CN114061459B - 一种非接触式照相测孔标定装置及方法 - Google Patents
一种非接触式照相测孔标定装置及方法 Download PDFInfo
- Publication number
- CN114061459B CN114061459B CN202210053088.8A CN202210053088A CN114061459B CN 114061459 B CN114061459 B CN 114061459B CN 202210053088 A CN202210053088 A CN 202210053088A CN 114061459 B CN114061459 B CN 114061459B
- Authority
- CN
- China
- Prior art keywords
- calibration
- matte
- angle
- servo motor
- base
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/002—Measuring arrangements characterised by the use of optical techniques for measuring two or more coordinates
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B21/00—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant
- G01B21/02—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant for measuring length, width, or thickness
- G01B21/04—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant for measuring length, width, or thickness by measuring coordinates of points
- G01B21/042—Calibration or calibration artifacts
Abstract
本发明涉及图像测量标定技术领域,公开了一种用于非接触式照相测孔的标定装置及方法,所述装置包括底座、安装平台、标定组件以及光照补偿器,安装平台设置在底座上,标定组件设置在安装平台上;在标定过程中,底座驱动安装平台绕Z轴转动,从而带动标定组件绕Z轴转动,安装平台同时又带动标定组件绕X轴转动,光照补偿器用于在相机拍照过程中,给相机补光,相机系统将获得的若干标定球圆轮廓投影的图像进行分析及计算,从而最终实现连接孔的标定。本发明创新地将传统的照相测孔标定转换为照相测标定球来进行标定,很好的解决了传统照相测孔标定时,孔在不同角度下可能存在失真为椭圆的情形,提高了标定精度。
Description
技术领域
本发明涉及机器视觉领域,具体涉及图像测量标定技术领域,尤其涉及一种非接触式照相测孔标定装置及方法。
背景技术
在飞机装配中,复材蒙皮与飞机内部的金属结构件首先通过定位孔装配在一起,受飞机骨架装配的影响,蒙皮在骨架上需进行修配以满足蒙皮的安装要求,接着工人再使用便携式钻头在蒙皮上制出大量连接孔,然后数控机床在连接孔位置进行锪窝,最后工人使用气动工具在锪窝孔内打入铆钉,最终实现蒙皮与金属结构件的可靠联接。
由于数控锪窝时必须准确知道每个连接孔在加工坐标系下的位置,但连接孔在人工制作过程中,存在一定的位置偏差,使得数控机床不能直接利用理想的数控锪窝程序,需要对连接孔的位置进行二次测量,再重新计算出连接孔的位置及法向矢量后进行数控锪窝。因此,数控锪窝的关键环节就在于对孔位置的二次测量,测量的准确性直接决定了后续的锪窝位置精度。目前,针对蒙皮零件上孔位置的测量仪器及测量方式有以下两种:(1)三坐标测量机接触式测量,然而该测量方案对于大型蒙皮零件上附带的上百个群孔时,其检测时间较长,难以满足生产节拍高效率的要求;(2)非接触式照相测孔方案,由于其具备图像识别、数据处理、快速检测等优势,因此正成为研究的重点和下一步的发展方向。
对于第二种测量方式,非接触式照相测孔方案,在确定孔位置及法矢时,首先考虑的是照相测孔的标定,通过标定后的照相测孔才能实现对孔位置的准确计算。例如在现有技术中,公开号为CN102126162A,公开日为2011年07月20日,发明名称为“一种数控机床加工在线测量方法”发明公开文本,其具体的技术方案为:一种数控机床加工在线测量方法,该方法能够实现对大型工件的在线测量。本发明将双目立体视觉测量系统与数控机床结合,由数控机床牵引,完成大型工件的整体测量。该方法首先标定摄像机内外参数、将测量系统与数控机床结合;然后进行平移标定和旋转标定,标定出数控机床X轴和Y轴的方向向量以及测量系统旋转后的旋转矩阵R和平移向量T;进而由数控机床牵引测量系统移动,进行单视场扫描,直至遍历被测工件全部表面;最后,根据所有视场点云数据和数控机床主轴读数进行整体拼接,即完成工件整体测量。本发明具有使用灵活、简便、精度高等特点,可用于工业现场对大型工件的在线测量。
上述现有技术提出了一种双目立体视觉测量系统在数控机床中的标定方法,在建立数控机床坐标系与测量坐标系之间的空间位置关系后,用于点云数据的位置关系转换,但利用该方法在照相测孔时,只能保证孔在相机拍照区域内,无法对孔的位置准确度进行判断,并且孔的边缘轮廓在非法线方向上的拍照,其孔轮廓会呈现椭圆型的轮廓失真,从而导致孔位计算错误,无法满足精确测孔的需求。
发明内容
为了克服上述现有技术中存在的问题和不足,本发明提出了一种用于非接触式照相测孔的标定装置及方法,通过把照相测孔转化为照相测标定球的方式,模拟孔的边缘轮廓,从而实现了非接触式照相测孔的精确标定,整体应用效果良好。
为了实现上述发明目的,本发明的技术方案具体如下:
一种非接触式照相测孔标定装置,包括底座、安装平台、标定组件以及光照补偿器;所述底座包括底座本体、第一伺服电机以及大齿轮盘,所述第一伺服电机设置在底座本体的一侧,大齿轮盘安装在底座本体的上表面,第一伺服电机与所述大齿轮盘啮合,用于驱动大齿轮盘绕Z轴转动;所述安装平台包括U形底座、第二伺服电机、锥齿轮副以及蜗轮蜗杆,U形底座设置在大齿轮盘的上表面,第二伺服电机、锥齿轮副以及蜗轮蜗杆均设置在U形底座上,第二伺服电机与锥齿轮副连接,所述锥齿轮副又与蜗轮蜗杆连接;所述标定组件包括哑光板和哑光标定球,哑光板设置在U形底座上并与蜗轮蜗杆连接,哑光标定球设置在哑光板上,标定组件在蜗轮蜗杆的带动下绕X轴旋转;所述光照补偿器用于在标定过程中,对相机进行补光。
进一步地,所述底座还包括微调单元,微调单元设置底座本体的下表面,用于调整底座的平面度,所述微调单元包括一体成型的防滑螺母和螺杆,防滑螺母固定套设在螺杆上,底座本体上设置有螺纹盲孔,螺杆设置有螺纹的那一端位于所述螺纹盲孔内,与底座本体螺纹连接。
进一步地,所述哑光标定球的球心位置位于底座旋转中心和安装平台旋转中心的交点位置处。
进一步地,所述光照补偿器设置在哑光板上,并且位于哑光标定球的下方。
进一步地,所述光照补偿器由LED灯阵列组成。
进一步地,所述大齿轮盘上设置有安装槽,U形底座设置在所述安装槽内。
进一步地,所述大齿轮盘上设置有第一锥形孔,所述U形底座上设置有与第一锥形孔同轴心的第二锥形孔,两个锥形孔内设置有圆锥销。
进一步地,所述U形底座上设置有找正基准面。
进一步地,所述U形底座的两侧内壁分别设置有辅助安装块,哑光板的两端分别与所述辅助安装块固定连接,其中一个辅助安装块通过销轴与U形底座的一侧内壁转动连接,所述U形底座的另一侧内壁上转动设置有转动轴,转动轴的一端与蜗轮蜗杆连接,另一端与另一块辅助安装块连接。
进一步地,所述哑光板的材料为半透明亚克力板。
进一步地,所述哑光标定球的材料为哑光陶瓷球,直径为10mm,球的圆度小于0.001mm。
一种非接触式照相测孔标定方法,所述标定方法采用非接触式照相测孔标定装置实现,包括以下步骤:
步骤S101.标定装置整体基准找平;
基于探头或千分表,使用微调单元进行平面度的调整,使标定装置的平面度小于0.005mm;
步骤S102.安装平台平行度调整;
基于探头或千分表,使用底座的第一伺服电机进行平行度调整,使安装平台的平行度小于0.005mm;
步骤S103.标定组件找平;
基于探头或千分表,使用安装平台的第二伺服电机进行平面度调整,使标定组件的平面度小于0.005mm;
步骤S104.基于NC程序的标定装置应用;
相机镜头根据NC程序进行不同旋转角度下的运动时,标定装置按计算规则同步配合进行旋转,使标定组件中的哑光板与相机镜头平行;
步骤S105.相机系统拍照哑光标定球并对球轮廓中心位置三维坐标进行计算;
结合相机系统对标定组件中的哑光标定球进行拍照,利用图像识别技术完成在不同旋转角度下的球轮廓中心位置三维坐标计算;
步骤S106.相机系统移动位置的补偿迭代;
以初始状态的标定球轮廓位置为依据,判断步骤S105中所有球心位置准确度是否满足公差带0.01mm的要求,若不满足,则根据标定球轮廓中心实际值与理论值的偏差作为补偿值,用于修正相机系统在不同旋转角度下的移动位移,重复步骤S104和S105,若满足,则退出迭代;
步骤S107.输出步骤S106在NC程序不同角度下的相机系统移动补偿值,用于相机系统在实际蒙皮测孔时NC程序的补偿,从而实现蒙皮零件精准数控锪窝。
进一步地,其特征在于,所述步骤S101包括:
利用探头或千分表对大齿轮盘上表面进行多个点位的测量,在测量数据最大值、最小值以及平均值中,选择其中一个作为调整基准值,以测量数据与基准值之间的差值为调整依据,通过微调单元对标定装置整体进行平面度的调整。
进一步地,所述步骤S102包括:
利用探头或千分表对安装平台的找正基准面按Z轴坐标不变的规则进行多点位检
测,选择检测数据中的 坐标进行线性拟合,得到拟合直线的斜率
坐标进行线性拟合,得到拟合直线的斜率 和倾斜角度
和倾斜角度 ,结合第一伺服电机调整安装平台的找正基准面与机床坐标系XOZ平面平
行,调整完毕后将第一伺服电机当前旋转角度置零。
,结合第一伺服电机调整安装平台的找正基准面与机床坐标系XOZ平面平
行,调整完毕后将第一伺服电机当前旋转角度置零。
进一步地,所述步骤S103包括:
利用探头或千分表对哑光板按X轴坐标不变的规则进行多点位测量,选择检测数
据中的 坐标进行线性拟合,得到拟合直线的斜率
坐标进行线性拟合,得到拟合直线的斜率 和倾斜角度
和倾斜角度 ,结合第
二伺服电机、锥齿轮副以及蜗轮蜗杆完成标定组件的整体旋转,最终调整哑光板的平面与
机床坐标系XOY平面平行,调整完毕后将第二伺服电机当前旋转角度置零。
,结合第
二伺服电机、锥齿轮副以及蜗轮蜗杆完成标定组件的整体旋转,最终调整哑光板的平面与
机床坐标系XOY平面平行,调整完毕后将第二伺服电机当前旋转角度置零。
进一步地,所述步骤S104中,标定装置的计算规则包括:
若机床旋转轴的旋转角度为A角度和C角度,则直接应用于标定装置绕Z轴和X轴的旋转;
若机床旋转轴的旋转角度为A角度和B角度,则先将A角度和B角度逆解为矢量 ,随后将
,随后将 重新计算为C角度和A角度,
重新计算为C角度和A角度, ,
, ,得到
新的A角度和C角度后,将其应用于标定装置绕Z轴和X轴的旋转;
,得到
新的A角度和C角度后,将其应用于标定装置绕Z轴和X轴的旋转;
若机床旋转轴的旋转角度为B角度和C角度,可直接确定B角度=A角度,并应用于标定装置绕Z轴和X轴的旋转。
本发明的有益效果:
(1)本发明提出的标定装置创新地将传统的照相测孔标定转换为照相测标定球来进行标定,由于标定球在任意相机视角下的边缘轮廓仍为圆形,因此很好的解决了传统照相测孔标定时,孔在不同角度下可能存在失真为椭圆的情形,从而导致孔坐标计算误差增大的问题和缺陷。
(2)本发明提出的标定方法能够有效解决因机床旋转轴误差导致的相机系统拍照测标定球时,标定球轮廓不在照片中间的问题,不仅提高了相机系统在机床不同旋转角度下的位置准确度,同时也保证了相机系统拍照测量蒙皮孔位的位置准确度,从而实现蒙皮的精准数控锪窝。
附图说明
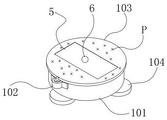
图1为本发明标定装置三维结构示意图;
图2为本发明底座三维结构示意图;
图3为本发明底座侧视结构图;
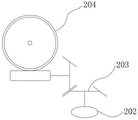
图4为本发明安装平台三维结构示意图;
图5为图4中A部结构放大简图;
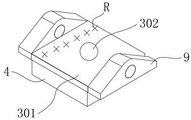
图6为本发明标定组件三维结构示意图;
图7是本发明标定装置与相机系统结合应用示意图;
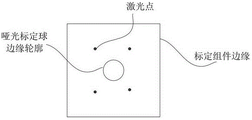
图8是本发明标定装置在相机系统中照相测标定球的结果图。
附图中:
1、底座;2、安装平台;3、标定组件;4、光照补偿器;5、安装槽;6、第一锥形孔;7、第二锥形孔;8、找正基准面;9、辅助安装块;101、底座本体;102、第一伺服电机;103、大齿轮盘;104、微调单元;201、U形底座;202、第二伺服电机;203、锥齿轮副;204、蜗轮蜗杆;301、哑光板;302、哑光标定球;1041、防滑螺母;1042、螺杆。
具体实施方式
为了使本领域的技术人员更好地理解本发明中的技术方案,下面将通过几个具体的实施例来进一步说明实现本发明发明目的的技术方案,需要说明的是,本发明要求保护的技术方案包括但不限于以下实施例。基于本发明中的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
实施例1
目前,针对蒙皮零件上孔位置的测量仪器及测量方式主要有以下两种:(1)三坐标测量机接触式测量;(2)非接触式照相测孔方法。
针对第一种测量方式,该测量方案对于大型蒙皮零件上附带的上百个群孔时,其检测时间较长,难以满足生产节拍高效率的要求,而第二种测量方式由于其具备图像识别、数据处理、快速检测等优势,因此正成为研究的重点和下一步的发展方向。
但是,现有的非接触式照相测孔方法在运用时,实际测量时的测量的主体以及对象仍然是孔,这就导致孔的边缘轮廓在非法线方向上的拍照,其孔轮廓会呈现椭圆型的轮廓失真,从而导致孔位计算错误,无法满足精确测孔的需求。
基于此,本发明提供了一种非接触式照相测孔装置及方法,通过创新的将照相测孔转化为照相测标定球的方式,模拟孔的边缘轮廓,从而实现了非接触式照相测孔的精确标定,整体应用效果较好。
为了便于对本发明进行理解,首先对本发明公开的一种非接触式照相测孔装置进行详细的介绍。
本实施例公开了一种非接触式照相测孔装置,参照说明书附图1-附图6,该装置包括底座1、安装平台2、标定组件3以及光照补偿器4;所述底座1包括底座本体101、第一伺服电机102以及大齿轮盘103,底座本体101是整体为一个圆柱体结构,圆柱体的一侧设置有所述第一伺服电机102,圆柱体的上表面转动设置有所述大齿轮盘103,大齿轮盘103沿周向设置有齿,第一伺服电机102的输出轴上设置有齿轮,第一伺服电机102通过输出轴上的齿轮与大齿轮盘103上的齿啮合,在第一伺服电机102的作用下,大齿轮盘103绕笛卡尔坐标系Z轴转动;所述安装平台2包括U形底座201、第二伺服电机202、锥齿轮副203以及蜗轮蜗杆204,U形底座201固定设置在大齿轮盘103的上表面,在大齿轮盘103的作用下,绕笛卡尔坐标系Z轴转动,所述第二伺服电机202、锥齿轮副203以及蜗轮蜗杆204均设置在U形底座201内,第二伺服电机202的输出轴与锥齿轮副203连接,所述锥齿轮副203又与蜗轮蜗杆204连接;所述标定组件3包括哑光板301和哑光标定球302,哑光板301设置在U形底座201上并与蜗轮蜗杆204的输出端连接,哑光板301位于U形底座201的两侧内壁之间,所述哑光标定球302设置在哑光板301上,标定组件3在蜗轮蜗杆204的带动下绕笛卡尔坐标系X轴旋转,标定组件3的运动轨迹一个有两个,一个是绕笛卡尔坐标系Z轴的转动,另一个则是绕笛卡尔坐标系X轴的转动;所述光照补偿器4用于在标定过程中,在相机拍照时,对相机的拍照过程进行补光,使标定球的轮廓更加清晰,最终使得拍摄的照片也更加清晰。
在本实施例中,标定装置的运动轨迹有两个方向,一个是绕笛卡尔坐标系Z轴的转动,另一个则是绕笛卡尔坐标系X轴的转动。
在标定时,第一伺服电机102驱动大齿轮盘103绕Z轴转动,第二伺服电机202通过锥齿轮副203以及蜗轮蜗杆204带动标定组件3绕X轴转动,在标定过程中,标定组件3整体既有绕Z轴的转动,同时也有绕X轴的转动,相机对哑光标定球302进行拍照,得到若干标定球圆轮廓投影的图像,对上述图像进行分析及计算,从而最终实现连接孔的标定。
本发明创新地将传统的照相测孔标定转换为照相测标定球来进行标定,由于标定球在任意相机视角下的边缘轮廓仍为圆形,因此很好的解决了传统照相测孔标定时,孔在不同角度下可能存在失真为椭圆的情况,提高了标定精度。
实施例2
本实施例公开了一种非接触式照相测孔装置,参照说明书附图1-附图6,在实施例1的基础上,本实施例对标定装置做出了进一步的限定,具体如下。
所述底座1还包括微调单元104,微调单元104设置底座本体101的下表面,微调单元104的数量为三个,均匀的分布在底座本体101的下表面,用于调整底座1的平面度;所述微调单元104为一体式螺母螺杆结构,包括一体成型的防滑螺母1041和螺杆1042,防滑螺母1041固定套设在螺杆1042上,螺杆1042前后段直径为10mm,端头一侧为圆锥形,另一端为M8*10的螺纹,防滑螺母1041表面设置有交错的划痕用于防滑,防滑螺母1041的直径大于30mm,较大直径的螺母便于操作人员使用较小的扭矩进行旋拧,所述底座本体101上设置有螺纹盲孔,螺杆1042设置有螺纹的那一端位于所述螺纹盲孔内,螺杆1042与底座本体101螺纹连接,螺杆1042圆锥形的那一端与工作台接触。旋转防滑螺母1041,防滑螺母1041带动螺杆1042转动,从而改变螺杆1042在螺纹盲孔内的安装深度,最终实现底座1整体的平面度调整。
所述哑光标定球302的球心位置位于底座1旋转中心和安装平台2旋转中心的交点位置处。当哑光标定球302的圆心位置位于两个旋转中心的交点处时,其始终位于相机系统的视觉范围内,由于不需要执行标定,所以能够降低后续底座1以及安装平台2旋转角度的计算难度。
所述光照补偿器4设置在哑光板301上,并且位于哑光标定球302的正下方,即哑光标定球302设置在哑光板301的上表面,光照补偿器4则设置在哑光版301的下表面。光照补偿器4用于在相机拍照过程中,弥补自然光源的不足,消除外界干扰,使得成像更加清晰,突出显示哑光标定球302的清晰圆轮廓投影;当光照补偿器4位于哑光标定球302的正下方时,并且哑光标定球302大致位于光照补偿器4的中间位置,光源补偿更加充分均匀,相机拍照效果更好,有利于后续的标定分析。
所述光照补偿器4由高亮度的LED灯阵列组成。
所述大齿轮盘103上设置有安装槽5,U形底座201设置在所述安装槽5内。安装槽5用于安装固定整个安装平台2,防止安装平台2左右晃动。
所述大齿轮盘103上设置有第一锥形孔6,所述U形底座201上设置有所述第一锥形孔6同轴心的第二锥形孔7,两个锥形孔内贯穿设置有一根圆锥销。为了进一步固定安装平台2,同时保证装置重复安装的定位精度,并且也便于安装和拆卸,本实施例通过圆锥销与锥形孔的配合定位方式将安装平台2牢牢固定在底座1上,并且同时也保证了U形底座201与大齿轮盘103旋转中心的同轴度。
所述U形底座201上设置有找正基准面8。
所述U形底座201的两侧内壁上分别设置有辅助安装块9,哑光板301的两端分别与所述辅助安装块9固定连接,其中一个辅助安装块9通过销轴与滚珠轴承配合安装在U形底座201一侧内壁的轴承孔中,与U形底座201转动连接,另一个辅助安装块9则通过转动轴与U形底座201的另一侧内壁转动连接,转动轴转动设置在U形底座201另一侧内壁上的轴承孔中,转动轴的一端与所述辅助安装块9固定连接,另一端则与蜗轮蜗杆固定连接,转动轴在蜗轮蜗杆的带动下,驱动辅助定位块绕X轴转动,并最终带动与其连接的标定组件3绕X轴转动。
所述哑光板301由半透明亚克力板制作而成。
所述哑光标定球302由哑光陶瓷材料制成而成,并且直径为10mm,球的圆度小于0.001mm。
所述蜗轮蜗杆204的一端加工成锥齿轮,与伺服电机202输出轴上的锥齿轮共同组成所述锥齿轮副203,同时蜗轮蜗杆204具备自锁功能,能够保证安装平台2在有一定角度时,不会受到重力的影响而引起多余的转动。
实施例3
基于同一发明构思,本实施例提供了一种非接触式照相测孔标定方法,所述方法采用上述实施例中的非接触式照相测孔标定装置实现,该方法具体包括以下步骤:
步骤S101.标定装置整体基准找平。
由于非接触式照相测孔标定装置的底座1是第一旋转轴,其平面度对于整个装置的准确度至关重要,因此首先需要对标定装置进行整体基准找平,其分步实施方案如下:
S101.1.将非接触式照相测孔标定装置放置于机床工作台上,取工作台表面为Z0平面;
S101.2.调用探头或千分表对大齿轮盘103的上表面进行多个点位的测量,如说明
书附图2中测量点位P所示,以探头读数为例进行说明,假设待测量点位 的读
数分别为
的读
数分别为 ,其中,读数最大值为
,其中,读数最大值为 ,读数最小值为
,读数最小值为 ,
读数平均值为
,
读数平均值为 ,在上述最大值、最小值以及平均值中,选择其中
一个值作为大齿轮盘103平面度的调整基准值;
,在上述最大值、最小值以及平均值中,选择其中
一个值作为大齿轮盘103平面度的调整基准值;
S101.3.根据步骤S101.2已确定的调整基准值,再利用探头探测位于微调单元104
正上方的大齿轮盘103表面的读数,并对比与调整基准值的差值,利用微调单元104进行平
面度的调整,再次重复探头进行点位测量,直至满足平面度要求<0.005mm,即 ,此时Z轴旋转平面与机床坐标系XOY平面近
似平行。
,此时Z轴旋转平面与机床坐标系XOY平面近
似平行。
步骤S102.利用探头或千分表,结合底座1的第一伺服电机102,完成安装平台2整体平行度的调整,分步实施方案具体如下。
S102.1.在步骤S101完成后,继续利用探头或千分表对安装平台2的找正基准面8
(平面度<0.005mm)进行多点位测量,如说明书附图4中测量点位Q所示,测量方式为探头或
千分表接触第一个测量点位后,以第一个点位为原点,保持Z轴坐标不变,仅移动X轴至不同
坐标,驱动探头探测上述点位,读取每个点位的实际坐标 。
。
S102.2.在得到安装平台2找正基准面8上各点位的实际坐标后,采用最小二乘线性回归方法拟合实际坐标得到回归方程

将斜率 转化为倾斜角度
转化为倾斜角度 ,结合上述倾斜角度值以及齿轮传动比
推算出第一伺服电机102的脉冲数,第一伺服电机102根据推算出的脉冲数绕Z轴旋转,然后
再次调用探头或千分表重复步骤S102.1,对所有点位的Y坐标值进行比较,若有
,结合上述倾斜角度值以及齿轮传动比
推算出第一伺服电机102的脉冲数,第一伺服电机102根据推算出的脉冲数绕Z轴旋转,然后
再次调用探头或千分表重复步骤S102.1,对所有点位的Y坐标值进行比较,若有 ,则完成了安装平台2整体平行度的调整,此时安装
平台2的找正基准面8与机床坐标系XOZ平面近似平行。
,则完成了安装平台2整体平行度的调整,此时安装
平台2的找正基准面8与机床坐标系XOZ平面近似平行。
步骤S103.利用探头或千分表,结合安装平台2的第二伺服电机202,完成标定组件3的找平,其分步实施方案如下。
S103.1.在步骤S101以及步骤S102完成后,继续利用探头或千分表对标定组件3的
哑光板301(平面度<0.005mm)进行多点位测量,如说明书附图6中测量点位R所示,测量方式
为探头或千分表接触第一个测量点位后,以第一个点位为原点,保持X轴坐标不变,仅移动Y
轴至不同坐标,驱动探头探测上述点位,读取每个点位的实际坐标 。
。
S103.2.在得到标定组件3哑光板301上各点位的实际坐标后,采用最小二乘线性回归方法拟合实际坐标得到回归方程

将斜率 转化为倾斜角度
转化为倾斜角度 ,结合上述倾斜角度值以及齿轮的传动
比,推算出第二伺服电机202的脉冲数,利用第二伺服电机202、锥齿轮副203以及蜗轮蜗杆
204绕X轴旋转,然后再次调用探头或千分表重复步骤S103.1,对所有点位的Z坐标值进行比
较,若有
,结合上述倾斜角度值以及齿轮的传动
比,推算出第二伺服电机202的脉冲数,利用第二伺服电机202、锥齿轮副203以及蜗轮蜗杆
204绕X轴旋转,然后再次调用探头或千分表重复步骤S103.1,对所有点位的Z坐标值进行比
较,若有 ,则完成了标定组件3的找正,此时
哑光板301平面与机床坐标系XY平面近似平行。
,则完成了标定组件3的找正,此时
哑光板301平面与机床坐标系XY平面近似平行。
步骤S104.基于NC程序的标定装置在照相测孔标定过程中的应用。
如说明书附图7所示,在相机系统安装于主轴端后,相机镜头的平面会随NC程序的执行发生旋转变化,为配合在不同旋转角度下,标定组件3仍能与相机镜头保持平行状态,便于光照补强及相机系统激光点位的位置确定,标定装置需基于NC程序同步进行不同旋转角度下的转动,从而实现标定组件3与相机镜头的平行,满足相机准确测量标定球的需求。
所述标定组件3与相机镜头的平行,标定装置同步随NC程序转动,对标定装置中的底座1的第一伺服电机102以及安装平台2的第二伺服电机202当前位置置零,读取NC程序中旋转轴的旋转角度,按NC程序旋转角度划分为如下类型:
(1)若机床旋转轴的旋转角度为A角度和C角度,则对应的直接用于标定装置绕X轴和Z轴的旋转,其中旋转增量由角度值和传动比决定;
(2)若机床旋转轴的旋转角度为A角度和B角度,则先将A角度和B角度逆解为矢量 ,以BA双摆头机床为例,其逆解公式为:
,以BA双摆头机床为例,其逆解公式为: ,
, ,
, ;
;
随后将 重新计算为A角度和C角度:
重新计算为A角度和C角度: ,
, ,得
到新的A角度和C角度后,将其应用于标定装置绕X轴和Z轴的选择,旋转增量由角度值和传
动比决定;
,得
到新的A角度和C角度后,将其应用于标定装置绕X轴和Z轴的选择,旋转增量由角度值和传
动比决定;
(3)若机床旋转轴的旋转角度为B角度和C角度,由于在数控系统中,B角度的特性与A角度类似,故可直接确定B角度=A角度,并应用于标定装置绕X轴和Z轴DE 旋转,旋转增量由角度值和传动比决定;
其中,旋转角度由五轴机床旋转轴的配置所决定,为(A/C)、(A/B)、(B/C)三种组合。
步骤S105.结合相机系统对标定组件3中的哑光标定球302进行拍照,利用图像识别技术完成在不同旋转角度下的球轮廓中心位置三维坐标计算。
由于哑光板301上的哑光标定球302的圆度<0.001mm,哑光标定球302在任意相机视角下的边缘轮廓仍为圆形,即标定球的边缘轮廓不受相机系统误差导致的边缘失真所影响,非常适合模拟孔在平面上所拍照形成的孔轮廓图像,因此结合标定装置、相机系统完成球轮廓图像识别的具体步骤为:
S105.1.基于相机系统对标定组件3上的哑光标定球302进行拍照,由于照片为平面图像,如说明书附图8所示,立体的哑光标定球302在照片中展示的为圆形轮廓,此处定义为球轮廓,同时四条激光束照在哑光板301上,并分布于哑光标定球302的四周,因此拍照得到的图像为球轮廓及4个激光点;
S105.2.基于图像识别技术首先进行球轮廓的轮廓包络线识别,通过对轮廓包络
线的最小二乘圆拟合,得到拟合圆的圆心位置 ,随后通过激光点位置计算拟合圆的z
值,从而得到球轮廓的实际中心位置
,随后通过激光点位置计算拟合圆的z
值,从而得到球轮廓的实际中心位置 。
。
所述相机系统包括远心镜头、四个激光笔,激光笔在镜头圆周方向上均匀分布,激光笔与镜头平面的夹角为45°。
所述图像识别技术包括但不限于深度学习技术、神经网络技术等AI技术。
步骤S106.以初始状态的标定球轮廓位置为依据,判断步骤S105中所有球心位置准确度是否满足公差带0.01mm的要求,若不满足,则根据标定球轮廓中心实际值与理论值的偏差作为补偿值,用于修正相机系统在不同旋转角度下的移动位移,重复步骤S104和S105,若满足,则退出迭代。
由于数控机床旋转轴存在几何误差、相机系统存在挠度误差,最终会叠加到相机镜头端,使得相机按NC程序进行移动后,拍照哑光标定球302并运算出的球轮廓中心位置存在一定的偏差,需要消除该偏差,即对相机系统的移动位置进行补偿迭代,其具体实施步骤为:
S106.1.以第一次标定时的球轮廓中心位置为数据来源,以理论的球轮廓中心位置为依据,遍历判断步骤S105中每个旋转角度下的球轮廓中心位置与理论值的偏差是否满足公差带0.01mm的要求;
S106.2.若不满足公差带要求,则根据球轮廓中心实际值与理论值的偏差作为补偿值,将补偿值叠加在相机系统理论NC指令的坐标值中,并重复步骤S105,若满足公差带要求,则退出迭代,并保存该补偿值。
步骤S107.输出步骤S106在NC程序不同角度下的相机系统移动补偿值,用于相机系统在实际蒙皮测孔时NC程序的补偿,达到对蒙皮表面孔位的准确测量,从而实现蒙皮零件精准数控锪窝。
本实施例提出的标定方法能够有效解决因机床旋转轴误差导致的相机系统拍照测标定球时,标定球轮廓不在照片中间的问题,不仅提高了相机系统在机床不同旋转角度下的位置准确度,同时也保证了相机系统拍照测量蒙皮孔位的位置准确度,从而实现蒙皮的精准数控锪窝。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制。
在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
以上所述,仅是本发明的较佳实施例,并非对本发明做任何形式上的限制,凡是依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化,均落入本发明的保护范围之内。
Claims (14)
1.一种非接触式照相测孔标定装置,其特征在于:包括底座(1)、安装平台(2)、标定组件(3)以及光照补偿器(4);所述底座(1)包括底座本体(101)、第一伺服电机(102)以及大齿轮盘(103),所述第一伺服电机(102)设置在底座本体(101)的一侧,大齿轮盘(103)安装在底座本体(101)的上表面,第一伺服电机(102)与所述大齿轮盘(103)啮合,用于驱动大齿轮盘(103)绕Z轴转动;所述安装平台(2)包括U形底座(201)、第二伺服电机(202)、锥齿轮副(203)以及蜗轮蜗杆(204),U形底座(201)设置在大齿轮盘(103)的上表面,第二伺服电机(202)、锥齿轮副(203)以及蜗轮蜗杆(204)均设置在U形底座(201)上,第二伺服电机(202)与锥齿轮副(203)连接,所述锥齿轮副(203)又与蜗轮蜗杆(204)连接;所述标定组件(3)包括哑光板(301)和哑光标定球(302),哑光板(301)设置在U形底座(201)上并与蜗轮蜗杆(204)连接,哑光标定球(302)设置在哑光板(301)上,标定组件(3)在蜗轮蜗杆(204)的带动下绕X轴旋转;所述光照补偿器(4)用于在标定过程中,对相机进行补光;所述哑光标定球(302)的球心位置位于底座(1)旋转中心和安装平台(2)旋转中心的交点位置处。
2.根据权利要求1所述的一种非接触式照相测孔标定装置,其特征在于:所述底座(1)还包括微调单元(104),微调单元(104)设置底座本体(101)的下表面,用于调整底座(1)的平面度,所述微调单元(104)包括一体成型的防滑螺母(1041)和螺杆(1042),防滑螺母(1041)固定套设在螺杆(1042)上,底座本体(101)上设置有螺纹盲孔,螺杆(1042)设置有螺纹的那一端位于所述螺纹盲孔内,与底座本体(101)螺纹连接。
3.根据权利要求1所述的一种非接触式照相测孔标定装置,其特征在于:所述光照补偿器(4)设置在哑光板(301)上,并且位于哑光标定球(302)的下方。
4.根据权利要求1所述的一种非接触式照相测孔标定装置,其特征在于:所述光照补偿器(4)由LED灯阵列组成。
5.根据权利要求1所述的一种非接触式照相测孔标定装置,其特征在于:所述大齿轮盘(103)上设置有安装槽(5),U形底座(201)设置在所述安装槽(5)内。
6.根据权利要求1所述的一种非接触式照相测孔标定装置,其特征在于:所述大齿轮盘(103)上设置有第一锥形孔(6),所述U形底座(201)上设置有与第一锥形孔(6)同轴心的第二锥形孔(7),两个锥形孔内设置有圆锥销。
7.根据权利要求1所述的一种非接触式照相测孔标定装置,其特征在于:所述U形底座(201)上设置有找正基准面(8)。
8.根据权利要求1所述的一种非接触式照相测孔标定装置,其特征在于:所述U形底座(201)的两侧内壁分别设置有辅助安装块(9),哑光板(301)的两端分别与所述辅助安装块(9)固定连接,其中一个辅助安装块(9)通过销轴与U形底座(201)的一侧内壁转动连接,所述U形底座(201)的另一侧内壁上转动设置有转动轴,转动轴的一端与蜗轮蜗杆(204)连接,另一端与另一块辅助安装块(9)连接。
9.根据权利要求1所述的一种非接触式照相测孔标定装置,其特征在于:所述哑光板(301)的材料为半透明亚克力板。
10.根据权利要求1所述的一种非接触式照相测孔标定装置,其特征在于:所述哑光标定球(302)的材料为哑光陶瓷球,直径为10mm,球的圆度小于0.001mm。
11.一种非接触式照相测孔标定方法,其特征在于,所述标定方法采用非接触式照相测孔标定装置实现,包括以下步骤:
步骤S101.标定装置整体基准找平;
基于探头或千分表,使用底座(1)的微调单元(104)进行平面度的调整,使标定装置的平面度小于0.005mm;
步骤S102.安装平台(2)平行度调整;
基于探头或千分表,使用底座(1)的第一伺服电机(102)进行平行度调整,使安装平台(2)的平行度小于0.005mm;
步骤S103.标定组件(3)找平;
基于探头或千分表,使用安装平台(2)的第二伺服电机(202)进行平面度调整,使标定组件(3)的平面度小于0.005mm;
步骤S104.基于NC程序的标定装置应用;
相机镜头根据NC程序进行不同旋转角度下的运动时,标定装置按计算规则同步配合进行旋转,使标定组件(3)中的哑光板(301)与相机镜头平行;
步骤S105.相机系统拍照哑光标定球(302)并对球轮廓中心位置三维坐标进行计算;
结合相机系统对标定组件(3)中的哑光标定球(302)进行拍照,利用图像识别技术完成在不同旋转角度下的球轮廓中心位置三维坐标计算;
步骤S106.相机系统移动位置的补偿迭代;
以初始状态的标定球轮廓位置为依据,判断步骤S105中所有球心位置准确度是否满足公差带0.01mm的要求,若不满足,则根据标定球轮廓中心实际值与理论值的偏差作为补偿值,用于修正相机系统在不同旋转角度下的移动位移,重复步骤S104和S105,若满足,则退出迭代;
步骤S107.输出步骤S106在NC程序不同角度下的相机系统移动补偿值,用于相机系统在实际蒙皮测孔时NC程序的补偿,从而实现蒙皮零件精准数控锪窝;
所述步骤S104中,标定装置的计算规则包括:
若机床旋转轴的旋转角度为A角度和C角度,则直接应用于标定装置绕Z轴和X轴的旋转;
若机床旋转轴的旋转角度为A角度和B角度,则先将A角度和B角度逆解为矢量 ,随后将
,随后将 重新计算为C角度和A角度,
重新计算为C角度和A角度, ,
, ,得到新的A角度和C角度后,将其应用于标定装置绕Z轴和X轴的旋转;
,得到新的A角度和C角度后,将其应用于标定装置绕Z轴和X轴的旋转;
若机床旋转轴的旋转角度为B角度和C角度,可直接确定B角度=A角度,并应用于标定装置绕Z轴和X轴的旋转;
所述非接触式照相测孔标定装置包括底座(1)、安装平台(2)和标定组件(3),所述底座(1)包括底座本体(101)、第一伺服电机(102)以及大齿轮盘(103),所述第一伺服电机(102)设置在底座本体(101)的一侧,大齿轮盘(103)安装在底座本体(101)的上表面,第一伺服电机(102)与所述大齿轮盘(103)啮合,用于驱动大齿轮盘(103)绕Z轴转动;所述安装平台(2)包括U形底座(201)、第二伺服电机(202)、锥齿轮副(203)以及蜗轮蜗杆(204),U形底座(201)设置在大齿轮盘(103)的上表面,第二伺服电机(202)、锥齿轮副(203)以及蜗轮蜗杆(204)均设置在U形底座(201)上,第二伺服电机(202)与锥齿轮副(203)连接,所述锥齿轮副(203)又与蜗轮蜗杆(204)连接;所述标定组件(3)包括哑光板(301)和哑光标定球(302),哑光板(301)设置在U形底座(201)上并与蜗轮蜗杆(204)连接,哑光标定球(302)设置在哑光板(301)上,哑光标定球(302)的球心位置位于底座(1)旋转中心和安装平台(2)旋转中心的交点位置处,标定组件(3)在蜗轮蜗杆(204)的带动下绕X轴旋转。
12.根据权利要求11所述的一种非接触式照相测孔标定方法,其特征在于,所述步骤S101包括:
利用探头或千分表对大齿轮盘(103)上表面进行多个点位的测量,在测量数据最大值、最小值以及平均值中,选择其中一个作为调整基准值,以测量数据与基准值之间的差值为调整依据,通过微调单元(104)对标定装置整体进行平面度的调整。
13.根据权利要求11所述的一种非接触式照相测孔标定方法,其特征在于,所述步骤S102包括:
利用探头或千分表对安装平台(2)的找正基准面(8)按Z轴坐标不变的规则进行多点位检测,选择检测数据中的 坐标进行线性拟合,得到拟合直线的斜率
坐标进行线性拟合,得到拟合直线的斜率 和倾斜角度
和倾斜角度 ,结合第一伺服电机(102)调整安装平台(2)的找正基准面(8)与机床坐标系XOZ平面平行,调整完毕后将第一伺服电机(102)当前旋转角度置零。
,结合第一伺服电机(102)调整安装平台(2)的找正基准面(8)与机床坐标系XOZ平面平行,调整完毕后将第一伺服电机(102)当前旋转角度置零。
14.根据权利要求11所述的一种非接触式照相测孔标定方法,其特征在于,所述步骤S103包括:
利用探头或千分表对哑光板(301)按X轴坐标不变的规则进行多点位测量,选择检测数据中的 坐标进行线性拟合,得到拟合直线的斜率
坐标进行线性拟合,得到拟合直线的斜率 和倾斜角度
和倾斜角度 ,结合第二伺服电机(202)、锥齿轮副(203)以及蜗轮蜗杆(204)完成标定组件(3)的整体旋转,最终调整哑光板(301)的平面与机床坐标系XOY平面平行,调整完毕后将第二伺服电机(202)当前旋转角度置零。
,结合第二伺服电机(202)、锥齿轮副(203)以及蜗轮蜗杆(204)完成标定组件(3)的整体旋转,最终调整哑光板(301)的平面与机床坐标系XOY平面平行,调整完毕后将第二伺服电机(202)当前旋转角度置零。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210053088.8A CN114061459B (zh) | 2022-01-18 | 2022-01-18 | 一种非接触式照相测孔标定装置及方法 |
| PCT/CN2022/125315 WO2023138119A1 (zh) | 2022-01-18 | 2022-10-14 | 一种非接触式照相测孔标定装置及方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210053088.8A CN114061459B (zh) | 2022-01-18 | 2022-01-18 | 一种非接触式照相测孔标定装置及方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN114061459A CN114061459A (zh) | 2022-02-18 |
| CN114061459B true CN114061459B (zh) | 2022-05-10 |
Family
ID=80231283
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210053088.8A Active CN114061459B (zh) | 2022-01-18 | 2022-01-18 | 一种非接触式照相测孔标定装置及方法 |
Country Status (2)
| Country | Link |
|---|---|
| CN (1) | CN114061459B (zh) |
| WO (1) | WO2023138119A1 (zh) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114061459B (zh) * | 2022-01-18 | 2022-05-10 | 成都飞机工业(集团)有限责任公司 | 一种非接触式照相测孔标定装置及方法 |
| CN115157004B (zh) * | 2022-09-06 | 2023-02-10 | 深圳市世宗自动化设备有限公司 | 五轴设备标定方法及系统 |
| CN116953672B (zh) * | 2023-09-20 | 2024-01-09 | 北京航天计量测试技术研究所 | 一种激光雷达二维精密转台的角度差分标定方法 |
| CN117152273B (zh) * | 2023-11-01 | 2024-02-23 | 安徽中科星驰自动驾驶技术有限公司 | 一种用于自动驾驶车辆的相机标定设备 |
| CN117212647B (zh) * | 2023-11-09 | 2024-02-27 | 辽宁嘉亿科技发展有限公司 | 一种角度调节式海洋探测装置及其探测方法 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2003062747A1 (en) * | 2002-01-16 | 2003-07-31 | Renishaw Plc | Aligning optical components of an optical measuring system |
| DE10203200C1 (de) * | 2002-01-27 | 2003-08-07 | Blaz Santic | Das neue Auswerteverfahren von einzelnen Formflächen sowie von Werkstücken innerhalb der gesuchten Toleranzzonen |
| CN103292748A (zh) * | 2013-01-05 | 2013-09-11 | 中国航空工业集团公司西安飞机设计研究所 | 一种基于激光测量的多基板拼合检测方法 |
| JP2014153149A (ja) * | 2013-02-07 | 2014-08-25 | Nikon Corp | 形状測定装置、構造物製造システム、形状測定方法、及びプログラム |
| CN105136031A (zh) * | 2015-08-25 | 2015-12-09 | 华中科技大学 | 一种五轴联动机床旋转轴的几何误差连续测量方法 |
| CN108827149A (zh) * | 2018-06-12 | 2018-11-16 | 北京华睿盛德科技有限公司 | 一种基于线激光位移传感器和漫反射量块的转台标定方法 |
| CN109186498A (zh) * | 2018-02-11 | 2019-01-11 | 上海机动车检测认证技术研究中心有限公司 | 一种综合校准装置 |
| CN109341601A (zh) * | 2018-11-12 | 2019-02-15 | 中国航空工业集团公司北京航空精密机械研究所 | 一种视觉测量装置中回转台中心轴线的空间方位标定方法 |
| CN111060025A (zh) * | 2019-12-23 | 2020-04-24 | 上海交通大学 | 五轴机床原位安装线激光传感器的位姿标定方法及系统 |
| CN113369990A (zh) * | 2021-07-06 | 2021-09-10 | 成都飞机工业(集团)有限责任公司 | 一种用于非接触式测量孔的在线检测装置及其使用方法 |
| CN113739717A (zh) * | 2021-08-20 | 2021-12-03 | 中国工程物理研究院激光聚变研究中心 | 在机测量系统中的线激光传感器位姿标定方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3588255A (en) * | 1968-03-12 | 1971-06-28 | Technidyne Inc | Optical alignment methods and means utilizing coordinated laser beams and laser beam coordinating means for same |
| US7216930B2 (en) * | 2004-08-18 | 2007-05-15 | Steenson Daniel V | Adjustable armchair tray |
| KR101418462B1 (ko) * | 2013-02-26 | 2014-07-14 | 애니모션텍 주식회사 | 3차원 측정기를 이용한 스테이지 캘리브레이션 방법 |
| CN103557802B (zh) * | 2013-11-18 | 2015-10-07 | 沈阳黎明航空发动机(集团)有限责任公司 | 一种非接触测量空间曲面微小孔直径和坐标位置的方法 |
| CN110076277B (zh) * | 2019-05-07 | 2020-02-07 | 清华大学 | 基于增强现实技术的配钉方法 |
| CN112461177B (zh) * | 2020-11-11 | 2023-02-03 | 中国航空工业集团公司北京航空精密机械研究所 | 一种点激光测头在机标定方法 |
| CN112712565B (zh) * | 2020-12-28 | 2024-03-01 | 中国民航大学 | 基于视觉与imu融合的飞机蒙皮损伤无人机绕检定位方法 |
| CN113701631A (zh) * | 2021-08-26 | 2021-11-26 | 天津大学 | 视觉测量结合接触式测量的螺纹孔中心定位装置及方法 |
| CN114061459B (zh) * | 2022-01-18 | 2022-05-10 | 成都飞机工业(集团)有限责任公司 | 一种非接触式照相测孔标定装置及方法 |
-
2022
- 2022-01-18 CN CN202210053088.8A patent/CN114061459B/zh active Active
- 2022-10-14 WO PCT/CN2022/125315 patent/WO2023138119A1/zh unknown
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2003062747A1 (en) * | 2002-01-16 | 2003-07-31 | Renishaw Plc | Aligning optical components of an optical measuring system |
| DE10203200C1 (de) * | 2002-01-27 | 2003-08-07 | Blaz Santic | Das neue Auswerteverfahren von einzelnen Formflächen sowie von Werkstücken innerhalb der gesuchten Toleranzzonen |
| CN103292748A (zh) * | 2013-01-05 | 2013-09-11 | 中国航空工业集团公司西安飞机设计研究所 | 一种基于激光测量的多基板拼合检测方法 |
| JP2014153149A (ja) * | 2013-02-07 | 2014-08-25 | Nikon Corp | 形状測定装置、構造物製造システム、形状測定方法、及びプログラム |
| CN105136031A (zh) * | 2015-08-25 | 2015-12-09 | 华中科技大学 | 一种五轴联动机床旋转轴的几何误差连续测量方法 |
| CN109186498A (zh) * | 2018-02-11 | 2019-01-11 | 上海机动车检测认证技术研究中心有限公司 | 一种综合校准装置 |
| CN108827149A (zh) * | 2018-06-12 | 2018-11-16 | 北京华睿盛德科技有限公司 | 一种基于线激光位移传感器和漫反射量块的转台标定方法 |
| CN109341601A (zh) * | 2018-11-12 | 2019-02-15 | 中国航空工业集团公司北京航空精密机械研究所 | 一种视觉测量装置中回转台中心轴线的空间方位标定方法 |
| CN111060025A (zh) * | 2019-12-23 | 2020-04-24 | 上海交通大学 | 五轴机床原位安装线激光传感器的位姿标定方法及系统 |
| CN113369990A (zh) * | 2021-07-06 | 2021-09-10 | 成都飞机工业(集团)有限责任公司 | 一种用于非接触式测量孔的在线检测装置及其使用方法 |
| CN113739717A (zh) * | 2021-08-20 | 2021-12-03 | 中国工程物理研究院激光聚变研究中心 | 在机测量系统中的线激光传感器位姿标定方法 |
Non-Patent Citations (3)
| Title |
|---|
| 双耳孔中心距非接触式测量方法研究;赵采仪;《机械制造与自动化》;20210620;第163-166页 * |
| 基于激光跟踪仪的自动钻铆系统坐标系建立技术;薛其伟;《航空精密制造技术》;20190215;第10-14页 * |
| 条纹投影轮廓术系统模型与标定综述;殷永凯等;《红外与激光工程》;20200325(第03期);第127-144页 * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114061459A (zh) | 2022-02-18 |
| WO2023138119A1 (zh) | 2023-07-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN114061459B (zh) | 一种非接触式照相测孔标定装置及方法 | |
| JP4275632B2 (ja) | パラレルメカニズム機構のキャリブレーション方法、キャリブレーションの検証方法、キャリブレーションの検証プログラム、データ採取方法及び空間位置補正における補正データ採取方法 | |
| CN108449984B (zh) | 三维计算机断层扫描量规 | |
| CN105526885B (zh) | 一种基于复合测头的锥孔锥角高精度检测方法 | |
| JP2003329402A (ja) | 3次元座標評価ゲージ | |
| CN111982019B (zh) | 基于线结构光传感器的叶片截面轮廓高精度检测方法 | |
| JP2007515641A (ja) | 多軸計測システムの幾何学配置を較正するための方法 | |
| CN114674249B (zh) | 一种筒体嵌套装配对中的视觉测量引导装置、方法及系统 | |
| CN109443273B (zh) | 利用三维测量系统对待测工件进行精确定位的方法 | |
| CN108562233A (zh) | 利用二次曲线不变量的轴类零件直径尺寸在线测量方法 | |
| CN110315530A (zh) | 校准精度的评价方法和评价装置 | |
| CN110893619A (zh) | 一种基于激光跟踪仪的工业机器人位姿校准装置 | |
| CN114719752A (zh) | 基于万能工具显微镜、测头测量精密零件几何参数的方法 | |
| CN114770517B (zh) | 通过点云获取装置对机器人进行标定的方法以及标定系统 | |
| CN102538707B (zh) | 一种对工件进行三维定位的装置及方法 | |
| CN108151672B (zh) | 一种基于投影成像的轴形位公差测量仪 | |
| CN112797914B (zh) | 光学轮廓扫描仪的校准方法 | |
| CN107044831B (zh) | 测量方向可变的激光测头装置及其使用方法 | |
| CN216846033U (zh) | 基于深矢高工件的内壁测量系统 | |
| CN112815841B (zh) | 法向测量传感器的位置标定方法及装置 | |
| CN109945839B (zh) | 一种对接工件的姿态测量方法 | |
| CN115164793A (zh) | 微纳米级复合测量的坐标统一标定器及标定方法 | |
| JP7201208B2 (ja) | 校正ゲージ及び校正方法 | |
| CN110978058B (zh) | 适用于工业机器人的位姿测量及其运动学模型修正的方法 | |
| CN107193096A (zh) | 高次曲面空间位置自动定中系统和方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |