CN113459549A - 一种半环活套连接双壁波纹管的生产工艺 - Google Patents
一种半环活套连接双壁波纹管的生产工艺 Download PDFInfo
- Publication number
- CN113459549A CN113459549A CN202110720031.4A CN202110720031A CN113459549A CN 113459549 A CN113459549 A CN 113459549A CN 202110720031 A CN202110720031 A CN 202110720031A CN 113459549 A CN113459549 A CN 113459549A
- Authority
- CN
- China
- Prior art keywords
- flange
- semi
- solid
- wave crest
- corrugated pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D23/00—Producing tubular articles
- B29D23/18—Pleated or corrugated hoses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14598—Coating tubular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0021—Combinations of extrusion moulding with other shaping operations combined with joining, lining or laminating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0022—Combinations of extrusion moulding with other shaping operations combined with cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/13—Articles with a cross-section varying in the longitudinal direction, e.g. corrugated pipes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/56—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits
- B29C65/562—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits using extra joining elements, i.e. which are not integral with the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/02—Preparation of the material, in the area to be joined, prior to joining or welding
- B29C66/022—Mechanical pre-treatments, e.g. reshaping
- B29C66/0224—Mechanical pre-treatments, e.g. reshaping with removal of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/02—Preparation of the material, in the area to be joined, prior to joining or welding
- B29C66/022—Mechanical pre-treatments, e.g. reshaping
- B29C66/0224—Mechanical pre-treatments, e.g. reshaping with removal of material
- B29C66/02241—Cutting, e.g. by using waterjets, or sawing
- B29C66/02242—Perforating or boring
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/522—Joining tubular articles
- B29C66/5221—Joining tubular articles for forming coaxial connections, i.e. the tubular articles to be joined forming a zero angle relative to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2793/00—Shaping techniques involving a cutting or machining operation
