CN114156719A - 高速线的双地线整形方法 - Google Patents
高速线的双地线整形方法 Download PDFInfo
- Publication number
- CN114156719A CN114156719A CN202111404698.XA CN202111404698A CN114156719A CN 114156719 A CN114156719 A CN 114156719A CN 202111404698 A CN202111404698 A CN 202111404698A CN 114156719 A CN114156719 A CN 114156719A
- Authority
- CN
- China
- Prior art keywords
- wire
- exposed
- middle lead
- section
- wires
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/28—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for wire processing before connecting to contact members, not provided for in groups H01R43/02 - H01R43/26
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Laser Beam Processing (AREA)
Abstract
本发明公开一种高速线的双地线整形方法,首先,进行步骤1、裁切步骤:裁切掉中间导线的外露段的端部,中间导线的外露段剩下保留段,左、右侧的单侧线的外露段的端部伸出中间导线的保留段之外;然后,进行步骤2、整形步骤:利用两分线工件分别伸入左、右侧的单侧线的外露段的端部内侧,并使两分线工件分别往外张开增大两分线工件的间距,张开后的两分线工件朝向线材的另一端位移,直至剥皮位,此时,左、右侧的单侧线的外露段在剥皮位形成往外弯折结构,左、右侧的单侧线的外露段与中间导线的保留段保持间隙。后续激光镭射裁切可以将铝箔层(或其它材质)完全裁切断,同时,该种高速线的双地线整形方法适于自动化进行,便于推广应用。
Description
技术领域
本发明涉及线材整形工艺领域技术,尤其是指一种高速线的双地线整形方法。
背景技术
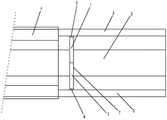
如图5所示,一种线材,包括有中间芯线1和位于中间芯线1左、右侧的侧面芯线2,三者并排邻设接触,中间芯线1的外部包覆有铝箔层3;在左、右侧面的侧面芯线2、铝箔层3的外部,一同由PE附膜4包覆。现有技术中,通常是先去除PE附膜4,使左、右侧的侧面芯线2及铝箔层3露出,然后利用激光镭射对铝箔层3进行裁切,由于左、右侧的侧面芯线2紧挨着铝箔层3,激光镭射不能完全切断铝箔层3,在铝箔层3的左、右侧分别形成有左侧保留部5、右侧保留部6未被切断(参照图5所示的激光镭射区7),因此,剥除铝箔层3时会有残留。然后,人工将左、右侧的侧面芯线2往外弯折,使之远离中间芯线1,并将铝箔残留清除。人工参与工序较多,操作效率低,人工易疲劳,作业品质一致性难保证,也不利于后续工序的稳定顺畅进行,影响了线材加工效率,局限了线材加工自动化程度的提升。
因此,本发明中,申请人精心研究了一种新的技术方案来解决上述问题。
发明内容
有鉴于此,本发明针对现有技术存在之缺失,其主要目的是提供一种高速线的双地线整形方法,其通过将左、右侧的单侧线整形为与中间导线保持间隙,后续激光镭射裁切可以将铝箔层(或其它材质)完全裁切断,后续剥除铝箔层后,铝箔切口整齐一致,不会有残留,同时,该种双地线整形方法适于自动化进行,便于推广应用。
为实现上述目的,本发明采用如下之技术方案:
一种高速线的双地线整形方法,准备线材,所述线材具有中间导线和分别位于中间导线左、右侧的单侧线,线材的一端已剥皮处理,使中间导线和左、右侧的单侧线均具有露出剥皮位的外露段;
首先,进行步骤1、裁切步骤:裁切掉中间导线的外露段的端部,中间导线的外露段剩下保留段,左、右侧的单侧线的外露段的端部伸出中间导线的保留段之外;
然后,进行步骤2、整形步骤:利用两分线工件分别伸入左、右侧的单侧线的外露段的端部内侧,并使两分线工件分别往外张开增大两分线工件的间距,张开后的两分线工件朝向线材的另一端位移,直至剥皮位,此时,左、右侧的单侧线的外露段在剥皮位形成往外弯折结构,左、右侧的单侧线的外露段与中间导线的保留段保持间隙。
作为一种优选方案,在步骤2之后,进行步骤3、激光镭射步骤:利用激光镭射对中间导线的保留段的铝箔层进行双面对射裁切,该铝箔层被完全裁切断形成完全裁切区。
作为一种优选方案,在步骤3之后,进步步骤4、剥除所裁切的铝箔层。
作为一种优选方案,在步骤1之前,对线材的一端进行外被裁切及剥皮处理,以符合所要准备线材的要求。
本发明与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知,其通过将左、右侧的单侧线整形为与中间导线保持间隙,后续激光镭射裁切可以将铝箔层(或其它材质)完全裁切断,后续剥除铝箔层后,铝箔切口整齐一致,不会有残留,同时,该种双地线整形方法适于自动化进行,提高了线材加工自动化程度,提升了线材加工效率,有利于确保线材加工品质一致性,便于推广应用。
为更清楚地阐述本发明的结构特征和功效,下面结合附图与具体实施例来对本发明进行详细说明。
附图说明
图1是本发明之线材整形状态变化示意图;
图2是符合所要准备线材的要求的线材结构示意图;
图3是裁切步骤后的线材形状示意图;
图4是整形步骤后的线材形状示意图;
图5是现有技术中线材激光镭射后的效果图。
附图标识说明:
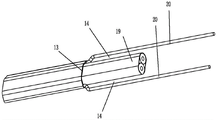
中间导线11、单侧线12、剥皮位13、间隙14、完全裁切区15、铝箔层16、芯线17、中间导线的外露段18、保留段19、单侧线的外露段20。
具体实施方式
请参照图1至图4所示,其显示出了本发明之实施例中对线材进行双地线整形的方法。
一种高速线的双地线整形方法,准备线材,所述线材具有中间导线11和分别位于中间导线11左、右侧的单侧线12,线材的一端已剥皮处理,使中间导线11和左、右侧的单侧线12均具有露出剥皮位13的外露段;
首先,进行步骤1、裁切步骤:裁切掉中间导线的外露段18的端部,中间导线的外露段18剩下保留段19,左、右侧的单侧线的外露段20的端部伸出中间导线的保留段19之外;
然后,进行步骤2、整形步骤:利用两分线工件分别伸入左、右侧的单侧线的外露段20的端部内侧,并使两分线工件分别往外张开增大两分线工件的间距,张开后的两分线工件朝向线材的另一端位移,直至剥皮位13,此时,左、右侧的单侧线的外露段20在剥皮位13形成往外弯折结构,左、右侧的单侧线的外露段20与中间导线的保留段19保持间隙14。
在步骤2之后,进行步骤3、激光镭射步骤:利用激光镭射对中间导线的保留段19的铝箔层208进行双面对射裁切,该铝箔层被完全裁切断形成完全裁切区15。
在步骤3之后,进行步骤4、剥除所裁切的铝箔层16,露出芯线17。
在步骤1之前,对线材的一端进行外被裁切及剥皮处理,以符合所要准备线材的要求。
本文中,以包括有中间导线和分别位于中间导线左、右侧的两根地线的线材结构为例,介绍其加工过程。在实际加工应用时,不局限于对地线的整形加工,本文中所指的双地线整形方法,可以满足对邻设于中间导线左、右侧的芯线进行整形加工,以使得左、右侧的芯线与中间导线保持间隙,由于在线材剥皮位13将左、右侧的芯往外整形呈弯折状,因此,所述间隙能够稳定保持,不易出现偏移复位现象,可以更好地控制左、右侧的芯线与中间导线的所需间隙,有利于后续激光镭射作业。
本发明的设计重点在于,其通过将左、右侧的单侧线整形为与中间导线保持间隙,后续激光镭射裁切可以将铝箔层(或其它材质)完全裁切断,后续剥除铝箔层后,铝箔切口整齐一致,不会有残留,同时,该种高速线的双地线整形方法适于自动化进行,提高了线材加工自动化程度,提升了线材加工效率,有利于确保线材加工品质一致性,便于推广应用。
在本发明的描述中,需要说明的是,对于方位词,如有术语 “上”、“下”、“前”、“后”、“左”、“右”等指示方位和位置关系为基于附图所示的方位或位置关系,仅是为了便于叙述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定方位构造和操作,不能理解为限制本发明的具体保护范围。
以上所述,仅是本发明的较佳实施例而已,并非对本发明的技术范围作任何限制,故凡是依据本发明的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
Claims (4)
1.一种高速线的双地线整形方法,其特征在于:准备线材,所述线材具有中间导线(11)和分别位于中间导线(11)左、右侧的单侧线(12),线材的一端已剥皮处理,使中间导线(11)和左、右侧的单侧线(12)均具有露出剥皮位(13)的外露段;
首先,进行步骤1、裁切步骤:裁切掉中间导线的外露段(18)的端部,中间导线的外露段(18)剩下保留段(19),左、右侧的单侧线的外露段(20)的端部伸出中间导线的保留段(19)之外;
然后,进行步骤2、整形步骤:利用两分线工件分别伸入左、右侧的单侧线的外露段(20)的端部内侧,并使两分线工件分别往外张开增大两分线工件的间距,张开后的两分线工件朝向线材的另一端位移,直至剥皮位(13),此时,左、右侧的单侧线的外露段(20)在剥皮位(13)形成往外弯折结构,左、右侧的单侧线的外露段(20)与中间导线的保留段(19)保持间隙(14)。
2.根据权利要求1所述的高速线的双地线整形方法,其特征在于:在步骤2之后,进行步骤3、激光镭射步骤:利用激光镭射对中间导线的保留段(19)的铝箔层(16)进行双面对射裁切,该铝箔层被完全裁切断形成完全裁切区(15)。
3.根据权利要求2所述的高速线的双地线整形方法,其特征在于:在步骤3之后,进行步骤4、剥除所裁切的铝箔层(16)。
4.根据权利要求1所述的高速线的双地线整形方法,其特征在于:在步骤1之前,对线材的一端进行外被裁切及剥皮处理,以符合所要准备线材的要求。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111404698.XA CN114156719B (zh) | 2021-11-24 | 2021-11-24 | 高速线的双地线整形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111404698.XA CN114156719B (zh) | 2021-11-24 | 2021-11-24 | 高速线的双地线整形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN114156719A true CN114156719A (zh) | 2022-03-08 |
| CN114156719B CN114156719B (zh) | 2022-12-27 |
Family
ID=80457630
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111404698.XA Active CN114156719B (zh) | 2021-11-24 | 2021-11-24 | 高速线的双地线整形方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114156719B (zh) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101431223A (zh) * | 2008-12-16 | 2009-05-13 | 广东领亚电子科技有限公司 | 三束并列芯线剥皮的刀具组件及使用该刀具组件的剥皮机 |
| US20140202729A1 (en) * | 2013-01-22 | 2014-07-24 | Sumitomo Electric Industries, Ltd. | Multi-core cable |
| CN207116898U (zh) * | 2017-07-28 | 2018-03-16 | 湖北瀛通电子有限公司 | 自动化数据线前处理设备中的传输装置 |
| CN211743639U (zh) * | 2020-04-16 | 2020-10-23 | 富加宜电子(南通)有限公司 | 一种适用于连接器扁平线材的铝箔绝缘体及导体前处理治具 |
| CN213278609U (zh) * | 2020-09-09 | 2021-05-25 | 贵州航天电器股份有限公司 | 屏蔽同轴接触件和导线的装配结构 |
-
2021
- 2021-11-24 CN CN202111404698.XA patent/CN114156719B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101431223A (zh) * | 2008-12-16 | 2009-05-13 | 广东领亚电子科技有限公司 | 三束并列芯线剥皮的刀具组件及使用该刀具组件的剥皮机 |
| US20140202729A1 (en) * | 2013-01-22 | 2014-07-24 | Sumitomo Electric Industries, Ltd. | Multi-core cable |
| CN207116898U (zh) * | 2017-07-28 | 2018-03-16 | 湖北瀛通电子有限公司 | 自动化数据线前处理设备中的传输装置 |
| CN211743639U (zh) * | 2020-04-16 | 2020-10-23 | 富加宜电子(南通)有限公司 | 一种适用于连接器扁平线材的铝箔绝缘体及导体前处理治具 |
| CN213278609U (zh) * | 2020-09-09 | 2021-05-25 | 贵州航天电器股份有限公司 | 屏蔽同轴接触件和导线的装配结构 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114156719B (zh) | 2022-12-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6752545B2 (ja) | ケーブルを剥離するための剥離パラメータを判定するための方法 | |
| CN102412029B (zh) | 半刚电缆外导体的加工工艺 | |
| JP7114229B2 (ja) | 多層シースを有するケーブルを剥離するための方法および装置 | |
| JP2012050169A (ja) | シールドケーブルの端末加工方法 | |
| CN114156719B (zh) | 高速线的双地线整形方法 | |
| CN106944745A (zh) | 一种加工大幅面电路的激光加工方法 | |
| CN111162487A (zh) | 一种电缆快速剥皮器 | |
| CN105895269A (zh) | 电缆一次成型生产工艺及其设备 | |
| CN106785810A (zh) | 一种数据线的编织层去除方法及装置 | |
| CN107172519A (zh) | 一种延长代替对接的耳机线材连接结构及其制作方法 | |
| CN205355517U (zh) | 全自动柜式多芯护套线双头剥线机 | |
| CN104901142A (zh) | 同时加工不同结构的同轴线的方法 | |
| CN101789652A (zh) | 转子线圈加工方法及由此方法制造的带磁铁转子 | |
| CN101814685A (zh) | 一种连接器制造方法 | |
| CN206977647U (zh) | 一种延长代替对接的耳机线材连接结构 | |
| CN104078163A (zh) | 一种半刚电缆外导体的加工工艺 | |
| CN112883533A (zh) | 复合材料c型梁铺丝方法、系统、铺丝机及存储介质 | |
| JPH0517765B2 (zh) | ||
| CN203536874U (zh) | 一种电缆外皮剔除器 | |
| CN202150617U (zh) | 一种极细线超小间距焊锡加工装置 | |
| CN107658368A (zh) | 一种可实现太阳能电池边缘绝缘的方法 | |
| CN207853157U (zh) | 一种高速动车车端动力连接器插头对用大截面积电缆自动剥切系统 | |
| CN208164291U (zh) | 一种缠绕模具 | |
| CN207782308U (zh) | 一种适用于多规格芯线的剥线装置 | |
| KR20160010880A (ko) | 박리 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |