CN113681255A - 一种光纤适配器卡接零部件的自动制造装置 - Google Patents
一种光纤适配器卡接零部件的自动制造装置 Download PDFInfo
- Publication number
- CN113681255A CN113681255A CN202111009279.6A CN202111009279A CN113681255A CN 113681255 A CN113681255 A CN 113681255A CN 202111009279 A CN202111009279 A CN 202111009279A CN 113681255 A CN113681255 A CN 113681255A
- Authority
- CN
- China
- Prior art keywords
- assembly
- plate rotary
- feeding
- laser marking
- rack
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/001—Article feeders for assembling machines
- B23P19/007—Picking-up and placing mechanisms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/02—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for connecting objects by press fit or for detaching same
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/02—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for connecting objects by press fit or for detaching same
- B23P19/027—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for connecting objects by press fit or for detaching same using hydraulic or pneumatic means
Abstract
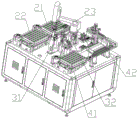
本发明公开了一种光纤适配器卡接零部件的自动制造装置,设有机架、第一上料部、压合机构、第二上料部、分度盘回转工作台和激光打标机构;所述第一上料部、压合机构、第二上料部、分度盘回转工作台和激光打标机构均安装在所述机架上;所述分度盘回转工作台安装在所述机架的中间;所述第一上料部位于所述分度盘回转工作台的左侧;所述压合机构位于所述分度盘回转工作台的前方;所述第二上料部位于所述分度盘回转工作台的右侧;所述激光打标机构位于所述分度盘回转工作台的后方;本发明可实现卡接零部件的自动上料、组装、下料,以及对成品的自动打标功能;本发明结构简单、工作效率高,具有良好的市场价值。
Description
技术领域
本发明涉及工业生产领域,尤其涉及产品组装领域。
背景技术
随着科学技术的进步与发展,市场上的产品种类越来越多,大部分产品都是由多个零部件组装而成的,随着工业自动化生产水平的逐步提高,零部件产量提高,零部件的组装工作反而成为了制约企业成品产量提升的瓶颈;在目前的工业生产中,为了保证装配部件的简洁美观,塑料件之间通常采用若干个卡接件进行卡接;目前卡接件的组装方式通常由人工组装或机械手组装两种方式,人工组装方式不仅速度慢、效率低,而且组装质量难以把控;而使用机械手组装,一个机械手需要完成多个组装项目时,机械手在零部件之间来回移动输送零部件,以及转动变换零部件的角度、方向也会浪费时间,效率也并不高,因此卡接零部件组装的效率问题还有待提高。
发明内容
为了解决现有技术存在的缺陷,本发明提供了一种光纤适配器卡接零部件的自动制造装置。
一种光纤适配器卡接零部件的自动制造装置,设有机架、第一上料部、压合机构、第二上料部、分度盘回转工作台和激光打标机构;所述第一上料部、压合机构、第二上料部、分度盘回转工作台和激光打标机构均安装在所述机架上;所述分度盘回转工作台安装在所述机架的中间;所述第一上料部位于所述分度盘回转工作台的左侧,所述压合机构位于所述分度盘回转工作台的前方;所述第二上料部位于所述分度盘回转工作台的右侧;所述激光打标机构位于所述分度盘回转工作台的后方。
优选地,所述第一上料部设有第一上料区、第二上料区和第一机械手;所述第一上料区和第二上料区位于所述机架的左侧,所述第一上料区位于所述第二上料区的后方;所述第一机械手位于所述第一上料区和分度盘回转工作台之间;所述第一上料区设有第一升降滑台、第一料盘托架和第一定位气缸组件;所述第一升降滑台安装在所述机架的下方,所述第一料盘托架与所述第一升降滑台滑动连接;所述第一定位气缸组件设有气缸和限位挡板;所述第一定位气缸组件安装在所述机架上;所述第一定位气缸组件位于所述第一料盘托架的对角线的两端;所述第一上料区与第二上料区结构一致;在第一上料区和第二上料区分别存放不同的零部件,第一机械手可以分别将两种不同的零部件依次转移至分度盘回转工作台的工装夹具上;上料区设置升降滑台和料盘托架,可以将零部件放在料盘上,将多个料盘放在料盘托架上,当最上层的料盘内的零部件使用完毕后,将最上层的空料盘转移走,升降滑台上升,确保零部件始终在第一机械手的作业范围内;定位气缸组件对料盘托架上的料盘的位置进行校正、定位。
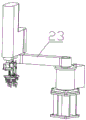
优选地,所述第一机械手安装在所述机架上,所述第一机械手位于所述第二上料区和分度盘回转工作台之间,所述第一机械手与所述激光打标机构相邻;所述第一机械手为万向机械臂,所述万向机械臂上设有吸嘴;零部件在激光打标机构打印标签后即完成全部组装工序,将第一机械手放置在激光打标机构相邻的位置,是为了在完成全部组装工序后,使用第一机械手将组装件转移下料,万向机械臂上设置的吸嘴也可以更换为吸盘、零部件夹具等。
优选地,所述压合机构设有第一压合组件和第二压合组件,所述第一压合组件和第二压合组件安装在所述机架上,所述第一压合组件位于所述分度盘回转工作台的前方,所述第二压合组件位于所述分度盘回转工作台的中间;设置两个压合组件是为了应对不同的零部件的压合作业,两个压合组件可以单独工作,也可以相互配合工作。
优选地,所述压合机构设有第一压合组件和第二压合组件,所述第一压合组件设有第一支架、螺杆滑台组件、第一滑台气缸组件和伺服气缸;所述第一支架安装在所述机架上,所述螺杆滑台组件水平安装在所述第一支架上;所述第一滑台气缸组件安装在所述螺杆滑台组件上,所述第一滑台气缸组件与所述螺杆滑台组件相互垂直;所述伺服气缸安装在所述第一滑台气缸组件上;所述伺服气缸的活塞杆垂直向下;所述第二压合组件设有第二支架、第二滑台气缸组件和压料板;所述第二支架安装在所述机架上,所述第二支架位于所述分度盘回转工作台的中间,所述第二滑台气缸组件安装在所述第二支架上,所述压料板安装在所述第二滑台气缸上,所述压料板位于所述分度盘回转工作台的上方;第一压合组件适用于将一个较小零部件安装在另一个较大零部件内部的压合作业,第二压合组件适用于将一个零部件安装在另一个零部件表面的压合作业;两个压合组件配合工作的情况发生在第二压合组件下压的压力不足时,第一压合组件在第二压合组件的压料板上再施加一个向下的力。
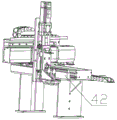
优选的,所述第二上料部设有第三上料区和第二机械手,所述第三上料区和第二机械手位于所述分度盘回转工作台的右侧,所述第三上料区位于所述第二机械手的前方;所述第二机械手为悬臂式三轴机械臂,所述悬臂式三轴机械臂上设有零部件夹具,零部件夹具与第三机械臂使用螺栓连接;第三上料区用于存放区别于第一上料区和第二上料区的零部件,第二机械手不仅具有转移零部件的功能,同时还具有将零部件按压扣合的功能;零部件夹具与第三机械臂使用螺栓连接可以方便根据零部件的形状更换零部件夹具。
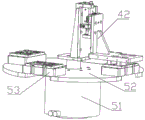
优选地,所述分度盘回转工作台设有旋转组件、工作台面和工装夹具;所述旋转组件安装在所述机架上,所述工作台面安装在所述旋转组件上,所述工装夹具安装在所述工作台面上;所述工装夹具安装在工作台面的四等分线上;所述工作台面的中间设有圆孔,所述第二压合组件的第二支架穿过所述工作台面中间的圆孔安装在所述机架上;工作台面上设置四个工装夹具,旋转组件带动工作台面上的工装夹具转动,实现流水线快速作业。
优选的,所述激光打标机构位于所述分度盘回转工作台的后方;所述激光打标机构设有水平滑动组件和双头激光打标机,所述水平滑动组件安装在所述机架上,所述双头激光打标机安装在所述水平滑动组件上;所述双头激光打标机的激光头位于所述分度盘回转工作台的工装夹具的上方;当零部件组装完毕到达激光打标机构工作区域时,双头激光打标机在组装件上打印标签或商标等;将双头激光打标机安装在水平滑动组件上,当组装件打标结束后需要下料时,水平滑动组件带动双头激光打标机向后移动,避免第一机械手与双头激光打标机发生碰撞。
优选的,所述双头激光打标机设有垂直滑动组件、横向滑动组件、激光头和视觉定位装置,所述垂直滑动组件安装在所述水平滑动组件上,所述横向滑动组件安装在所述垂直滑动组件上,所述激光头安装在所述横向滑动组件上,所述横向滑动组件分别设有独立控制装置,所述激光头侧面设有视觉定位装置;横向滑动组件安装在垂直滑动组件上,横向滑动组件分别设置有独立控制装置,视觉定位装置通过视觉检测连锁控制水平滑动组件、垂直滑动组件和横向滑动组件动作,实现自动定位功能,横向滑动组件设置单独控制装置,可以实现激光头的灵活自由调整。
相对于现有技术的有益效果,本发明通过设置第一上料区,第一上料区设置第一上料区设有第一升降滑台、第一料盘托架和第一定位气缸组件,可以在料盘托架上放置多个放有零部件的料盘,当最上层的料盘内的零部件使用完毕后将空料盘取走,第一升降滑台带动料盘升高,保证料盘和第一机械手始终保持在一定距离范围内;上一次料可以满足较长时间使用;相比较使用上料皮带等持续上料装置,该上料装置更加节能;定位气缸组件可以对料盘托架定位,保证第一机械手能准确抓取料盘上的零部件,同时可以防止料盘堆积过高发生倾斜倒塌的情况发生;设置两个压合组件,两个压合组件可以适用于不同类型的零部件的压合作业,也可以在第二压合组件压合力不足时,第一压合组件辅助第二压合组件作业;第二上料部设置第三上料区和第二机械手,第二机械手上设有零部件夹具,零部件夹具与第三机械臂使用螺栓连接,方便零部件夹具的拆卸、替换,第二机械手不仅具有将第三上料区的零部件搬运转移的功能,同时具有将第三上料区零部件压合在工装夹具上的零部件上的功能;通过设置激光打标机构,在零部件组装完毕后,激光打标机构通过定位装置自动调整激光头的位置在组装件上打印标签或商标,激光打标机打印标签清晰美观,且所打印内容不会脱落,保持时间更长久;在组装件下料前对产品打印标签,相比较在产品下料后再逐一打印标签省时、省力,效率更高。
附图说明
图1为本发明总体结构一示意图;
图2为本发明总体结构二示意图;
图3为本发明第一上料区结构示意图;
图4为本发明第一定位气缸结构示意图;
图5为本发明第一机械手结构示意图;
图6为本发明第一压合组件结构示意图;
图7为本发明第二压合组件结构示意图;
图8为本发明第二机械手结构示意图;
图9为本发明分度盘回转工作台结构示意图;
图10为本发明激光打标机构示意图。
附图标记:
1、机架;2、第一上料部;21、第一上料区;211、第一升降滑台;212、第一料盘托架;213、第一定位气缸组件;22、第二上料区;23、第一机械手;3、压合机构;31、第一压合组件;311、第一支架;312、螺杆滑台组件;313、第一滑台气缸组件;314、伺服气缸;32、第二压合组件;321、第二支架;322、第二滑台气缸组件;323、压料板;4、第二上料部;41、第三上料区;42、第二机械手;5、分度盘回转工作台;51、旋转组件;52、工作台面;53、工装夹具;6、激光打标机构;61、水平滑动组件;62、双头激光打标机。
具体实施方式
需要说明的是,上述各技术特征继续相互组合,形成未在上面列举的各种实施例,均视为本发明说明书记载的范围;并且,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
为了便于理解本发明,下面结合附图和具体实施例,对本发明进行更详细的说明。附图中给出了本发明的较佳的实施例。但是,本发明可以以许多不同的形式来实现,并不限于本说明书所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本说明书所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
除非另有定义,本说明书所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本说明书中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是用于限制本发明。
下面结合附图对本发明作详细说明。
实施例1:一种光纤适配器卡接零部件的自动制造装置,设有机架1、第一上料部2、压合机构3、第二上料部4、分度盘回转工作台5和激光打标机构6;第一上料部2设有第一上料区21、第二上料区22和第一机械手23;第一上料区21和第二上料区22分别存放不同零部件,第一机械手23将第一上料区21和第二上料区22的上的零部件依次放在分度盘回转工作台上;第二上料部3设有第一压合组件31和第二压合组件32,第一压合组件31和第二压合组件32用于压合不同类型的零部件,第一压合组件31在第二压合组件32压合力不足的情况下也可以辅助第二压合组件32进行作业;第二上料部4设有第三上料区41和第二机械手42,第三上料区41用于存放区别于第一上料区31和第二上料区32的零部件,第二机械手42不仅具有将第三上料区41上的零部件转移的功能,同时具有将转移的零部件压合在已经组装的零部件上的功能;分度盘回转工作台5设有旋转组件51、工作台面52和工装夹具53;旋转组件51带动工作台面52上的工装夹具53转动并且在指定位置停止,对应区域的设备完成相应的组装作业,实现流水线作业;激光打标机构6设有水平滑动组件61和双头激光打标机62,双头激光打标机62可以在水平滑动组件61上前后运动,可以方便调整双头激光打标机的位置,双头激光打标机62在零部件组装完毕后通过视觉定位带动激光头转移位置,并在零部件上打印指定的商标或标签,在组装件打标完毕后,双头激光打标机62向后滑动,第一机械手23将组装件取下,完成下料工作。
实施例2:第一上料部2设有第一上料区21和第一机械手23,第一上料区通过设置第一升降滑台211、第一料盘托架212和第一定位气缸组件213,第一机械手上设有吸嘴,且机械手上的吸嘴大于等于一个,吸嘴具有可替换性;将零部件存放在料盘内,料盘内的零部件分布比较均匀,所以可以根据料盘的结构分布,在机械手上设置多个吸嘴;将多个料盘放在料盘托架上,第一升降滑台可以带动料盘托架上的料盘向上移动,始终保持料盘内的零部件在第一机械手的作业范围内;当料盘托架上的料盘放置比较多时可能会发生倾斜的情况,并且第一机械手上设有多个吸嘴时,如果定位不准确,可能会出现部分吸嘴无法吸到零件的情况;所以第一定位气缸组件一方面可以阻挡料盘倾斜倒塌,另一方面可以推动料盘,对料盘定位,避免吸嘴因定位不准确而出现无法吸取零部件的情况;同时该上料方式相比较于皮带等持续上料的设备,可以节省能耗。
实施例3:相对应实施例2的不同之处,上料区设有升降滑台,可以方便上料操作,可是料盘内的零部件使用完毕后空料盘的下料作业还需要人工作业,相比较不够方便;所以可以在第一上料区后方设置第一下料区,在第二上料区和第三上料区之间设置第二下料区;第一下料区设置第三机械手、第四升降滑台和第四料盘托架,第三机械手将第一上料区的空料盘搬运至第四料盘托架位置存放,第一机械手将组装完毕的组装件转移至第一下料区的料盘内,第四升降滑台根据料盘的高度逐步向下滑动;第二下料区设置第四机械手、第五升降滑台和第五料盘托架,第四机械手将第二上料区和第三上料区的空料盘转移至第五料盘托架存放,待存放够一定数量后统一转运。
实施例4:在机械手上设置多个吸嘴,同时工装夹具设置多个工位,相比较于在机械手上只设置一个吸嘴,在工装夹具上只设置一个工位,可以有效地提升组装效率;使用料盘上料,零部件摆放整齐,再加上气缸定位装置对料盘准确定位,更方便了吸嘴抓取料盘上的零部件。
实施例5:因为需要组装的零部件大小、形状及连接位置不一样,所以设置了第一压合组件31和第二压合组件32,第一压合组件设有第一支架311、螺杆滑台组件312、第一滑台气缸组件313和伺服气缸314,第二压合组件设有第二支架321、第二滑台气缸组件322和压料板323;第一压合组件的下部相对较细,可以插入到零部件内部,适用于较小零部件插入在较大零部件内部的类型的零部件的压合;第二压合组件的压料板下部相对面积较大,适用于第二零部件卡接在第一零部件表面的类型的零部件的压合,两个压合机构独立作业,当第二压合组件出现压合力不足的情况时,第一压合机构还可以辅助第一压合机构作业。
实施例6:第二机械手为悬臂式三轴机械臂,悬臂式三轴机械臂上设有零部件夹具,悬臂式三轴机械臂带动零部件夹具将第三上料区上的零部件抓取,转运至工装夹具上方后,垂直向下的机械臂向下运动将零部件压合在工装夹具上的组装件上,第二机械手同时具备抓取、转移零部件的功能,同时还具备了将零部件压合的功能。
实施例7:产品组装完毕后在下料之前,激光打标机在产品上打印标签或商标等,激光打标机上设置视觉定位装置,可以避免标签或商标打印偏,影响美观;相比较于在产品组装完毕后再逐一印刷商标省时、省力;并且激光打标机打印的图形图案相比较于印刷的图形图案更加清晰,也不容易脱落。
实施例8:利用机械手进行上料和压合、分度盘回转工作台旋转的产生的离心力都有可能造成工装夹具上的零部件发生偏移,如果零部件发生偏移,在压合过程中轻则产品组装失败,重则产品被压坏,所以可以在压合机构和第二上料部增加视觉检测装置和复位装置,视觉检测装置检查工装夹具上的零部件是否有偏移,复位装置对发生偏移的零部件扶正、复位。
进一步的,与上述实施例的不同之处,本发明适用于三种卡接零部件组装的流水线作业,如果产品产品之间的连接方式为螺纹连接,或者是同时具有卡接和螺纹连接两种方式,则可以在第一压合机构的伺服气缸下部安装伺服马达以及零部件夹具;零部件夹具将零部件夹紧,伺服马达带动零部件夹具及零部件旋转,实现螺纹连接的组装;同理,第二机械手的下部也可以增加伺服马达和零部件夹具;并且可以在第二压合机构的压合板的下部设置伸缩轴,伸缩轴伸开后端头相对较细,伸缩轴收缩后其为圆饼状,表面积相对较大,可以适用于多种类型的产品的压合组装。
更进一步的,与上述实施例的不同之处,本发明适用于三种卡接的零部件组装的流水线作业,本产品同样适用于部分产品的包装的流水线作业,如第一上料区为产品的外包装盒,第二上料区为需包装产品,第三上料区为产品包装盒上盖,第一机械手依次将产品包装盒和需包装产品放在分布盘回转工作台上,压合机构可根据产品类型将产品在压实,第二上料部将产品包装盒封盖。
本发明的工作原理:在第一上料区和第二上料区分别放置存满零部件的料盘,升降滑台组件带动料盘升高,始终保持料盘在第一机械手的作业区域范围内,第一机械手依次将第一上料区和第二上料区的零部件转运至工装夹具上,分度盘回转工作台转动90°,使放有零部件的工装夹具到达压合机构的工作区域,第一压合机构或第二压合机构将工装夹具上的零部件压合;分度盘回转工作台再次旋转90°,经过一次组装的组装件到达第二上料部,第二机械手将第三上料区的零部件抓取并压合在已经经过一次组装的组装件上,零部件组装完毕后,分布盘回转工作台转动90°,组装件到达激光打标机构的工作区域,双头激光打标机根基视觉定位装置自动调整激光头的位置,并在组装件上打印标签或商标;打印结束后双头激光打标机向后滑动,第一机械手将工装夹具上的组装件转移至指定区域,完成零部件的组装工作;分布盘回转工作台间断性转动,第一上料部、压合机构、第二上料部和激光打标机构不间断作业,实现零部件组装的流水线作业。
需要说明的是,上述各技术特征继续相互组合,形成未在上面列举的各种实施例,均视为本发明说明书记载的范围;并且,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
Claims (9)
1.一种光纤适配器卡接零部件的自动制造装置,其特征在于,设有机架、第一上料部、压合机构、第二上料部、分度盘回转工作台和激光打标机构;所述第一上料部、压合机构、第二上料部、分度盘回转工作台和激光打标机构均安装在所述机架上;所述分度盘回转工作台安装在所述机架的中间;所述第一上料部位于所述分度盘回转工作台的左侧,所述压合机构位于所述分度盘回转工作台的前方;所述第二上料部位于所述分度盘回转工作台的右侧;所述激光打标机构位于所述分度盘回转工作台的后方。
2.根据权利要求1所述一种光纤适配器卡接零部件的自动制造装置,其特征在于,所述第一上料部设有第一上料区、第二上料区和第一机械手;所述第一上料区和第二上料区位于所述机架的左侧,所述第一上料区位于所述第二上料区的后方;所述第一机械手位于所述第一上料区和分度盘回转工作台之间;所述第一上料区设有第一升降滑台、第一料盘托架和第一定位气缸组件;所述第一升降滑台安装在所述机架的下方,所述第一料盘托架与所述第一升降滑台滑动连接;所述第一定位气缸组件设有气缸和限位挡板;所述第一定位气缸组件安装在所述机架上;所述第一定位气缸组件位于所述第一料盘托架的对角线的两端;所述第一上料区与第二上料区结构一致。
3.根据权利要求2所述一种光纤适配器卡接零部件的自动制造装置,其特征在于,所述第一机械手安装在所述机架上,所述第一机械手位于所述第一上料区和分度盘回转工作台之间,所述第一机械手与所述激光打标机构相邻;所述第一机械手为万向机械臂,所述万向机械臂上设有吸嘴。
4.根据权利要求1所述一种光纤适配器卡接零部件的自动制造装置,其特征在于,所述压合机构设有第一压合组件和第二压合组件,所述第一压合组件和第二压合组件安装在所述机架上,所述第一压合组件位于所述分度盘回转工作台的前方,所述第二压合组件位于所述分度盘回转工作台的中间。
5.根据权利要求4所述一种光纤适配器卡接零部件的自动制造装置,其特征在于,所述第一压合组件设有第一支架、螺杆滑台组件、第一滑台气缸组件和伺服气缸;所述第一支架安装在所述机架上,所述螺杆滑台组件水平安装在所述第一支架上;所述第一滑台气缸组件安装在所述螺杆滑台组件上,所述第一滑台气缸组件与所述螺杆滑台组件相互垂直;所述伺服气缸安装在所述第一滑台气缸组件上;所述伺服气缸的活塞杆垂直向下;所述第二压合组件设有第二支架、第二滑台气缸组件和压料板;所述第二支架安装在所述机架上,所述第二支架位于所述分度盘回转工作台的中间,所述第二滑台气缸组件安装在所述第二支架上,所述压料板安装在所述第二滑台气缸上,所述压料板位于所述分度盘回转工作台的上方。
6.根据权利要求1所述一种光纤适配器卡接零部件的自动制造装置,其特征在于,所述第二上料部设有第三上料区和第二机械手,所述第三上料区和第二机械手位于所述分度盘回转工作台的右侧,所述第三上料区位于所述第二机械手的前方;所述第二机械手为悬臂式三轴机械臂,所述悬臂式三轴机械臂上设有零部件夹具,零部件夹具与第三机械臂使用螺栓连接。
7.根据权利要求5所述一种光纤适配器卡接零部件的自动制造装置,其特征在于,所述分度盘回转工作台设有旋转组件、工作台面和工装夹具;所述旋转组件安装在所述机架上,所述工作台面安装在所述旋转组件上,所述工装夹具安装在所述工作台面上;所述工装夹具安装在工作台面的四等分线上;所述工作台面的中间设有圆孔,所述第二压合组件的第二支架穿过所述工作台面中间的圆孔安装在所述机架上。
8.根据权利要求1所述一种光纤适配器卡接零部件的自动制造装置,其特征在于,所述激光打标机构位于所述分度盘回转工作台的后方;所述激光打标机构设有水平滑动组件和双头激光打标机,所述水平滑动组件安装在所述机架上,所述双头激光打标机安装在所述水平滑动组件上;所述双头激光打标机的激光头位于所述分度盘回转工作台的工装夹具的上方。
9.根据权利要求8所述一种光纤适配器卡接零部件的自动制造装置,其特征在于,所述双头激光打标机设有垂直滑动组件、横向滑动组件、激光头和视觉定位装置,所述垂直滑动组件安装在所述水平滑动组件上,所述横向滑动组件安装在所述垂直滑动组件上,所述激光头安装在所述横向滑动组件上,所述横向滑动组件分别设有独立控制装置,所述激光头侧面设有视觉定位装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111009279.6A CN113681255A (zh) | 2021-08-31 | 2021-08-31 | 一种光纤适配器卡接零部件的自动制造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111009279.6A CN113681255A (zh) | 2021-08-31 | 2021-08-31 | 一种光纤适配器卡接零部件的自动制造装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN113681255A true CN113681255A (zh) | 2021-11-23 |
Family
ID=78584206
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111009279.6A Withdrawn CN113681255A (zh) | 2021-08-31 | 2021-08-31 | 一种光纤适配器卡接零部件的自动制造装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113681255A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116810366A (zh) * | 2021-12-28 | 2023-09-29 | 西安和其光电科技股份有限公司 | 一种基于机器人的光学模块精确装配系统及方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN206579294U (zh) * | 2017-03-09 | 2017-10-24 | 深圳市艾雷激光科技有限公司 | 一种自动激光打标设备 |
| CN109079333A (zh) * | 2018-08-23 | 2018-12-25 | 温州市科泓机器人科技有限公司 | 机器视觉辅助的汽车智能化装配设备 |
| CN110587146A (zh) * | 2019-10-18 | 2019-12-20 | 东莞市可为智控科技有限公司 | 一种全自动化镭雕生产线及其生产流程 |
| CN111906539A (zh) * | 2020-09-03 | 2020-11-10 | 宁波展通电信设备股份有限公司 | 一种光纤适配器自动组装设备 |
| CN112719926A (zh) * | 2021-02-04 | 2021-04-30 | 深圳市天歌信息技术有限公司 | 一种手机连接器外壳组装设备 |
| CN113084361A (zh) * | 2021-05-20 | 2021-07-09 | 深圳双十科技有限公司 | 一种视觉定位双头芯片打标机 |
-
2021
- 2021-08-31 CN CN202111009279.6A patent/CN113681255A/zh not_active Withdrawn
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN206579294U (zh) * | 2017-03-09 | 2017-10-24 | 深圳市艾雷激光科技有限公司 | 一种自动激光打标设备 |
| CN109079333A (zh) * | 2018-08-23 | 2018-12-25 | 温州市科泓机器人科技有限公司 | 机器视觉辅助的汽车智能化装配设备 |
| CN110587146A (zh) * | 2019-10-18 | 2019-12-20 | 东莞市可为智控科技有限公司 | 一种全自动化镭雕生产线及其生产流程 |
| CN111906539A (zh) * | 2020-09-03 | 2020-11-10 | 宁波展通电信设备股份有限公司 | 一种光纤适配器自动组装设备 |
| CN112719926A (zh) * | 2021-02-04 | 2021-04-30 | 深圳市天歌信息技术有限公司 | 一种手机连接器外壳组装设备 |
| CN113084361A (zh) * | 2021-05-20 | 2021-07-09 | 深圳双十科技有限公司 | 一种视觉定位双头芯片打标机 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116810366A (zh) * | 2021-12-28 | 2023-09-29 | 西安和其光电科技股份有限公司 | 一种基于机器人的光学模块精确装配系统及方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111745365B (zh) | 组装装置 | |
| CN210876084U (zh) | 一种镜片涂装设备 | |
| CN110434017B (zh) | 一种双头点胶装置 | |
| CN211493162U (zh) | 一种自动撕膜机构 | |
| CN113247401B (zh) | 一种兼容多款卷料产品的检测设备 | |
| CN115504236A (zh) | 超大盘重铜管协作生产体系及生产工艺 | |
| CN113681255A (zh) | 一种光纤适配器卡接零部件的自动制造装置 | |
| CN114346453B (zh) | 一种用于z轴承柱面的全自动激光打标装置 | |
| CN110000655B (zh) | 一种阀套研磨装置 | |
| CN114474700A (zh) | 一种贴合设备 | |
| CN110386497A (zh) | 一种粘性贴片贴装生产线 | |
| CN210881262U (zh) | 一种撕膜装置 | |
| CN210308876U (zh) | 一种注塑件aoi检测设备 | |
| CN111251710A (zh) | 一种转盘式自动移印设备 | |
| CN112590301A (zh) | 一种包装纸箱的自动上胶装置及其工作方法 | |
| CN111776714A (zh) | 一种陶瓷板自动上下料设备及其上下料的方法 | |
| CN208856021U (zh) | Smt料盘的自动读码贴标装置 | |
| CN115009582B (zh) | 一种自动化贴膜设备 | |
| CN114472211A (zh) | 一种贴合系统 | |
| CN212171633U (zh) | 一种转盘式自动移印设备 | |
| CN210418661U (zh) | 一种粘性贴片贴装生产线 | |
| CN115122085A (zh) | 一种集上下料、装配、检测、喷码于一体的自动化设备 | |
| CN115440512A (zh) | 一种全自动衬垫粘接机 | |
| CN110487820B (zh) | 一种单片Lens外观自动检测设备 | |
| CN114104447A (zh) | 一种自动贴标装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WW01 | Invention patent application withdrawn after publication |
Application publication date: 20211123 |
|
| WW01 | Invention patent application withdrawn after publication |