- B29C2793/0027—Cutting off
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2793/00—Shaping techniques involving a cutting or machining operation
- B29C2793/009—Shaping techniques involving a cutting or machining operation after shaping
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Rigid Pipes And Flexible Pipes (AREA)
Abstract
本发明提供一种半环活套连接双壁波纹管的生产工艺,包括以下步骤:(1)将原材料加入挤出机;(2)当挤出成型到法兰实体波峰模块时,成型机与挤出机开始变速,把法兰实体波峰模块全部挤满原材料,形成法兰实体波峰;(3)冷却、定径,定长切割;(4)切割后的修边机进行修平;(5)修平后在法兰实体波峰上钻好连接螺丝孔;(6)将原材料加入注塑成型机,注塑成型成半环活套法兰,并在半环活套法兰上加工连接螺丝孔,所述半环活套法兰的两端为阶梯型接口。本发明的半环活套连接双壁波纹管的生产无需采用扩口模块,只需要通过控制挤出机和成型机的速度形成法兰实体波峰,可实现管材的连续自动化生产。
Description
技术领域
本发明属于双壁波纹管的生产技术领域,具体涉及一种半环活套连接双壁波纹管的生产工艺。
背景技术
双壁波纹管,是一种具有环状结构外壁和平滑内壁的新型管材,经过十多年的发展和完善,已经由单一的品种发展到完整的产品系列,生产工艺和使用技术上已经十分成熟。
传统的双壁波纹管的管体之间采用承插口连接,即管材生产需要扩口模块。且承插口连接通常使用胶圈连接、电熔承插、热收缩套连接和电熔带连接等连接方式,然而这些连接方式密封性能差,施工环境要求高,在进行水输送时,水容易从双壁波纹管的连接处渗出,不利于使用。
因此,有必要提供一种新的双壁波纹管生产工艺以解决上述技术问题。
发明内容
为解决上述技术问题,本发明提供的一种半环活套连接双壁波纹管的生产工艺,包括以下步骤:
(1)将原材料加入挤出机;
(2)当挤出成型到法兰实体波峰模块时,成型机与挤出机开始变速,把法兰实体波峰模块全部挤满原材料,形成法兰实体波峰;
(3)冷却、定径,定长切割;
(4)切割后的修边机进行修平;
(5)修平后在法兰实体波峰上钻好连接螺丝孔;
(6)将原材料加入注塑成型机,注塑成型成半环活套法兰,并在半环活套法兰上加工连接螺丝孔,所述半环活套法兰的两端为阶梯型接口。
优选地,还包括以下步骤:对管体两端的法兰实体波峰进行切割修整,使管体两端的法兰实体波峰的横截面为方形或直角梯形。
优选地,还包括以下步骤:加工实体矮波峰或实体缺口波峰:
(1)加工实体矮波峰:半环活套连接双壁波纹管的表面靠近两端法兰实体波峰的那个波峰也为实壁结构,用切割机修整该波峰,使该波峰的高度低于连接螺丝孔;
(2)加工实体缺口波峰:半环活套连接双壁波纹管的表面靠近两端法兰实体波峰的那个波峰也为实壁结构,用切割机修整该波峰,使该波峰开设缺口。
本发明的有益效果如下:
1、本发明的半环活套连接双壁波纹管的生产无需采用扩口模块,只需要通过控制挤出机和成型机的速度形成法兰实体波峰,可实现管体的连续自动化生产。
2、本发明生产的半环活套连接双壁波纹管结构简单、连接方便,且管道连接强度高,密封性能好。
附图说明
图1为半环活套连接双壁波纹管的结构示意图;
图2为图1中A处的结构放大图;
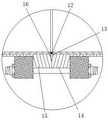
图3为图1中B-B截面图;
图4为半环活套法兰连接示意图;
图5为实体波峰A、实体波峰B截面为直角梯形的结构示意图;
图6为图5中C-C截面图;
图7为一边管体使用半环活套法兰的结构示意图;
图中:1、第一双壁波纹管本体;2、波峰;3、波谷;4、螺母;5、金属垫片;6、活套法兰A;7、连接孔;8、螺纹杆;9、活套法兰B;10、实体缺口波峰;11、第二双壁波纹管本体;12、密封垫圈;13、卡块;14、实体波峰B;15、实体波峰A;16、卡槽;17、缺口;18、阶梯型接口;19、活套法兰的斜面;20、实体矮波峰。
具体实施方式
下面结合附图和实施方式对本发明作进一步说明。
