CN113523433A - 一种铣铰刀 - Google Patents
一种铣铰刀 Download PDFInfo
- Publication number
- CN113523433A CN113523433A CN202110917563.7A CN202110917563A CN113523433A CN 113523433 A CN113523433 A CN 113523433A CN 202110917563 A CN202110917563 A CN 202110917563A CN 113523433 A CN113523433 A CN 113523433A
- Authority
- CN
- China
- Prior art keywords
- hole
- cutter
- tool bit
- cutter head
- milling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D77/00—Reaming tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C9/00—Details or accessories so far as specially adapted to milling machines or cutter
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Gripping On Spindles (AREA)
Abstract
本发明公开了一种铣铰刀,其属于刀具技术领域,铣铰刀包括刀杆、顶紧件、刀头和锁紧件。所述刀杆的第一端设置有内螺纹孔;顶紧件套设于所述第一端的外周;刀头设于所述顶紧件远离所述刀杆的一端,沿所述刀头的轴线方向于所述刀头内开设有连接通孔;锁紧件穿过所述连接通孔并螺纹连接于所述内螺纹孔内,以将所述刀头锁紧于所述刀杆上,所述顶紧件远离所述刀杆的一端能够抵紧所述刀头。本发明能够在不更换刀杆的前提下,只需要根据待加工孔的尺寸更换对应的刀头,提高铣铰刀的通用性。
Description
技术领域
本发明涉及刀具技术领域,尤其涉及一种铣铰刀。
背景技术
在汽车产品的零部件试制开发过程中,一般需要用到刀具对零部件进行加工。
铰刀是精加工刀具的一种,广泛应用于数控加工过程中对孔结构的精加工。在加工燃料电池电堆壳体的多个不同直径的高精度孔时,通常采用整体合金铰刀进行精加工。
现有技术中,整体合金铰刀一般为一体成型结构,其刀刃一体成型于刀杆一端的侧部。但是,随着汽车产品零部件的设计更改,孔结构的尺寸也会发生变化,整体合金铰刀的直径不可调整,导致其通用性差,无法适应产品零部件的试制。
发明内容
本发明的目的在于提供一种铣铰刀,其能够在不更换刀杆的前提下,只需要根据待加工孔的尺寸更换对应的刀头,提高铣铰刀的通用性。
如上构思,本发明所采用的技术方案是:
一种铣铰刀,包括:
刀杆,所述刀杆的第一端设置有内螺纹孔;
顶紧件,套设于所述第一端的外周;
刀头,设于所述顶紧件远离所述刀杆的一端,沿所述刀头的轴线方向于所述刀头内开设有连接通孔;
锁紧件,穿过所述连接通孔并螺纹连接于所述内螺纹孔内,以将所述刀头锁紧于所述刀杆上,所述顶紧件远离所述刀杆的一端能够抵紧所述刀头。
可选地,所述顶紧件包括:
调节锁紧环,所述第一端的外周设有与所述调节锁紧环螺纹配合的外螺纹部;
滑动套,套设于所述第一端的外周且位于所述调节锁紧环和所述刀头之间,所述滑动套远离所述调节锁紧环的端面为顶紧面,所述顶紧面能够与所述刀头抵紧。
可选地,所述刀杆包括刀杆本体和同轴设于所述刀杆本体的一端的径缩部,所述内螺纹孔设于所述径缩部内,所述径缩部包括:
圆台过渡部,呈圆台结构,大径端与所述刀杆本体的端部连接;
所述外螺纹部,设于所述圆台过渡部的小径端;
光轴部,设于所述外螺纹部远离所述圆台过渡部的一端,所述滑动套可滑动套设于所述光轴部外。
可选地,所述滑动套靠近所述顶紧面的一端倒圆角处理。
可选地,所述顶紧面与所述刀头之间设置有弹性垫圈。
可选地,所述连接通孔包括连接孔,所述连接孔包括:
锥孔部,设于所述刀头远离所述顶紧件的一端,沿所述刀头靠近所述顶紧件的方向,所述锥孔部的孔径逐渐减小,所述锁紧件的端部能够沉入所述锥孔部内;
圆柱孔部,连通设于所述锥孔部的小径端。
可选地,所述连接通孔还包括限位槽孔部,所述限位槽孔部设于所述连接孔的外周侧且与所述连接孔连通,所述锁紧件的外周设置有限位柱,所述限位柱能够卡接于所述限位槽孔部内。
可选地,所述锁紧件为一体成型结构,包括:
锥形沉头部,外周设有与所述锥孔部配合的外圆锥面,所述锥形沉头部能够沉入所述锥孔部内;
柱形卡紧部,设于所述锥形沉头部的小径端,沿所述柱形卡紧部的周向间隔设置有若干个所述限位柱,所述限位槽孔部与所述限位柱一一对应卡接;
柱形锁紧部,设于所述柱形卡紧部远离所述锥形沉头部的一端,且直径小于所述柱形卡紧部的直径,所述柱形锁紧部的端部设有与所述内螺纹孔配合的外螺纹。
可选地,所述刀头包括:
刀头本体,所述连接通孔穿过所述刀头本体设置,绕所述刀头本体的周向于所述刀头本体的外周间隔设置有若干个刀片安装位;
刀片,每一所述刀片安装位上均可拆卸设置有一个所述刀片。
可选地,所述铣铰刀还包括压缩弹性件,所述压缩弹性件套设于所述刀杆的第一端,所述压缩弹性件的一端与所述刀杆抵接,另一端与所述顶紧件抵接。
本发明提出的铣铰刀在使用时,将刀杆的第二端夹紧于相应的机床上,由设于刀杆的第一端的刀头对工件进行加工。由于刀头与刀杆能够通过锁紧件可拆卸连接,设计人员在设计时可以设计一系列尺寸的刀头以适应不同尺寸的待加工孔结构,从而提高铣铰刀的通用性。锁紧件对刀头施加朝向刀杆的锁紧力,顶紧件远离刀杆的一端能够抵紧刀头,从而顶紧件能够对刀头施加远离刀杆的顶紧力,锁紧件和顶紧件共同作用,保证刀头稳定安装于刀杆上,避免刀头发生晃动,保证加工过程中刀头的状态稳定,从而保证加工质量。
附图说明
为了更清楚地说明本发明实施例中的技术方案,下面将对本发明实施例描述中所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据本发明实施例的内容和这些附图获得其他的附图。
图1是本发明实施例一提供的铣铰刀的结构示意图;
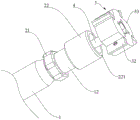
图2是本发明实施例一提供的铣铰刀的分解示意图一;
图3是本发明实施例一提供的铣铰刀的分解示意图二;
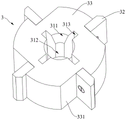
图4是本发明实施例一提供的刀头的结构示意图;
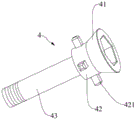
图5是本发明实施例一提供的锁紧件的结构示意图;
图6是本发明实施例二提供的压缩弹簧设于刀杆上时的示意图。
图中:
1、刀杆;11、内螺纹孔;12、径缩部;121、外螺纹部;122、圆台过渡部;123、光轴部;124、压缩弹性件套设轴部;
2、顶紧件;21、调节锁紧环;22、滑动套;221、顶紧面;
3、刀头;31、连接通孔;311、锥孔部;312、圆柱孔部;313、限位槽孔部;32、刀片;33、刀头本体;331、第一定位面;
4、锁紧件;41、锥形沉头部;42、柱形卡紧部;421、限位柱;43、柱形锁紧部;
5、压缩弹性件。
具体实施方式
为使本发明解决的技术问题、采用的技术方案和达到的技术效果更加清楚,下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。可以理解的是,此处所描述的具体实施例仅仅用于解释本发明,而非对本发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本发明相关的部分而非全部。
在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、仅用于描述目的,而不能理解为指示或暗示相对重要性。其中,术语“第一位置”和“第二位置”为两个不同的位置。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
实施例一
参见图1-图5,本实施例提供一种铣铰刀,其能够根据汽车产品零部件的孔结构的尺寸更换相应尺寸的刀头,提高铣铰刀的通用性,并节约生产成本。
参见图1-图3,本实施例中,铣铰刀包括刀杆1、顶紧件2、刀头3和锁紧件4。
刀杆1的第一端设置有内螺纹孔11;顶紧件2套设于第一端的外周;刀头3设于顶紧件2远离刀杆1的一端,沿刀头3的轴线方向于刀头3内开设有连接通孔31;锁紧件4穿过连接通孔31并螺纹连接于内螺纹孔11内,以将刀头3锁紧于刀杆1上,顶紧件2远离刀杆1的一端能够抵紧刀头3。
本实施例提供的铣铰刀在使用时,将刀杆1的第二端夹紧于相应的机床上,由设于刀杆1的第一端的刀头3对工件进行加工。由于刀头3与刀杆1能够通过锁紧件4可拆卸连接,设计人员在设计时可以设计一系列尺寸的刀头3以适应不同尺寸的待加工孔结构,从而提高铣铰刀的通用性。锁紧件4对刀头3施加朝向刀杆1的锁紧力,顶紧件2远离刀杆1的一端能够抵紧刀头3,从而顶紧件2能够对刀头3施加远离刀杆1的顶紧力,锁紧件4和顶紧件2共同作用,保证刀头3稳定安装于刀杆1上,保证加工过程中刀头3的状态稳定,从而保证加工质量。
优选地,刀杆1的材质为调质钢,其内部为空心通孔结构,以实现刀杆1的内部快速冷却。
具体地,设计人员可以设计一系列不同尺寸的刀杆,一系列不同尺寸的刀杆具有多个长度不同、锥度不同的组套。
参见图2和图3,具体地,本实施例中,顶紧件2包括调节锁紧环21和滑动套22。
第一端的外周设有与调节锁紧环21螺纹配合的外螺纹部121,调节锁紧环21螺纹连接于外螺纹部121上;滑动套22套设于第一端的外周且位于调节锁紧环21和刀头3之间,滑动套22远离调节锁紧环21的端面为顶紧面221,顶紧面221能够与刀头3抵紧。
进一步地,刀杆1包括刀杆本体和同轴设于刀杆本体的一端的径缩部12,即径缩部12即为刀杆1的第一端,内螺纹孔11设于径缩部12内,径缩部12包括外螺纹部121、圆台过渡部122和光轴部123。
圆台过渡部122呈圆台结构,大径端与刀杆本体的端部连接。优选地,圆台过渡部122的直径与刀杆本体的直径相同。外螺纹部121设于圆台过渡部122的小径端;光轴部123设于外螺纹部121远离圆台过渡部122的一端,滑动套22可滑动套设于光轴部123外。
具体地,滑动套22与光轴部123为间隙配合。
当锁紧件4将刀头锁紧于刀杆1上时,为了进一步对刀头3进行轴向限位,旋拧调节锁紧环21,使得调节锁紧环21推动滑动套22朝向刀头3运动,直至顶紧面221与刀头3抵紧,此时锁紧件4和滑动套22能够对刀头进行双向限位,保证刀头3在刀杆1上安装的稳定性。
通过设置圆台过渡部122,使得调节锁紧环21远离滑动套22的一端与刀杆1无接触,防止旋拧锁紧件4时刀头3将调节锁紧环21挤压至与刀杆1抵接,避免调节锁紧环21被挤压至与刀杆1抵接时,旋拧调节锁紧环21的阻力过大。
优选地,滑动套22靠近顶紧面221的一端倒圆角处理,以使得顶紧面221的面积减小,避免顶紧面221与刀头3的接触面积过大导致滑动套22朝向刀头的滑动阻力过大。当旋拧调节锁紧环21时,在将要旋拧至滑动套22的极限顶紧位置时,调节锁紧环21可能会带动滑动套22转动,若顶紧面221与刀头3的接触面积过大,则转动阻力也会比较大,进而会阻碍滑动套22进一步顶紧刀头3。
优选地,滑动套22与调节锁紧环21的接触端面也倒圆角处理。
进一步优选地,顶紧面221与刀头3之间设置有弹性垫圈,防止滑动套22顶紧力过大时破坏刀头3的表面质量。
参见图4和图5,连接通孔31包括连接孔,锁紧件4穿过连接孔与内螺纹孔11连接。
连接孔包括锥孔部311和圆柱孔部312。
锥孔部311设于刀头3远离顶紧件2的一端,沿刀头3靠近顶紧件2的方向,锥孔部311的孔径逐渐减小,锁紧件4的端部能够沉入锥孔部311内。通过锁紧件4的端部沉入锥孔部311内,避免铣铰刀铣削平面时锁紧件4干涉铣铰刀的工作,同时也避免铣铰刀加工盲孔时锁紧件4与盲孔的底部发生干涉。圆柱孔部312连通设于锥孔部311的小径端。
进一步地,连接通孔31还包括限位槽孔部313,限位槽孔部313设于连接孔的外周侧且与连接孔连通,锁紧件4的外周设置有限位柱421,限位槽孔部313与限位柱421一一对应卡接,从而使得锁紧件4能够带动刀头3旋转靠近刀杆1。
锁紧件4在旋转进入内螺纹孔11的同时,带动刀头3旋转靠近刀杆1,从而能够迅速将刀头3锁紧于刀杆1上。
具体地,锁紧件4为一体成型结构,包括锥形沉头部41、柱形卡紧部42和柱形锁紧部43。
锥形沉头部41的外周设有与锥孔部311配合的外圆锥面,锥形沉头部41能够沉入锥孔部311内。优选地,锥形沉头部41的端部设置有内六角槽,拧紧扳手能够通过内六角槽旋拧锁紧件4。
柱形卡紧部42设于锥形沉头部41的小径端,沿柱形卡紧部42的周向间隔设置有若干个限位柱421,通过设置若干个限位柱421,若干个限位柱421与若干个限位槽孔部313一一配合卡接,保证锁紧件4能够稳定带动刀头3旋转靠近刀杆1;柱形锁紧部43设于柱形卡紧部42远离锥形沉头部41的一端,且直径小于柱形卡紧部42的直径,柱形锁紧部43的端部设有与内螺纹孔11配合的外螺纹。
柱形卡紧部42的直径大于柱形锁紧部43的直径,保证锁紧件4具有足够的机械强度,避免柱形卡紧部42带动刀头3旋转时锁紧件4断裂失效。
可选地,本实施例中,沿柱形卡紧部42的周向等间隔设置有四个限位柱421,沿连接通孔31的周向等间隔设置有四个限位槽孔部313,限位柱421与限位槽孔部313一一对应卡接。
参见图4,具体地,本实施例中,刀头3包括刀头本体33和刀片32。
连接通孔31穿过刀头本体33设置,绕刀头本体33的周向于刀头本体33的外周间隔设置有若干个刀片安装位。每一刀片安装位上均可拆卸设置有一个刀片32。
具体地,本实施例中,绕刀头本体33的周向于刀头本体33的外周间隔设置有四个刀片安装位,刀片安装位包括互相垂直的第一定位面331和第二定位面,以对刀片32的安装进行限位。
优选地,第二定位面沿刀头本体33的径向延伸,保证四个刀片32绕刀头本体33的中心轴线设置,进而保证孔结构加工的精确性。
具体地,刀片32通过刀片紧固螺钉安装于第二定位面上,且刀片32同时与第一定位面331抵接。
具体地,刀头本体33的毛坯件为圆柱体,在圆柱体毛坯上进行孔加工,以加工出连接通孔31。在圆柱体毛坯的外周侧进行铣平面加工,以加工出刀片安装位。
可选地,设计人员可设计一系列直径不同的刀头本体33,以适应不同直径的孔结构。
本实施例提供的铣铰刀具有如下优势:
(1)实现刀具的模块化设计,省去了非标铣刀的定制时间和定制成本,可根据实际需要,设计人员可设计出一系列尺寸的刀杆1和一系列尺寸的刀头3,在加工零部件时根据实际加工需求选择合适的刀杆1和刀头3,快速完成不同直径的孔结构的加工,降低加工成本,;
(2)刀头3通过锁紧件4同轴连接于刀杆1上,保证刀头3替换后的同轴度。
实施例二
参见图6,本实施例提供一种铣铰刀,其与实施例一的区别之处在于,铣铰刀还包括压缩弹性件5,压缩弹性件5套设于刀杆1的第一端,压缩弹性件5的一端与刀杆1抵接,另一端与顶紧件2抵接。
相应地,为了安装压缩弹性件5,本实施例中,径缩部12的结构与实施例一中的径缩部12的结构也存在区别。
本实施例中,径缩部12的直径保持不变,且小于刀杆本体的直径。径缩部12包括压缩弹性件套设轴部124、外螺纹部121和光轴部123。压缩弹性件5套设于压缩弹性件套设轴部124的外周且一端与刀杆本体抵接,调节锁紧环21螺纹连接于外螺纹部121上且压缩弹性件5的另一端与调节锁紧环21抵接。
本实施例中铣铰刀的其余结构与实施例一中的均相同,在此不再赘述。
通过设置压缩弹性件5,使得压缩弹性件5能够始终对调节锁紧环21施加朝向远离刀杆本体的弹性力,从而使得调节锁紧环21能够始终将滑动套22顶紧于刀头3,防止加工过程中因振动导致调节锁紧环21变松而影响对刀头3的顶紧。
以上实施方式只是阐述了本发明的基本原理和特性,本发明不受上述实施方式限制,在不脱离本发明精神和范围的前提下,本发明还有各种变化和改变,这些变化和改变都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
Claims (10)
1.一种铣铰刀,其特征在于,包括:
刀杆(1),所述刀杆(1)的第一端设置有内螺纹孔(11);
顶紧件(2),套设于所述第一端的外周;
刀头(3),设于所述顶紧件(2)远离所述刀杆(1)的一端,沿所述刀头(3)的轴线方向于所述刀头(3)内开设有连接通孔(31);
锁紧件(4),穿过所述连接通孔(31)并螺纹连接于所述内螺纹孔(11)内,以将所述刀头(3)锁紧于所述刀杆(1)上,所述顶紧件(2)远离所述刀杆(1)的一端能够抵紧所述刀头(3)。
2.根据权利要求1所述的铣铰刀,其特征在于,所述顶紧件(2)包括:
调节锁紧环(21),所述第一端的外周设有与所述调节锁紧环(21)螺纹配合的外螺纹部(121);
滑动套(22),套设于所述第一端的外周且位于所述调节锁紧环(21)和所述刀头(3)之间,所述滑动套(22)远离所述调节锁紧环(21)的端面为顶紧面(221),所述顶紧面(221)能够与所述刀头(3)抵紧。
3.根据权利要求2所述的铣铰刀,其特征在于,所述刀杆(1)包括刀杆本体和同轴设于所述刀杆本体的一端的径缩部(12),所述内螺纹孔(11)设于所述径缩部(12)内,所述径缩部(12)包括:
圆台过渡部(122),呈圆台结构,大径端与所述刀杆本体的端部连接;
所述外螺纹部(121),设于所述圆台过渡部(122)的小径端;
光轴部(123),设于所述外螺纹部(121)远离所述圆台过渡部(122)的一端,所述滑动套(22)可滑动套设于所述光轴部(123)外。
4.根据权利要求2所述的铣铰刀,其特征在于,所述滑动套(22)靠近所述顶紧面(221)的一端倒圆角处理。
5.根据权利要求2所述的铣铰刀,其特征在于,所述顶紧面(221)与所述刀头(3)之间设置有弹性垫圈。
6.根据权利要求1所述的铣铰刀,其特征在于,所述连接通孔(31)包括连接孔,所述连接孔包括:
锥孔部(311),设于所述刀头(3)远离所述顶紧件(2)的一端,沿所述刀头(3)靠近所述顶紧件(2)的方向,所述锥孔部(311)的孔径逐渐减小,所述锁紧件(4)的端部能够沉入所述锥孔部(311)内;
圆柱孔部(312),连通设于所述锥孔部(311)的小径端。
7.根据权利要求6所述的铣铰刀,其特征在于,所述连接通孔(31)还包括限位槽孔部(313),所述限位槽孔部(313)设于所述连接孔的外周侧且与所述连接孔连通,所述锁紧件(4)的外周设置有限位柱(421),所述限位柱(421)能够卡接于所述限位槽孔部(313)内。
8.根据权利要求7所述的铣铰刀,其特征在于,所述锁紧件(4)为一体成型结构,包括:
锥形沉头部(41),外周设有与所述锥孔部(311)配合的外圆锥面,所述锥形沉头部(41)能够沉入所述锥孔部(311)内;
柱形卡紧部(42),设于所述锥形沉头部(41)的小径端,沿所述柱形卡紧部(42)的周向间隔设置有若干个所述限位柱(421),所述限位槽孔部(313)与所述限位柱(421)一一对应卡接;
柱形锁紧部(43),设于所述柱形卡紧部(42)远离所述锥形沉头部(41)的一端,且直径小于所述柱形卡紧部(42)的直径,所述柱形锁紧部(43)的端部设有与所述内螺纹孔(11)配合的外螺纹。
9.根据权利要求1-8任一项所述的铣铰刀,其特征在于,所述刀头(3)包括:
刀头本体(33),所述连接通孔(31)穿过所述刀头本体(33)设置,绕所述刀头本体(33)的周向于所述刀头本体(33)的外周间隔设置有若干个刀片安装位;
刀片(32),每一所述刀片安装位上均可拆卸设置有一个所述刀片(32)。
10.根据权利要求1-8任一项所述的铣铰刀,其特征在于,所述铣铰刀还包括压缩弹性件(5),所述压缩弹性件(5)套设于所述刀杆(1)的第一端,所述压缩弹性件(5)的一端与所述刀杆(1)抵接,另一端与所述顶紧件(2)抵接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110917563.7A CN113523433A (zh) | 2021-08-11 | 2021-08-11 | 一种铣铰刀 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110917563.7A CN113523433A (zh) | 2021-08-11 | 2021-08-11 | 一种铣铰刀 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN113523433A true CN113523433A (zh) | 2021-10-22 |
Family
ID=78090858
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110917563.7A Pending CN113523433A (zh) | 2021-08-11 | 2021-08-11 | 一种铣铰刀 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113523433A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024095255A1 (en) * | 2022-11-01 | 2024-05-10 | Iscar Ltd. | Replaceable cutting head, tool holder and morse taper rotary cutting tool having fastening member |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1233953A (zh) * | 1968-10-08 | 1971-06-03 | ||
| DE4033607A1 (de) * | 1990-10-23 | 1992-04-30 | Norbert Theis | Anzugsschraube fuer die befestigung eines fraeswerkzeuges an der aufnahme einer werkzeugmaschine |
| CN101300100A (zh) * | 2005-11-06 | 2008-11-05 | 伊斯卡有限公司 | 旋转切削工具 |
| CN101472699A (zh) * | 2006-06-20 | 2009-07-01 | 慧星集团控股有限公司 | 机床刀具以及用于机床刀具的有孔圆刀盘 |
| DE202010002058U1 (de) * | 2010-02-08 | 2011-06-09 | Johne & Co. Präzisionswerkzeuge GmbH, 46286 | Werkzeug und Werkzeugkopf zum Bearbeiten von Bohrungen und ähnlichen Materialausnehmungen |
| CN101668615B (zh) * | 2007-03-14 | 2013-01-02 | 瓦莱尼特有限责任公司 | 一种材料移除刀具及其制造和使用方法 |
| CN103706867A (zh) * | 2013-12-25 | 2014-04-09 | 无锡雨田精密工具有限公司 | 一种燕尾槽铣刀 |
| CN105142833A (zh) * | 2013-02-22 | 2015-12-09 | 森拉天时奥地利有限公司 | 铣刀 |
| CN105312655A (zh) * | 2014-07-28 | 2016-02-10 | 张新添 | 舍弃式刀片的锁固结构 |
| CN105458404A (zh) * | 2015-12-08 | 2016-04-06 | 太仓瑞鼎精密机械科技有限公司 | 一种快速更换可调式焊接铰刀 |
| CN208825664U (zh) * | 2018-09-11 | 2019-05-07 | 上海泰锋精密刀具股份有限公司 | 一种防松动铣刀 |
| CN211841129U (zh) * | 2020-01-13 | 2020-11-03 | 自贡金工超硬工具有限公司 | 一种刀具用快速装夹刀柄 |
| CN212121833U (zh) * | 2020-05-25 | 2020-12-11 | 天津晟宇汽车零部件有限公司 | 一种列车制动系统安装背板去除毛刺铣刀 |
-
2021
- 2021-08-11 CN CN202110917563.7A patent/CN113523433A/zh active Pending
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1233953A (zh) * | 1968-10-08 | 1971-06-03 | ||
| DE4033607A1 (de) * | 1990-10-23 | 1992-04-30 | Norbert Theis | Anzugsschraube fuer die befestigung eines fraeswerkzeuges an der aufnahme einer werkzeugmaschine |
| CN101300100A (zh) * | 2005-11-06 | 2008-11-05 | 伊斯卡有限公司 | 旋转切削工具 |
| CN101472699A (zh) * | 2006-06-20 | 2009-07-01 | 慧星集团控股有限公司 | 机床刀具以及用于机床刀具的有孔圆刀盘 |
| CN101668615B (zh) * | 2007-03-14 | 2013-01-02 | 瓦莱尼特有限责任公司 | 一种材料移除刀具及其制造和使用方法 |
| DE202010002058U1 (de) * | 2010-02-08 | 2011-06-09 | Johne & Co. Präzisionswerkzeuge GmbH, 46286 | Werkzeug und Werkzeugkopf zum Bearbeiten von Bohrungen und ähnlichen Materialausnehmungen |
| CN105142833A (zh) * | 2013-02-22 | 2015-12-09 | 森拉天时奥地利有限公司 | 铣刀 |
| CN103706867A (zh) * | 2013-12-25 | 2014-04-09 | 无锡雨田精密工具有限公司 | 一种燕尾槽铣刀 |
| CN105312655A (zh) * | 2014-07-28 | 2016-02-10 | 张新添 | 舍弃式刀片的锁固结构 |
| CN105458404A (zh) * | 2015-12-08 | 2016-04-06 | 太仓瑞鼎精密机械科技有限公司 | 一种快速更换可调式焊接铰刀 |
| CN208825664U (zh) * | 2018-09-11 | 2019-05-07 | 上海泰锋精密刀具股份有限公司 | 一种防松动铣刀 |
| CN211841129U (zh) * | 2020-01-13 | 2020-11-03 | 自贡金工超硬工具有限公司 | 一种刀具用快速装夹刀柄 |
| CN212121833U (zh) * | 2020-05-25 | 2020-12-11 | 天津晟宇汽车零部件有限公司 | 一种列车制动系统安装背板去除毛刺铣刀 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024095255A1 (en) * | 2022-11-01 | 2024-05-10 | Iscar Ltd. | Replaceable cutting head, tool holder and morse taper rotary cutting tool having fastening member |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101417395A (zh) | 底套钻孔工装 | |
| CN113523433A (zh) | 一种铣铰刀 | |
| CN210848371U (zh) | 一种可调节的镗床刀具 | |
| CN201862994U (zh) | 一种铣钻同步机床 | |
| CN210548191U (zh) | 一种车床可调中心高刀座刀架 | |
| CN210756617U (zh) | 一种可调节的双偏心套加工装置 | |
| CN211219681U (zh) | 一种数控加工中心工装夹具 | |
| CN200991827Y (zh) | 机床主轴变径套 | |
| CN212239293U (zh) | 摇臂钻床用管子坡口组合刀架 | |
| CN210360314U (zh) | 一种快换锁牙式cnc车床铣削刀座 | |
| CN110976932A (zh) | 一种车床可调中心高刀座刀架 | |
| CN2936555Y (zh) | 扩孔器夹板的侧孔钻夹具 | |
| CN111590097A (zh) | 一种深孔加工刀 | |
| CN219130990U (zh) | 用于加工盲孔的可调铰刀环模块式刀具 | |
| CN221232002U (zh) | 跟刀架及长轴加工设备 | |
| CN220347208U (zh) | 模块化镗刀接口 | |
| CN219853216U (zh) | 一种薄垫片批量成型夹具 | |
| CN214443227U (zh) | 一种用于加工双头盲孔和通孔的钻孔装置 | |
| CN210848515U (zh) | 一种车床及其刀具 | |
| CN216938572U (zh) | 一种耐磨型工业镀钛钻头结构 | |
| CN220498423U (zh) | 一种自适应跳动加工工具 | |
| CN220216839U (zh) | 一种导头可更换式机用大孔径孔锪窝工具 | |
| CN221047813U (zh) | 一种刀具装夹工装 | |
| CN216263518U (zh) | 一种机床主轴孔定位顶紧装置 | |
| CN220783752U (zh) | 一种用于安装镗轴头部和镗轴尾部的工装夹具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20211022 |
|
| RJ01 | Rejection of invention patent application after publication |