CN114088711A - 一种填料分散度在线检测方法 - Google Patents
一种填料分散度在线检测方法 Download PDFInfo
- Publication number
- CN114088711A CN114088711A CN202111402827.1A CN202111402827A CN114088711A CN 114088711 A CN114088711 A CN 114088711A CN 202111402827 A CN202111402827 A CN 202111402827A CN 114088711 A CN114088711 A CN 114088711A
- Authority
- CN
- China
- Prior art keywords
- line
- detection
- filler
- conveyor
- dispersity
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images







Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N2021/8405—Application to two-phase or mixed materials, e.g. gas dissolved in liquids
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N2021/8411—Application to online plant, process monitoring
- G01N2021/8416—Application to online plant, process monitoring and process controlling, not otherwise provided for
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N2021/845—Objects on a conveyor
Landscapes
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- General Physics & Mathematics (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Abstract
本发明属于填料分散度检测技术领域,具体涉及一种填料分散度在线检测方法,基于分散度在线检测机实现,首先将分散度在线检测机与连续终炼机连接,大部分终炼胶进入主流道,用于后续的加工工序,少部分胶料进入分流道,用于后续的分散度在线检测,检测时,线扫描相机实时采集清晰的分流道挤出的混炼胶图像并传输至计算机,计算机对图像中的炭黑聚集体进行识别和统计,再将根据检测数据动态绘制的图表输出到显示控制终端,同时存储到数据库,当检测结果超出用户预设的阈值后,声光报警灯发出警报,提醒工作人员及时调整混炼的工艺参数并将不合格胶料剔除,以减少废品的产生;其原理科学可靠,适用于中小规模胶料的填料分散度检测。
Description
技术领域:
本发明属于填料分散度检测技术领域,具体涉及一种填料分散度在线检测方法,适用于在线检测橡胶连续混炼的填料分散度。
背景技术:
物质被分散的程度称分散度,一种物质或几种物质分散在另一种物质中所形成的系统称为分散系,其中,被分散的物质称为分散质(分散相),分散质所处的介质称为分散剂(或分散介质),物质的分散度愈大,表面积和比表面也愈大,相应的表面吉布斯自由能亦愈大。从热力学观点来看,高分散系统愈不稳定,必然会引起物理化学性质如蒸气压、沸点、熔点及溶解度的变化,进而出现过冷、过热、过饱和及化学活性改变等各种表面现象。分散度的大小不仅影响物质的物理性质,也对物质的化学活性产生显著的影响,一般而言,反应物的分散度增高,则其化学活性增大,有利于正反应的进行,反之,产物分散度增大则不利于正反应而有利于逆反应的进行。所以说,橡胶混炼中的填料分散度检测至关重要。
现有技术中的炭黑分散度检测存在取样面积小和评价不全面的问题。例如:中国专利201410450926.0公开的一种橡胶开炼机混炼胶分散度在线预测方法,利用开炼机炼胶过程中检测的各项过程参数(包括辊筒横压力、排胶温度、排胶功率、单位能耗等)与已经建立好的分散度与过程参数的数学模型,来预测混炼过程中混炼胶的分散度;所述的开炼机炼胶过程中检测的各项过程参数包括辊筒横压力F,排胶温度T,排胶功率P,单位能耗N,已经建立好的分散度与过程参数的数学模型是采用逐步回归法建立的在线预测数学模型,分两步完成,具体步骤如下:一、数学模型的建立过程:准备需验证的配方胶料至少25组,每组采用不同的工艺参数进行混炼,其中炼胶工艺参数包括:辊距,速度与速比,辊筒温度和炼胶时间分别检测并记录开炼过程中各自的辊筒横压力F,排胶温度T,排胶功率P,单位能耗N过程参数,逐一测定并记录每车终炼胶各自的分散度;采集该配方胶料炼胶过程中过程参数的数据样本和对应每组终炼胶的分散度样本建立数据库,包括自变量F={F1,F2,F3……Fm},T={T1,T2,T3……Tm},P={P1,P2,P3…Pm},N={N1,N2,N3…Nm},分散度值Y={Y1,Y2,Y3…Ym};分别以辊筒横压力F,排胶温度T,排胶功率P,单位能耗N为横坐标,以分散度为纵坐标做散点图,并调用SPSS统计分析软件,分析F,T,PN四个参数各自与分散度的线性相关性;以F,T,P,N为自变量,Y为因变量使用SPSS统计分析软件,采用逐步回归法建立在线预测数学模型,通过回归分析确定待估参数的数值,建立回归方程,并进行显著性(F)检验,相关系数(R)检验,残差检验,若高度显著,相关程度高,残差成正态分布,则所建回归方程是适用的,若R2偏低,则回归不理想,应重新修改数学模型,增加或减少一些参数,以保证显著性(F)检验和相关系数(R)检验的结果都较为理想,使回归方程成立,得到该配方胶料的数学模型;二、分散度在线预测过程:将开炼机混炼时各对应配方胶料检测的辊筒横压力,排胶温度,排胶功率,单位能耗参数,带入数学模型,预测每车胶料终炼胶的分散度值;不同配方的胶料,按上述步骤~建立不同的在线预测数学模型,在炼胶过程中将检测的过程参数,带入数学模型,预测终炼胶的分散度;但是,实际上,各项过程参数不单单只受分散度的影响,还受诸如配合填料的种类及用量、生胶本身门尼粘度等其他因素的影响,使得评价的结果不够准确;中国专利201610459453.X公开的一种基于神经网络图像处理的轮胎橡胶炭黑分散度评价方法,包括以下步骤:S1、获取样本集中的胶料图像,对其进行预处理,并提取预处理后的胶料图像的特征数据;S2、训练阶段:获取样本集中一部分胶料图像的特征数据作为训练数据,分别根据BP网络模型和RBF网络模型对训练数据进行训练,通过自适应遗传算法得到最优混合系数,根据最优混合系数对两个网络模型进行并联,得到BP-RBF混合神经网络评价模型;S3、评价阶段:获取样本集中另一部分胶料图像的特征数据作为评价数据,将其代入训练得到的BP-RBF混合神经网络评价模型中,输出获得胶料中炭黑分散度等级;其不能实现炭黑分散度的连续在线检测。
因此,研发设计一种填料分散度在线检测方法,对填料分散度进行实时的在线检测,具有很高的社会和经济价值以及广阔的应用前景。
发明内容:
本发明的目的在于克服现有技术存在的缺点,研发设计一种填料分散度在线检测方法,实时在线检测填料的分散度。
为了实现上述目的,本发明涉及的填料分散度在线检测方法基于分散度在线检测机实现,具体工艺过程为:将分散度在线检测机与连续终炼机连接,大部分终炼胶进入主流道,通过主流道的口型挤出不同规格的胶条,用于后续的加工工序;小部分终炼胶进入分流道,通过分流道的口型挤出适用于填料分散度检测的样品,样品经由输送机以设定的速度送入在线检测机构,在输送过程中,定位销实时防止胶条发生翻转和错位,样品到达在线检测机构后,线光源直接照射样品,线扫描相机采集样品的图像并向计算机传送图像数据,计算机按照设定的程序进行填料分散度在线检测,并将检测结构投放到显示控制终端上,当检测到填料分散度不符合设定要求,计算机控制声光报警灯发出报警信号,提示工作人员剔除不合格的胶料,并对混炼参数进行调整。
本发明与现有技术相比,大部分终炼胶进入主流道,用于后续的加工工序,少部分胶料进入分流道,用于后续的分散度在线检测,检测时,线扫描相机实时采集清晰的分流道挤出的混炼胶图像并传输至计算机,计算机对图像中的炭黑聚集体进行识别和统计,再将根据检测数据动态绘制的图表输出到显示控制终端,同时存储到数据库,当检测结果超出用户预设的阈值后,声光报警灯发出警报,提醒工作人员及时调整混炼的工艺参数并将不合格胶料剔除,以减少废品的产生;其原理科学可靠,适用于中小规模胶料的填料分散度检测。
附图说明:
图1为本发明涉及的分散度在线检测机的主体结构原理示意图。
图2为本发明涉及的分散度在线检测机的使用状态连接关系示意图。
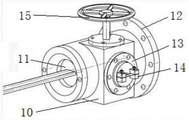
图3为本发明涉及的分流挤出机构的结构原理示意图。
图4为本发明涉及的分流道口型的结构原理示意图。
图5为本发明涉及的在线检测机构的检测原理示意图。
图6为本发明实施例1的工艺流程框图。
图7为本发明实施例1步骤(2)涉及的显示控制终端的界面示意图。
图8为本发明实施例1步骤(4)涉及的显示控制终端的界面示意图。
具体实施方式:
下面通过实施例并结合附图对本发明做进一步描述。
实施例1:
本实施例涉及的填料分散度在线检测方法的基于分散度在线检测机实现,具体工艺过程包括以下步骤:
(1)制备胶料:将块状橡胶和助剂投入初混密炼机,产出初混胶;将初混胶投入连续混炼机,产出母炼胶;将母炼胶投入连续终炼机,并加入硫化剂,产出终炼胶;
(2)设置参数:同时,开始计算机39,在如图七所示的显示控制终端35显示的“检测样品”模块中,预设检测的最小缺陷、最大缺陷、检测长度、初始长度、参考样品和样品信息数据;
(3)挤出样品:通过流量阀15控制分流道13开启,分流道13的直径小于主流道11的直径,大部分终炼胶进入主流道11,通过主流道11的口型挤出不同规格的胶条100,用于后续的加工工序;小部分终炼胶进入分流道13,通过分流道13的口型挤出适用于填料分散度检测的样品,分流道13的口型能够夹装微米级金属丝或刀片,当终炼胶从口型处挤出时直接被切成上下两层,基于终炼胶挤出时的高温和机头10的压力,样品的密实程度得到了提高,使得切割时无明显孔隙,样品经由输送机2以设定的速度送入在线检测机构3;
(4)实时检测:点击“开始检测”,LED高亮线光源33直接照射样品,加拿大TELEDYEDalsa公司生产的Linea系列LA-GM-04K08A线扫描相机34,配备施耐德公司生产的Makro系列MSR 5.6/80镜头和相关近摄接写环捕捉样品图像,样品图像实时显示在显示控制终端35的主界面下方,同时样品图像通过GigE千兆网络,由线扫描相机34传送至计算机39,集成有Visual Studio 2017集成开发环境结合C#编程语言、HALCON机器视觉算法库和SQL Server数据库的计算机39根据图像处理算法处理图像,并将检测的各粒径炭黑聚集体的数目呈现在如图八所示的显示控制终端35显示的图表中;
(5)终止检测:当检测到预设的检测长度之后,计算机39控制线扫描相机34停止采集图像,检测终止。
实施例2:
本实施例涉及的填料分散度在线检测方法的工艺步骤同实施例1,所述分散度在线检测机的主体结构包括分流挤出机构1、输送机2、在线检测机构3和底座4;分流挤出机构1与输送机2连接,输送机2与在线检测机构3连接,输送机2和在线检测机构3分别设置在能够滑动的柜式结构的底座4上;分流挤出机构1的主体结构包括机头10、主流道11、法兰盘12、分流道13、夹装块14和流量阀15;机头10上设置有主流道11,主流道11的一端设置有法兰盘12,机头10垂直主流道11的方向上设置有分流道13,分流道13内设置有夹装块14,机头10的顶部设置有流量阀15;输送机2上设置有若干个定位销20;在线检测机构3的主体结构包括支座30、传送机31、支架板32、线光源33、线扫描相机34、显示控制终端35、声光报警灯36、光源控制器37、编码器38和计算机39;支座30内设置有传送机31,支座30与支架板32连接,支架板32的侧部设置有线光源33和线扫描相机34,支架板32的顶部设置有显示控制终端35和声光报警灯36,设置在底座4内的光源控制器37与线光源33连接,设置在底座4内的编码器38与线扫描相机34连接,设置在底座4内的计算机39分别与线扫描相机34、显示控制终端35、声光报警灯36和光源控制器37电连接。
Claims (5)
1.一种填料分散度在线检测方法,其特征在于,基于分散度在线检测机实现,具体工艺过程为:将分散度在线检测机与连续终炼机连接,一部分终炼胶进入主流道,通过主流道的口型挤出不同规格的胶条;一部分终炼胶进入分流道,通过分流道的口型挤出样品,样品经由输送机送入在线检测机构后,线光源照射样品,线扫描相机采集样品的图像并向计算机传送图像数据,计算机进行填料分散度在线检测,并将检测结构投放到显示控制终端上,填料分散度不符合设定要求时,计算机控制声光报警灯发出报警信号。
2.根据权利要求1所述的填料分散度在线检测方法,其特征在于,分散度在线检测机的主体结构包括分流挤出机构、输送机、在线检测机构和底座;分流挤出机构与输送机连接,输送机与在线检测机构连接,输送机和在线检测机构分别设置在能够滑动的柜式结构的底座上。
3.根据权利要求2所述的填料分散度在线检测方法,其特征在于,分流挤出机构的主体结构包括机头、主流道、法兰盘、分流道、夹装块和流量阀;机头上设置有主流道,主流道的一端设置有法兰盘,机头垂直主流道的方向上设置有分流道,分流道内设置有夹装块,机头的顶部设置有流量阀。
4.根据权利要求所述2所述的填料分散度在线检测方法,其特征在于,输送机上设置有若干个定位销。
5.根据权利要求2所述的填料分散度在线检测方法,其特征在于,在线检测机构的主体结构包括支座、传送机、支架板、线光源、线扫描相机、显示控制终端、声光报警灯、光源控制器、编码器和计算机;支座内设置有传送机,支座与支架板连接,支架板的侧部设置有线光源和线扫描相机,支架板的顶部设置有显示控制终端和声光报警灯,设置在底座内的光源控制器与线光源连接,设置在底座内的编码器与线扫描相机连接,设置在底座内的计算机分别与线扫描相机、显示控制终端、声光报警灯和光源控制器电连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111402827.1A CN114088711A (zh) | 2021-11-24 | 2021-11-24 | 一种填料分散度在线检测方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111402827.1A CN114088711A (zh) | 2021-11-24 | 2021-11-24 | 一种填料分散度在线检测方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN114088711A true CN114088711A (zh) | 2022-02-25 |
Family
ID=80304090
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111402827.1A Withdrawn CN114088711A (zh) | 2021-11-24 | 2021-11-24 | 一种填料分散度在线检测方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114088711A (zh) |
-
2021
- 2021-11-24 CN CN202111402827.1A patent/CN114088711A/zh not_active Withdrawn
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN119773207B (zh) | 智能螺杆注浆挤出机的控制系统及方法 | |
| US20060138690A1 (en) | Method for producing profiles made of thermoplastic material | |
| CN100335884C (zh) | 用于流变测定的方法和设备及其在控制聚合物制备中的应用 | |
| CN119502309A (zh) | 一种可降解塑料的生产方法 | |
| CN115994751A (zh) | 一种模具智能检修评估方法 | |
| CN109454850A (zh) | 压出挤出机作业参数自动匹配控制系统及控制方法 | |
| CN111571913A (zh) | 卫浴塑胶件缺陷预测方法 | |
| US20050214419A1 (en) | Method and apparatus for providing instantaneous, real-time data for extrusion process control | |
| KR100743801B1 (ko) | 주입한 겔의 진단시스템 및 그 진단방법 | |
| US20240145665A1 (en) | Process and arrangement for production of an electrode suspension | |
| CN114088711A (zh) | 一种填料分散度在线检测方法 | |
| CN205518679U (zh) | 一种全自动usb接口筛选机 | |
| CN121340588A (zh) | 一种注塑制品再生回收的精准温控方法及系统 | |
| CN104077876A (zh) | 一种钢带在线质量自动监测及报警系统 | |
| JP4108403B2 (ja) | アルミニウム押出形材の製造装置及び製造方法 | |
| CN120672725A (zh) | 一种降解材料造粒机运行状态监控方法、系统及设备 | |
| JPH08207122A (ja) | 押し出し樹脂の異物検査装置 | |
| CN212352852U (zh) | 一种压出联动线重量自动控制系统 | |
| Rawashedeh et al. | Vision-based online defect detection of polymeric film via structural quality metrics | |
| CN114088712A (zh) | 一种填料分散度在线检测机 | |
| Latif et al. | Assessment of pigment distribution in molded samples using an image processing technique | |
| CN117198458B (zh) | 一种基于物联网的药物筛选装置故障预测系统 | |
| CN121232729A (zh) | 一种用于加工助剂的智能控制系统 | |
| CN119772124B (zh) | 一种铝杆连铸连轧精炼工艺及装置 | |
| CN217059957U (zh) | 一种模具废料排放的在线检测装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WW01 | Invention patent application withdrawn after publication |
Application publication date: 20220225 |
|
| WW01 | Invention patent application withdrawn after publication |