如图1-4所示,一种半环活套法兰连接双壁波纹管,包括第一双壁波纹管本体和第二双壁波纹管本体,所述第一双壁波纹管本体和第二双壁波纹管本体的表面从左至右均依次有一体成型的波峰(一般为空心波峰),所述波峰间有波谷,所述第一双壁波纹管本体靠近第二双壁波纹管本体处设有实体波峰A,所述第二双壁波纹管本体靠近第一双壁波纹管本体处设有实体波峰B,且所述实体波峰A、实体波峰B的横截面为方形,还包括两个活套法兰(具体为活套法兰A和活套法兰B)和螺纹杆,每个活套法兰包括两个固定连接的半环活套法兰,两个活套法兰分别位于实体波峰A、实体波峰B的外侧,且活套法兰的高度与波峰的高度相等,所述两个活套法兰内均沿轴向设有若干对连接孔,所述实体波峰A、实体波峰B的高度低于连接孔的高度,所述螺纹杆的数量与连接孔的对数相等,所述螺纹杆穿过活套法兰内的连接孔,并在螺纹杆的两端用螺母拧紧用以固定连接第一双壁波纹管本体和第二双壁波纹管本体。所述螺纹杆的两端还设有金属垫片,所述金属垫片位于螺母与活套法兰A、螺母与活套法兰B之间。同时,所述第一双壁波纹管本体和第二双壁波纹管本体连接处设有密封垫圈。所述第一双壁波纹管本体的靠近实体波峰A的那个波峰,以及第二双壁波纹管本体的靠近实体波峰B的那个波峰均为实体缺口波峰,即在实体波峰上开设有缺口。所述缺口方便螺纹杆的安装,也利用螺母的拧紧。所述缺口的形状可为梯形缺口、圆弧形缺口、三角形缺口等中的一种。本实施例中为梯形缺口。
本实施例中,所述第一双壁波纹管本体右侧的顶部和底部均开设有卡槽,所述第二双壁波纹管本体左侧的顶部和底部设有与卡槽配合的卡块。
在安装时,先将密封圈放置在第一双壁波纹管本体与第二双壁波纹管本体连接处,然后将卡块对准卡槽,然后将半环活套法兰放置于实体波峰A远离实体波峰B的那一侧,且使半环活套法兰、实体波峰B内连接孔对齐。随后安装者将螺纹杆插入连接孔内进行螺纹连接,此时安装者将金属垫片放在连接孔的外侧,随后安装者用螺母将金属垫片和螺纹杆进行固定,从而将第一双壁波纹管本体和法兰连接管进行固定。
两个半环活套法兰之间采用阶梯型接口,当阶梯型接口内正好设有连接孔时,在螺纹杆插入连接孔,并用螺母将金属垫片和螺纹杆进行固定时,也将两个半环活套法兰进行了固定。当阶梯型接口内没有连接孔,可在阶梯型接口处设螺孔,并用螺栓将两个半环活套法兰进行固定连接。
同时,所述实体波峰A、实体波峰B的横截面也可为直角梯形(实体波峰A远离第一双壁波纹管本体的那一面的宽度大于实体波峰A接近第一双壁波纹管本体的那一面的宽度,实体波峰B远离第二双壁波纹管本体的那一面的宽度大于实体波峰B接近第二双壁波纹管本体的那一面的宽度,从而使实体波峰A、实体波峰B的外侧形成斜面),所述活套法兰与实体波峰A、实体波峰B接触的那一面设有与之配合的斜面。而且,所述第一双壁波纹管本体的靠近实体波峰A的那个波峰,以及第二双壁波纹管本体的靠近实体波峰B的那个波峰均为实体矮波峰,所述实体矮波峰的高度低于螺纹杆的高度。具体见图5、图6。
上述一种半环活套连接双壁波纹管是两边的管体都使用半环活套法兰,也可只在一边管体使用半环活套法兰,另一边管体使用实体波峰B,通过用螺纹杆固定半环活套法兰和实体波峰B来固定连接第一双壁波纹管本体和第二双壁波纹管本体,具体见图7。
上述一种半环活套连接双壁波纹管的生产工艺,包括以下步骤:
(1)将原材料加入挤出机;
(2)当挤出成型到法兰实体波峰模块时,成型机与挤出机开始变速,把法兰实体波峰模块全部挤满原材料,形成法兰实体波峰;
(3)冷却、定径,定长切割;
(4)切割后的修边机进行修平;
(5)修平后在法兰实体波峰上钻好连接螺丝孔;
(6)将原材料加入注塑成型机,注塑成型成半环活套法兰,并在半环活套法兰上加工连接螺丝孔,所述半环活套法兰的两端为阶梯型接口;
(6)对管体两端的法兰实体波峰进行切割修整,使管体两端的法兰实体波峰的横截面为方形或直角梯形;
(7)加工实体矮波峰或实体缺口波峰:
A、加工实体矮波峰:半环活套连接双壁波纹管的表面靠近两端法兰实体波峰的那个波峰也为实壁结构,用切割机修整该波峰,使该波峰的高度低于连接螺丝孔;
B、加工实体缺口波峰:半环活套连接双壁波纹管的表面靠近两端法兰实体波峰的那个波峰也为实壁结构,用切割机修整该波峰,使该波峰开设缺口(缺口为圆弧形缺口,也可为梯形缺口或三角形缺口)。
以上所述仅为本发明的实施例,并非因此限制本发明的专利保护范围,凡是利用本发明说明书及附图内容所做的简单等同替换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
Claims (3)
1.一种半环活套连接双壁波纹管的生产工艺,其特征在于:包括以下步骤:
(1)将原材料加入挤出机;
(2)当挤出成型到法兰实体波峰模块时,成型机与挤出机开始变速,把法兰实体波峰模块全部挤满原材料,形成法兰实体波峰;
(3)冷却、定径,定长切割;
(4)切割后的修边机进行修平;
(5)修平后在法兰实体波峰上钻好连接螺丝孔;
(6)将原材料加入注塑成型机,注塑成型成半环活套法兰,并在半环活套法兰上加工连接螺丝孔,所述半环活套法兰的两端为阶梯型接口。
2.根据权利要求1所述的一种半环活套连接双壁波纹管的生产工艺,其特征在于:还包括以下步骤:对管体两端的法兰实体波峰进行切割修整,使管体两端的法兰实体波峰的横截面为方形或直角梯形。
3.根据权利要求1所述的一种半环活套连接双壁波纹管的生产工艺,其特征在于:还包括以下步骤:加工实体矮波峰或实体缺口波峰:
(1)加工实体矮波峰:半环活套连接双壁波纹管的表面靠近两端法兰实体波峰的那个波峰也为实壁结构,用切割机修整该波峰,使该波峰的高度低于连接螺丝孔;
(2)加工实体缺口波峰:半环活套连接双壁波纹管的表面靠近两端法兰实体波峰的那个波峰也为实壁结构,用切割机修整该波峰,使该波峰开设缺口。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110720031.4A CN113459549A (zh) | 2021-06-28 | 2021-06-28 | 一种半环活套连接双壁波纹管的生产工艺 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110720031.4A CN113459549A (zh) | 2021-06-28 | 2021-06-28 | 一种半环活套连接双壁波纹管的生产工艺 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN113459549A true CN113459549A (zh) | 2021-10-01 |
Family
ID=77873555
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110720031.4A Pending CN113459549A (zh) | 2021-06-28 | 2021-06-28 | 一种半环活套连接双壁波纹管的生产工艺 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113459549A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115783970A (zh) * | 2023-02-02 | 2023-03-14 | 山东奥翔电力工程设计咨询有限公司 | 一种风电组件吊装辅助装置 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112721090A (zh) * | 2020-12-07 | 2021-04-30 | 康命源(京山)新材料科技发展有限公司 | 一种法兰连接双壁波纹管的生产工艺 |
-
2021
- 2021-06-28 CN CN202110720031.4A patent/CN113459549A/zh active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112721090A (zh) * | 2020-12-07 | 2021-04-30 | 康命源(京山)新材料科技发展有限公司 | 一种法兰连接双壁波纹管的生产工艺 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115783970A (zh) * | 2023-02-02 | 2023-03-14 | 山东奥翔电力工程设计咨询有限公司 | 一种风电组件吊装辅助装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201696762U (zh) | 用于连接psp钢塑复合管和内衬塑化工管件的连接件 | |
| CN211901876U (zh) | 一种六边形塑料双壁波纹管及其成型模具 | |
| CN110500451B (zh) | 扣合式热态缠绕实心波纹管及其型材及其制造方法 | |
| CN113459549A (zh) | 一种半环活套连接双壁波纹管的生产工艺 | |
| CN101776405A (zh) | 一种套管式换热器 | |
| CN201697503U (zh) | 一种套管式换热器 | |
| CN110978445A (zh) | 一种pe管道生产工艺及装置 | |
| CN112721090B (zh) | 一种法兰连接双壁波纹管的生产工艺 | |
| CN103759091A (zh) | 具有塑钢复合增强型螺纹嵌件的塑料管件及其生产工艺 | |
| CN212372665U (zh) | 一种热收缩双壁套管免调挤出模具 | |
| CN114714674B (zh) | 一种增强型三层波纹结构管材及其制备方法 | |
| CN214222305U (zh) | 一种便于连接的活套法兰连接双壁波纹管 | |
| CN214618358U (zh) | 一种便于连接的半环活套法兰连接双壁波纹管 | |
| CN214618357U (zh) | 一种活套法兰连接双壁波纹管 | |
| CN214222306U (zh) | 一种半环活套法兰连接双壁波纹管 | |
| CN214222304U (zh) | 一种采用法兰连接管连接的双壁波纹管 | |
| CN214618356U (zh) | 一种便于连接的双壁波纹管 | |
| CN112923153A (zh) | 一种抗弯曲节流承插式hdpe缠绕增强管 | |
| CN111659751A (zh) | 一种在弯管上加工挤压支管的方法及冲头结构 | |
| CN202972296U (zh) | 一种排水用柔性连接焊制管件 | |
| CN2463648Y (zh) | 塑料管路密封连接件 | |
| CN221048989U (zh) | 一种mpp管挤出模具 | |
| CN209909336U (zh) | 塑料双壁波纹管及其成型装置 | |
| CN220930512U (zh) | 一种管材防脱自锁式承插接头 | |
| CN212194140U (zh) | 一种pe给水管成型模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |