CN113085018A - 一种用于陶瓷基复合材料制孔插钉的多功能末端执行器 - Google Patents
一种用于陶瓷基复合材料制孔插钉的多功能末端执行器 Download PDFInfo
- Publication number
- CN113085018A CN113085018A CN202110350623.1A CN202110350623A CN113085018A CN 113085018 A CN113085018 A CN 113085018A CN 202110350623 A CN202110350623 A CN 202110350623A CN 113085018 A CN113085018 A CN 113085018A
- Authority
- CN
- China
- Prior art keywords
- nail
- unit
- hole
- feeding
- guide rail
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/003—Multipurpose machines; Equipment therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27F—DOVETAILED WORK; TENONS; SLOTTING MACHINES FOR WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES
- B27F7/00—Nailing or stapling; Nailed or stapled work
- B27F7/02—Nailing machines
- B27F7/025—Nailing machines for inserting joint-nails
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/14—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by boring or drilling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/14—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by boring or drilling
- B28D1/146—Tools therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D7/00—Accessories specially adapted for use with machines or devices of the preceding groups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D7/00—Accessories specially adapted for use with machines or devices of the preceding groups
- B28D7/005—Devices for the automatic drive or the program control of the machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D7/00—Accessories specially adapted for use with machines or devices of the preceding groups
- B28D7/02—Accessories specially adapted for use with machines or devices of the preceding groups for removing or laying dust, e.g. by spraying liquids; for cooling work
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Mining & Mineral Resources (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Dovetailed Work, And Nailing Machines And Stapling Machines For Wood (AREA)
- Automatic Assembly (AREA)
Abstract
本发明涉及一种用于陶瓷基复合材料制孔插钉的多功能末端执行器,属于大型工装装配技术领域。包括底座和安装在底座上的工位切换单元,工位切换单元包括通过第一直线导轨活动安装在底座上的工作台和用于驱动工作台沿第一直线导轨方向移动的工位切换驱动机构;工作台上并排设有制孔单元、孔径检测单元和插钉单元,随工作台的移动切换至对应的工位;底座上还设有将销钉送至所述插钉单元的送钉单元、用于辅助制孔的压脚单元和视觉检测单元。通过工位切换单元实现各功能模块的切换,制孔单元、孔径检测单元和插钉单元通过工位切换驱动机构实现快速切换和并行工作,保证加工的可达性和效率。
Description
技术领域
本发明涉及大型工装装配技术领域,具体地说,涉及一种用于陶瓷基复合材料制孔插钉的多功能末端执行器。
背景技术
航空航天产业作为一门涉及新材料、机械设计与制造、信息化等诸多技术领域的高新技术产业,自诞生以来就受到各国的高度重视,成为国家国防安全和国际地位的重要象征。陶瓷基复合材料的广泛应用,提高了现代航天器的综合性能,却也大大增加了加工装配难度。这些陶瓷基复合材料大型构件在实际生产时,由于结构复杂,往往难以一次整体成型,需要进行大量的二次加工和装配工作,装配工作量一般占到整体工作量的45%以上。为了解决陶瓷基复合材料在加工装配过程中容易产生的毛刺、撕裂、表面微裂纹等问题,科研人员设计了采用合理加工参数进行超声制孔,并用陶瓷基复材销钉进行装配连接的装配方式。但是传统手动制孔插钉方式生产条件恶劣,并且装配质量和效率严重依赖个人技能与经验,难以满足质量要求;而大型机床占地成本高,灵活性差,难以满足复杂构件柔性装配的需求。因此采用自动加工系统来代替人工操作势在必行。研发拥有自主知识产权的陶瓷基复合材料智能加工系统,不仅对于航天器装配具有重大意义,对于推动我国的高端装备制造战略也深具影响。
多功能末端执行器作为陶瓷基复合材料智能集成加工装配系统系统的核心部件,需要能在保证制孔精度和连接质量满足设计要求的前提下,实现自动制孔、自动孔径检测、自动送钉、自动插钉等一系列功能,是陶瓷基复合材料构件智能集成装配系统的设计重点与难点之一。与此同时,由于待加工的陶瓷基复合材料复杂构件的材料特殊性,多功能末端执行器需要能够实现超声制孔功能,并且超声刀具的安装与布置形式需便于实现快速自动更换;送钉单元的接收模块需集成至末端执行器,以便于快速完成销钉转移至插钉执行器的功能。由于多功能末端执行器需安装在工业机器人的第六轴上,其自身需具有较高的集成度,并将其整体质量与体积控制在合理范围内。多功能末端执行器无疑是陶瓷基复合材料智能加工系统的核心部件,体现着陶瓷基复合材料智能加工系统的集成化和多功能化,影响着设备的加工质量和效率,决定了系统的自动化和智能化程度。
发明内容
本发明的目的是提供一种用于陶瓷基复合材料制孔插钉的多功能末端执行器,能自动实现制孔、检测、送钉、插钉等一系列功能,提高加工效率和质量。
为了实现上述目的,本发明提供的用于陶瓷基复合材料制孔插钉的多功能末端执行器包括底座和安装在所述底座上的工位切换单元,所述工位切换单元包括通过第一直线导轨活动安装在所述底座上的工作台和用于驱动所述工作台沿第一直线导轨方向移动的工位切换驱动机构;
所述工作台上并排设有制孔单元、孔径检测单元和插钉单元,随工作台的移动切换至对应的工位;
所述底座上还设有将铆钉送至所述插钉单元的送钉单元、用于辅助制孔的压脚单元和视觉检测单元。
上述技术方案中,通过工位切换单元实现各功能模块的切换,制孔单元、孔径检测单元和插钉单元通过工位切换驱动机构实现快速切换和并行工作,保证加工的可达性和效率。
可选地,在一个实施例中,工位切换驱动装置包括驱动电机、带轮传动装置、滚珠丝杠螺母副、行程开关等部件。形成开关设置在丝杠尾部,用于限定工作台的运行行程。底座与工作台之间的区域利用风琴罩进行封闭,防止加工产生的灰尘进入导轨及丝杠,避免加倍磨损或堵塞。
可选地,在一个实施例中,所述的插钉单元和所述的孔径检测单元分别位于所述制孔单元的两侧,所述送钉单元位于所述插钉单元的对侧;当制孔完毕,所述工作台移动使孔径检测单元进入工作位,所述插钉单元与所述送钉单元对接,同时进行送钉操作。
可选地,在一个实施例中,所述的制孔单元包括固定在所述工作台上的制孔底座、设置在所述制孔底座上的第二直线导轨、通过所述第二直线导轨活动安装的电主轴、以及驱动所述电主轴沿所述第二直线导轨滑动的制孔驱动机构;所述电主轴上设有制孔刀具。
可选地,在一个实施例中,所述的电主轴上设有超声振动刀柄和超声驱动器,所述制孔刀具安装在所述超声振动刀柄上。
自动制孔单元用于完成蒙皮与骨架之间连接孔的超声制孔工作,其主轴组件进给量由光栅尺测量,并通过位移反馈保证精度。电主轴上安装超声驱动器超声振动刀柄,实现超声加工。工作时,制孔驱动机构通过减速机减速后,通过传动机构使主轴在第二直线导轨上运动,实现加工进给。
可选地,在一个实施例中,所述的孔径检测单元包括固定在所述工作台上的孔探底座、设置在所述孔探底座上的一体化导轨、滑动安装在所述一体化导轨上的孔探执行器、以及用于驱动所述孔探执行器滑动的孔探驱动电机,所述孔探执行器上设有测头。
可选地,在一个实施例中,所述的插钉单元包括固定在所述工作台上的插钉底座、设置在所述插钉底座上的第三直线导轨、通过所述第三直线导轨活动安装的插钉头上下刀机构、安装在所述插钉头上下刀机构上的插钉头、用于驱动所述插钉头上下刀机构沿所述第三直线导轨移动的插钉驱动机构、以及用于测量插钉头进给量的长度计。
插钉单元的主轴组件在插钉驱动机构驱动下完成进给方向的运动,进给量由长度计测量,并通过位移反馈保证精确度;插钉单元尾部内置有压力传感器,用于检测力信号、实现力控制。插钉单元可以更换多种插钉头,主要通过上下刀机构实现,其中插钉头由HSK-A32刀柄改制。
可选地,在一个实施例中,所述的插钉头上下刀机构包括换刀气缸、气缸顶杆和拉丁;换刀时,所述换刀气缸顶出,通过气缸顶块推动所述气缸顶杆,进而推动拉丁,实现松刀功能;当换上新插钉头后,所述换刀气缸缩回,所述气缸顶杆和拉丁相应缩回,拉紧所述插钉头,实现装刀。
可选地,在一个实施例中,所述的送钉单元包括送钉底座和设置在所述送钉底座上的若干适合不同规格铆钉输送的送钉机构,所述送钉机构包括:
夹钉头,相对设置有两个夹钉块,其中一夹钉块上设有顶升气缸,且两夹钉块之间设有复位弹簧,通过所述顶升气缸驱动两夹钉块打开接收销钉,并通过所述复位弹簧使夹钉块复位以夹取销钉;
出钉头,其内设有送钉管道,且在所述送钉管道的出钉端设有与所述夹钉头对接的出钉嘴;出钉头上活动设有送钉支架,所述送钉支架上活动设有接钉支架,所述送钉支架上设有导轨滑块和与所述导轨滑块配合的送钉滑板,所述接钉支架固定在所述送钉滑板的顶端;
送钉气缸,安装在所述送钉支架上,气缸杆与所述出钉头固连,用于驱动所述夹钉头沿所述出钉嘴的轴向进行移动;
移钉气缸,安装在所述送钉支架上,用于驱动所述夹钉头与所述出钉嘴错位移动;
光纤传感器,成对设置在所述夹钉头与所述出钉嘴对接处的两侧,用于检测夹钉头夹钉是否到位。
配备多个送钉机构,实现不同规格销钉的快速输送。
可选地,在一个实施例中,所述的压脚单元包括固定在所述工作台上的压脚底座、设置在所述压脚底座上的第四直线导轨、通过所述第四直线导轨活动安装的圆环形的压脚、驱动所述压脚移动的气缸、用于测量压脚进给量的长度计、用于测量加工曲面法矢的四个激光位移传感器、以及用于与吸尘器连通的排屑管。
压脚通过气缸驱动与加工构件表面紧密贴合,具有提高加工系统刚度、防屑排屑的功能。长度计测量压脚伸缩量实现闭环反馈,实现对制孔深度和插钉深度的精确控制。切屑通过排屑管进入吸尘设备,减少环境中的陶瓷基复材加工粉尘。
可选地,在一个实施例中,所述的视觉检测单元固定于所述底座的背部,包括工业相机、光源、相机防尘盖、以及驱动相机防尘盖的气缸。
将视觉检测单元设置在底座后侧,避免工位切换导致的相对运动,减少坐标系转换所带来的误差,可实现智能检测,识别定位特征。
与现有技术相比,本发明的有益之处在于:
本发明结构紧凑、集成度高且各单元分工明确,功能强大,加工效率和自动化程度高,且加工质量可靠。
附图说明
图1为本发明实施例中多功能末端执行器的轴测图;
图2为本发明实施例中多功能末端执行器的左视图;
图3为本发明实施例中工位切换单元的结构示意图;
图4为本发明实施例中工位切换驱动机构的结构示意图;
图5为本发明实施例中制孔单元的结构示意图;
图6为本发明实施例中孔径检测单元的结构示意图;
图7为本发明实施例中送钉单元的结构示意图;
图8为本发明实施例中送钉单元的送钉机构的结构示意图;
图9为本发明实施例中插钉单元的结构示意图;
图10为本发明实施例中插钉单元的上下刀机构的结构示意图;
图11为本发明实施例中压脚单元的轴测图;
图12为本发明实施例中压脚单元的内部结构主视图;
图13为本发明实施例中视觉检测单元的结构示意图。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚,以下结合实施例及其附图对本发明作进一步说明。显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于所描述的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
除非另外定义,本发明使用的技术术语或者科学术语应当为本发明所属领域内具有一般技能的人士所理解的通常意义。本发明中使用的“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
实施例
参见图1和图2,本实施例的用于陶瓷基复合材料制孔插钉的多功能末端执行器包括制孔单元1、插钉单元2、送钉单元3、孔径检测单元4、视觉检测单元5、压脚单元6以及工位切换单元7。
参见图3和图4,工位切换单元7安装在底座13上,包括工位切换驱动机构8、第一直线导轨9和工作台10。底座13上设有排屑管11和过渡安装座12。视觉检测单元5固定安装于执行器底座13的背部。工位切换驱动机构包括伺服电机61、带轮传动机构62、滚珠丝杠螺母副63和行程开关64。
工位切换单元7用于制孔、插钉、孔径检测单元的横向移动。其中,过渡安装座12安装于底座的后部,用于将末端执行器连接到机器人第六轴。工作台10用于安装制孔、插钉、孔径检测单元,并与四个导轨滑块相连接。
工位切换驱动机构8安装在底座13内,用于驱动工作台进行横向移动,在伺服电机61驱动下,通过带轮传动机构62带动滚珠丝杠螺母副63,使丝杠螺母座利用导轨滑块副移动,实现工作台10在第一直线导轨9上的运动。本实施例中,在丝杠尾部设置行程开关64,用于限定工作台10的运动行程。底座13与工作台10之间的区域利用风琴罩65进行封闭,防止加工产生的灰尘进入导轨及丝杠,避免加速磨损或堵塞。
参见图5,制孔单元1包括制孔底座20、电主轴14、制孔刀具15、制孔驱动电机16、减速机17、皮带传动机构18、滚珠丝杠螺母副19和第二直线导轨60。
制孔单元1用于完成蒙皮与骨架之间连接孔的超声制孔工作,其主轴组件进给量由光栅尺测量,并通过位移反馈保证精确度。电主轴14上安装超声驱动机构68和超声刀柄69,实现超声加工。工作时,制孔驱动电机16通过减速机17减速后,通过皮带传动机构18驱动滚珠丝杠螺母副19使电主轴14在第二直线导轨60上运动,实现加工进给。
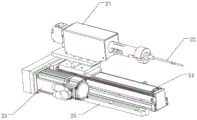
参见图6,孔径检测单元4包括孔探底座25、孔探执行器21、测头22、孔探驱动电机23和一体化导轨24。工作时,在孔探驱动电机23驱动下,孔探执行器21在一体化导轨24上完成进给运动,并通过测头22对加工孔径进行测量。
参见图7和图8,送钉单元3包括送钉底座和设置在送钉底座上的四个送钉机构26,送钉机构26包括出钉头70、送钉气缸28、移钉气缸29、顶升气缸30、送钉管道31、送钉滑板32、导轨滑块33、接钉支架34、夹钉头35和光纤传感器27。夹钉头35相对设置有两个夹钉块,顶升气缸30设置在其中一夹钉块上,且两夹钉块之间设有复位弹簧,通过顶升气缸30驱动两夹钉块打开接收销钉,并通过复位弹簧使夹钉块复位以夹取销钉。送钉管道31设置在出钉头70内,在送钉管道35的出钉端设有与夹钉头35对接的出钉嘴71;出钉头70上活动设有送钉支架72,导轨滑块33固定在送钉支架72上,送钉滑板32与导轨滑块33滑动配合,接钉支架34固定在送钉滑板32的顶端。光纤传感器27成对设置在夹钉头35与出钉嘴71对接处的两侧,用于检测夹钉头35夹钉是否到位。
前端并排分布四组相同的送钉机构26,能快速完成不同规格铆钉的输送。工作时,送钉气缸28收回,出钉头的出钉嘴71与夹钉头35接触;顶升气缸30伸出,夹钉头35被顶开;销钉在气流驱动下通过送钉管道31进入夹钉头35;顶升气缸30收回,夹钉头35在复位弹簧作用下夹住销钉;送钉气缸28伸出,出钉头的出钉嘴71与夹钉头35脱离接触;光纤传感器27检测到销钉被正确装夹;移钉气缸29收回,销钉被运送到送钉位置,等待被插钉装置接收;销钉被接收,移钉气缸29收回,进入下一循环。
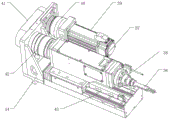
参见图9和图10,插钉单元2包括插钉底座44、插钉头36、插钉头上下刀机构37、长度计38、插钉驱动电机39、减速机40、皮带传动机构41、滚珠丝杠螺母副42和第三直线导轨43。
工作时,插钉主轴组件在插钉驱动电机39的驱动下完成进给方向的运动,进给量由长度计38测量,并通过位移反馈保证精确度,保证插钉的钉头齐平度。内置于插钉单元尾部的压力传感器检测力信号、实现力控制。
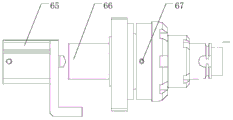
插钉单元可以更换多种插钉头,主要通过上下刀机构实现,其中插钉头由HSK-A32刀柄改制。当控制系统收到换刀指令后,换刀气缸65顶出,通过气缸顶块推动气缸顶杆66,进而推动拉丁67,实现松刀功能。当换上新插钉头后,控制气缸缩回,气缸顶杆和拉丁相应缩回,拉紧插钉头,实现装刀功能。
参见图11和图12,压脚单元6包括压脚45、驱动气缸46、第四直线导轨47、长度计48、激光位移传感器49和排屑管50。
压脚45上对称安装有4个激光位移传感器49,用于测量加工曲面法矢,确保加工的垂直度。压脚45通过驱动气缸46驱动与加工构件表面紧密贴合,具有提高加工系统刚度、防屑排屑的功能。压脚45旁设置的长度计48用于测量压脚伸缩量实现闭环反馈,实现对制孔深度和插钉深度的精确控制。切屑通过排屑管50进入吸尘设备,减少环境中的陶瓷基复材加工粉尘。
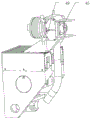
参见图13,视觉检测单元5包括工业相机51、光源52、相机保护罩53、相机防尘盖54、气缸55、进给电机56、导轨滑块57和底座58。
视觉检测单元5固定安装于底座13背部,主要用于测量基准孔的实际位置,并结合基准孔的理论位置进行孔位修正,以保证机床制孔的孔位精度。气缸55通过气缸接头与相机防尘盖54连接。视觉测量单元不工作时,气缸55收回,光源52和相机防尘盖54处于关闭状态;当用于测量基准孔时,气缸55伸出,相机防尘盖在气缸55作用下打开,光源52打开(如果工作环境足够光亮,则不需要打开)。
本实施例的工作过程包括视觉测量、制孔、测孔和插钉四步,具体工作过程如下:
1.视觉测量
1)通过工位切换单元7的工作台运动,使视觉测量单元5进入工作位置;
2)通过气缸55驱动打开相机防尘盖54,同时光源52开启,工业相机51获取基准孔的位置,进行相机找正,建立工件坐标系,确定加工孔的位置。
2.制孔
1)通过工位切换单元7的工作台运动,使制孔单元1进入工作位置;
2)压脚单元6通过激光位移传感器49测定工件上的四个点的距离,进行法矢校正,同时确定压脚45的行程,驱动气缸46驱动压脚45进给,使压脚45压在工件表面。
3)制孔单元1的电主轴14进入额定转速,超声驱动装置和内冷启动,并通过制孔驱动电机16进给,进行制孔;
4)制孔完毕后,压脚单元6和制孔单元1退回初始位置。
3.测孔
1)通过工位切换单元7的工作台运动,使孔径检测单元4进入工作位置;
2)孔探驱动电机23驱动孔探执行器21和测头22在一体化导轨24上完成进给运动,测头22进入孔内对加工孔径进行测量,获得孔径数据;
3)测量完成,退回初始位置。
4.插钉
1)通过工位切换单元7的工作台运动,使插钉单元2进入送钉单元3对应送钉口位置;
2)送钉气缸28收回,出钉头的出钉嘴71与夹钉头35接触;夹钉气缸30伸出,夹钉头35被顶开;销钉在气流驱动下通过送钉管道31进入夹钉头35;顶升气缸30收回,夹钉头35在复位弹簧作用下夹住销钉;送钉气缸28伸出,出钉头的出钉嘴71与夹钉头35脱离接触;光纤传感器27检测到销钉被正确装夹;移钉气缸29收回,销钉被运送到送钉位置,等待被插钉装置接收;
3)插钉驱动电机39驱动插钉头36进给,接收夹钉头45上的销钉,接收完成后,再退回原位;
4)通过工位切换单元7的工作台运动,使插钉单元2进入插钉工位;
5)插钉驱动电机39驱动插钉头36进给,完成插钉;
6)插钉完成,退回初始位置。
多功能末端执行器移动到下一位置并重复下一周期。
Claims (10)
1.一种用于陶瓷基复合材料制孔插钉的多功能末端执行器,其特征在于,包括底座和安装在所述底座上的工位切换单元,所述工位切换单元包括通过第一直线导轨活动安装在所述底座上的工作台和用于驱动所述工作台沿第一直线导轨方向移动的工位切换驱动机构;
所述工作台上并排设有制孔单元、孔径检测单元和插钉单元,随工作台的移动切换至对应的工位;
所述底座上还设有将铆钉送至所述插钉单元的送钉单元、用于辅助制孔的压脚单元和视觉检测单元。
2.根据权利要求1所述的用于陶瓷基复合材料制孔插钉的多功能末端执行器,其特征在于,所述的插钉单元和所述的孔径检测单元分别位于所述制孔单元的两侧,所述送钉单元位于所述插钉单元的对侧;当制孔完毕,所述工作台移动使孔径检测单元进入工作位,所述插钉单元与所述送钉单元对接,同时进行送钉操作。
3.根据权利要求1所述的用于陶瓷基复合材料制孔插钉的多功能末端执行器,其特征在于,所述的制孔单元包括固定在所述工作台上的制孔底座、设置在所述制孔底座上的第二直线导轨、通过所述第二直线导轨活动安装的电主轴、以及驱动所述电主轴沿所述第二直线导轨滑动的制孔驱动机构;所述电主轴上设有制孔刀具。
4.根据权利要求3所述的用于陶瓷基复合材料制孔插钉的多功能末端执行器,其特征在于,所述的电主轴上设有超声振动刀柄和超声驱动器,所述制孔刀具安装在所述超声振动刀柄上。
5.根据权利要求1所述的用于陶瓷基复合材料制孔插钉的多功能末端执行器,其特征在于,所述的孔径检测单元包括固定在所述工作台上的孔探底座、设置在所述孔探底座上的一体化导轨、滑动安装在所述一体化导轨上的孔探执行器、以及用于驱动所述孔探执行器滑动的孔探驱动电机,所述孔探执行器上设有测头。
6.根据权利要求1所述的用于陶瓷基复合材料制孔插钉的多功能末端执行器,其特征在于,所述的插钉单元包括固定在所述工作台上的插钉底座、设置在所述插钉底座上的第三直线导轨、通过所述第三直线导轨活动安装的插钉头上下刀机构、安装在所述插钉头上下刀机构上的插钉头、用于驱动所述插钉头上下刀机构沿所述第三直线导轨移动的插钉驱动机构、以及用于测量插钉头进给量的长度计。
7.根据权利要求6所述的用于陶瓷基复合材料制孔插钉的多功能末端执行器,其特征在于,所述的插钉头上下刀机构包括换刀气缸、气缸顶杆和拉丁;换刀时,所述换刀气缸顶出,通过气缸顶块推动所述气缸顶杆,进而推动拉丁,实现松刀功能;当换上新插钉头后,所述换刀气缸缩回,所述气缸顶杆和拉丁相应缩回,拉紧所述插钉头,实现装刀。
8.根据权利要求1所述的用于陶瓷基复合材料制孔插钉的多功能末端执行器,其特征在于,所述的送钉单元包括送钉底座和设置在所述送钉底座上的若干适合不同规格铆钉输送的送钉机构,所述送钉机构包括:
夹钉头,相对设置有两个夹钉块,其中一夹钉块上设有顶升气缸,且两夹钉块之间设有复位弹簧,通过所述顶升气缸驱动两夹钉块打开接收销钉,并通过所述复位弹簧使夹钉块复位以夹取销钉;
出钉头,其内设有送钉管道,且在所述送钉管道的出钉端设有与所述夹钉头对接的出钉嘴;出钉头上活动设有送钉支架,所述送钉支架上活动设有接钉支架,所述送钉支架上设有导轨滑块和与所述导轨滑块配合的送钉滑板,所述接钉支架固定在所述送钉滑板的顶端;
送钉气缸,安装在所述送钉支架上,气缸杆与所述出钉头固连,用于驱动所述夹钉头沿所述出钉嘴的轴向进行移动;
移钉气缸,安装在所述送钉支架上,用于驱动所述夹钉头与所述出钉嘴错位移动;
光纤传感器,成对设置在所述夹钉头与所述出钉嘴对接处的两侧,用于检测夹钉头夹钉是否到位。
9.根据权利要求1所述的用于陶瓷基复合材料制孔插钉的多功能末端执行器,其特征在于,所述的压脚单元包括固定在所述工作台上的压脚底座、设置在所述压脚底座上的第四直线导轨、通过所述第四直线导轨活动安装的圆环形的压脚、驱动所述压脚移动的气缸、用于测量压脚进给量的长度计、用于测量加工曲面法矢的四个激光位移传感器、以及用于与吸尘器连通的排屑管。
10.根据权利要求1所述的用于陶瓷基复合材料制孔插钉的多功能末端执行器,其特征在于,所述的视觉检测单元固定于所述底座的背部,包括工业相机、光源、相机防尘盖、以及驱动相机防尘盖的气缸。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110350623.1A CN113085018B (zh) | 2021-03-31 | 2021-03-31 | 一种用于陶瓷基复合材料制孔插钉的多功能末端执行器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110350623.1A CN113085018B (zh) | 2021-03-31 | 2021-03-31 | 一种用于陶瓷基复合材料制孔插钉的多功能末端执行器 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113085018A true CN113085018A (zh) | 2021-07-09 |
| CN113085018B CN113085018B (zh) | 2022-08-09 |
Family
ID=76672079
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110350623.1A Active CN113085018B (zh) | 2021-03-31 | 2021-03-31 | 一种用于陶瓷基复合材料制孔插钉的多功能末端执行器 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113085018B (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114505442A (zh) * | 2022-03-17 | 2022-05-17 | 无锡贝斯特精机股份有限公司 | 机器人钻铆工作站对铆机构及控制方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103447826A (zh) * | 2013-09-16 | 2013-12-18 | 南京航空航天大学 | 集成式多功能自动钻铆末端执行器 |
| CN105773632A (zh) * | 2016-03-17 | 2016-07-20 | 浙江大学 | 一种自动钻铆机的多功能末端执行器 |
| WO2018010247A1 (zh) * | 2016-07-15 | 2018-01-18 | 浙江大学 | 一种多功能末端执行器 |
| CN110682437A (zh) * | 2019-09-18 | 2020-01-14 | 浙江发恩集成房屋有限公司 | 一种自带定位钉的预制叠合板的自动插钉装置 |
| CN112060240A (zh) * | 2020-03-02 | 2020-12-11 | 彭州东硕数控设备有限公司 | 用于销钉放置、抓取和安装的自动化打钉装置 |
-
2021
- 2021-03-31 CN CN202110350623.1A patent/CN113085018B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103447826A (zh) * | 2013-09-16 | 2013-12-18 | 南京航空航天大学 | 集成式多功能自动钻铆末端执行器 |
| CN105773632A (zh) * | 2016-03-17 | 2016-07-20 | 浙江大学 | 一种自动钻铆机的多功能末端执行器 |
| WO2018010247A1 (zh) * | 2016-07-15 | 2018-01-18 | 浙江大学 | 一种多功能末端执行器 |
| CN110682437A (zh) * | 2019-09-18 | 2020-01-14 | 浙江发恩集成房屋有限公司 | 一种自带定位钉的预制叠合板的自动插钉装置 |
| CN112060240A (zh) * | 2020-03-02 | 2020-12-11 | 彭州东硕数控设备有限公司 | 用于销钉放置、抓取和安装的自动化打钉装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114505442A (zh) * | 2022-03-17 | 2022-05-17 | 无锡贝斯特精机股份有限公司 | 机器人钻铆工作站对铆机构及控制方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113085018B (zh) | 2022-08-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2021036588A1 (zh) | 适用于火箭舱体铆接的自动钻铆执行机构与方法 | |
| CN107554813B (zh) | 一种制孔干涉插钉一体化装置及方法 | |
| CN105773632A (zh) | 一种自动钻铆机的多功能末端执行器 | |
| CN109047867B (zh) | 一种自动铣床工作站 | |
| CN108817391B (zh) | 一种双熔覆头激光熔覆金属增材制造设备 | |
| CN113085018B (zh) | 一种用于陶瓷基复合材料制孔插钉的多功能末端执行器 | |
| CN111331431B (zh) | 接触式曲面壁板法向测量与锪窝深度补偿装置及测量方法 | |
| CN111590370A (zh) | 一种自拾取换刀的一体式链式刀库 | |
| CN111922765A (zh) | 基于光谱共聚焦位移传感器的自动对刀系统及方法 | |
| CN113953850A (zh) | 一种针对固定直径圆环类工件加工设备 | |
| CN207205962U (zh) | 一种数控机床机械手装置 | |
| CN115816486B (zh) | 电子锯改造机器人上下料工作站 | |
| CN109202119B (zh) | 双机械手协同辅助的钻削自动化智能制造装备 | |
| CN217617836U (zh) | 一种机器人制孔的末端执行器 | |
| CN115401461A (zh) | 一种基于钻铆铣一体化的工业机器人末端执行器 | |
| CN210452060U (zh) | 一种具有工件检测功能的对立双主轴双刀塔组合机床 | |
| CN214121134U (zh) | 一种半导体晶圆划片刀平面度检测机构 | |
| CN214023861U (zh) | 一种电池外壳切割机 | |
| CN112595219B (zh) | 一种含能包覆药柱卧式整形及检测装置 | |
| CN111571926B (zh) | 一种注塑产品Header的自动切PIN流水线 | |
| CN218109948U (zh) | 一种加工盘类件的钻攻中心 | |
| CN2923128Y (zh) | 立柱移动式铣削机床 | |
| CN214816935U (zh) | 一种车床机械手 | |
| CN219212444U (zh) | 一种轴类零件数控车削及成品检测自动化生产线 | |
| CN214213178U (zh) | 一种卧立两用的气缸零件加工中心 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |