CN114667106A - 医疗用线圈、其制造方法以及医疗设备 - Google Patents
医疗用线圈、其制造方法以及医疗设备 Download PDFInfo
- Publication number
- CN114667106A CN114667106A CN202080078266.1A CN202080078266A CN114667106A CN 114667106 A CN114667106 A CN 114667106A CN 202080078266 A CN202080078266 A CN 202080078266A CN 114667106 A CN114667106 A CN 114667106A
- Authority
- CN
- China
- Prior art keywords
- coil
- wire
- round
- flat
- metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B17/00—Surgical instruments, devices or methods, e.g. tourniquets
- A61B17/00234—Surgical instruments, devices or methods, e.g. tourniquets for minimally invasive surgery
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B17/00—Surgical instruments, devices or methods, e.g. tourniquets
- A61B17/28—Surgical forceps
- A61B17/29—Forceps for use in minimally invasive surgery
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B17/00—Surgical instruments, devices or methods, e.g. tourniquets
- A61B17/00234—Surgical instruments, devices or methods, e.g. tourniquets for minimally invasive surgery
- A61B2017/00292—Surgical instruments, devices or methods, e.g. tourniquets for minimally invasive surgery mounted on or guided by flexible, e.g. catheter-like, means
- A61B2017/0034—Surgical instruments, devices or methods, e.g. tourniquets for minimally invasive surgery mounted on or guided by flexible, e.g. catheter-like, means adapted to be inserted through a working channel of an endoscope
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B17/00—Surgical instruments, devices or methods, e.g. tourniquets
- A61B2017/00526—Methods of manufacturing
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B17/00—Surgical instruments, devices or methods, e.g. tourniquets
- A61B2017/00681—Aspects not otherwise provided for
- A61B2017/00725—Calibration or performance testing
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B17/00—Surgical instruments, devices or methods, e.g. tourniquets
- A61B17/28—Surgical forceps
- A61B17/29—Forceps for use in minimally invasive surgery
- A61B2017/2901—Details of shaft
- A61B2017/2905—Details of shaft flexible
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B17/00—Surgical instruments, devices or methods, e.g. tourniquets
- A61B17/28—Surgical forceps
- A61B17/29—Forceps for use in minimally invasive surgery
- A61B2017/2926—Details of heads or jaws
- A61B2017/2932—Transmission of forces to jaw members
- A61B2017/2933—Transmission of forces to jaw members camming or guiding means
- A61B2017/2937—Transmission of forces to jaw members camming or guiding means with flexible part
Landscapes
- Health & Medical Sciences (AREA)
- Surgery (AREA)
- Life Sciences & Earth Sciences (AREA)
- Biomedical Technology (AREA)
- Nuclear Medicine, Radiotherapy & Molecular Imaging (AREA)
- Engineering & Computer Science (AREA)
- Heart & Thoracic Surgery (AREA)
- Medical Informatics (AREA)
- Molecular Biology (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Ophthalmology & Optometry (AREA)
- Media Introduction/Drainage Providing Device (AREA)
Abstract
医疗用线圈具有将金属线材卷绕成螺旋状而成的多个绕线层。多个绕线层形成多层线圈。医疗用线圈在多层线圈中具有内层和外层。内层由金属圆线构成。外层由金属扁线构成。
Description
技术领域
本发明涉及医疗用线圈、其制造方法以及医疗设备。
背景技术
医疗用线圈例如用于贯插到内窥镜的处置器具通道中的处置器具等医疗设备。
医疗用线圈贯插于弯曲的处置器具通道。在改变设置于前端的处置部的朝向的情况下,医疗用线圈在弯曲的处置器具通道内旋转。
对于医疗用线圈,要求将手边的旋转传递到前端的“旋转传递性”和相对于压缩力能够维持形状的“耐压缩性”。
例如,在专利文献1中,提出了如下的挠性护套,该挠性护套在耐压缩性优异的疏卷绕的扁线线圈的外侧配置有旋转传递性优异的密卷绕的圆线线圈。
现有技术文献
专利文献
专利文献1:日本特开2007-260248号公报
发明内容
发明所要解决的课题
要求内窥镜的细径化。贯插于处置器具通道的处置器具和装备于处置器具的医疗用线圈也需要细径化。
为了使医疗用线圈细径化,需要减小绕线的直径。
例如,在专利文献1所记载的医疗用线圈的情况下,若减小圆线的直径,则在卷绕圆线的工序中,圆线的一部分进入到疏卷绕的扁线线圈的间隙。其结果是,圆线的层难以相对于扁线的层滑动,因此医疗用线圈难以弯曲。
若圆线进入扁线线圈的间隙,则圆线线圈的一部分不会成为密卷绕,因此旋转传递性以及轴向的耐压缩性降低。
本发明是鉴于上述那样的课题而完成的,其目的在于提供一种即使外径小旋转传递性也优异的医疗用线圈及其制造方法。
进而,本发明的目的在于提供一种医疗设备,其通过具备上述医疗用线圈,能够实现细径化,能够提高操作性。
用于解决课题的手段
为了解决上述课题,第一方式的医疗用线圈具有将金属线材卷绕成螺旋状而成的多个绕线层,所述多个绕线层形成多层线圈,其中,所述医疗用线圈具有:所述多层线圈中的由金属圆线构成的内层和所述多层线圈中的由金属扁线构成的外层。
第二方式的医疗用线圈的制造方法具有:第一工序,在芯骨的周围卷绕金属圆线而形成至少1层的圆线线圈;以及第二工序,在所述圆线线圈的最外周部卷绕金属扁线而形成扁线线圈。
第三方式的医疗设备具备第一方式的医疗用线圈。
发明效果
根据所述第一和第二方式,能够提供即使外径小旋转传递性也优异的医疗用线圈及其制造方法。
根据所述第三方式,能够提供能够实现细径化并能够提高操作性的医疗设备。
附图说明
图1是示出本发明的第一实施方式的医疗设备的结构例的示意性主视图。
图2是沿着图1中的A-A线的剖视图。
图3是示出本发明的第一实施方式的医疗用线圈的结构例的示意性剖视图。
图4是示出本发明的第一实施方式的医疗用线圈的制造方法的第一工序的例子的示意图。
图5是示出本发明的第一实施方式的医疗用线圈的制造方法的第二工序的例子的示意图。
图6是本发明的第一实施方式的医疗用线圈的动作说明图。
图7是示出比较例的医疗用线圈的例子的示意性剖视图。
图8是比较例的医疗用线圈的动作说明图。
图9是示出本发明的第二实施方式的医疗用线圈的结构例的示意性剖视图。
图10是示出旋转传递性的试验装置的示意图。
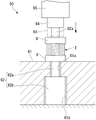
图11是示出耐压缩性的试验装置的例子的示意图。
具体实施方式
以下,参照附图对本发明的各实施方式进行说明。在所有附图中,即使在实施方式不同的情况下,也对相同或相当的部件标注相同的附图标记,并省略共同的说明。
在本说明书中,关于尺寸值,有时将优选的数值范围例示为例如“X(下限值)以上且Y(上限值)以下”等。在关于尺寸值例示了多个优选的数值范围的情况下,只要没有特别说明,则在最宽的数值范围的范围内适当变更下限值与上限值的组合而得到的数值范围也是优选的范围。
[第一实施方式]
对第一实施方式的医疗用线圈和医疗设备进行说明。
图1是示出本发明的第一实施方式的医疗设备的结构例的示意性主视图。图2是沿着图1中的A-A线的剖视图。
图1所示的把持钳子50(医疗设备)是第一实施方式的医疗设备的例子。把持钳子50能够通过内窥镜的处置器具通道插入到患者的体内。
把持钳子50从插入方向上的近位端朝向远位端依次具有操作部51和插入部52。在把持钳子50中,在操作部51和插入部52的内部贯插有长条的操作轴5。
操作轴5将操作部51中的直线运动传递到插入部52的远位端。例如,操作轴5是由SUS304等材料形成的金属绞线、金属单线。操作轴5的直径可以为0.1mm以上且1.4mm以下,更优选为0.3mm以上且0.8mm以下。
操作部51配置于内窥镜的外部,由手术者操作。
操作部51具有缸体51a、引导部件51b以及滑块51c。
缸体51a形成为筒状。在缸体51a的内部贯插有操作轴5。
在缸体51a的近位端(图示的右端),在缸体51a的轴向上延伸出引导部件51b。
引导部件51b是将滑块51c支承为能够滑动的柱状。在滑块51c的中心部沿径向贯通有沿滑块51c的长度方向延伸的引导孔51d。滑块51c以能够滑动的方式嵌合于引导孔51d。
在滑块51c固定有贯插于缸体51a以及引导孔51d的内部的操作轴5的近位端。滑块51c通过沿着引导部件51b向近位端侧移动而将操作轴5向近位端侧牵引。
在滑块51c设置有能够与引导部件51b接触分离的止挡件51e。止挡件51e在与引导部件51b抵接时,固定滑块51c的滑动位置。
插入部52是贯插到内窥镜的处置器具通道中的长条部件。插入部52具有能够从处置器具通道的远位端的开口插入到患者的体内的长度。
插入部52从远位端朝向近位端依次具有钳子部1、线圈护套10(医疗用线圈)以及基端护套52a。线圈护套10是本实施方式的医疗用线圈的例子。
如图2所示,钳子部1具有主体部6、把持部2、滑块4以及连杆3。
主体部6由柱状的硬质部件构成。
在主体部6的远位端设置有构成后述的把持部2的一部分的第一握柄2a。
在主体部6的近位端6b的中心部形成有将后述的滑块4支承为能够沿轴向滑动的引导孔6a。
在主体部6的近位端6b的外周部连结有后述的线圈护套10的远位端10a。
把持部2例如把持生物体组织等。把持部2具有固定于主体部6的远位端的第一握柄2a和以能够与第一握柄2a接触分离的方式设置的第二握柄2b。
第二握柄2b是以能够转动的方式固定于在主体部6中的第一握柄2a的附近配置的转动支轴6c的杆。
第二握柄2b的第一端部E1能够根据转动位置而与第一握柄2a接触或分离。
在隔着转动支轴6c而与第一端部E1相反的一侧的第二端部E2连结有连杆3的远位端。
连杆3的近位端与后述的滑块4的远位端连结,将滑块4的直动运动转换为第二握柄2b的转动。
滑块4是能够沿着主体部6的引导孔6a的长度方向滑动的轴部件。在滑块4的远位端连结有连杆3的近位端。在滑块4的近位端连结有操作轴5的远位端。
本实施方式的线圈护套10包含由圆线线圈11和扁线线圈12构成的多层线圈。圆线线圈11和扁线线圈12构成将本实施方式中的金属线材卷绕成螺旋状而成的多个绕线层。
圆线线圈11是将作为金属线材的金属圆线Wr卷绕成螺旋状而形成的。
金属圆线Wr例如是不锈钢等金属制,是与长度方向正交的截面形状(以下,简称为截面形状)为大致圆形的单线丝。
例如,作为金属圆线Wr的材料,可列举SUS304、SUS316、SUS631J1、SUS301等。
圆线线圈11所使用的金属圆线Wr的截面形状更优选为正圆,但也可以不是严格的正圆。例如,金属圆线Wr的截面形状也可以是圆的近似形状、椭圆、椭圆的近似形状等。在金属圆线Wr的截面形状为非正圆形状的情况下,可以是因制造误差而产生的非正圆形状,也可以是有意加工的非正圆形状。
在将金属圆线Wr的截面形状中的最大直径的大小设为B、将与最大直径正交的方向的直径设为A时,比率B/A表示截面形状中的非正圆的程度。
比率B/A可以为1以上且1.1以下,更优选为1以上且1.05以下。
以下,只要没有特别说明,则金属圆线Wr的直径是指平均直径。
从使线圈护套10细径化而提高挠性的观点出发,金属圆线Wr的直径优选较小。从良好地保持旋转传递性和耐压缩性的观点出发,为了提高刚性,金属圆线Wr的直径优选较大。
图3是示出本发明的第一实施方式的医疗用线圈的结构例的示意性剖视图。
例如,若将金属圆线Wr的直径设为d,则d可以为0.1mm以上且0.3mm以下,更优选为0.1mm以上且0.2mm以下。
图3是包含操作轴5的中心轴线的轴向截面,因此严格来说,图3所示的截面不是与各金属圆线Wr的延伸方向(卷绕方向)正交的截面。例如,在金属圆线Wr为正圆的情况下,圆线线圈11的轴向截面的形状为椭圆,但在图3中,示意性地描绘为圆形。图中记载的金属圆线Wr的直径d表示与金属圆线Wr的延伸方向正交的截面的尺寸值。扁线线圈12的截面也同样地被示意化,w、t也与d同样地表示与金属扁线Wf的延伸方向(卷绕方向)正交的截面的尺寸值。
圆线线圈11被密卷绕。
所谓圆线线圈11为“密卷绕”,是指在圆线线圈11的轴向上相互相邻的金属圆线Wr彼此相互密接,或者相互相邻的金属圆线Wr的表面彼此的距离为金属圆线Wr的直径的10%以下。
线圈护套10中的圆线线圈11的内径的大小能够供操作轴5贯插,与操作轴5的直径d5大致相等。操作轴5能够在圆线线圈11的内部沿轴向顺畅地移动。
例如,若将圆线线圈11的内径设为D11,则(D11~d5)可以为0.01mm以上且0.4mm以下,更优选为0.05mm以上且0.3mm以下。
圆线线圈11是将N根(N为自然数)金属圆线Wr按N条卷绕而形成的。例如,N可以为1以上且16以下,更优选为4以上且8以下。
圆线线圈11的卷绕方向可以是S卷绕,也可以是Z卷绕。在图2所示的例子中是S卷绕。S卷绕是指,在使线圈的轴向与上下方向一致地从外侧沿径向观察时,螺旋的倾斜朝向右下方的卷绕方式。S卷绕也可以说是沿着左旋螺纹的条线的卷绕方式。
Z卷绕是指,在使线圈的轴向与上下方向一致地从外侧沿径向观察线圈时,螺旋的倾斜朝向右上方的卷绕方式。Z卷绕也可以说是沿着右旋螺纹的条线的卷绕方式。
扁线线圈12通过将作为金属线材的金属扁线Wf螺旋状地卷绕于圆线线圈11的外周部而形成。
金属扁线Wf例如为不锈钢等金属制,是与长度方向正交的截面形状(以下,简称为截面形状)的纵横比超过1的单线丝。在截面形状中,确定相互正交的长度方向和宽度方向,将长度方向上的最大长度设为b,将宽度方向上的最大长度设为a时,金属扁线Wf的纵横比以比率b/a定义。求出纵横比的长度方向及宽度方向以在长度方向上延伸的平面与金属扁线Wf的截面形状的宽度方向的表面之间的距离整体最小的方式确定。
金属扁线Wf的截面形状例如也可以是矩形、四角被弄圆的矩形、椭圆、两端部被弄圆为半圆状的长圆、以及它们的类似形状。
例如,图3所示的扁线线圈12中的金属扁线Wf的截面形状是四角被弄圆的矩形。在该情况下,金属扁线Wf的截面形状的长度方向是长边方向,其最大长度是长边方向的宽度w。同样地,宽度方向是短边方向,其最大长度是短边方向的厚度t。
例如,在金属扁线Wf的截面形状为椭圆状的情况下,长度方向为长径方向,其最大长度为椭圆的长径。同样地,宽度方向为短径方向,其最大长度为短径。
以下,与截面形状无关,将金属扁线Wf的长度方向的最大长度称为宽度,将宽度方向的最大长度称为厚度。
例如,金属扁线Wf的纵横比可以大于1且为3以下,更优选为1.5以上且2.5以下。
在本实施方式中,扁线线圈12所使用的金属扁线Wf的纵横比大于圆线线圈11所使用的金属圆线Wr的比率B/A。
扁线线圈12所使用的金属扁线Wf的宽度w可以为金属圆线Wr的直径d的1倍以上且3倍以下,更优选为1倍以上且2倍以下。
若w/d小于1,则金属扁线Wf容易进入由在线圈护套10的轴向上相互相邻的金属圆线Wr的表面形成的V字状的间隙S1。
若w/d超过3,则线圈护套10难以弯曲,旋转传递性有可能降低。
例如,w可以为0.1mm以上且0.7mm以下,更优选为0.3mm以上且0.5mm以下。
用于扁线线圈12的金属扁线Wf的厚度t可以为金属圆线Wr的直径d的0.5倍以上且3倍以下,更优选为0.8倍以上且1.5倍以下。
若t/d小于0.5,则扁线线圈12的径向的刚性降低,因此径向上的耐压缩性能有可能降低。
若t/d超过3,则有可能线圈护套10的外径变得过大,或者线圈护套10的挠性过低。
例如,t可以为0.1mm以上且0.3mm以下,更优选为0.1mm以上且0.2mm以下。
例如,作为金属扁线Wf的材料,可以举出与圆线线圈11所使用的金属圆线Wr相同的材料。
金属扁线Wf的制造方法没有特别限定。例如,金属扁线Wf也可以通过对金属圆线Wr进行轧制加工来制造。
扁线线圈12以金属扁线彼此在金属扁线的宽度方向上相邻的方式密卷绕于圆线线圈11的外周部。但是,扁线线圈12以至少能够沿圆线线圈11的轴向相对移动的方式卷绕于圆线线圈11的外周部。
扁线线圈12为“密卷绕”是指在扁线线圈12的轴向上彼此相邻的金属扁线彼此相互密接,或者彼此相邻的金属扁线的宽度方向的表面彼此的距离为金属扁线的宽度的5%以下。
扁线线圈12也可以通过M根(M为自然数)金属扁线按M条卷绕来形成。
从径向观察,扁线线圈12以与圆线线圈11交叉的方式卷绕。如果与圆线线圈11交叉,则卷绕方向可以是S卷绕,也可以是Z卷绕。
扁线线圈12的卷绕方向更优选与圆线线圈11的卷绕方向相反。在该情况下,与卷绕方向为相同方向的情况相比,无论线圈护套10的旋转方向如何,都能够得到稳定的旋转传递性。
在图2所示的例子中,对应于圆线线圈11为S卷绕,扁线线圈12为与S卷绕相反的Z卷绕。以下,只要没有特别说明,则设为圆线线圈11与扁线线圈12的卷绕方向彼此相反来进行说明。
如以上说明的那样,线圈护套10是在圆线线圈11的外周部卷绕有扁线线圈12的多层线圈。因此,圆线线圈11及扁线线圈12以同心状层叠。圆线线圈11及扁线线圈12构成将金属线材卷绕成螺旋状的2个绕线层。
圆线线圈11形成多层线圈中的内层Li。在本实施方式中,圆线线圈11的内周部形成线圈护套10的内径部。
扁线线圈12形成多层线圈中的外层Lo。在本实施方式中,扁线线圈12的外周部形成线圈护套10的外径部。
在图3所示的例子中,线圈护套10的外径为{D11+2×(d+t)}。
在线圈护套10中也可以包含不是绕线层的层状部(以下称为非绕线层)。在该情况下,线圈护套10的外径也可以根据非绕线层的厚度而大于{D11+2×(d+t)}。
例如,在圆线线圈11与扁线线圈12之间包含非绕线层的情况下,扁线线圈12卷绕于非绕线层的外周部。在多层线圈中,设置于绕线层的外周部的非绕线层定义为非绕线层所覆盖的绕线层的外周部。
如图2所示,线圈护套10的远位端10a包括圆线线圈11的远位端11a和扁线线圈12的远位端12a。在图2所示的例子中,远位端11a、12a位于与线圈护套10的轴向正交的同一平面上。但是,根据主体部6的近位端6b的形状,也可以在远位端11a、12a之间产生台阶。
远位端10a与主体部6的近位端6b接合。接合方法没有特别限定。例如,远位端10a也可以通过钎焊、软钎焊、铆接、焊接等与近位端6b接合。
如图1所示,线圈护套10的近位端侧贯插于基端护套52a。
基端护套52a固定于缸体51a的远位端。基端护套52a在插入到管头部时,形成从管头部朝向处置器具通道内引导线圈护套10的贯插路。
例如,基端护套52a是管状部件,其能够插入到处置器具通道的近位端的管头部的开口。例如,基端护套52a由比线圈护套10短且比线圈护套10硬质的线圈护套构成。
对线圈护套10的制造方法进行说明。
图4是示出本发明的第一实施方式的医疗用线圈的制造方法的第一工序的例子的示意图。图5是示出本发明的第一实施方式的医疗用线圈的制造方法的第二工序的例子的示意图。
本实施方式的医疗用线圈的制造方法包括第一工序和第二工序。
如图4所示,在第一工序中,在芯骨15上卷绕金属圆线Wr而形成圆线线圈11。
金属圆线Wr只要能够通过密卷绕于芯骨15而构成上述的圆线线圈11即可,没有特别限定。例如,作为金属圆线Wr,使用具有直径d的大致圆形的截面形状的金属丝。
芯骨15是比线圈护套10长的单线丝。芯骨15具有圆形截面,该圆形截面具有与圆线线圈11的内径D11对应的外径。
芯骨15的材料只要能够卷绕金属圆线Wr而形成内径D11的线圈即可,没有特别限定。例如,作为芯骨15的材料,也可以使用铜。
例如,金属圆线Wr通过线圈卷绕机而密卷绕于芯骨15。由此,在芯骨15上形成圆线线圈11。圆线线圈11形成为比线圈护套10的全长更长。
在图4所示的例子中,准备8根金属圆线Wr,在芯骨15上卷绕8条。金属圆线Wr的卷绕方向例如是S卷绕。
圆线线圈11的两端部通过压接端子13固定在芯骨15上。未卷绕于芯骨15的金属圆线Wr在适当的部位被切断。
以上,第一工序结束。
在金属圆线Wr中,彼此相邻的金属圆线Wr彼此线接触。与有可能面接触或产生无法接触的间隙的金属扁线相比,在金属圆线Wr中不易产生卷绕不均。因此,金属圆线Wr容易沿着芯骨15的表面密卷绕。
圆线线圈11的外周部的包络面接近与芯骨15的圆筒面相似的圆筒面。
之后,进行第二工序。
如图5所示,在第二工序中,在圆线线圈11的外周部卷绕金属扁线Wf而形成扁线线圈12。
金属扁线Wf的种类使用上述的适当的种类。例如,作为金属扁线Wf,也可以使用宽度w、厚度t的金属线,该金属线具有角部为圆形的矩形的截面形状。
金属扁线Wf通过线圈卷绕机而密卷绕于圆线线圈11的外周部。在图4所示的例子中,准备在宽度方向上相邻的2根金属扁线Wf,在圆线线圈11的外周部按2条卷绕。
在图4所示的例子中,与圆线线圈11为S卷绕对应,金属扁线Wf的卷绕方向是相反方向的Z卷绕。
扁线线圈12在卷绕于圆线线圈11的外周部时,在宽度方向上彼此相邻地密卷绕,因此扁线线圈12的内表面成为圆筒面。与扁线线圈12的内表面抵接的圆线线圈11的金属圆线Wr具有大致圆形的截面形状,因此与扁线线圈12的内表面抵接的抵接部是呈螺旋状延伸的线状。
在圆线线圈11的外周部卷绕金属圆线的情况下,在金属圆线彼此在相互交叉的位置呈点状抵接。因此,作用于扁线线圈12的来自圆线线圈11的反作用力与卷绕金属圆线的情况相比被分散,因此能够抑制卷绕时的扁线线圈12的变形。由此,抑制扁线线圈12进入圆线线圈11的表面的间隙S1(参照图3)。
其结果是,扁线线圈12沿着圆筒面顺畅地卷绕,该圆筒面为圆线线圈11的外周的包络面。
在本实施方式中,除了使用金属扁线Wf之外,还将金属扁线Wf的宽度w设为金属圆线Wr的直径d的1倍以上,由此,能够进一步抑制金属扁线Wf进入间隙S1。
例如,若扁线线圈12的金属扁线Wf的宽度w小于金属圆线Wr的直径d,则虽然程度不如卷绕金属圆线的情况,但在卷绕时金属扁线Wf也容易进入间隙S1。若金属扁线Wf的一部分进入间隙S1,则金属扁线Wf的卷绕方向受到金属圆线Wr的卷绕方向的影响而紊乱,或者在扁线线圈12的外周面形成凹凸。
若扁线线圈12的卷绕方向紊乱,则扁线线圈12的密卷绕性降低,因此扁线线圈12容易在轴向上被压缩,轴向的耐压缩性降低。
若密卷绕性降低,则圆线线圈11的未被扁线线圈12覆盖的部位增加,因此对于从线圈护套10的外部沿径向作用的压缩力,阻力也有可能减弱。
若金属扁线Wf的宽度w为金属圆线Wr的直径d以上,则能够抑制上述不良情况。
在压接端子13之间形成比线圈护套10的全长更长的扁线线圈12后,利用压接端子14将扁线线圈12的两端部固定在圆线线圈11上。
未卷绕于圆线线圈11的金属扁线Wf在适当的部位被切断。
以上,第二工序结束。
然后,将固定于芯骨15的圆线线圈11及扁线线圈12放入热处理炉,以使芯骨15软化的方式进行热处理。
然后,将软化的芯骨15拔出,圆线线圈11及扁线线圈12在两端部被切断成线圈护套10的长度。
以上,制造线圈护套10。
通过将线圈护套10的两端部固定于主体部6和缸体51a,从而将线圈护套10组装于把持钳子50。
接着,对线圈护套10的作用进行说明。
如图1所示,线圈护套10用于把持钳子50的插入部52。在线圈护套10的内部贯插操作轴5。
插入部52例如经由内窥镜的处置器具通道插入到患者的体内。此时,内窥镜的插入部沿着体腔弯曲,因此插入部52贯插于弯曲的处置器具通道。
手术者根据处置的需要,在处置器具通道内使插入部52在长度方向上进退,或者为了改变钳子部1的把持方向而使插入部52在处置器具通道内旋转。形成插入部52的最外层的扁线线圈12通过在处置器具通道内滑动而在径向上受到外力。
线圈护套10根据操作部51的操作力,在处置器具通道内沿轴向受到压缩力,并且随着处置器具通道的弯曲而弯曲。并且,线圈护套10从与处置器具通道抵接的抵接部受到向径向的压缩力。
线圈护套10的最外层利用扁线线圈12覆盖。来自外部的径向的力在扁线线圈12的宽度方向上分散,因此难以向内侧的圆线线圈11传递。线圈护套10具有抵抗从外部沿径向作用的压缩力的耐压缩性。
扁线线圈12在密卷绕的圆线线圈11的外周部沿与圆线线圈11不同的卷绕方向密卷绕。如在制造方法中说明的那样,扁线线圈12沿着圆线线圈11的包络面顺畅地卷绕,外周面的凹凸、卷绕不均得到抑制。因此,处置器具通道的进退变得顺畅,轴向的耐压缩性被抑制。
图6是本发明的第一实施方式的医疗用线圈的动作说明图。
如图6所示,在线圈护套10被弯曲的情况下,线圈护套10沿着弯曲线在弯曲内侧(图示下侧)受到压缩力,在弯曲外侧(图示上侧)受到拉伸力。
在弯曲外侧,圆线线圈11及扁线线圈12的绕线间隔扩大。由于弯曲的曲率半径大的扁线线圈12的绕线间隔更宽,因此扁线线圈12沿着圆线线圈11的弯曲外侧的外周部相对移动。
此时,扁线线圈12的各金属扁线Wf在以比金属扁线Wf的绕线间距短的间距排列的多个金属圆线Wr上滑动,因此能够顺畅地移动。因此,线圈护套10弯曲时的阻力变低。
特别是,若金属扁线Wf的宽度w为金属圆线Wr的直径d的1倍以上,则即使金属圆线Wr的绕线间隔扩大而形成沿径向贯通的间隙S2,也能够抑制金属圆线Wr进入间隙S2。因此,能够进一步抑制弯曲时的阻力。
金属扁线Wf的宽度w越大,则金属扁线Wf所抵接的金属圆线Wr的数量越增大。由此,在弯曲时金属扁线Wf在多个金属圆线Wr上顺畅地滑动,弯曲时的阻力进一步降低。
线圈护套10配置在弯曲的处置器具通道内。例如,为了变更钳子部1的把持方向,有时线圈护套10旋转。在线圈护套10以弯曲状态沿线圈护套10的周向旋转时,线圈护套10的弯曲方向变化。若弯曲的阻力大,则弯曲部的旋转量降低,因此近位端的旋转量难以向远位端传递。
在本实施方式中,能够降低弯曲时的阻力,因此线圈护套10的旋转传递性提高。
在线圈护套10的弯曲内侧,压缩力作用于扁线线圈12中相互相邻的金属扁线Wf彼此。如图6所示,若扁线线圈12的宽度方向的两端部的角带有圆角,则在弯曲动作中,具有降低金属扁线Wf彼此的接触阻力的优点。
在此,对于本实施方式的线圈护套10的作用,与比较例的线圈护套对比进行说明。
图7是示出比较例的医疗用线圈的例子的示意性剖视图。图8是比较例的医疗用线圈的动作说明图。
如图7所示,比较例的线圈护套110是包含圆线线圈11和扁线线圈12的多层线圈。但是,线圈护套110中的圆线线圈11形成线圈护套110的外层,扁线线圈12形成线圈护套110的内层。
在将扁线线圈12卷绕于芯骨15之后,将圆线线圈11卷绕于扁线线圈12的外周部,除此以外,能够与本实施方式同样地制造线圈护套110。
在图7所示的例子中,在线圈护套110的扁线线圈12的宽度方向的两端部也带有圆角,因此在相互相邻的金属扁线Wf的圆角之间形成V字状的间隙S3。
在卷绕圆线线圈11时,圆线线圈11容易进入间隙S3。因此,作为卷绕于扁线线圈12的外周部的圆线线圈11,外径在轴向上存在偏差,并且圆线线圈11的卷绕方向容易紊乱。当圆线线圈11的卷绕方向紊乱时,在彼此相邻的圆线线圈11之间产生间隙,因此圆线线圈11的密卷绕性降低。
例如,也考虑增大金属圆线Wr的直径,使金属圆线Wr难以进入间隙S3。在该情况下,线圈护套110的外径变大。
例如,也可以考虑将金属扁线Wf的截面形状设为矩形而消除间隙S3。在该情况下,在线圈护套110弯曲时,矩形的角彼此干涉,从而弯曲的阻力增大。
与此相对,根据本实施方式的线圈护套10,能够抑制外径而不损害弯曲性能地利用外径的变化少的良好的密卷绕的绕线层覆盖外周部。
如图8所示,在使线圈护套110弯曲的情况下,弯曲外侧的扁线线圈12的绕线间隔扩大,形成金属扁线Wf彼此在宽度方向上分离的间隙S4。特别是,当间隙S4扩大至金属圆线Wr的直径以上时,金属圆线Wr容易进入间隙S4。若金属圆线Wr进入间隙S4,则在向反方向弯曲时间隙S4无法缩小,因此弯曲的阻力变大。若弯曲的阻力变大,则线圈护套110的旋转传递性降低。
与此相对,在本实施方式的线圈护套10中,即使在弯曲时内侧的圆线线圈11的间隙S2与间隙S4扩大相同程度,外侧卷绕的也是金属扁线Wf。因此,与如比较例那样卷绕金属圆线Wr的情况相比,扁线线圈12难以进入间隙S2。其结果是,能够使线圈护套10顺畅地弯曲,能够得到良好的旋转传递性。
如以上说明的那样,根据本实施方式的线圈护套10,即使外径小,旋转传递性也优异。根据本实施方式的把持钳子50,由于将钳子部1设置于线圈护套10的远位端,因此能够实现插入部52的细径化,能够提高钳子部1的操作性。
[第二实施方式]
对第二实施方式的医疗用线圈进行说明。
图9是示出本发明的第二实施方式的医疗用线圈的结构例的示意性剖视图。
如图9所示,本实施方式的线圈护套20(医疗用线圈)在第一实施方式的线圈护套10中追加了圆线线圈21。在第一实施方式的把持钳子50中,能够代替线圈护套10而使用线圈护套20。
以下,以与第一实施方式不同的点为中心进行说明。
圆线线圈21通过在圆线线圈11的外周部螺旋状地卷绕金属圆线Wr而形成。但是,圆线线圈21的卷绕方向与圆线线圈11的卷绕方向不同。例如,在圆线线圈11为Z卷绕的情况下,圆线线圈21为S卷绕。
圆线线圈21与圆线线圈11同样地被密卷绕。
圆线线圈21所使用的金属圆线Wr可以与圆线线圈11所使用的金属圆线Wr相同,也可以不相同。例如,用于圆线线圈21的金属圆线Wr与用于圆线线圈11的金属圆线Wr的直径、比率B/A、条数及材料中的至少1个可以不同。
例如,圆线线圈21的直径也可以比圆线线圈11的直径大。
在该情况下,圆线线圈21难以进入圆线线圈11的间隙S1,容易密卷绕圆线线圈21。而且,在弯曲时,内侧的圆线线圈11容易弯曲,能够抑制由弯曲引起的间隙S2的大小。因此,在弯曲时,圆线线圈21容易沿着圆线线圈11的外周部在外侧相对移动,因此弯曲的阻力降低。
本实施方式中的扁线线圈12在圆线线圈21的外周部沿与圆线线圈21相反的卷绕方向密卷绕。例如,在圆线线圈21为S卷绕的情况下,扁线线圈12为Z卷绕。
扁线线圈12所使用的金属扁线Wf的宽度、厚度、纵横比、条数及材料可根据圆线线圈21所使用的金属圆线Wr的直径、比率B/A、条数及材料,与第一实施方式同样地决定。
线圈护套20是多层线圈,该多层线圈具有由圆线线圈11形成的第一内层Li1(内层)、由圆线线圈21形成的第二内层Li1(内层)、以及由扁线线圈12形成的外层Lo。
在第一工序中,依次形成圆线线圈11、21这2层,除此以外,与第一实施方式同样地制造线圈护套20。
本实施方式的线圈护套20与第一实施方式同样,在多层线圈的内层配置圆线线圈11、21,在外层配置扁线线圈12,因此与第一实施方式同样,即使外径小,旋转传递性也优异。
特别是,本实施方式的线圈护套20的多层线圈的内层由卷绕方向不同的圆线线圈11、21这2层构成。圆线线圈11、21在各金属圆线Wr的交叉部呈点状接触,因此与金属圆线和金属扁线的接触状态相比,弯曲时的阻力降低。这样,内层的弯曲时的阻力降低,其结果是,作为多层线圈整体的弯曲时的阻力也降低。
在上述各实施方式中,在医疗用线圈的多层线圈中,以由金属圆线构成的内层为1层或2层的例子进行了说明。但是,内层只要为1层以上即可,并不限定于1层或2层。例如,内层可以为3层以上。
由金属扁线构成的外层也不限定于1层。外层可以为2层以上。
在内层和外层中的至少一者由2层以上构成的情况下,未形成最内层的内层配置于比未形成最外层的外层靠径向的内侧的位置。即,在多层线圈中,由金属圆线构成的绕线层配置于比由金属扁线构成的绕线层更靠径向的内侧的位置。
[实施例]
接着,与比较例一起对上述各实施方式的医疗用线圈的实施例进行说明。
下述[表1]中示出实施例1~3、比较例1的构成。
[表1]

[实施例1]
实施例1是与第一实施方式的线圈护套10对应的实施例。
如[表1]所示,实施例1的线圈护套10与圆线线圈11和扁线线圈12对应,为具有内层1和外层的2层的多层线圈。
作为内层1的材料,使用SUS304WPB制的金属圆线Wr。金属圆线Wr的直径为φ0.18mm。
作为外层的材料,使用SUS304WPB制的金属扁线Wf。金属扁线Wf的截面形状为四角被弄圆的矩形,宽度为0.45mm,厚度为0.18mm。
本实施例的线圈护套10使用第一实施方式的医疗用线圈的制造方法来制造。
在第一工序中,在直径为φ1.8的铜制的芯骨15上密卷绕8条金属圆线Wr而形成圆线线圈11。卷绕方向为S卷绕。圆线线圈11的两端部由压接端子13固定。
在第二工序中,在圆线线圈11的外周部密卷绕2条金属扁线Wr而形成扁线线圈12。卷绕方向为Z卷绕。扁线线圈12的两端部由压接端子14固定。
之后,为了使芯骨15软化,将多层线圈导入卧式热处理炉H-004-CSBCX(商品名;富士科学器械制),在350℃下加热处理60min。
在拔出芯骨15之后,将圆线线圈11以及扁线线圈12切断成长度2000mm。被切断的圆线线圈11及扁线线圈12的两端部被钎焊。由此,制造出实施例1的线圈护套10的供试样品S。
制造出供试样品T,该供试样品T除了长度为20mm、两端部由压接端子U(参照图11)固定以外,与供试样品S相同。
[实施例2]
实施例2是与第一实施方式的线圈护套10对应的实施例。
如[表1]所示,实施例2的线圈护套10除了形成外层的扁线线圈12的金属扁线Wt的宽度为0.36mm以外,与实施例1的线圈护套10相同。
在本实施例的线圈护套10中也制造了供试样品S、T。
[实施例3]
实施例3是与第二实施方式的线圈护套20对应的实施例。
如[表1]所示,实施例3的线圈护套20与圆线线圈11、21及扁线线圈12对应,为具有内层1、内层2及外层的3层的多层线圈。
内层1卷绕于φ1.4mm的芯骨而形成,卷绕方向为Z卷绕,除此以外,与实施例1的内层1相同。
内层2除了将与内层1同样的2条金属圆线Wr以S卷绕密卷绕于圆线线圈11的外周部以外,与内层1同样地形成。
外层除了在圆线线圈11的外周部以S卷绕密卷绕以外,与实施例1的外层同样地形成。
在本实施例的线圈护套20中也制造了供试样品S、T。
[比较例1]
比较例1除了将实施例1的外层配置于内层、将实施例1的内层配置于外层以外,与实施例1相同。
在本比较例的线圈护套中也制造了供试样品S、T。
[评价]
如下述[表2]所示,使用实施例1~3、比较例1的线圈护套的供试样品S、T,评价旋转传递性、耐压缩性。
[表2]

[旋转传递性]
图10是示出旋转传递性的试验装置的示意图。
如图10所示,试验装置70具有护套旋转部71、旋转角检测部72以及护套保持件73。
护套旋转部71把持供试样品S的第一端部e1,使供试样品S沿周向旋转一定角度。
旋转角检测部72检测供试样品S中的与第一端部e1相反的一侧的第二端部e2的旋转角。旋转角检测部72使用角度检测传感器。
在供试样品S旋转的期间,护套保持件73将供试样品S的弯曲形状保持为恒定。护套保持件73具备平板状的基台73A和形成于基台73A的引导部73B。引导部73B由U字槽形成,该U字槽使从护套旋转部71呈直线状延伸的供试样品S沿着直径D的圆环绕,旋转360度,进而弯曲90度。D的大小为200mm。
旋转传递性用将供试样品S在第一端部e1旋转45度时的第二端部e2的旋转角(在{表2}中记载为“前端旋转角”)表示。前端旋转角的单位为度(在{表2}中记载为deg)。
旋转传递性越接近45度越好。前端旋转角为0度以上且小于5度时,评价为不良(not good,[表2]中为“B”),5度以上且小于10度时,评价为良好(good,[表2]中为“A”),10度以上且45度以下时,评价为非常良好(very good,[表2]中为“A+”)。
[耐压缩性]
图11是示出耐压缩性的试验装置的例子的示意图。
如图11所示,实施例1~3和比较例1的线圈护套的耐压缩性使用两端部由压接端子U固定的全长20mm的供试样品T进行评价。各压接端子U设置在距供试样品T的端面5mm的范围内。
作为耐压缩性的测定值,使用供试样品T的轴向上的压缩时的弹簧常数。
试验装置60具有台座61、引导销62、按压头64以及测力传感器65。试验装置60还具备未图示的控制部和测定值的运算装置。
台座61是具有高刚性的盘状部件。在台座61的厚度方向上,从上侧朝向下侧形成有贯通孔61a和孔部61b。贯通孔61a的内径比供试样品T的内径小。孔部61b的内径比贯通孔61a大。
引导销62具有杆62a和加压板62b。
杆62a具有能够贯插于贯通孔61a以及供试样品T的内侧的外径。杆62a从下方贯插于贯通孔61a,向台座61的上方突出。
加压板62b具有能够贯插于孔部61b且不能贯插于贯通孔61a的外形,固定于杆62a的下端部。
杆62a的上端部被向下方按压,从而能够在台座61上从比供试样品T的全长更长地突出的状态移动到比供试样品T的全长更短地突出的状态。
按压头64经由测力传感器65与省略图示的升降装置连接。按压头64以能够升降的方式配置于杆62a的上方。
按压头64将从上方贯插于杆62a的供试样品T的上端朝向台座61按压。在按压头64设置有供杆62a的前端部插入的孔。因此,在按压供试样品T时,按压载荷不会传递至杆62a。
测力传感器65测定作用于按压头64的载荷。
供试样品T的弹簧常数通过试验装置60如下那样测定。
在从台座61突出的杆62a中插入供试样品T,将供试样品T载置于台座61上。
然后,如双点划线所示,使按压头64下降,将配置在台座61上的供试样品T沿轴向压缩。取得在按压头64的各下降位置从测力传感器65输出的载荷的大小。试验装置60根据下降位置与载荷的大小之间的关系计算出供试样品T的压缩时的弹簧常数。
弹簧常数的单位为kN/mm。
[评价结果]
如{表2}所示,旋转传递性的试验中的实施例1~3、比较例1的前端旋转角的测定值分别为8.94度、13.94度、30.58度、0.00度。旋转传递性在实施例1中判定为良好(A),在实施例2、3中判定为非常良好(A+),在比较例1中判定为不良(B)。但是,实施例3的弹簧常数为实施例2的约2.2倍,因此实施例3与实施例2相比旋转传递性格外优异。
与实施例1相比实施例2的旋转传递性优异的原因被认为是,实施例1的扁线线圈12的宽度w为圆线线圈11的直径d的2.5倍,与此相对,在实施例2中,w为d的2倍。
在旋转传递性试验中,供试样品S描绘旋转360度的环,因此当使基端侧旋转时,在环部中,相对于供试样品S的弯曲量以及弯曲方向随着旋转量增加而变化。因此,供试样品S的阻力越小,越能够弯曲,则旋转传递性越良好。
认为若扁线线圈12的宽度w为圆线线圈11的直径d的2倍以下,则扁线线圈12的弯曲变得容易,因此旋转传递性变得良好。
与实施例1、2相比实施例3的旋转传递性优异的原因被认为是,除了w/d为2倍以外,内层成为圆线线圈11、21的2层构造。卷绕方向不同的圆线线圈11、21相互点接触,因此能够在弯曲时顺畅地相对滑动。由此,降低弯曲时的阻力。
在比较例1的情况下,由于前端旋转角为0.00度,因此仅在近端旋转45度无法使前端旋转。认为其原因在于,在弯曲时,圆线线圈11在弯曲外侧进入扁线线圈12的间隙,向反方向弯曲时的阻力变得过大。
如{表2}所示,耐压缩性的试验中的实施例1~3、比较例1的弹簧常数的测定值分别为1.69kN/mm、1.69kN/mm、2.28kN/mm、0.85kN/mm。耐压缩性在实施例1~3中判定为良好(A),在比较例1中判定为不良(B)。
认为实施例1、2的弹簧常数相同的原因在于,截面积彼此相等,材料彼此相同,密卷绕性也同等。
与此相对,比较例1在截面积和材料方面与实施例1、2相同,因此认为弹簧常数低的原因是密卷绕性差。即,当圆线线圈11进入扁线线圈12上的间隙时,卷绕方向变得不一致,在彼此相邻的绕线间产生间隙。按压头64的下降量中也包含消除绕线间的间隙的下降量,因此弹簧常数降低。
认为实施例3的弹簧常数比实施例1、2大的原因在于,实施例3的供试样品T的截面积大。
以上,对本发明的优选的各实施方式、各实施例进行了说明,但本发明并不限定于这样的各实施方式、各实施例。在不脱离本发明的主旨的范围内,能够进行结构的附加、省略、置换以及其他变更。
另外,本发明并不限定于上述的说明,仅由所附的权利要求书限定。
产业上的可利用性
根据上述的各实施方式,能够提供即使外径小旋转传递性也优异的医疗用线圈及其制造方法、和通过具备上述的医疗用线圈而能够提高操作性的医疗设备。
符号说明
5 操作轴
10、20 线圈护套(医疗用线圈)
11、21 圆线线圈
12 扁线线圈
13、14、U 压接端子
15 芯骨
50 夹持钳子(医疗器械)
60、70 试验装置
Li、Li1、Li2 内层
Lo 外层
S、T 供试样品
S1、S2、S3、S4 间隙
Wf 金属扁线(金属线材)
Wr 金属扁线(金属线材)
权利要求书(按照条约第19条的修改)
1.(修改后)一种医疗用线圈,其具有将金属线材卷绕成螺旋状而成的多个绕线层,所述多个绕线层形成多层线圈,其中,
所述医疗用线圈具有:
所述多层线圈中的由金属圆线构成的内层;以及
所述多层线圈中的由金属扁线构成的外层,
所述内层与所述外层彼此相接。
2.根据权利要求1所述的医疗用线圈,其中,
所述金属扁线的宽度为所述金属圆线的直径的1倍以上且2倍以下。
3.根据权利要求1所述的医疗用线圈,其中,
所述多层线圈包括:
2个内层,它们分别由所述内层构成,在所述医疗用线圈的径向上配置于不同的位置;以及
所述外层,其配置在比所述2个内层靠外侧的位置。根据权利要求1所述的内窥镜用球囊处置器具,其中,关于所述筋状的壁厚部的宽度,所述末端部比所述锥部大。
4.根据权利要求1所述的医疗用线圈,其中,
所述金属圆线和所述金属扁线被密卷绕。
5.(修改后)一种医疗用线圈的制造方法,其包含以下工序:
第一工序,在芯骨的周围卷绕金属圆线而形成至少1层圆线线圈;以及
第二工序,在所述圆线线圈的最外周部卷绕金属扁线而形成与所述圆线线圈的最外周部接触的扁线线圈。
6.根据权利要求5所述的医疗用线圈的制造方法,其中,
所述金属扁线的宽度为所述金属圆线的外径的1倍以上且小于2倍。
7.根据权利要求5所述的医疗用线圈的制造方法,其中,
在所述第一工序中,形成2层所述圆线线圈。
8.根据权利要求5所述的医疗用线圈的制造方法,其中,
在所述第一工序和所述第二工序中,所述金属圆线和所述金属扁线被密卷绕。
9.一种医疗设备,其具备权利要求1所述的医疗用线圈。
说明或声明(按照条约第19条的修改)
在权利要求1中,将“所述多层线圈中的由金属扁线构成的外层”改为“所述多层线圈中的由金属扁线构成的外层,所述内层与所述外层彼此相接”。
权利要求1的修改基于PCT国际公开文本的0034、0043段,未超出原始申请文件的范围。
通过该修改,在权利要求1中明确了“所述内层与所述外层彼此相接”。
在权利要求5中,将“在所述圆线线圈的最外周部卷绕金属扁线而形成扁线线圈”改为“在所述圆线线圈的最外周部卷绕金属扁线而形成与所述圆线线圈的最外周部接触的扁线线圈”。
权利要求5的修改基于PCT国际公开文本的0043段,未超出原始申请文件的范围。
通过该修改,在权利要求5中明确了“形成与所述圆线线圈的最外周部接触的扁线线圈”。
Claims (9)
1.一种医疗用线圈,其具有将金属线材卷绕成螺旋状而成的多个绕线层,所述多个绕线层形成多层线圈,其中,
所述医疗用线圈具有:
所述多层线圈中的由金属圆线构成的内层;以及
所述多层线圈中的由金属扁线构成的外层。
2.根据权利要求1所述的医疗用线圈,其中,
所述金属扁线的宽度为所述金属圆线的直径的1倍以上且2倍以下。
3.根据权利要求1所述的医疗用线圈,其中,
所述多层线圈包括:
2个内层,它们分别由所述内层构成,在所述医疗用线圈的径向上配置于不同的位置;以及
所述外层,其配置在比所述2个内层靠外侧的位置。
4.根据权利要求1所述的医疗用线圈,其中,
所述金属圆线和所述金属扁线被密卷绕。
5.一种医疗用线圈的制造方法,其包含以下工序:
第一工序,在芯骨的周围卷绕金属圆线而形成至少1层圆线线圈;以及
第二工序,在所述圆线线圈的最外周部卷绕金属扁线而形成扁线线圈。
6.根据权利要求5所述的医疗用线圈的制造方法,其中,
所述金属扁线的宽度为所述金属圆线的外径的1倍以上且小于2倍。
7.根据权利要求5所述的医疗用线圈的制造方法,其中,
在所述第一工序中,形成2层所述圆线线圈。
8.根据权利要求5所述的医疗用线圈的制造方法,其中,
在所述第一工序和所述第二工序中,所述金属圆线和所述金属扁线被密卷绕。
9.一种医疗设备,其具备权利要求1所述的医疗用线圈。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2020/020000 WO2021234874A1 (ja) | 2020-05-20 | 2020-05-20 | 医療用コイル、その製造方法、および医療機器 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN114667106A true CN114667106A (zh) | 2022-06-24 |
Family
ID=78708287
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202080078266.1A Pending CN114667106A (zh) | 2020-05-20 | 2020-05-20 | 医疗用线圈、其制造方法以及医疗设备 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20230030901A1 (zh) |
| JP (1) | JPWO2021234874A1 (zh) |
| CN (1) | CN114667106A (zh) |
| WO (1) | WO2021234874A1 (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116525286A (zh) * | 2023-07-04 | 2023-08-01 | 通友微电(四川)有限公司 | 一种紧凑型绕线电感及其制备方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USD1022196S1 (en) * | 2020-07-07 | 2024-04-09 | Olympus Corporation | Operating unit of treatment tool for endoscope |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007260248A (ja) * | 2006-03-29 | 2007-10-11 | Fujinon Corp | 内視鏡用処置具 |
| EP2446802B1 (en) * | 2010-01-29 | 2013-02-13 | Olympus Medical Systems Corp. | Insertion instrument, endoscope |
| JP2016016299A (ja) * | 2014-07-11 | 2016-02-01 | 朝日インテック株式会社 | コイル体、およびコイル体を備える医療器具 |
-
2020
- 2020-05-20 CN CN202080078266.1A patent/CN114667106A/zh active Pending
- 2020-05-20 JP JP2022524773A patent/JPWO2021234874A1/ja active Pending
- 2020-05-20 WO PCT/JP2020/020000 patent/WO2021234874A1/ja active Application Filing
-
2022
- 2022-09-30 US US17/957,126 patent/US20230030901A1/en active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116525286A (zh) * | 2023-07-04 | 2023-08-01 | 通友微电(四川)有限公司 | 一种紧凑型绕线电感及其制备方法 |
| CN116525286B (zh) * | 2023-07-04 | 2023-09-19 | 通友微电(四川)有限公司 | 一种紧凑型绕线电感及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2021234874A1 (zh) | 2021-11-25 |
| US20230030901A1 (en) | 2023-02-02 |
| WO2021234874A1 (ja) | 2021-11-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20230030901A1 (en) | Medical coil, method for manufacturing the same, and medical device | |
| JP4889062B2 (ja) | ガイドワイヤ | |
| WO2017090473A1 (ja) | 接続構造および接続方法 | |
| US8708932B2 (en) | Guide wire | |
| US6743185B2 (en) | Handle assembly for surgical instrument and method of making the assembly | |
| US20050154371A1 (en) | Medical guide wire | |
| EP2612608B1 (en) | Medical coil, method of manufacturing same, and medical apparatus | |
| US20180207407A1 (en) | Guide wire and manufacturing method of guide wire | |
| WO1999065404A1 (en) | Snap handle assembly for an endoscopic instrument | |
| EP2074927B1 (en) | Endoscope | |
| CN102281826A (zh) | 内窥镜用处理器具 | |
| EP1872730B1 (en) | Endoscopic treatment instrument | |
| US10603471B2 (en) | Medical guide wire | |
| US20210299402A1 (en) | Catheter tube and method for manufacturing the same | |
| US20050131312A1 (en) | Clevis assemblies for medical instruments and methods of manufacture of same | |
| US20160242794A1 (en) | Medical guide wire | |
| EP2327367A1 (en) | Instrument for endoscopic treatment | |
| CN113523049B (zh) | 弯管制造装置以及弯管制造方法 | |
| JP2015070895A (ja) | シャフト及びそのシャフトを用いたガイドワイヤ | |
| WO2023073985A1 (ja) | ガイドワイヤ | |
| CN114505383B (zh) | 弯管制造装置以及弯管制造方法 | |
| JP7524692B2 (ja) | 複合ケーブル | |
| JP4608518B2 (ja) | 管状部材及び内視鏡用処置具 | |
| EP1985329A1 (en) | Tubular member and endoscopic instrument | |
| CN219166353U (zh) | 一种四方向内窥镜弯曲蛇骨 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |