CN114275533B - 金属罐输送系统 - Google Patents
金属罐输送系统 Download PDFInfo
- Publication number
- CN114275533B CN114275533B CN202111681006.6A CN202111681006A CN114275533B CN 114275533 B CN114275533 B CN 114275533B CN 202111681006 A CN202111681006 A CN 202111681006A CN 114275533 B CN114275533 B CN 114275533B
- Authority
- CN
- China
- Prior art keywords
- template
- metal
- plate
- cylinder
- station
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images












Abstract
本发明公开了金属罐输送系统,包括按生产方向依次设置的动力滚筒输送带、吸附模块、模板工位输送带、取罐翻转机械手,所述动力滚筒输送带用于将装有空的包装罐的纸箱输送至设定位置,并将吸塑托模板和清空后的纸箱进行回流输送,所述吸附模块用于将吸塑托模板吸附至动力滚筒输送机上和将包装罐吸附至所述模板工位输送带上,所述模板工位输送带用于输送包装罐及对包装罐进行除尘,所述取罐翻转机械手用于抓取所述模板工位输送带上的包装罐,并将包装罐旋转180°后放置于下个工序的传送带上。本发明实现了全自动对金属罐进行清洁和翻转,提高工作效率,避免二次污染金属罐。
Description
技术领域
本发明涉及包装设备技术领域,具体为金属罐输送系统。
背景技术
金属罐通常用于对食品等进行包装。将食品灌装入金属罐前,需先对金属罐进行清洁,在灌装生产线上,输送金属罐时,将金属罐倒扣在传送带上,因为罐口向下,不便于清除金属罐内的灰尘,传统的操作方式是通过人工将金属罐从传送带上拿起,利用风枪逐个对金属罐内部进行吹风,以将金属罐内的灰尘吹走,吹完再将金属罐倒扣回传送带上,且当倒扣的金属罐别输送至下个工位时,大多数需通过人工对倒扣的金属罐进行翻转,工作效率低。
发明内容
本发明的目的是克服上述现有技术的缺点,提供一种实现全自动对金属罐进行清洁和翻转,提高工作效率,避免二次污染金属罐的金属罐输送系统。
本发明是通过以下技术方案来实现的:金属罐输送系统,包括按生产方向依次设置的动力滚筒输送带、吸附模块、模板工位输送带、取罐翻转机械手,所述动力滚筒输送带用于将装有空的包装罐的纸箱输送至设定位置,并将吸塑托模板和清空后的纸箱进行回流输送,所述吸附模块用于将吸塑托模板吸附至动力滚筒输送带上和将包装罐吸附至所述模板工位输送带上,所述模板工位输送带用于输送包装罐及对包装罐进行除尘,所述取罐翻转机械手用于抓取所述模板工位输送带上的包装罐,并将包装罐旋转180°后放置于下个工序的传送带上。
进一步地:所述吸附模块包括三轴电缸、安装板、拉距机构、多个定位块、吸盘,所述三轴电缸和所述安装板的顶部连接,所述拉距机构设置在所述安装板的底部,每个所述定位块分别通过连接柱和所述拉距机构连接,每个所述定位块上分别设置有多个所述吸盘,且每个所述定位块上的多个所述吸盘呈直线排布,所述拉距机构用于拉伸多个所述定位块之间的距离。
进一步地:所述定位块共设置有四个,四个所述定位块分别相互平行且共面分布,每个所述定位块上共设置有七个所述吸盘。
进一步地:所述拉距机构包括拉距气缸、驱动板、平移滑轨、拉距组件、四块连接板,所述拉距气缸设置在所述安装板的底部,所述安装板的底部设置有两条相互平行的所述平移滑轨,所述驱动板的两端分别通过平移滑块设置在两条所述平移滑轨上,所述拉距气缸的驱动端和所述驱动板连接,四块所述连接板分别相互平行且共面分布,四块所述连接板分别通过所述连接柱和四块所述定位块一一对应连接,每块所述连接板的一端和所述驱动板连接,所述拉距组件设置在所述安装板的底部并共有四组,且两两分别向所述安装板的外侧边缘倾斜,四块所述连接板分别和四组所述拉距组件一一对应连接。
进一步地:两侧的两组所述拉距组件的倾斜角度大于中间的两组所述拉距组件的倾斜角度,每组所述拉距组件分别包括两条拉距滑轨,每条所述拉距滑轨上分别设置有拉距滑块,所述拉距滑块和所述连接板连接。
进一步地:所述模板工位输送带包括输送机、工位模板、模腔、静电除尘机构,所述输送机的传输带上设置有多个所述工位模板,每个所述工位模板上沿其长度方向分别设置有多个间隔直线排布的安装孔,每个所述安装孔上均设置有与其连通的所述模腔,所述模腔用于对包装罐进行定位,所述静电除尘机构设置在所述输送机的机架上,且所述静电除尘机构位于所述工位模板的下方,所述静电除尘机构用于对经过其上的包装罐进行静电除尘。
进一步地:所述静电除尘机构包括除尘板、充电针、吸尘分管、吸尘总管,所述除尘板设置在所述输送机的机架的中部,所述充电针共设置有四根,四根所述充电针沿所述除尘板的长度方向间隔分布,每跟所述充电针旁设置有所述吸尘分管,所述充电针和所述吸尘分管与所述安装孔相对应,所述吸尘分管和所述吸尘总管连接。
进一步地:每个所述工位模板上共设置有四个所述安装孔,所述模腔呈圆筒状结构。
进一步地:所述取罐翻转机械手包括底座、机械手、翻转机构,所述底座的底部设置有固定板,所述固定板设置有固定螺杆,所述机械手设置在所述底座上,所述翻转机构和所述机械手的旋转轴连接。
进一步地:所述翻转机构包括连接架、摆动气缸、摆动杆、气缸夹爪,所述连接架和所述机械手的旋转轴连接,所述摆动杆可旋转地设置在所述连接架上,所述摆动气缸的驱动端和所述摆动杆连接,所述摆动杆上设置有四个间隔直线分布的所述气缸夹爪。
本发明的有益效果:
1.与现有技术相比,通过按生产方向依次设置动力滚筒输送带、吸附模块、模板工位输送带、取罐翻转机械手,通过动力滚筒输送带将装有空的包装罐的纸箱输送至吸附模块位置,通过吸附模块将包装罐吸附出纸箱,并将包装罐倒扣在模板工位输送带上,模板工位输送带将金属罐输送至取罐翻转机械手位置,在模板工位输送带输送金属罐的过程中,通过模板工位输送带上的静电除尘机构对金属罐内部进行静电除尘,通过取罐翻转机械手将倒扣在模板工位输送带上的金属罐取出,然后对金属罐进行翻转180°,使金属罐的罐口朝上,再将金属罐放入下个工序的传送带上,实现了对金属罐进行全自动的除尘和翻转,提高工作效率,且由于金属罐除尘后通过取罐翻转机械手对金属罐进行翻转,避免人工接触金属罐,可防止人工操作对金属罐造成二次污染。
2.通过设置四个相互平行且共面分布的定位块,每个定位块上分别设置七个沿定位块长度方向分布的吸盘,每个定位块通连接柱和拉距机构连接,利用拉距机构拉伸四个定位块之间的间距,从而使被吸附在吸盘上的包装罐间的间距与模板工位输送带的工位模板的间距相适应,实现将被吸附在吸盘上的包装罐准确地放置在工位模板的模腔中。
附图说明
图1为本发明的结构示意图;
图2为本发明的吸附模块的结构示意图一;
图3为本发明的吸附模块的结构示意图二;
图4为本发明的吸附模块的结构示意图三;
图5为本发明的吸附模块的结构示意图四;
图6为本发明的吸附模块的结构示意图五;
图7为图6 A-A处的剖视图;
图8为本发明的模板工位输送带的结构示意图;
图9为本发明的模板工位输送带的俯视图;
图10为本发明的模板工位输送带的侧视图;
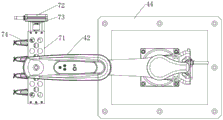
图11为本发明的取罐工位输送带的结构示意图;
图12为本发明的取罐工位输送带的俯视图;
图13为本发明的取罐工位输送带的侧视图。
附图标记说明:1-动力滚筒输送带,2-吸附模块,21-三轴电缸,211-X向电缸,212-Y向电缸,213-Z向电缸,22-安装板,23-拉距机构,24-定位块,25-吸盘,26-连接柱,3-模板工位输送带,31-输送机,32-工位模板,33-模腔,34-静电除尘机构,4-取罐翻转机械手,41-底座,42-机械手,43-翻转机构,44-固定板,45-固定螺杆,46-旋转轴,51-拉距气缸,52-驱动板,53-平移滑轨,54-拉距组件,55-连接板,56-平移滑块,57-拉距滑轨,58-拉距滑块,61-除尘板,62-充电针,63-吸尘分管,64-吸尘总管,71-连接架,72-摆动气缸,73-摆动杆,74-气缸夹爪,8-包装罐,9-吸塑托。
实施方式
图1至图13为本发明提供的金属罐输送系统实施例结构图,包括按生产方向依次设置的动力滚筒输送带1、吸附模块2、模板工位输送带3、取罐翻转机械手4,动力滚筒输送带1用于将装有空的包装罐8的纸箱输送至设定位置,并将吸塑托9模板和清空后的纸箱进行回流输送,吸附模块2用于将吸塑托9模板吸附至动力滚筒输送带1上和将包装罐8吸附至模板工位输送带3上,模板工位输送带3用于输送包装罐8及对包装罐8进行除尘,取罐翻转机械手4用于抓取所述模板工位输送带3上的包装罐8,并将包装罐8旋转180°后放置于下个工序的传送带上。
动力滚筒输送带1为现有的产品,本文不再对其具体进行赘述。
工作时,将装有空的包装罐8的纸箱放置在动力滚筒输送带1上,经动力滚筒输送带1将装有空的包装罐8的纸箱输送至吸附模块2处,吸附模块2将纸箱内的吸塑托9吸附取出至动力滚筒输送带1的输出辊道上,然后将空的包装罐8吸附取出纸箱,并使包装罐8的罐口向下放置至模板工位输送带3上,吸附模块2吸附一个吸塑托9,然后再吸附一个包装罐8,如此交替循环进行,包装罐8经模板工位输送带3输送至取罐翻转机械手4处,取罐翻转机械手4将包装罐8旋转180°,使包装罐8的罐口向上,再将包装罐8放入下一工序的传动带上。
吸附模块2包括三轴电缸21、安装板22、拉距机构23、多个定位块24、吸盘25,三轴电缸21和安装板22的顶部连接,拉距机构23设置在安装板22的底部,每个定位块24分别通过连接柱26和拉距机构23连接,每个定位块24上分别设置有多个吸盘25,且每个定位块24上的多个吸盘25呈直线排布,拉距机构23用于拉伸多个定位块24之间的距离。
三轴电缸21包括X向电缸211、Y向电缸212、Z向电缸213,X向电缸211设置有两个,两个X向电缸211平行分布,Y向电缸212和两个X向电缸211连接,Z向电缸213和Y向电缸212连接,安装板22和Z向电缸213连接。通过X向电缸211、Y向电缸212、Z向电缸213控制设置在安装板22上的拉距机构23、定位块24和吸盘25在X、Y、Z三个方向运动。
定位块24共设置有四个,四个定位块24分别相互平行且共面分布,每个定位块24上共设置有七个吸盘25。
在本实施例中,通过设置四个定位块24,每个定位块24设置七个吸盘25,可一次性吸附二十八个包装罐8,提高工作效率。
拉距机构23包括拉距气缸51、驱动板52、平移滑轨53、拉距组件54、四块连接板55,拉距气缸51设置在所述安装板22的底部,安装板22的底部设置有两条相互平行的平移滑轨53,驱动板52的两端分别通过平移滑块56设置在两条平移滑轨53上,拉距气缸51的驱动端和驱动板52连接,四块连接板55分别相互平行且共面分布,四块连接板55分别通过连接柱26和四块定位块24一一对应连接,每块连接板55的一端和驱动板52连接,拉距组件54设置在安装板22的底部并共有四组,且两两分别向安装板22的外侧边缘倾斜,四块连接板55分别和四组拉距组件54一一对应连接。
两侧的两组拉距组件54的倾斜角度大于中间的两组拉距组件54的倾斜角度,每组拉距组件54分别包括两条拉距滑轨57,每条拉距滑轨57上分别设置有拉距滑块58,拉距滑块58和连接板55连接。
吸附模块2进行吸附时,通过X向电缸211、Y向电缸212控制吸盘25移动到纸箱上方,然后通过Z向电缸213控制吸盘25移动至纸箱,吸盘25与真空发生器(图未示)连接,通过真空发生器使吸盘25产生真空,通过吸盘25将纸箱内的吸塑托9吸附放到动力滚筒输送带1的输出辊道上,然后控制吸盘25回到纸箱内的包装罐8上面,真空发生器再次使吸盘25产生真空,通过吸盘25将一层包装罐8从纸箱内吸取出来,然后拉距气缸51驱动驱动板52沿平移滑轨53移动,驱动板52移动带动连接板55通过拉距滑块58沿拉距滑轨57移动,连接板55通过连接柱26带动定位块24往靠近安装板22的外侧边缘移动,从而使四个定位块24之间相互远离,实现对定位块24上的包装罐8进行拉距,然后再将包装罐8放置在模板工位输送带3上。
模板工位输送带3包括输送机31、工位模板32、模腔33、静电除尘机构34,所述输送机31的传输带上设置有多个工位模板32,每个工位模板32上沿其长度方向分别设置有多个间隔直线排布的安装孔,每个安装孔上均设置有与其连通的所述模腔33,模腔33用于对包装罐8进行定位,静电除尘机构34设置在输送机31的机架上,且静电除尘机构34位于工位模板32的下方,静电除尘机构34用于对经过其上的包装罐8进行静电除尘。
静电除尘机构34包括除尘板61、充电针62、吸尘分管63、吸尘总管64,除尘板61设置在输送机31的机架的中部,充电针62共设置有四根,四根充电针62沿除尘板61的长度方向间隔分布,每跟充电针62旁设置有吸尘分管63,充电针62和吸尘分管63与安装孔相对应,吸尘分管63和吸尘总管64连接。
每个工位模板32上共设置有四个安装孔,模腔33呈圆筒状结构。
输送包装罐8的过程中,包装罐8的罐口朝下放置在模腔33中,将包装罐8的罐口朝下,使包装罐8的内部与模腔33和安装孔连通,输送机31的传送带带动工位模板32运动,当工位模板32上的包装罐8经静电除尘机构34时,静电除尘机构34的充电针62产生高压把空气电离成离子,对包装罐8的内部进行静电除尘,在消除了包装罐8的静电后,采用真空负压方式进吸尘分管63和吸尘总管64吸走包装罐8内的悬浮物或灰尘,以完成包装罐8内的非粘性杂物的清除,清除完毕后,包装罐8被输送机31输送至取罐翻转机械手424的位置。
取罐翻转机械手4包括底座41、机械手42、翻转机构43,底座41的底部设置有固定板44,所述固定板44设置有固定螺杆45,机械手42设置在底座41上,翻转机构43和机械手42的旋转轴46连接。
翻转机构43包括连接架71、摆动气缸72、摆动杆73、气缸夹爪74,连接架71和机械手42的旋转轴46连接,摆动杆73可旋转地设置在连接架71上,摆动气缸72的驱动端和摆动杆73连接,摆动杆73上设置有四个间隔直线分布的气缸夹爪74。
气缸夹爪74的夹爪采用软胶材料包裹,可避免取罐时刮伤罐体。
取罐时,机械手42驱动气缸夹爪74移动至工位模板32,并从工位模板32的模腔33中取出罐子,然后摆动气缸72驱动摆动杆73旋转,摆动杆73带动气缸夹爪74转动,从而使被夹在气缸夹爪74上的包装罐8旋转180°,使包装罐8的罐口朝上,再将包装罐8放入下一工序的传送带工位中。
上列详细说明是针对本发明可行实施例的具体说明,该实施例并非用以限制本发明的专利范围,凡未脱离本发明所为的等效实施或变更,均应包含于本案的专利范围中。
Claims (9)
1.金属罐输送系统,其特征在于:包括按生产方向依次设置的动力滚筒输送带、吸附模块、模板工位输送带、取罐翻转机械手,所述动力滚筒输送带用于将装有空的包装罐的纸箱输送至设定位置,并将吸塑托模板和清空后的纸箱进行回流输送,所述吸附模块用于将吸塑托模板吸附至动力滚筒输送带上和将包装罐吸附至所述模板工位输送带上,所述模板工位输送带用于输送包装罐及对包装罐进行除尘,所述取罐翻转机械手用于抓取所述模板工位输送带上的包装罐,并将包装罐旋转180°后放置于下个工序的传送带上,所述模板工位输送带包括输送机、工位模板、模腔、静电除尘机构,所述输送机的传输带上设置有多个所述工位模板,每个所述工位模板上沿其长度方向分别设置有多个间隔直线排布的安装孔,每个所述安装孔上均设置有与其连通的所述模腔,所述模腔用于对包装罐进行定位,所述静电除尘机构设置在所述输送机的机架上,且所述静电除尘机构位于所述工位模板的下方,所述静电除尘机构用于对经过其上的包装罐进行静电除尘。
2.根据权利要求1所述金属罐输送系统,其特征在于:所述吸附模块包括三轴电缸、安装板、拉距机构、多个定位块、吸盘,所述三轴电缸和所述安装板的顶部连接,所述拉距机构设置在所述安装板的底部,每个所述定位块分别通过连接柱和所述拉距机构连接,每个所述定位块上分别设置有多个所述吸盘,且每个所述定位块上的多个所述吸盘呈直线排布,所述拉距机构用于拉伸多个所述定位块之间的距离。
3.根据权利要求2所述金属罐输送系统,其特征在于:所述定位块共设置有四个,四个所述定位块分别相互平行且共面分布,每个所述定位块上共设置有七个所述吸盘。
4.根据权利要求3所述金属罐输送系统,其特征在于:所述拉距机构包括拉距气缸、驱动板、平移滑轨、拉距组件、四块连接板,所述拉距气缸设置在所述安装板的底部,所述安装板的底部设置有两条相互平行的所述平移滑轨,所述驱动板的两端分别通过平移滑块设置在两条所述平移滑轨上,所述拉距气缸的驱动端和所述驱动板连接,四块所述连接板分别相互平行且共面分布,四块所述连接板分别通过所述连接柱和四块所述定位块一一对应连接,每块所述连接板的一端和所述驱动板连接,所述拉距组件设置在所述安装板的底部并共有四组,且两两分别向所述安装板的外侧边缘倾斜,四块所述连接板分别和四组所述拉距组件一一对应连接。
5.根据权利要求4所述金属罐输送系统,其特征在于:两侧的两组所述拉距组件的倾斜角度大于中间的两组所述拉距组件的倾斜角度,每组所述拉距组件分别包括两条拉距滑轨,每条所述拉距滑轨上分别设置有拉距滑块,所述拉距滑块和所述连接板连接。
6.根据权利要求5所述金属罐输送系统,其特征在于:所述静电除尘机构包括除尘板、充电针、吸尘分管、吸尘总管,所述除尘板设置在所述输送机的机架的中部,所述充电针共设置有四根,四根所述充电针沿所述除尘板的长度方向间隔分布,每跟所述充电针旁设置有所述吸尘分管,所述充电针和所述吸尘分管与所述安装孔相对应,所述吸尘分管和所述吸尘总管连接。
7.根据权利要求6所述金属罐输送系统,其特征在于:每个所述工位模板上共设置有四个所述安装孔,所述模腔呈圆筒状结构。
8.根据权利要求7所述金属罐输送系统,其特征在于:所述取罐翻转机械手包括底座、机械手、翻转机构,所述底座的底部设置有固定板,所述固定板设置有固定螺杆,所述机械手设置在所述底座上,所述翻转机构和所述机械手的旋转轴连接。
9.根据权利要求8所述金属罐输送系统,其特征在于:所述翻转机构包括连接架、摆动气缸、摆动杆、气缸夹爪,所述连接架和所述机械手的旋转轴连接,所述摆动杆可旋转地设置在所述连接架上,所述摆动气缸的驱动端和所述摆动杆连接,所述摆动杆上设置有四个间隔直线分布的所述气缸夹爪。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111681006.6A CN114275533B (zh) | 2021-12-30 | 2021-12-30 | 金属罐输送系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111681006.6A CN114275533B (zh) | 2021-12-30 | 2021-12-30 | 金属罐输送系统 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN114275533A CN114275533A (zh) | 2022-04-05 |
| CN114275533B true CN114275533B (zh) | 2023-05-19 |
Family
ID=80879937
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111681006.6A Active CN114275533B (zh) | 2021-12-30 | 2021-12-30 | 金属罐输送系统 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114275533B (zh) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH289054A (fr) * | 1950-03-03 | 1953-02-28 | Zirn Jacob | Machine pour vider les bidons de lait. |
| CN104816844A (zh) * | 2015-04-24 | 2015-08-05 | 浙江杭可科技有限公司 | 电池装载机 |
| CN206716705U (zh) * | 2017-04-12 | 2017-12-08 | 国网江苏省电力公司电力科学研究院 | 一种废旧电能表自动化拆解回收系统 |
| CN108451483A (zh) * | 2018-06-21 | 2018-08-28 | 黄贵庭 | 一种静电吸附和负压气场清除相结合的被子灰尘清理装置 |
| CN208254116U (zh) * | 2018-05-25 | 2018-12-18 | 河北化工医药职业技术学院 | 一种实验室用玻璃容器烘干装置 |
| CN208278440U (zh) * | 2018-06-15 | 2018-12-25 | 佛山市欣涛金属制品有限公司 | 食品包装罐清洗输送组件 |
| CN111175305A (zh) * | 2020-01-17 | 2020-05-19 | 广州祥亿玻璃制品有限公司 | 瓶体检测及清洁一体机及其控制方法 |
| CN211197831U (zh) * | 2019-11-28 | 2020-08-07 | 深圳市伟鸿科科技有限公司 | 上料机 |
| CN212944532U (zh) * | 2021-03-09 | 2021-04-13 | 常州久煜自动化设备有限公司 | 一种翻转吹扫固体瓶装除尘清理机 |
-
2021
- 2021-12-30 CN CN202111681006.6A patent/CN114275533B/zh active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH289054A (fr) * | 1950-03-03 | 1953-02-28 | Zirn Jacob | Machine pour vider les bidons de lait. |
| CN104816844A (zh) * | 2015-04-24 | 2015-08-05 | 浙江杭可科技有限公司 | 电池装载机 |
| CN206716705U (zh) * | 2017-04-12 | 2017-12-08 | 国网江苏省电力公司电力科学研究院 | 一种废旧电能表自动化拆解回收系统 |
| CN208254116U (zh) * | 2018-05-25 | 2018-12-18 | 河北化工医药职业技术学院 | 一种实验室用玻璃容器烘干装置 |
| CN208278440U (zh) * | 2018-06-15 | 2018-12-25 | 佛山市欣涛金属制品有限公司 | 食品包装罐清洗输送组件 |
| CN108451483A (zh) * | 2018-06-21 | 2018-08-28 | 黄贵庭 | 一种静电吸附和负压气场清除相结合的被子灰尘清理装置 |
| CN211197831U (zh) * | 2019-11-28 | 2020-08-07 | 深圳市伟鸿科科技有限公司 | 上料机 |
| CN111175305A (zh) * | 2020-01-17 | 2020-05-19 | 广州祥亿玻璃制品有限公司 | 瓶体检测及清洁一体机及其控制方法 |
| CN212944532U (zh) * | 2021-03-09 | 2021-04-13 | 常州久煜自动化设备有限公司 | 一种翻转吹扫固体瓶装除尘清理机 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114275533A (zh) | 2022-04-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN208103189U (zh) | 音圈马达自动检测装置 | |
| CN205471576U (zh) | 上料装置 | |
| CN106144473A (zh) | 一种机械手定位抓取机构 | |
| CN109879045B (zh) | 机器人上下料机及其上料夹取机构 | |
| CN112249699B (zh) | 一种可兼容多种型号的医疗试剂盒自动组装生产线 | |
| CN110550262A (zh) | 一种纽扣电池检测贴标包装一体机 | |
| CN110304453A (zh) | 带夹隔纸功能的放板机 | |
| CN115158735B (zh) | 一种机器人装箱机及装箱方法 | |
| CN114275533B (zh) | 金属罐输送系统 | |
| CN210417129U (zh) | 涂油包装设备 | |
| CN114148571B (zh) | 一种胶瓶装箱装置 | |
| CN215704515U (zh) | 一种多工位传送设备 | |
| CN209554301U (zh) | 自动拔盖机 | |
| CN210557844U (zh) | 机器人上下料机及其上料夹取机构 | |
| CN209795941U (zh) | 手套夹取装置 | |
| CN109761043B (zh) | 一种自动供料装置 | |
| CN206886215U (zh) | 一种插片机 | |
| CN218199068U (zh) | 一种塑料容器堆叠装置 | |
| CN219383987U (zh) | 一种机器人码垛装置 | |
| CN218988064U (zh) | 一种塑料试管加工的转运装置 | |
| CN215704198U (zh) | 滤毒盒全自动装碳焊接机 | |
| CN217572943U (zh) | 一种多方位吸取搬送的机械装置 | |
| CN220884907U (zh) | 一种包装盖抓取装置 | |
| CN110002033B (zh) | 手套夹取装置及夹取方法 | |
| CN217731012U (zh) | 一种压缩弹簧在线全自动包装机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| CB03 | Change of inventor or designer information |
Inventor after: Jiang Dewei Inventor after: Chen Jide Inventor after: Sun Jianhua Inventor after: Fan Quanshui Inventor after: Yang Xuan Inventor before: Jiang Dewei Inventor before: Sun Jianhua Inventor before: Fan Quanshui Inventor before: Chen Qiuhua Inventor before: Yang Xuan |
|
| CB03 | Change of inventor or designer information | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |