CN113979074A - 一种磁铁上料设备 - Google Patents
一种磁铁上料设备 Download PDFInfo
- Publication number
- CN113979074A CN113979074A CN202111326270.8A CN202111326270A CN113979074A CN 113979074 A CN113979074 A CN 113979074A CN 202111326270 A CN202111326270 A CN 202111326270A CN 113979074 A CN113979074 A CN 113979074A
- Authority
- CN
- China
- Prior art keywords
- magnet
- feeding
- lateral
- transfer
- turnover
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/02—Devices for feeding articles or materials to conveyors
- B65G47/04—Devices for feeding articles or materials to conveyors for feeding articles
- B65G47/12—Devices for feeding articles or materials to conveyors for feeding articles from disorderly-arranged article piles or from loose assemblages of articles
- B65G47/14—Devices for feeding articles or materials to conveyors for feeding articles from disorderly-arranged article piles or from loose assemblages of articles arranging or orientating the articles by mechanical or pneumatic means during feeding
- B65G47/1407—Devices for feeding articles or materials to conveyors for feeding articles from disorderly-arranged article piles or from loose assemblages of articles arranging or orientating the articles by mechanical or pneumatic means during feeding the articles being fed from a container, e.g. a bowl
- B65G47/1414—Devices for feeding articles or materials to conveyors for feeding articles from disorderly-arranged article piles or from loose assemblages of articles arranging or orientating the articles by mechanical or pneumatic means during feeding the articles being fed from a container, e.g. a bowl by means of movement of at least the whole wall of the container
- B65G47/1421—Vibratory movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2201/00—Indexing codes relating to handling devices, e.g. conveyors, characterised by the type of product or load being conveyed or handled
- B65G2201/02—Articles
Abstract
本发明公开了一种磁铁上料设备,其包括机架、磁铁上料振动盘、磁铁送料直振机构、两磁铁中转机构、磁铁摆放机构以及磁铁周转装置。机架的上方一侧设置有磁铁上料振动盘,磁铁送料直振机构设置于磁铁上料振动盘的前方,并且,磁铁送料直振机构连接磁铁上料振动盘。磁铁送料直振机构可以承接并转移磁铁上料振动盘处送出的磁铁物料。两磁铁中转机构分别设置于磁铁送料直振机构的两侧,磁铁摆放机构跨过两磁铁中转机构并连接于机架之上。磁铁摆放机构可以将磁铁送料直振机构中送出的磁铁物料分别摆放至两磁铁中转机构之上,然后,用户可以通过磁铁周转装置对磁铁中转机构上摆好的磁铁物料进行成批周转。本发明一种磁铁上料设备提高了磁铁上料的效率。
Description
技术领域
本发明涉及磁铁类零件上料设备的技术领域,特别是涉及一种磁铁上料设备。
背景技术
磁铁在现代工业中的应用十分广泛,然而,在传统的磁铁上料过程中多采用人工上料的形式。工人需要通过手持镊子等设备将磁铁手动逐个放入所需磁铁的模块中。这种人工上料方式速度慢、效率低,并且人工上料存在放置位置误差,影响后续的加工作业,从而降低了产品的合格率。基于此,中国专利CN105936412B公开了一种磁铁类零件上料装置,其包括安装支架,上料架固定安装于所述安装支架上方,所述上料架上设有上料滑道;气缸固定安装于所述安装支架上,所述气缸的活塞连接定位板,所述定位板滑动安装于所述安装支架上,所述定位板上设有接料孔;伸出块位于所述上料滑道的出料口处、且通过弹簧浮动安装于所述安装支架上。该装置能够完成磁铁类零件的整列上料。
然而,上述的磁铁类零件上料装置每次上料动作时只能针对单列产品,所以每次执行磁铁上料到磁铁物料被周转时都会存在动作中断。因此,该装置的工作效率还存在改善的地方。此外,在另外一系应用场景中,用户往往需要整板周转被摆放好的磁铁物料,而上述的磁铁类零件上料装置则需要按列上料,所以,导致用户无法进一步地提升磁铁的上料及周转效率。
发明内容
基于此,有必要针对如何改善现有技术中磁铁上料及周转作业效率低的问题,提供一种磁铁上料设备。
一种磁铁上料设备,其包括:机架、磁铁上料振动盘、磁铁送料直振机构、两磁铁中转机构、磁铁摆放机构以及磁铁周转装置。所述机架的顶部一侧设置所述磁铁上料振动盘,所述磁铁上料振动盘的前方侧面设置有磁铁出料口。所述磁铁送料直振机构设置于所述磁铁上料振动盘的前方,所述磁铁送料直振机构具有送料直振通道、侧向周转机构、送料振动机以及送料基座。所述送料直振通道的一端连接所述磁铁出料口,所述送料直振通道的另一端连接所述侧向周转机构;所述侧向周转机构将送料直振通道出料处的磁铁搬运至侧边;所述送料直振通道的下方连接所述送料振动机,所述送料振动机设置于所述送料基座的上方;所述送料基座连接于所述机架的顶部。两所述磁铁中转机构分别相对设置于所述磁铁送料直振机构的两侧,所述磁铁中转机构具有磁铁中转平台、中转平台驱动气缸以及中转基架。所述磁铁中转平台与所述中转平台驱动气缸驱动连接,所述磁铁中转平台活动连接于所述中转基架的顶部。所述磁铁摆放机构设置于两所述磁铁中转机构的上方,所述磁铁摆放机构具有摆放臂以及龙门架。所述摆放臂与所述龙门架活动连接,所述龙门架跨过两所述磁铁中转机构后连接于所述机架的上方。所述磁铁周转装置与所述磁铁中转平台匹配设置,所述磁铁周转装置单次周转所述磁铁中转平台上存放的全部磁铁。
进一步的,所述侧向周转机构具有侧向周转支撑架、侧向周转顶部限位块、侧向周转移动块以及侧向周转驱动气缸。
更进一步的,所述侧向周转支撑架设置于所述送料基座的前方,并且,所述侧向周转支撑架连接于所述机架的顶部。
更进一步的,所述侧向周转顶部限位块连接于所述侧向周转支撑架的上方。
更进一步的,所述侧向周转移动块设置于所述侧向周转支撑架与所述侧向周转顶部限位块之间,并且,所述侧向周转移动块与所述侧向周转驱动气缸驱动连接。
进一步的,所述侧向周转移动块的顶部具有磁铁放置腔,所述磁铁放置腔与所述送料直振通道的一端活动连接。
进一步的,所述磁铁周转装置具有磁铁吸取结构、伸缩结构、若干磁铁顶出针以及提手。
更进一步的,所述伸缩结构与若干所述磁铁顶出针设置于所述磁铁吸取结构与所述提手之间
更进一步的,所述磁铁吸取结构具有若干磁铁吸入腔、若干定位柱以及进气口。
更进一步的,若干所述定位柱分布于若干所述磁铁吸入腔的四周。
综上所述,本发明一种磁铁上料设备分别设有机架、磁铁上料振动盘、磁铁送料直振机构、两磁铁中转机构、磁铁摆放机构以及磁铁周转装置。所述机架的上方一侧设置有所述磁铁上料振动盘,所述磁铁送料直振机构设置于所述磁铁上料振动盘的前方,并且,所述磁铁送料直振机构连接所述磁铁上料振动盘。所述磁铁送料直振机构可以承接并转移所述磁铁上料振动盘处送出的磁铁物料。两所述磁铁中转机构分别设置于所述磁铁送料直振机构的两侧,所述磁铁摆放机构跨过两所述磁铁中转机构并连接于所述机架之上。所述磁铁摆放机构可以将所述磁铁送料直振机构中送出的磁铁物料分别摆放至两所述磁铁中转机构之上,然后,用户可以通过所述磁铁周转装置对所述磁铁中转机构上摆好的磁铁物料进行成批周转。本磁铁上料设备可以实现磁铁物料从储料仓自动上料并自动摆盘的工艺,由此克服了现有技术中人工摆放磁铁物料导致的效率低且易出错的技术问题。而且,所述磁铁周转装置可以成横、列或整面来对磁铁物料进行周转,因此,该种设计极大拓展了本磁铁上料设备的实用性。此外,本磁铁上料设备所设有的两磁铁中转机构可以交替进行工作,因而当用户对其中一磁铁中转机构进行操作时,另一磁铁中转机构可以继续被所述磁铁摆放机构进行摆放物料的动作,所以进一步提高了本磁铁上料设备的工作效率。
附图说明
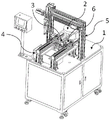
图1为本发明一种磁铁上料设备的结构示意图;
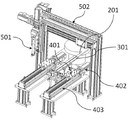
图2为本发明一种磁铁上料设备的部分结构示意图;
图3为本发明一种磁铁上料设备的部分结构示意图;
图4为本发明一种磁铁上料设备的部分结构示意图。
具体实施方式
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施例的限制。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
请一并参阅图1至图4,本发明一种磁铁上料设备包括:机架1、磁铁上料振动盘2、磁铁送料直振机构3、两磁铁中转机构4、磁铁摆放机构5以及磁铁周转装置6。所述机架1的顶部一侧设置所述磁铁上料振动盘2,所述磁铁上料振动盘2的前方侧面设置有磁铁出料口201。所述磁铁送料直振机构3设置于所述磁铁上料振动盘2的前方,所述磁铁送料直振机构3具有送料直振通道301、侧向周转机构302、送料振动机303以及送料基座304。所述送料直振通道301的一端连接所述磁铁出料口201,所述送料直振通道301的另一端连接所述侧向周转机构302;所述侧向周转机构302将送料直振通道301出料处的磁铁搬运至侧边;所述送料直振通道301的下方连接所述送料振动机303,所述送料振动机303设置于所述送料基座304的上方;所述送料基座304连接于所述机架1的顶部。两所述磁铁中转机构4分别相对设置于所述磁铁送料直振机构3的两侧,所述磁铁中转机构4具有磁铁中转平台401、中转平台驱动气缸402以及中转基架403。所述磁铁中转平台401与所述中转平台驱动气缸402驱动连接,所述磁铁中转平台401活动连接于所述中转基架403的顶部。所述磁铁摆放机构5设置于两所述磁铁中转机构4的上方,所述磁铁摆放机构5具有摆放臂501以及龙门架502。所述摆放臂501与所述龙门架502活动连接,所述龙门架502跨过两所述磁铁中转机构4后连接于所述机架1的上方。所述磁铁周转装置6与所述磁铁中转平台401匹配设置,所述磁铁周转装置6单次周转所述磁铁中转平台401上存放的全部磁铁。
具体的,所述磁铁上料振动盘2可以预先存放预设数量的磁铁物料,其所设有的磁铁出料口201连通所述送料直振通道301的一端。所述磁铁上料振动盘2可以通过其自身持续的振动从而将其内部储存的磁铁物料输送至所述磁铁出料口201中。所述磁铁出料口201的尺寸仅允许单次通过一磁铁物料,所述磁铁物料可以逐个被上料至所述磁铁出料口201,然后,其再被逐个由所述磁铁出料口201传递至所述送料直振通道301之中。在所述送料直振通道301之内的所有磁铁首尾相接整齐排列。当设置于所述送料直振通道301下方的所述送料振动机303开始持续振动后,所述送料直振通道301可以跟随所述送料振动机303的振动而振动,因此,位于所述送料直振通道301内成列排序的磁铁物料会随着振动持续往所述送料直振通道301的另一端处行进。而所述侧向周转机构302连通所述送料直振通道301的该端,因此,所述磁铁物料可以逐个被振动而传递进入所述侧向周转机构302之中。
进一步的,所述侧向周转机构302具有侧向周转支撑架302a、侧向周转顶部限位块302b、侧向周转移动块302c以及侧向周转驱动气缸302d。所述侧向周转支撑架302a设置于所述送料基座304的前方,并且,所述侧向周转支撑架302a连接于所述机架1的顶部。所述侧向周转顶部限位块302b连接于所述侧向周转支撑架302a的上方;所述侧向周转移动块302c设置于所述侧向周转支撑架302a与所述侧向周转顶部限位块302b之间,并且,所述侧向周转移动块302c与所述侧向周转驱动气缸302d驱动连接,所述侧向周转驱动气缸302d连接于所述侧向周转支撑架302a的上方;所述侧向周转移动块302c的顶部还具有磁铁放置腔302c1,所述磁铁放置腔302c1与所述送料直振通道301的一端活动连接。具体的,所述磁铁放置腔302c1可以容纳单个磁铁物料,当所述侧向周转机构302需要承接物料时,所述磁铁放置腔302c1即位于所述送料直振通道301的一端出口处,排序于所述送料直振通道301内的磁铁物料可以逐个由所述送料直振通道转移至所述磁铁放置腔302c1之上,所述侧向周转顶部限位块302b恰好能遮挡所述磁铁放置腔302c1的上方,以避免磁铁物料传送的过程中意外掉落。当所述磁铁放置腔302c1被放入一磁铁物料后,所述侧向周转驱动气缸302d可以驱动所述侧向周转移动块302c携带该磁铁物料移动至所述侧向周转顶部限位块302b的侧面,进而使该磁铁物料脱离所述侧向周转顶部限位块302b的限位。此时,所述摆放臂501可以移动至所述侧向周转移动块302c的上方,并将其上放有的一磁铁原料由所述侧向周转机构302转移至所述磁铁中转平台401之上。上述的侧向周转机构302从所述送料直振通道301处承接物料,以及所述摆放臂501从所述侧向周转机构302处转移物料至所述磁铁中转平台401的过程可以不断循环,直至一磁铁中转平台401被摆满物料后,后续的磁铁物料则继续被摆放至另一侧的磁铁中转平台401之上。
进一步的,所述磁铁周转装置6具有磁铁吸取结构601、伸缩结构602、若干磁铁顶出针603以及提手604。所述磁铁吸取结构601具有若干磁铁吸入腔601a、若干定位柱601b以及进气口601c。若干所述定位柱601b分布于若干所述磁铁吸入腔601a的四周,所述进气口601c连通每一所述磁铁吸入腔601a。具体的,若干所述磁铁吸入腔601a匹配所述磁铁中转平台401单批磁铁的数量进行对应设置,所述定位柱601b可以使所述磁铁吸取结构601匹配并靠近所述磁铁中转平台401,所述进气口601c连通外部的气缸以便于每一所述磁铁吸入腔601a内能按需提供吸取磁铁物料的吸力。进一步的,所述伸缩结构602与若干所述磁铁顶出针603设置于所述磁铁吸取结构601与所述提手604之间。所述伸缩结构602可以为在导向柱的外部套接有弹性元件,例如弹簧等。所述磁铁顶出针603对应每一所述磁铁吸入腔601a进行设置,每一所述磁铁顶出针603连接于所述磁铁吸入腔601a之内,以使被吸入所述磁铁吸入腔601a之内的磁铁物料可以被所述磁铁顶出针603顶出。具体的,当所述磁铁中转平台401被摆满磁铁物料后,用户可以手持所述磁铁周转装置6对摆放于所述磁铁中转平台401中的所有磁铁物料一次性全部吸入所述磁铁吸入腔603之中,然后,需要被周转的磁铁物料到达预设的位置后,用户可以按压所述提手604以使所述磁铁顶出针603将所述磁铁吸入腔603内的磁铁物料顶出。
综上所述,本发明一种磁铁上料设备分别设有机架1、磁铁上料振动盘2、磁铁送料直振机构3、两磁铁中转机构4、磁铁摆放机构5以及磁铁周转装置6。所述机架1的上方一侧设置有所述磁铁上料振动盘2,所述磁铁送料直振机构3设置于所述磁铁上料振动盘2的前方,并且,所述磁铁送料直振机构3连接所述磁铁上料振动盘2。所述磁铁送料直振机构3可以承接并转移所述磁铁上料振动盘2处送出的磁铁物料。两所述磁铁中转机构4分别设置于所述磁铁送料直振机构3的两侧,所述磁铁摆放机构5跨过两所述磁铁中转机构4并连接于所述机架1之上。所述磁铁摆放机构5可以将所述磁铁送料直振机构4中送出的磁铁物料分别摆放至两所述磁铁中转机构4之上,然后,用户可以通过所述磁铁周转装置6对所述磁铁中转机构4上摆好的磁铁物料进行成批周转。本磁铁上料设备可以实现磁铁物料从储料仓自动上料并自动摆盘的工艺,由此克服了现有技术中人工摆放磁铁物料导致的效率低且易出错的技术问题。而且,所述磁铁周转装置5可以成横、列或整面来对磁铁物料进行周转,因此,该种设计极大拓展了本磁铁上料设备的实用性。此外,本磁铁上料设备所设有的两磁铁中转机构4可以交替进行工作,因而当用户对其中一磁铁中转机构4进行操作时,另一磁铁中转机构4可以继续被所述磁铁摆放机构5进行摆放物料的动作,所以进一步提高了本磁铁上料设备的工作效率。容易想到的,所述磁铁中转机构4还可以设置更多的数量,只要所述机架1的顶部具有足够大的布置空间即可。
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
Claims (10)
1.一种磁铁上料设备,其特征在于,本磁铁上料设备包括:机架(1)、磁铁上料振动盘(2)、磁铁送料直振机构(3)、两磁铁中转机构(4)、磁铁摆放机构(5)以及磁铁周转装置(6);所述机架(1)的顶部一侧设置所述磁铁上料振动盘(2),所述磁铁上料振动盘(2)的前方侧面设置有磁铁出料口(201);所述磁铁送料直振机构(3)设置于所述磁铁上料振动盘(2)的前方,所述磁铁送料直振机构(3)具有送料直振通道(301)、侧向周转机构(302)、送料振动机(303)以及送料基座(304);所述送料直振通道(301)的一端连接所述磁铁出料口(201),所述送料直振通道(301)的另一端连接所述侧向周转机构(302);所述侧向周转机构(302)将送料直振通道(301)出料处的磁铁搬运至侧边;所述送料直振通道(301)的下方连接所述送料振动机(303),所述送料振动机(303)设置于所述送料基座(304)的上方;所述送料基座(304)连接于所述机架(1)的顶部。两所述磁铁中转机构(4)分别相对设置于所述磁铁送料直振机构(3)的两侧,所述磁铁中转机构(4)具有磁铁中转平台(401)、中转平台驱动气缸(402)以及中转基架(403);所述磁铁中转平台(401)与所述中转平台驱动气缸(402)驱动连接,所述磁铁中转平台(401)活动连接于所述中转基架(403)的顶部;所述磁铁摆放机构(5)设置于两所述磁铁中转机构(4)的上方,所述磁铁摆放机构(5)具有摆放臂(501)以及龙门架(502);所述摆放臂(501)与所述龙门架(502)活动连接,所述龙门架(502)跨过两所述磁铁中转机构(4)后连接于所述机架(1)的上方;所述磁铁周转装置(6)与所述磁铁中转平台(401)匹配设置,所述磁铁周转装置(6)单次周转所述磁铁中转平台(401)上存放的全部磁铁。
2.根据权利要求1所述的一种磁铁上料设备,其特征在于:所述侧向周转机构(302)具有侧向周转支撑架(302a)、侧向周转顶部限位块(302b)、侧向周转移动块(302c)以及侧向周转驱动气缸(302d)。
3.根据权利要求2所述的一种磁铁上料设备,其特征在于:所述侧向周转支撑架(302a)设置于所述送料基座(304)的前方,并且,所述侧向周转支撑架(302a)连接于所述机架(1)的顶部。
4.根据权利要求3所述的一种磁铁上料设备,其特征在于:所述侧向周转顶部限位块(302b)连接于所述侧向周转支撑架(302a)的上方。
5.根据权利要求4所述的一种磁铁上料设备,其特征在于:所述侧向周转移动块(302c)设置于所述侧向周转支撑架(302a)与所述侧向周转顶部限位块(302b)之间,并且,所述侧向周转移动块(302c)与所述侧向周转驱动气缸(302d)驱动连接。
6.根据权利要求5所述的一种磁铁上料设备,其特征在于:所述侧向周转移动块(302c)的顶部具有磁铁放置腔(302c1),所述磁铁放置腔(302c1)与所述送料直振通道(301)的一端活动连接。
7.根据权利要求1所述的一种磁铁上料设备,其特征在于:所述磁铁周转装置(6)具有磁铁吸取结构(601)、伸缩结构(602)、若干磁铁顶出针(603)以及提手(604)。
8.根据权利要求7所述的一种磁铁上料设备,其特征在于:所述伸缩结构(602)与若干所述磁铁顶出针(603)设置于所述磁铁吸取结构(601)与所述提手(604)之间。
9.根据权利要求8所述的一种磁铁上料设备,其特征在于:所述磁铁吸取结构(601)具有若干磁铁吸入腔(601a)、若干定位柱(601b)以及进气口(601c)。
10.根据权利要求9所述的一种磁铁上料设备,其特征在于:若干所述定位柱(601b)分布于若干所述磁铁吸入腔(601a)的四周。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111326270.8A CN113979074B (zh) | 2021-11-10 | 2021-11-10 | 一种磁铁上料设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111326270.8A CN113979074B (zh) | 2021-11-10 | 2021-11-10 | 一种磁铁上料设备 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113979074A true CN113979074A (zh) | 2022-01-28 |
| CN113979074B CN113979074B (zh) | 2023-05-23 |
Family
ID=79747620
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111326270.8A Active CN113979074B (zh) | 2021-11-10 | 2021-11-10 | 一种磁铁上料设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113979074B (zh) |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20050067258A1 (en) * | 2003-09-30 | 2005-03-31 | Yoshimi Hayata | Vibration-type parts feeding method and its device |
| CN206435714U (zh) * | 2017-01-17 | 2017-08-25 | 杨正权 | 一种自动铆钉磁取输送机构 |
| CN207564838U (zh) * | 2017-11-07 | 2018-07-03 | 广州法澳自动化科技有限公司 | 磁路嵌入件上料机构 |
| CN208963974U (zh) * | 2018-07-28 | 2019-06-11 | 东莞理工学院 | 一种螺母自动送料装置和螺母装配线 |
| CN110405442A (zh) * | 2019-08-20 | 2019-11-05 | 惠州至精精密技术有限公司 | 烟管装夹设备 |
| CN110449854A (zh) * | 2019-08-12 | 2019-11-15 | 珠海格力智能装备有限公司 | 供料设备及具有其的遥控器装配系统 |
| CN111268399A (zh) * | 2020-04-09 | 2020-06-12 | 重庆市灵龙自动化设备有限公司 | 上机壳装配机 |
| CN111498438A (zh) * | 2020-04-28 | 2020-08-07 | 格力电器(石家庄)有限公司 | 螺栓上料机构、螺栓取放机构、使用其的多孔位螺栓同步精准装配及自动检测装置及其方法 |
| CN211439422U (zh) * | 2019-12-13 | 2020-09-08 | 东阳东磁自动化科技有限公司 | 一种双工位的开气隙设备 |
| CN212739621U (zh) * | 2020-07-08 | 2021-03-19 | 东莞市理想智能装备有限公司 | 一种上下料台摆盘机构 |
-
2021
- 2021-11-10 CN CN202111326270.8A patent/CN113979074B/zh active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20050067258A1 (en) * | 2003-09-30 | 2005-03-31 | Yoshimi Hayata | Vibration-type parts feeding method and its device |
| CN206435714U (zh) * | 2017-01-17 | 2017-08-25 | 杨正权 | 一种自动铆钉磁取输送机构 |
| CN207564838U (zh) * | 2017-11-07 | 2018-07-03 | 广州法澳自动化科技有限公司 | 磁路嵌入件上料机构 |
| CN208963974U (zh) * | 2018-07-28 | 2019-06-11 | 东莞理工学院 | 一种螺母自动送料装置和螺母装配线 |
| CN110449854A (zh) * | 2019-08-12 | 2019-11-15 | 珠海格力智能装备有限公司 | 供料设备及具有其的遥控器装配系统 |
| CN110405442A (zh) * | 2019-08-20 | 2019-11-05 | 惠州至精精密技术有限公司 | 烟管装夹设备 |
| CN211439422U (zh) * | 2019-12-13 | 2020-09-08 | 东阳东磁自动化科技有限公司 | 一种双工位的开气隙设备 |
| CN111268399A (zh) * | 2020-04-09 | 2020-06-12 | 重庆市灵龙自动化设备有限公司 | 上机壳装配机 |
| CN111498438A (zh) * | 2020-04-28 | 2020-08-07 | 格力电器(石家庄)有限公司 | 螺栓上料机构、螺栓取放机构、使用其的多孔位螺栓同步精准装配及自动检测装置及其方法 |
| CN212739621U (zh) * | 2020-07-08 | 2021-03-19 | 东莞市理想智能装备有限公司 | 一种上下料台摆盘机构 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113979074B (zh) | 2023-05-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203381813U (zh) | 移液枪头自动装盒机 | |
| CN207792114U (zh) | 一种料盘上下料组件 | |
| CN106041442B (zh) | 一种静脉针外壳的上料装置 | |
| US20140331614A1 (en) | Packaging method, packaging apparatus and injection-molding installation having a packaging apparatus | |
| CN111661398A (zh) | 一种枪头自动装盒机 | |
| CN106763041B (zh) | 一种蜂鸣器自动装配设备以及组装工艺 | |
| JP2000019182A (ja) | ピペットチップセット機 | |
| CN109606786A (zh) | 西林瓶立装入托机及装有该入托机的西林瓶包装机 | |
| CN109576131B (zh) | 一种培养皿自动灌装装置 | |
| CN113979074A (zh) | 一种磁铁上料设备 | |
| JPS59149210A (ja) | 搬送供給装置 | |
| CN211030135U (zh) | 一种自动裁切上模并自动摆盘的设备 | |
| CN215159067U (zh) | 一种异形件摆盘机 | |
| CN212475107U (zh) | 一种smd石英晶体摆盘机 | |
| KR101620353B1 (ko) | 자동 약품 관리 시스템의 로봇 작업툴 | |
| CN112896945B (zh) | 一种内丝球头零件上料排序装置 | |
| CN210390438U (zh) | 一种丝网印刷设备 | |
| CN210854219U (zh) | 一种晶片基座自动摆盘机 | |
| CN207232178U (zh) | 一种免疫层析试剂卡吸取和转向机构 | |
| CN216784954U (zh) | 无线耳机电池组装设备 | |
| CN212654594U (zh) | 一种枪头自动装盒机 | |
| KR20190037493A (ko) | 자동 액상 세포 도말 장치 | |
| CN218231040U (zh) | 一种晶体整列摆盘设备 | |
| JP2009031025A (ja) | カップセット機 | |
| JP2000019183A (ja) | ピペットチップセット機におけるガイドパイプ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |