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 239000003570 air Substances 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 230000009466 transformation Effects 0.000 description 2
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 239000012080 ambient air Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D57/00—Sawing machines or sawing devices not covered by one of the preceding groups B23D45/00 - B23D55/00
- B23D57/02—Sawing machines or sawing devices not covered by one of the preceding groups B23D45/00 - B23D55/00 with chain saws
- B23D57/023—Sawing machines or sawing devices not covered by one of the preceding groups B23D45/00 - B23D55/00 with chain saws hand-held or hand-operated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27B—SAWS FOR WOOD OR SIMILAR MATERIAL; COMPONENTS OR ACCESSORIES THEREFOR
- B27B17/00—Chain saws; Equipment therefor
- B27B17/02—Chain saws equipped with guide bar
- B27B17/025—Composite guide bars, e.g. laminated, multisectioned; Guide bars of diverse material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27B—SAWS FOR WOOD OR SIMILAR MATERIAL; COMPONENTS OR ACCESSORIES THEREFOR
- B27B17/00—Chain saws; Equipment therefor
- B27B17/02—Chain saws equipped with guide bar
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D59/00—Accessories specially designed for sawing machines or sawing devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25F—COMBINATION OR MULTI-PURPOSE TOOLS NOT OTHERWISE PROVIDED FOR; DETAILS OR COMPONENTS OF PORTABLE POWER-DRIVEN TOOLS NOT PARTICULARLY RELATED TO THE OPERATIONS PERFORMED AND NOT OTHERWISE PROVIDED FOR
- B25F5/00—Details or components of portable power-driven tools not particularly related to the operations performed and not otherwise provided for
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
本发明涉及一种用于机动链锯的引导轨道。引导轨道(2)的中间区段(31)形成引导槽(4)的槽底(23)并且具有边缘层(24)。边缘层(24)包括至少一个硬化区域(25),该硬化区域从具有第一边缘层深度(t1)的第一端部(32)延伸直至具有第二边缘层深度(t2)的第二端部(33)。第一端部(32)处的第一边缘层深度(t1)小于第二端部(33)处的第二边缘层深度(t2)。第二端部(33)处的第二边缘层深度(t2)大于1mm。硬化区域(25)的第一端部(32)处的第一边缘层深度(t1)至多为3mm。
Description
技术领域
本发明涉及一种用于机动链锯(Motorkettensaege)的引导轨道。
背景技术
用于机动链锯的引导轨道在运行中遭受高度磨损。尤其是引导轨道的引入区段(Einalufabschnitt)和换向区段在运行中由于高的机械负载而受到强烈磨损。为了减少磨损,在现有技术中已知将在换向区段处的可转动地支承的换向星形件布置在轨道顶端处。由EP 2 550 138 B1还已知将硬化插入件或类似物设置在轨道顶端处。然而,这种轨道的结构相对复杂。
发明内容
本发明的目的在于说明一种这种类型的引导轨道,其具有简单结构和减少的磨损。
该目的利用一种用于机动链锯的引导轨道来实现,其中,所述引导轨道具有夹紧区段和自由端部,其中,在所述自由端部处布置有换向区段,其中,所述引导轨道具有两个侧面元件,其中,所述侧面元件从所述夹紧区段延伸至所述换向区段并且形成所述换向区段,其中,所述引导轨道具有环绕的引导槽和布置在所述侧面元件之间的中间区段,其中,所述中间区段形成所述引导槽的槽底并且具有边缘层,其中,所述边缘层包括至少一个硬化区域,所述硬化区域从具有第一边缘层深度的第一端部延伸直至具有第二边缘层深度的第二端部,其中,第一边缘层深度和第二边缘层深度是正交于所述槽底测量的,其中,在所述第一端部处的第一边缘层深度小于在所述第二端部处的第二边缘层深度,并且在所述第二端部处的第二边缘层深度大于1mm,并且在所述硬化区域的第一端部处的第一边缘层深度至多为3mm。
用于机动链锯的引导轨道具有环绕的引导槽和设置在侧面元件之间的中间区段。中间区段形成引导槽的槽底。中间区段具有边缘层。边缘层包括硬化区域。硬化区域从具有第一边缘层深度的第一端部延伸直至具有第二边缘层深度的第二端部。第一边缘层深度和第二边缘层深度是分别正交于所述槽底测量的。第一边缘层深度相应于在槽底与硬化区域的第一端部之间的间距。第二边缘层深度相应于在槽底与硬化区域的第二端部之间的间距。在第一端部处的硬化区域的第一边缘层深度小于在第二端部处的硬化区域的第二边缘层深度。在第二端部处的硬化区域的第二边缘层深度大于1mm。在硬化区域的第一端部处的边缘层深度至多为3mm。硬化区域越靠近槽底,针对磨损的抵抗性(即耐磨性)越大。因此有利的是,在硬化区域的第一端部处的边缘层深度为至多1.5mm,特别优选至多0.5mm。特别有利的是,硬化区域延伸直至引导槽的槽底。
在机动链锯的运行中,锯链通常经由其连接链节(Verbindungsglieder)支撑在引导轨道的引导面上。锯链的传动链节在此具有与槽底的间距。如果出现引导面的磨损,则在传动链节和槽底之间的间距可以如此减小,直至传动链节和槽底相接触。在这种状态下,锯链经由其传动链节安置在槽底上,并且经由其连接链节安置在引导轨道的引导面上。通过在槽底的边缘层中构造硬化区域,抑制引导轨道在槽底处的磨损。由于锯链以其传动链节安置在槽底处,因此作用到引导面上的力减小,并且由此在引导轨道的引导面处的磨损也减小。因此可以避免、然而至少减少整个引导轨道的进一步的通过磨损引起的形状变化。
所述至少一个硬化区域优选是感应硬化或激光硬化的。在材料的这种硬化的情况下,该材料被加热到约900°C至1000°C的温度。在此发生组织的奥氏体化。然后对引导轨道进行激冷,由此实现将奥氏体组织转变为马氏体组织。马氏体组织具有明显高于初始组织的硬度,由此也提高耐磨性。
在引导轨道的一个备选的实施方案中,所述至少一个硬化区域优选地通过所述引导轨道的焊接部硬化。焊接部的优点在于,所述焊接部可以被用于安装多部件式的引导轨道,并且同时可以被用于所述引导轨道的部分硬化。所述焊接部具有焊接中心点。特别有利地,焊接部的焊接中心点具有与槽底的间距,该间距小于6mm。由此可以确保:由焊接部硬化的区域足够靠近引导轨道的槽底,以便提高引导轨道的耐磨性。
优选地设置成,边缘层具有正交于槽底测量的边缘层深度,其中,该边缘层深度为引导轨道的中间区段的最大高度的小于50%,尤其是小于40%,优选小于30%。最大高度相应于在引导轨道的第一纵向侧面处的槽底与第二纵向侧面处的槽底之间的最大间距。该间距应在垂直于纵向中心轴线的方向上测量。在径向上在边缘层内的中间区段的区域优选是未硬化的,尤其是完全未硬化的。
引导轨道优选地是实心轨道。实心轨道由唯一的材料组成。在实心轨道的情况下,侧面元件和中间区段一件式地构造。中间区段处的引导槽可被切削加工、尤其是铣削、尤其是磨削到引导轨道中。特别大的引导轨道通常构造为实心轨道。由于在实心轨道的情况下不需要安装侧面元件和中间区段,因此槽底的边缘层中的硬化区域可优选通过激光硬化或感应硬化产生。备选地,硬化也可以经由焊接部实现。在此,焊接部的功能仅减少为硬化,而不再为接合各个轨道部件,所述轨道部件例如形成引导轨道的侧面元件和中间区段。
优选地,引导轨道多部件式地构造,其中,至少一个侧面元件和所述中间区段通过所述焊接部相互连接,其中,所述焊接部引起所述中间区段的所述至少一个硬化区域的硬化。备选地,两个侧面元件和中间区段也可以通过焊接部相互连接。优选地,焊接部是凸焊部,优选点焊部。如果要大批量生产引导轨道,则凸焊部由于其在低生产成本的情况下的高工艺速度而是合适的。优选地,焊接部包括多个焊接点,其中,相邻的焊接点具有至多15mm,尤其是至多10mm,优选至多5mm的间距。相邻焊接点之间的间距涉及其焊接中心点。因此,相邻焊接点的间距从一个焊接点的焊接中心点至相邻焊接点的焊接中心点进行测定。各个焊接点彼此间的间距选择得越小,引导轨道的硬度曲线就越均匀。优选地,焊接点具有与引导槽的恒定间距。相邻焊接点的间距应沿设置在引导轨道上的锯链的运动方向测量。在相邻焊接点之间的间距足够小的情况下,可以避免引导轨道因出现的磨损而产生显著的波浪形轮廓。备选地,焊接部可以是激光焊接部。这实现中间区段的边缘层的特别均匀的、至少部分的硬化。如果焊接部实施为凸焊部或点焊部,则焊接中心点应理解为焊接部的实际的几何中心点。如果焊接部构造为激光焊接部,则焊接中心点相应于在硬化区域的第一端部和第二端部之间正交于槽底所测得的中心,换言之焊缝的中心线。
有利地设置成,所述边缘层的硬化区域沿能在所述引导轨道上被引导的锯链的运动方向在所述磨损区段上延伸。优选地,引导轨道的引导槽在磨损区段中具有第一槽深度,其中,第一槽深度相对于设置在所述磨损区段之外的第二槽深度减小。所述第一槽深度尤其是如此适配,使得为所述引导轨道设置的锯链以其传动链节接触所述磨损区段中的槽底。因此,在引导轨道的交付状态下,锯链已经由引导槽的槽底处的传动链节以及经由侧面元件的引导面处的连接链节支撑。因此,从锯链出来的接触力也传递到槽底上,由此减轻了引导面的负载。因此在交付状态中和/或在交付状态之后不久已经抑制引导轨道的形状变化。
特别优选地,引导轨道具有第一纵向侧面和第二纵向侧面,其中,在每个侧面元件处构造有引导面,所述引导面沿着所述引导轨道的纵向侧面延伸,其中,所述引导面至少在所述磨损区段中被硬化。因此,耐磨性即使在引导面处也提高,由此抑制整个引导轨道的形状变化。尤其是,传动链节已经在如下时间点与磨损区段中的槽底接触,在该时间点中,锯链以其链节仍安置在引导面的尤其是通过感应硬化而硬化的区上。
当然,可在引导轨道的中间区段的多个区段处设置硬化。根据本发明的硬化应该在设置引导轨道的所有特别承受磨损负荷的区域中。因此,中间区段的边缘层优选地具有多个硬化区域。优选地,在引导轨道的换向区段处构造有至少一个硬化区域。引导轨道的换向区段尤其是在没有换向星形件的引导轨道的情况下承受最高的应力。
有利地设置成,引导轨道包括至少一个引入区域和至少一个引出区域。引导轨道的如下区段应理解为引入区域,在该区段中,锯链在该锯链先前没有被引导通过引导轨道之后与引导轨道接触。例如,在引导轨道的夹紧端部处设置有这样的引入区域,该引入区域与驱动小齿轮直接相邻地布置。另一个引入区域在带有换向星形件的引导轨道的情况下存在。锯链在换向星形件上沿着换向区段被引导,并且在此被从侧面元件的引导面抬起。由此,使在换向区段的区域中在锯链和引导轨道之间的摩擦最小化。锯链直接相邻于换向星形件沿锯链的运动方向碰到引导轨道上。该区段形成引导轨道的另一个引入区域,该引入区域遭受高磨损应力。引导轨道的如下区段应理解为引出区域,在该区段中,锯链被从引导轨道抬起。这种引出区域例如逆着锯链的运动方向相邻于换向星形件。在带有换向星形件的引导轨道的情况下,另一个引出区域逆着锯链的运动方向相邻于换向星形件设置。优选地,在至少一个引入区域和/或至少一个引出区域处构造有硬化区域。当然,可以在所有引入区域和所有引出区域处设置硬化区域。
附图说明
下面依据附图阐释本发明的实施例。其中:
图1示出具有布置在机动链锯处的引导轨道的机动链锯的示意性侧视图,
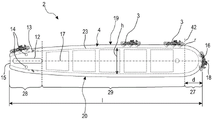
图2示出根据现有技术已知的引导轨道的侧视图,
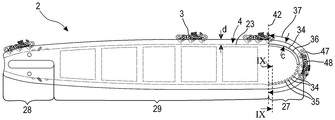
图3示出根据本发明的引导轨道的示意性侧视图,该引导轨道在换向区段中具有硬化区域和减小的槽深度,
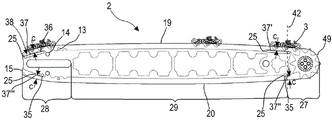
图4示出引导轨道的另一实施例的示意性侧视图,该引导轨道在换向区段之外具有硬化区域和减小的槽深度,
图5示出具有换向星形件的引导轨道的实施例的示意性侧视图,该引导轨道具有硬化区域和减小的槽深度,
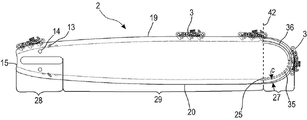
图6示出作为实心轨道的引导轨道的实施例的示意性侧视图,该引导轨道在换向区段中具有硬化区域和减小的槽深度,
图7示出作为实心轨道的引导轨道的实施例的示意性侧视图,该引导轨道在换向区段之外具有硬化区域和减小的槽深度,
图8示出引导轨道的硬化区域的示意性局部侧视图,以及
图9示出沿着根据图3的箭头IX方向的剖面线的引导轨道的硬化区域的示意性局部横截面图。
具体实施方式
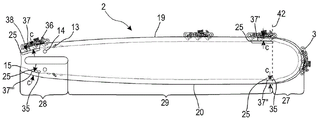
图1示意性地示出具有引导轨道2的机动链锯1。引导轨道2具有引导槽4,锯链3在该引导槽中被环绕地引导。锯链3经由驱动小齿轮11被引导,该驱动小齿轮在运行中被驱动马达10旋转驱动并且因此使锯链3在引导轨道2的周缘处环绕运动。驱动马达10在图1中示意性地示出为内燃机。然而,驱动马达10也可以是由蓄电池或经由线缆供应能量的电动马达。引导轨道2具有夹紧端部15,引导轨道2在该夹紧端部处固定在机动链锯1的壳体43处。驱动小齿轮11相邻于夹紧端部15。引导轨道2的远离壳体43布置的端部形成自由端部16,锯链3在该自由端部处换向。引导轨道2在夹紧端部15附近具有引导缝隙12,未示出的张紧元件伸出穿过该引导缝隙,引导轨道2利用所述张紧元件固定在机动链锯1的壳体43处。引导轨道2有利地具有至少一个、在该实施例中两个张紧开口14,用于张紧锯链3的未示出的张紧器件可以通过使引导轨道2相对于壳体43运动而接合在所述张紧开口处。在该实施例中,引导轨道2此外具有至少一个供油开口13,润滑剂、如油可以经由所述供油开口从引导轨道2的外侧引入到引导槽4内。
为了在运行中引导机动链锯1,机动链锯1具有把手5,操作元件支承在该把手处。操作元件例如可以是油门杆6和油门杆闭锁件7。为了引导机动链锯1,此外设置有抓握弓状部8,该抓握弓状部跨接该壳体43。在抓握弓状部8的面向引导轨道2的一侧处设置有手保护部9,该手保护部也可用于触发未示出的链制动装置20。
根据本发明的引导轨道1也可以设置用于具有引导轨道的其他工作器具,例如伐木机或高位枝修剪器。
图2详细示出引导轨道2。引导槽4具有槽底23,该槽底在图2至图8中通过虚线表示。引导轨道2具有纵向中心轴线17,该纵向中心轴线在引导轨道2的几何中心处从引导轨道2的夹紧端部15延伸至自由端部16。引导轨道2具有夹紧区段28,该夹紧区段从夹紧端部15出发沿着引导缝隙12延伸直至引导轨道2的纵向区段29。在此如图2中所示,引导缝隙12可以朝向夹紧端部15封闭或朝向夹紧端部15敞开。此外,张紧开口14布置在夹紧区段28中。所述至少一个供油开口13也有利地布置在夹紧区段28中。夹紧区段28在引导缝隙12的面向引导轨道2的自由端部16的端部处终止。
引导轨道2具有第一纵向侧面19和第二纵向侧面20,引导槽4沿着第一纵向侧面和第二纵向侧面延伸。在第一纵向侧面19处,锯链3在运行中从夹紧端部15运动至自由端部16,而在第二纵向侧面20处,锯链3在运行中从自由端部16运动至夹紧端部15。锯链在图2以及随后的图示中为了更清楚起见仅区段式地示出。在引导轨道2的自由端部16处延伸有换向区段27。引导轨道2具有轨道顶端18。轨道顶端18是如下区域,在图2中所示的侧视图中纵向中心轴线17在该区域中与换向区段27相交。图2中所示的侧视图是垂直于引导轨道2的平坦侧面的视图。换向区段27沿纵向中心轴线17的方向从轨道顶端18延伸直至平面42。平面42是如下假想的平面,该平面垂直于纵向中心轴线17并且在引导轨道2的平坦侧面的侧视图中(如图2中所示)伸延穿过如下点,在该点中引导轨道2的外轮廓具有100mm的半径r。在换向区段27中,半径r小于100mm。纵向区段29在换向区段27和夹紧区段28之间沿纵向中心轴线17的方向伸延。在纵向区段29中,引导轨道2的外轮廓的半径r大于100mm。换向区段27优选地在长度d上延伸,该长度平行于纵向中心轴线17测量并且该长度优选地介于引导轨道230的总长度l的5%和20%之间。总长度l在此平行于纵向中心轴线17测量。纵向侧面19和20不仅在纵向区段29中而且在夹紧区段28中在引导轨道2的周缘处延伸。在换向区段27中的引导轨道2的周缘连接这两个纵向侧面19和20。
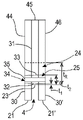
在图3中,引导轨道2在示意性侧视图中示出为三部件式引导轨道。在图9中示出这种三部件式引导轨道2的示意性的横截面。该三部件式引导轨道包括第一侧面板44、第二侧面板46和布置在第一侧面板44和第二侧面板46之间的中间板45。侧面板44、46因此形成引导轨道2的两个侧面元件30,30',其中,中间板45形成引导轨道2的中间区段31。在该实施例中,第一侧面板44、第二侧面板46和中间板45经由焊接部34相互连接。如图9中所示,在每个侧面元件30,30'的周缘轮廓处构造有引导面21、21'。第一侧面元件30以其内侧限界引导槽4的第一槽侧面。第一侧面元件30在其外周缘处具有第一引导面21。第二侧面元件30'以其内侧限界引导槽4的第二槽侧面。第二侧面元件30'在其外周缘处具有第二引导面21'。从第一侧面元件30延伸至第二侧面元件30'的槽底23由中间区段31形成。在该实施例中,焊接部34在引导轨道2的整个宽度上延伸。备选地,焊接部34也可以从两个侧面元件30,30'中的仅一个侧面元件延伸直至中间区段31。
在引导轨道的另一个备选的设计方案中,可以设置成,中间区段31与侧面元件30,30'中的一个侧面元件一件式地构造,并且经由焊接部34与另一个侧面元件30,30'连接。备选地,也可以设置成,中间区段31由多个部分形成,其中,中间区段31的一部分与一个侧面元件30一件式地构造,而中间区段31的另一部分与另一个侧面元件30'一件式地构造,其中,这两个侧面元件30,30'经由焊接部34相互连接。
如图3中所示,侧面元件30,30'经由多个焊接部34与中间区段31接合在一起。在该实施例中,焊接部34在该实施例中布置在换向区段27中。在优选实施方案中,焊接部34实施为凸焊部。备选地,焊接部34也可以是点焊部。在引导轨道2的另一个设计方案中,焊接部34也可以经由激光焊接实现。也可以使用其他焊接方法来接合引导轨道2。在图3中,在换向区段27中示意性地示出不同焊接方法的使用的可能性。在引导轨道2的上半部中示出例如通过激光焊接产生的焊缝36,并且在引导轨道2的下半部中示出例如通过凸焊或点焊产生的各个焊接点35。在这种焊接部34中,中间区段31的硬化方法优选地朝着槽底23的方向与槽底23间隔开地进行。引导轨道2优选地仅借助唯一的方法接合。
如图8和9中所示,在中间区段31处构造有硬化区域25。该硬化区域25处于中间区段31的边缘层24内。边缘层24从中间区段31的槽底23出发在边缘层深度tR上延伸。边缘层深度tR正交于槽底23测得。在该实施例中,边缘层深度tR为引导轨道2的中间区段31的最大高度(h)的小于50%,尤其是小于40%,优选地小于30%。最大高度h相应于在引导轨道2的第一纵向侧面19处的槽底23和第二纵向侧面20处的槽底23之间的最大间距。该间距可在垂直于纵向中心轴线17的方向上测量。中间区段31的在径向上在边缘层24内的区域优选地是未硬化的,尤其是完全未硬化的。在引导轨道2的一个备选的实施方案中,其他边缘层深度tR也可以是适宜的。
焊接部34引起相对于中间区段31的基本材料的硬化部,所述硬化部从焊接区出发延伸到影响区上。焊接区和影响区共同形成硬化区域25。中间区段31和侧面元件30,30'由于焊接而局部熔化,从而在焊接区中产生混合组织。在此当前的温度导致焊接区中的奥氏体化。由于焊接区相对于引导轨道2相对小,因此该焊接区通过包围焊接区周的材料以及通过环境空气而迅速冷却。该过程引起焊接部的激冷,由此有利于马氏体组织结构。在影响区中不出现熔池,但温度仍高到足以根据上述原理产生转变硬化。适宜的可以是,通过油浴或水浴进行有针对性的激冷。在优选的实施例中,激冷通过压缩空气实现。因此,引导轨道2在硬化后通过压缩空气冷却。
优选地,引导轨道2的中间区段31由与侧面元件30,30'不同的材料形成。在优选的实施方案中,中间区段31由低碳钢,尤其是DC01或无碳钢构成,由此中间区段31具有与侧面元件30,30相比更大的弹性和延展性。侧面元件30,30'优选地由高碳含量的调质钢形成,尤其是由50CrMo4形成。通过中间区段31与侧面元件30,30'在焊接区处的熔合而使材料混合,由此在焊接区中在中间区段31处也存在足够的碳,从而在中间区段31中可以实现马氏体形成。
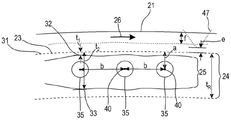
在图8和9中,硬化区域25示意性地示出。硬化区域25在正交于槽底23的方向上从第一端部32延伸直至第二端部33。硬化区域25完全处于中间区段31的边缘层24内。硬化区域25在其第一端部32处具有正交于槽底23测量的边缘层深度t1。此外,硬化区域25在其第二端部33处具有正交于槽底23测量的边缘层深度t2。硬化区域25的第一端部32处的边缘层深度t1小于硬化区域25的第二端部33处的边缘层深度t2。在优选的实施例中,硬化区域25如此构造在边缘层24中,使得硬化区域25的第一端部32处的边缘层深度t1为至多3mm,尤其是至多1.5mm,优选地至多0.5mm。在引导轨道2的特别优选的实施方案中,硬化区域25的第一端部32处的边缘层深度t1具有零值。因此,硬化区域25的第一端部32处于槽底23处。此外,硬化区域25如此构造在边缘层24中,使得硬化区域25的第二端部33处的边缘层深度t2为至少1mm,尤其是至少5mm,优选地至少10mm。硬化区域25的第二端部33处的边缘层深度t2至多为边缘层24的边缘层深度tR。
如图8中所示,焊接部34具有焊接中心点40。在焊接中心点40与槽底23之间设置有间距a。间距a优选地小于6mm。在引导轨道2的特别优选的实施方案中,在槽底23和焊接中心点40之间的间距a为小于5mm,尤其是小于4mm,有利地小于3mm。在焊接中心点40与槽底23之间的间距a选择得越小,在硬化区域25与槽底23之间的间距也就越小。在焊接部34的焊接中心点40与槽底23之间的间距a应如此选择,使得硬化区域尽可能延伸直至槽底23。然而,在此焊接区不应包括槽底23的部分,因此否则该槽底将由于熔池而失去其形状轮廓。在这种情况下,如有可能甚至需要引导轨道2的后处理。
如图8中所示,焊接部34由多个焊接点35构成。焊接点35沿着锯链3的运动方向26布置。这种焊接点35尤其可以在凸焊或点焊的情况下产生。相邻的焊接点35在其焊接中心点40之间相对彼此具有间距b,其中,间距b至多为15mm,尤其至多为10mm,优选至多为5mm。随着间距b变小,出现更均匀的硬化曲线,也就是说,在硬化区域25的端部32,33处的边界线更均匀。这具有以下优点:当引导轨道2磨损时,槽底23保持比较均匀的结构,并且可以避免槽底23的成型的波浪形结构。这种情况有利于引导轨道2的运行特性。此外,在焊接部34的情况下,尤其是在凸焊部的情况下,可以减小或如此适配电流强度,使得焊接点35的直径减小。这导致:可以减小相邻焊接点35的间距b,并且同样可以减小焊接中心点与槽底之间的间距a。由此,硬化部分25的端部32,33处的边界线可以被进一步平滑。如果焊接部34以唯一的焊缝36的形式形成,例如通过激光焊接方法形成,则得到硬化区域25的均匀伸延的边界线。如果设置有多个焊缝36,则相邻焊缝36的间距可优选地类似于相邻焊接点35的间距来选择。如图3中所示,焊接部34以及因此还有硬化区域25在引导轨道的整个换向区段27上延伸。
如图3和图4中所示,引导槽4具有第一槽深度c和第二槽深度d。在优选的实施例中,引导轨道2的引导槽4具有第一槽深度c,该第一槽深度被至少部分地适配,使得设置用于引导轨道2的锯链3以其传动链节47在交付状态下接触槽底23或至少几乎接触槽底。在锯链3的安装状态下,在槽底23和传动链节顶端之间设置有间距e,该间距优选地小于2mm,尤其是小于1mm,特别优选地小于0.5mm。在优选的实施例中,第一槽深度c与引导轨道2的区域相适配,在所述区域处,中间区段31在其边缘层24中具有硬化区域25。该区域在下文中称为磨损区段37,在该磨损区段中,边缘层24的硬化区域25在可在引导轨道2上引导的锯链3的运动方向26上延伸。磨损区域37中的引导槽4的经适配的第一槽深度c小于磨损区域37之外的第二槽深度d。引导槽4的经适配的第一槽深度c在磨损区域37、尤其是换向区段27的至少20%,优选至少40%,有利地至少70%上延伸。适宜的也可以是,使整个磨损区域37、尤其是换向区段27设有经适配的第一槽深度c。也可以适宜的是,使整个引导槽4设有经适配的第一槽深度c。引导槽4在磨损区段37中如此构造,使得锯链3经由其连接链节48支撑在侧面元件30,30'的引导面21处并且另一方面经由其传动链节47支撑在引导槽4的槽底23处。因此,从锯链3作用到引导轨道2上的力不再单独传递到引导面21、21'上,而是附加地分配到中间区段31的槽底23上。由此,可以减少引导轨道2处的磨损。优选地,特别是在引导轨道2的如下区域中不仅设置中间区段31的硬化而且设置第一槽深度c5的适配,在所述区域中,特别高的力作用到引导轨道2上。在根据图3的当前的实施例中,这适用于整个换向区段27。也可以适宜的是,使引导轨道2的其他区段设有经适配的第一槽深度c以及中间区段31的硬化。
在引导轨道2的特别优选的实施方案中,侧面元件30,30'的引导面21、21'被硬化。引导面21、21'优选地被感应硬化,尤其是激光硬化。由此,可以提高侧面元件30,30'的耐磨性。在优选的实施例中,引导轨道2的磨损区段37中的引导面21、21'被硬化。然而,也可以适宜的是,使引导轨道2的其他区域中的引导面硬化,尤其是甚至完全硬化。在引导轨道2的优选的实施例中,侧面元件30,30'具有硬化深度f,该硬化深度从引导面21、21'出发相应垂直于引导面21、21'延伸至少2mm,优选地至少3mm,尤其是大致4mm。因此可以确保:当侧面元件30,30'磨损时,传动链节47还在侧面元件30,30'处的硬化区域磨损之前就贴靠在槽底23处。如果锯链3既贴靠在引导面21、21'处又贴靠在槽底23处,则在工作器具1的进一步运行中实现引导面21、21'以及槽底23的均匀磨损。
在图4中示出另一个实施例,在该另一个实施例中,中间区段31的边缘层24具有多个硬化区域25。此外,引导轨道2还包括多个磨损区段37,37',37'',37'''。第一磨损区段37在第一纵向侧面19上设置在引导轨道2的夹紧区段28中。从驱动小齿轮11出发,锯链3被引导至引导轨道2并且在第一磨损区段37中与引导轨道2接触,该磨损区段因此也可以称为引入区域38。第一磨损区段37大致从夹紧端部15延伸直至张紧开口14,但不将该张紧开口包括在内。第二磨损区段37'设置在引导轨道2的第一纵向侧面19上并且从纵向区段28延伸直至换向区段27。在此,第二磨损区段37仅部分地伸出到换向区段27中并且仅部分地伸出到纵向区段28中。第三磨损区段37''设置在引导轨道2的第二纵向侧面20上。引导轨道2的第三磨损区段37''布置在从换向区段27到纵向区段29的过渡部处。引导轨道2的第四磨损区段37'''也设置在引导轨道2的第二纵向侧面20处。引导轨道2的第四磨损区段37'''布置在夹紧区段28中并且仅从张紧开口14朝着夹紧端部15的方向延伸,其中,第四磨损区段37'''与夹紧端部15间隔开地终止。在该第四磨损区段37'''处,锯链3被驱动小齿轮11拉近并且在此被从引导轨道2抬起。图4中所示的不同的磨损区段37,37',37'',37'''仅仅是示例性布置结构。适宜的可以是,改变磨损区段37,37',37'',37'''的定位及其数量。每个磨损区段37,37',37'',37'''具有通过焊接部37硬化的区域25以及经适配的第一槽深度c。硬化区域25中的硬化通过激光焊接、凸焊、点焊或通过上述焊接方法的组合来实现。备选地,硬化区域中的硬化可以不通过焊接方法实现,而是有针对性地通过硬化方法,尤其是激光硬化,优选感应硬化来实现。图4中所示的磨损区段37,37',37'',37'''示意性地示出在第一纵向侧面和第二纵向侧面上不同的焊接部34。基本上,引导轨道2在朝纵向平面的观察方向上相对于纵向中心轴线17对称地构造。纵向平面在从第一纵向侧面19至第二纵向侧面20的方向上处于引导轨道2中并且包含纵向中心轴线17。由于引导轨道2的对称构造,该引导轨道可以被转向地夹紧在工作器具中,以便实现引导轨道2处的均匀磨损。因此,有磨损的引入区域38既要设置在第一纵向侧面19上又要设置在第二纵向侧面20上。在引导轨道枢转的情况下,引入区域38形成不太有磨损的引出区域39(也参见图5和7)。
在图5中示出引导轨道2的另一个实施例,在该另一个实施例中,引导轨道2包括换向星形件49。换向星形件49可转动地支承在引导轨道2的换向区段27处。换向星形件49布置在两个侧面元件30,30'之间。在引导轨道2的换向区段27中,锯链3不再在侧面元件30,30'的引导面21、21'上被引导,而是在换向星形件49上被引导。图5中所示的引导轨道2同样包括四个磨损区段37,37',37'',37''',所述磨损区段的布置结构基本上相应于图1中的实施例中的布置结构。第一磨损区段37从夹紧端部15延伸直至张紧开口14。第二磨损区段37'形成引出区域39,因为锯链3被从第二磨损区段37'直接抬起到换向星形件49上。第三磨损区段37''在引导轨道2的第二纵向侧面20处与换向星形件49相邻地形成引入区域38。第四磨损区段37'''在夹紧区段28中从张紧开口14朝着夹紧端部15的方向延伸,其中,第四磨损区段37'''与夹紧端部15间隔开地终止。
在图6和7中,引导轨道2的实施例被示为实心轨道。因此,两个侧面元件30,30'和中间区段31一件式地构造。侧面元件30,30'和中间区段31仅由一种材料构成。因此不需要将侧面元件30,30'与中间区段31接合。因此取消了将侧面元件30,30'与中间区段31焊接的需要。因此,在优选的实施例中,硬化区域25的硬化通过激光硬化,尤其是通过感应硬化来设置。备选地,也可以通过焊接进行硬化。在这样的实施方案中,焊接的任务将仅在于硬化中间区段31,而不在于将侧面元件30,30'与中间区段31材料配合地连接。如果硬化通过焊接实现,则如上所述,材料的熔化不是必需的,优选没有设置。在焊接时的能量输入已经在材料的熔化温度以下高到足以实现奥氏体化。
引导轨道2的在图6中所示的实施方案的磨损区域37,37',37'',37'''的布置和构造相应于根据图3的引导轨道的实施例。图7中所示的引导轨道2的实施方案的磨损区域37,37',37'',37'''的布置和构造相应于根据图4的引导轨道2的实施例。
变硬或硬化应理解为材料的硬度提升至少25%。与中间区段的初始状态相比,中间区段的硬化区域优选具有至少50%、优选至少75%、尤其是大致100%的硬度提升。优选地,磨损区段37中的硬化的引导面21具有至少50%、优选地至少75%、尤其是大致100%的硬度提升。中间区段31的硬度在硬化区域25之外处于大致150至250HV10的范围内。在优选的实施例中,中间区段31的硬度在硬化区域25之外大致为200HV10。中间区段31的硬化区域25中的硬度优选地处于350至450HV10之间的范围内,并且在特别优选的实施例中大致为400HV10。侧面元件30具有基础硬度,即在硬化区域之外的硬度,该硬度处于350至450HV10之间的范围内。基础硬度优选为400HV。在硬化区域中,侧面元件30优选地具有处于650至750HV10之间的范围内的硬度。该硬度在硬化区域中优选为700HV10。对于实心轨道,侧面元件30的所提及的硬度值也适用于中间区段31。
Claims (17)
1.一种用于机动链锯的引导轨道,
-其中,所述引导轨道(2)具有夹紧区段(28)和自由端部(16),其中,在所述自由端部(16)处布置有换向区段(27),
-其中,所述引导轨道(2)具有两个侧面元件(30),其中,所述侧面元件(30)从所述夹紧区段(28)延伸至所述换向区段(27)并且形成所述换向区段(27),
-其中,所述引导轨道(2)具有环绕的引导槽(4)和布置在所述侧面元件(30)之间的中间区段(31),其中,所述中间区段(31)形成所述引导槽(23)的槽底(23)并且具有边缘层(24),
其特征在于,所述边缘层(24)包括至少一个硬化区域(25),所述硬化区域从具有第一边缘层深度(t1)的第一端部(32)延伸直至具有第二边缘层深度(t2)的第二端部(33),其中,所述第一边缘层深度(t1)和所述第二边缘层深度(t2)正交于所述槽底(23)测得,其中,在所述第一端部(32)处的第一边缘层深度(t1)小于在所述第二端部(33)处的第二边缘层深度(t2),并且在所述第二端部(33)处的第二边缘层深度(t2)大于1mm,并且在所述硬化区域(25)的第一端部(32)处的第一边缘层深度(t1)至多为3mm。
2.根据权利要求1所述的引导轨道,
其特征在于,所述至少一个硬化区域(25)通过所述引导轨道(2)的焊接部(34)硬化。
3.根据权利要求2所述的引导轨道,
其特征在于,所述焊接部(34)具有焊接中心点(40),其中,所述焊接中心点具有与所述槽底(23)的间距(a),其中,所述间距(a)小于6mm。
4.根据权利要求1所述的引导轨道,
其特征在于,所述边缘层(24)具有正交于所述槽底(23)测得的边缘层深度(tR),其中,所述边缘层深度(tR)为所述引导轨道(2)的最大高度(h)的小于50%。
5.根据权利要求1所述的引导轨道,
其特征在于,所述引导轨道(2)为实心轨道并且由唯一的材料构成。
6.根据权利要求1所述的引导轨道,
其特征在于,所述引导轨道(2)多部件式地构造,其中,至少一个侧面元件(30)和所述中间区段(31)通过所述焊接部(34)相互连接,其中,所述焊接部(34)引起所述中间区段(31)的至少一个硬化区域(25)的硬化。
7.根据权利要求2所述的引导轨道,
其特征在于,所述焊接部(34)为凸焊部,优选为点焊部。
8.根据权利要求7所述的引导轨道,
其特征在于,所述焊接部(34)包括多个焊接点(35),其中,相邻的焊接点(35)具有至多15mm的间距(b)。
9.根据权利要求8所述的引导轨道,其特征在于,相邻的焊接点(35)具有至多10mm的间距(b)。
10.根据权利要求9所述的引导轨道,其特征在于,相邻的焊接点(35)具有至多7mm的间距(b)。
11.根据权利要求1所述的引导轨道,
其特征在于,所述边缘层(24)的硬化区域(25)沿能在所述引导轨道(2)上被引导的锯链(3)的运动方向(26)在所述磨损区段(37)上延伸。
12.根据权利要求11所述的引导轨道,
其特征在于,所述引导轨道(2)的引导槽(4)在所述磨损区段(37)中具有第一槽深度(c),其中,第一槽深度(c)相对于设置在所述磨损区段(37)之外的第二槽深度(d)减小。
13.根据权利要求11所述的引导轨道,
其特征在于,所述第一槽深度(c)如此适配,使得为所述引导轨道(2)设置的锯链(3)以其传动链节接触所述磨损区段(37)中的槽底(23)。
14.根据权利要求11所述的引导轨道,
其特征在于,所述引导轨道(2)具有第一纵向侧面(19)和第二纵向侧面(20),其中,在每个侧面元件(30)处构造有引导面(21),所述引导面沿着所述引导轨道(2)的纵向侧面(19、20)延伸,其中,所述引导面(21)至少在所述磨损区段(37)中被硬化。
15.根据权利要求1所述的引导轨道,
其特征在于,所述中间区段(31)的边缘层(24)具有多个硬化区域(25)。
16.根据权利要求1所述的引导轨道,
在所述换向区段(27)处构造有至少一个硬化区域(25)。
17.根据权利要求15所述的引导轨道,
其特征在于,所述引导轨道(2)包括至少一个引入区域(38)和至少一个引出区域(39),其中,在所述至少一个引入区域(38)和/或所述至少一个引出区域(39)处构造有硬化区域(25)。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21182821.5A EP4112257A1 (de) | 2021-06-30 | 2021-06-30 | Führungsschiene für eine motorkettensäge |
| EP21182821.5 | 2021-06-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN115533206A true CN115533206A (zh) | 2022-12-30 |
Family
ID=76730391
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210755490.0A Pending CN115533206A (zh) | 2021-06-30 | 2022-06-30 | 用于机动链锯的引导轨道 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20230001602A1 (zh) |
| EP (1) | EP4112257A1 (zh) |
| CN (1) | CN115533206A (zh) |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2838833A (en) * | 1953-10-05 | 1958-06-17 | Outboard Marine Corp | Method of manufacturing a chain saw cutter bar |
| US3191646A (en) * | 1962-06-01 | 1965-06-29 | Borg Warner | Chain saw bar |
| US3987543A (en) * | 1972-02-09 | 1976-10-26 | Andreas Stihl Maschinenfabrik | Portable motor chain saw |
| SE463809B (sv) * | 1988-12-01 | 1991-01-28 | Sandvik Ab | Laminerat saagsvaerd |
| SE508151C2 (sv) * | 1995-12-07 | 1998-09-07 | Sandvik Ab | Förfarande för kanthärdning av sågsvärd för kedjesågar samt härdat sågsvärd |
| JP2980193B2 (ja) * | 1995-12-08 | 1999-11-22 | 富士電子工業株式会社 | 薄板状ワークの外周部加熱用コイル |
| US8225515B2 (en) | 2007-04-06 | 2012-07-24 | Ruth Brian J | Chainsaw carving guide bar |
| EP3769923B1 (de) * | 2019-07-26 | 2023-06-14 | Andreas Stihl AG & Co. KG | Führungsschiene für eine motorkettensäge und verfahren zur herstellung einer führungsschiene |
-
2021
- 2021-06-30 EP EP21182821.5A patent/EP4112257A1/de active Pending
-
2022
- 2022-06-27 US US17/850,589 patent/US20230001602A1/en active Pending
- 2022-06-30 CN CN202210755490.0A patent/CN115533206A/zh active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| US20230001602A1 (en) | 2023-01-05 |
| EP4112257A1 (de) | 2023-01-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100207140B1 (ko) | 트랙크링크 | |
| RU1819305C (ru) | Способ соединени деталей стрелки | |
| JP5531845B2 (ja) | フラッシュバット溶接部近傍の後熱処理方法 | |
| CN112296444B (zh) | 用于机动链锯的引导轨道和用于制造引导轨道的方法 | |
| US20220250273A1 (en) | Cutting element for a saw chain and method for the production thereof | |
| KR100762940B1 (ko) | 열차궤도 고속분기기의 크로싱 및 그의 제조방법 | |
| KR20190072594A (ko) | 트랙용 베어링 부싱 및 그 제조 방법 | |
| US3987543A (en) | Portable motor chain saw | |
| CN115533206A (zh) | 用于机动链锯的引导轨道 | |
| CN110373531B (zh) | 刃口的处理方法、具有刃口的构件及具有刃口的工具 | |
| AU2020354889B2 (en) | High carbon steel track bushing | |
| CN117754098A (zh) | 一种高原铁路用奥氏体高锰钢和珠光体钢焊接方法 | |
| US5704570A (en) | Welded nose rail used for crossing | |
| US4965934A (en) | Laminated guidebar | |
| DK147499B (da) | Fremgangsmaade til fremstilling af slidstaerke skinner | |
| KR102711262B1 (ko) | 경질면 오버레이를 갖는 트랙 체인 구성요소 | |
| KR102108350B1 (ko) | 철도 차륜 재생용 용접부재 및 이를 이용한 철도 차륜의 재생방법 | |
| CA2239214A1 (en) | Edge hardening of chain saw guide bars | |
| RU2774792C1 (ru) | Способ сварного соединения крестовины из марганцовистой стали с рельсом из углеродистой стали | |
| RU2797491C1 (ru) | Способ сварного соединения крестовины стрелочного перевода из марганцовистой стали с рельсом из углеродистой стали | |
| JP2965280B2 (ja) | クロッシング用ノーズレールとその製造方法及び溶接クロッシングの製造方法 | |
| KR200274187Y1 (ko) | 레일 분기기의 망간 크로싱 연결구조 | |
| KR100487675B1 (ko) | 망간 크로싱의 플래시 버트 용접방법 | |
| CN117161527A (zh) | 深硬化层钢轨的焊接和热处理方法及钢轨 | |
| US20080093419A1 (en) | Method For Connecting Switch Parts Made of Austenitic Manganese Steel Casting, or Austenitic Manganese Steel Rails, With a Rail of Carbon Steel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |