CN112941299A - 一种基于机器视觉的板坯加热炉自动进出钢控制系统 - Google Patents
一种基于机器视觉的板坯加热炉自动进出钢控制系统 Download PDFInfo
- Publication number
- CN112941299A CN112941299A CN202110064648.5A CN202110064648A CN112941299A CN 112941299 A CN112941299 A CN 112941299A CN 202110064648 A CN202110064648 A CN 202110064648A CN 112941299 A CN112941299 A CN 112941299A
- Authority
- CN
- China
- Prior art keywords
- automatic
- module
- steel
- furnace
- tapping
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images















Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/70—Furnaces for ingots, i.e. soaking pits
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D11/00—Process control or regulation for heat treatments
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- General Physics & Mathematics (AREA)
- Heat Treatments In General, Especially Conveying And Cooling (AREA)
Abstract
本发明提供了一种基于机器视觉的板坯加热炉自动进出钢控制系统,包括自动进出钢系统,所述自动进出钢系统包括视频处理与检测模块、坯料规格检测模块、炉前辊道自动跟踪模块、坯料自动对中模块、自动装钢模块、炉内自动运送模块和自动出钢模块;所述自动出钢系统分别与视频处理与检测模块、坯料规格检测模块、炉前辊道自动跟踪模块、坯料自动对中模块、自动装钢模块、炉内自动运送模块和自动出钢模块相连接。本发明提供的一种基于机器视觉的板坯加热炉自动进出钢控制系统提高装出钢智能控制水平,降低了操作人员操作负荷;提升装出钢节奏,保证了装出钢操作准确性。
Description
技术领域
本发明涉及钢铁行业加热炉坯料运送控制系统的技术领域,具体地,涉及一种基于机器视觉的板坯加热炉自动进出钢控制系统。
背景技术
轧钢厂板坯加热炉现有的MES系统只对每块钢坯进行追踪记录,包括板坯的轧代、出钢序列、编号、冷热坯、钢种、装炉情况、板坯规格、标称尺寸及在炉序列等。对于坯料的物料跟踪与信息校核通过人工的方式进行,次方式加大了人工操作的劳动负荷与系统差错率。因此,在此基础上,需在上料台架区域增加一套板坯尺寸自动检测采集系统,结合现有的MES系统数据,实现自上料台架开始至除磷前,对每一块板坯的定位及走向进行跟踪,为后期的自动进出钢系统提供数据。同时,结合轧制计划与坯料信息,优化进出钢动作,并提升加热炉出钢节奏。
针对上述中的相关技术,发明人认为存在有在钢铁行业加热炉坯料运送过程中,操作人员操作劳动负荷大,系统差错率高,加热炉出钢节奏较慢的问题,因此,需要提出一种技术方案以改善上述技术问题。
发明内容
针对现有技术中的缺陷,本发明的目的是提供一种基于机器视觉的板坯加热炉自动进出钢控制系统。
根据本发明提供的一种基于机器视觉的板坯加热炉自动进出钢控制系统,包括自动进出钢系统,所述自动进出钢系统包括视频处理与检测模块、坯料规格检测模块、炉前辊道自动跟踪模块、坯料自动对中模块、自动装钢模块、炉内自动运送模块和自动出钢模块;所述自动出钢系统分别与视频处理与检测模块、坯料规格检测模块、炉前辊道自动跟踪模块、坯料自动对中模块、自动装钢模块、炉内自动运送模块和自动出钢模块相连接。
优选地,所述视频处理与检测模块在检测界面中提取目标检测物,判断坯料的位置和数量。
优选地,所述坯料规格检测模块使用高清工业相机与辅助激光传感器检测并识别坯料,得到板坯尺寸数据。
优选地,所述炉前辊道自动跟踪模块在进钢运输辊道上设置金属检测器和高清工业相机,所述金属检测器和高清工业相机判断辊道中坯料数量。
优选地,所述坯料自动对中模块在加热炉前推钢处设置视频分析系统,所述视频分析系统向视频处理与检测模块发送视频信息,得出控制指令,发送至推钢机控制系统。
优选地,所述自动装钢模块包括如下步骤:
步骤1:装钢机不工作,装料杆停留在初始位置;
步骤2:装钢机接收装钢信号,装料杆前进,推头推动钢坯,装料杆退回;
步骤3:装料杆托送钢坯向炉内运动;
步骤4:装料杆下降并将坯料放入加热炉内;
步骤5:装料杆回缩至初始位置。
优选地,所述炉内自动运送模块中的步进梁进行一个运行周期,并全程追踪炉内板坯。
优选地,所述自动出钢模块包括如下步骤:
步骤a:出钢机不工作,出料杆停留在初始位置;
步骤b:出钢机接收出钢信号,出料杆向前运动;
步骤c:升降机构托轮上升至最高位置;
步骤d:出料杆回缩;
步骤e:升降机构托轮下降至最低位置,出料杆回到初始位置。
与现有技术相比,本发明具有如下的有益效果:
1.利用视觉测量与检测,解决了传统激光传感器无法检测相互贴合的单独识别与检测的问题。
2.提高装出钢智能控制水平,降低了操作人员操作负荷。
3.提升装出钢节奏,保证了装出钢操作准确性。
附图说明
通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
图1为本发明的框架示意图;
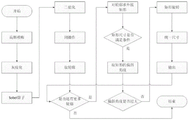
图2为本发明视频处理与检测模块的技术实现路线图;
图3位本发明采用四个高精度激光传感器检测并校对经过上料台架板坯检测区的板坯图;
图4为本发明板坯头部占用辊道入口或出口状态图;
图5为本发明板坯尾部离开辊道入口或出口状态图;
图6为本发明板坯尾部占用辊道入口或出口状态图;
图7为本发明板坯头部离开辊道入口或出口状态图;
图8为本发明板坯占用辊道中部状态图;
图9为本发明自动对中模块的分析图;
图10为本发明前进行程计算的分析图;
图11为本发明后退行程计算的分析图;
图12为本发明步进梁一个自动循环的步序;
图13为本发明步进梁自动前进曲线;
图14为本发明步进梁自动后退曲线;
图15为本发明步进梁控制流程图;
图16为本发明出钢机行程计算的分析图。
具体实施方式
下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变化和改进。这些都属于本发明的保护范围。
本发明提供一种基于机器视觉的板坯加热炉自动进出钢控制系统,包括自动进出钢系统,自动进出钢系统由视频处理与检测模块、坯料规格检测模块、炉前辊道自动跟踪模块、坯料自动对中模块、自动装钢模块、炉内自动运送模块、自动出钢模块七个模块组成。
视频处理与检测模块的目的是从检测界面中提取出目标检测物,并通过某些的辅助点,智能判断坯料的位置、数量等信息;系统的实现涉及到机器视觉中的识别,定位技术。
系统的识别算法将从检测的图像中识别出反映坯料位置与形状的特征点;算法主要分为三个阶段:预处理、图像分割、特征点提取。视频处理模块是自动进出钢系统的基础检测模块,其他模块基于VPD进行控制逻辑的判断和执行。
坯料规格视觉检测模块功能是通过高清工业相机与辅助激光传感器自动检测坯料,并对坯料的规格进行识别,将测得的板坯尺寸数据与现有MES系统对接。
参照图3,采用四个高精度激光传感器检测并校对经过上料台架板坯检测区的板坯;采用工业相机通过视觉识别方式定位及测量经过上料台架板坯检测区的板坯长度尺寸。
对于坯料规格的测量分为下面三步:
1.通过视频处理与检测模块,对坯料实时定位,在进入检测范围内,采集坯料视频信息。
2.在采集的视频信息中,对坯料的边缘进行检测识别,识别出坯料的长、宽、厚在相机视野范围内的像素点集合。
3.通过三角变换的方法,计算坯料长、宽、厚的规格信息通过换算,可以得到真实的被测物体规格信息。Lact=Ldet*m,其中,Lact表示物体实际长度,单位:米;Ldet表示物体检测长度,单位:像素,m表示单位像素比,单位:米/像素。
坯料自动跟踪模块在进钢运输辊道上设置若干个冷或热金属检测器与若干套高清工业相机;当坯料在辊道上运输时,安装在每个辊道控制段端口的冷或热金属检测器实时检测本控制段内是否存在坯料;同时,利用高清工业相机视野所覆盖区域与上料区域坯料规格测量信息,判断辊道中实际坯料数量。在实际生产中,坯料长度范围分别为1个LS、1.2个LS、1.4个LS,并且在炉前辊道中最多排布6块坯料;考虑到坯料到来的随机性和坯料连续运送的特点;对于每块坯料的跟踪,可以用如下算法进行处理:
1.通过视频信息,确定辊道中长方体总体长度La。
2.建立如下关系式:①(a+1.2b+1.4cLS=La;②a+b+c=6;③a,b,c均为不大于6的正整数。
3.通过排列组合,可以确认炉前辊道上不同长度坯料的数量。
4.通过安装在辊道组入口和出口物料检测器的信号变化,并结合此时该组辊道的转动方向,可以得出板坯经过该组辊道的状态和位置信息,共5种状态:参照图4-8,板坯头部占用辊道入口或出口、板坯尾部离开辊道入口或出口、板坯尾部占用辊道入口或出口、板坯头部离开辊道入口或出口和板坯占用辊道中部。
通过入炉前坯料信息与MES生产计划信息进行对比,正确的情况下进行坯料对中操作。
参照图9,自动对中模块中的每台加热炉前推钢机处设置一套视频分析系统,把收集到视频信息发送给视频处理与检测模块,经过模型运算,得出最佳控制指令,下发给推钢机控制系统,控制系统在不降低运钢速度的前提下,小幅度修正坯料中心所对应的辊道推钢位置。坯料检测长度为LS,炉子宽度为WF,此时,坯料的头部定位位置为(WF/2-LS)/2或者(WF/2-LS)/2+WF/2。
1.板坯尾部离开离开炉前辊道入口VPD时中心线离加热炉中心线距离c=a–b-LS/2,其中,a=WF/2,b为VPD到炉壁的距离,D为定位预停车位置。
2.当辊道入口坯料头部占用时,开始累加PLG1脉冲数,对板坯长度进行测量。
3.当辊道入口尾部离开时,开始累加PLG2脉冲数,用于板坯定位。
在控制同时,利用每座加热炉A、B两个入炉口对应的带有抱闸功能的变频电机,对坯料对中时可能出现的辊道自由滚动进行控制。
自动装钢模块的工作步骤如下:
1.装钢机不工作时,装料杆停留在初始位置,装料杆端头伸入超过入炉辊道中心线530mm,低于辊道面100mm,升降机构托轮处于最低位置。
2.装钢机收到装钢信号后,装料杆缓慢前进,用推头将钢坯向前推动一定行程,使运输过程中产生歪斜的钢坯摆正,然后装料杆退回到给定位置,升降机构托轮上升至最高位置,托起入炉辊道上的板坯高出入炉辊道面100mm。
3.装料杆托送钢坯向炉内运动到给定行程位置。
4.装料杆下降将坯料放入加热炉内,当坯料放到加热炉的动梁后,装料杆退回到给定位置,升降机构托轮继续下降至最低位置,低于辊道面100mm。
5.装料杆回缩,装料杆回到初始位置。
参照图10,前进行程计算中令a表示装钢机起点位置与辊道中心线的固定距离;b表示装钢及起点位置与LOS激光的垂直固定距离;c表示装钢机预推后的回退行程;d表示装钢机从回退位置,升起后装钢入炉的行程;e表示板坯间距;f表示板坯的后延值。则d=f-a–e+c。
参照图11,后退行程计算中令w表示板坯宽度;L表示装钢机推头到装料顶端的距离;c表示装钢机预推后的回退行程,则c=L-w。
参照图12-15,炉内自动运送模块在装钢机把板坯定位到炉内,并返回到初始起点位置后,步进梁自动开始进行一个运行周期;步进梁每运行完一个循环周期后,进行炉内板坯的全程跟踪。当板坯到达炉子出口激光检测的位置后,步进梁走完这一步后自动停止,得到步进梁自动前进曲线和步进梁自动后退曲线等待出钢。
自动出钢模块的工作步骤如下:
1.出钢机不工作时,出料杆停留在初始位置,出料杆端头伸入超过出炉辊道中心线415mm。
2.出钢机收到出钢信号后,出料杆向前运动,伸到托钢所需位置。
3.升降机构托轮上升最高位置,使加热炉内板坯高出辊道面约152mm。
4.出料杆回缩,使出料杆端头回缩到距炉后辊道中心线415mm。
5.升降机构托轮下降到最底位置,出料杆回到初始位置。
出钢机运行方向:炉子侧为前进方向;出炉辊道侧为后退方向。
出钢行程设定值计算,以一块板坯为例:
参照图16,当炉内板坯到达相应激光检测位置时,立刻记录下步进梁的行程值,等步进梁停止后,通过此时步进梁的行程值减去板坯在激光检测器位置处所记录下的值,就可得知板坯超过激光检测器位置的宽度,再根据激光检测器的安装位置和板坯宽度及出钢机的位置,就可计算出出钢机前进行程设定值。
计算式为:出钢机前进行程d=b-c+0.5a+0.5w;返回到下降位行程=d-e。其中,a表示出料杆端头的长度;b表示LOS x3号激光安装位置到出钢机的起点位置的垂直固定距离;c表示板坯前沿超过LOS x3号激光的距离,可以通过步进梁的行程计算出;w表示板坯通过LOS x2号激光测得的宽度,d表示出钢机的目标行程;e表示辊道中心线,即出钢时板坯放在辊道上的位置。
本发明提供的一种基于机器视觉的板坯加热炉自动进出钢控制系统利用视觉测量与检测,解决了传统激光传感器无法检测相互贴合的单独识别与检测的问题;且提高装出钢智能控制水平,降低了操作人员操作负荷;提升装出钢节奏,保证了装出钢操作准确性。
本领域技术人员知道,除了以纯计算机可读程序代码方式实现本发明提供的系统及其各个装置、模块、单元以外,完全可以通过将方法步骤进行逻辑编程来使得本发明提供的系统及其各个装置、模块、单元以逻辑门、开关、专用集成电路、可编程逻辑控制器以及嵌入式微控制器等的形式来实现相同功能。所以,本发明提供的系统及其各项装置、模块、单元可以被认为是一种硬件部件,而对其内包括的用于实现各种功能的装置、模块、单元也可以视为硬件部件内的结构;也可以将用于实现各种功能的装置、模块、单元视为既可以是实现方法的软件模块又可以是硬件部件内的结构。
以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变化或修改,这并不影响本发明的实质内容。在不冲突的情况下,本申请的实施例和实施例中的特征可以任意相互组合。
Claims (8)
1.一种基于机器视觉的板坯加热炉自动进出钢控制系统,其特征在于,包括自动进出钢系统,所述自动进出钢系统包括视频处理与检测模块、坯料规格检测模块、炉前辊道自动跟踪模块、坯料自动对中模块、自动装钢模块、炉内自动运送模块和自动出钢模块;所述自动出钢系统分别与视频处理与检测模块、坯料规格检测模块、炉前辊道自动跟踪模块、坯料自动对中模块、自动装钢模块、炉内自动运送模块和自动出钢模块相连接。
2.根据权利要求1所述的一种基于机器视觉的板坯加热炉自动进出钢控制系统,其特征在于,所述视频处理与检测模块在检测界面中提取目标检测物,判断坯料的位置和数量。
3.根据权利要求1所述的一种基于机器视觉的板坯加热炉自动进出钢控制系统,其特征在于,所述坯料规格检测模块使用高清工业相机与辅助激光传感器检测并识别坯料,得到板坯尺寸数据。
4.根据权利要求1所述的一种基于机器视觉的板坯加热炉自动进出钢控制系统,其特征在于,所述炉前辊道自动跟踪模块在进钢运输辊道上设置金属检测器和高清工业相机,所述金属检测器和高清工业相机判断辊道中坯料数量。
5.根据权利要求1所述的一种基于机器视觉的板坯加热炉自动进出钢控制系统,其特征在于,所述坯料自动对中模块在加热炉前推钢处设置视频分析系统,所述视频分析系统向视频处理与检测模块发送视频信息,得出控制指令,发送至推钢机控制系统。
6.根据权利要求1所述的一种基于机器视觉的板坯加热炉自动进出钢控制系统,其特征在于,所述自动装钢模块包括如下步骤:
步骤1:装钢机不工作,装料杆停留在初始位置;
步骤2:装钢机接收装钢信号,装料杆前进,推头推动钢坯,装料杆退回;
步骤3:装料杆托送钢坯向炉内运动;
步骤4:装料杆下降并将坯料放入加热炉内;
步骤5:装料杆回缩至初始位置。
7.根据权利要求1所述的一种基于机器视觉的板坯加热炉自动进出钢控制系统,其特征在于,所述炉内自动运送模块中的步进梁进行一个运行周期,并全程追踪炉内板坯。
8.根据权利要求1所述的一种基于机器视觉的板坯加热炉自动进出钢控制系统,其特征在于,所述自动出钢模块包括如下步骤:
步骤a:出钢机不工作,出料杆停留在初始位置;
步骤b:出钢机接收出钢信号,出料杆向前运动;
步骤c:升降机构托轮上升至最高位置;
步骤d:出料杆回缩;
步骤e:升降机构托轮下降至最低位置,出料杆回到初始位置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110064648.5A CN112941299A (zh) | 2021-01-18 | 2021-01-18 | 一种基于机器视觉的板坯加热炉自动进出钢控制系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110064648.5A CN112941299A (zh) | 2021-01-18 | 2021-01-18 | 一种基于机器视觉的板坯加热炉自动进出钢控制系统 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN112941299A true CN112941299A (zh) | 2021-06-11 |
Family
ID=76235502
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110064648.5A Pending CN112941299A (zh) | 2021-01-18 | 2021-01-18 | 一种基于机器视觉的板坯加热炉自动进出钢控制系统 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112941299A (zh) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114226469A (zh) * | 2021-11-29 | 2022-03-25 | 首钢集团有限公司 | 板坯位置测量装置、轧制系统、控制方法及储存介质 |
| CN114381596A (zh) * | 2022-01-19 | 2022-04-22 | 策立科技(厦门)有限公司 | 位置检测与定位装置、方法及其系统和系统的定位方法 |
| CN114703359A (zh) * | 2022-03-31 | 2022-07-05 | 新余钢铁股份有限公司 | 一种推钢式步进加热炉坯料输送控制系统及方法 |
| CN114807587A (zh) * | 2022-06-08 | 2022-07-29 | 重庆钢铁股份有限公司 | 一种板坯自动装钢控制方法及系统 |
| CN114854979A (zh) * | 2022-04-26 | 2022-08-05 | 广西广盛新材料科技有限公司 | 一种钢坯运输控制方法、装置、终端设备和存储介质 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1034063A (en) * | 1961-11-16 | 1966-06-29 | British Iron Steel Research | Indication system |
| US3575394A (en) * | 1969-07-10 | 1971-04-20 | Salen Brosius Inc | Walking beam furnace control |
| CN110472722A (zh) * | 2019-08-16 | 2019-11-19 | 常州工学院 | 基于机器视觉技术的钢坯计数装置和方法 |
| CN110517317A (zh) * | 2019-08-28 | 2019-11-29 | 武汉西尔塔信息技术有限公司 | 一种基于机器视觉相机图像处理的钢坯定位方法及应用 |
| CN110675393A (zh) * | 2019-09-29 | 2020-01-10 | 上海呈彧智能科技有限公司 | 一种基于机器视觉的坯料规格检测方法 |
-
2021
- 2021-01-18 CN CN202110064648.5A patent/CN112941299A/zh active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1034063A (en) * | 1961-11-16 | 1966-06-29 | British Iron Steel Research | Indication system |
| US3575394A (en) * | 1969-07-10 | 1971-04-20 | Salen Brosius Inc | Walking beam furnace control |
| CN110472722A (zh) * | 2019-08-16 | 2019-11-19 | 常州工学院 | 基于机器视觉技术的钢坯计数装置和方法 |
| CN110517317A (zh) * | 2019-08-28 | 2019-11-29 | 武汉西尔塔信息技术有限公司 | 一种基于机器视觉相机图像处理的钢坯定位方法及应用 |
| CN110675393A (zh) * | 2019-09-29 | 2020-01-10 | 上海呈彧智能科技有限公司 | 一种基于机器视觉的坯料规格检测方法 |
Non-Patent Citations (1)
| Title |
|---|
| 刘珍: "步进梁式加热炉板坯跟踪定位系统", 《自动化应用》 * |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114226469A (zh) * | 2021-11-29 | 2022-03-25 | 首钢集团有限公司 | 板坯位置测量装置、轧制系统、控制方法及储存介质 |
| CN114381596A (zh) * | 2022-01-19 | 2022-04-22 | 策立科技(厦门)有限公司 | 位置检测与定位装置、方法及其系统和系统的定位方法 |
| CN114381596B (zh) * | 2022-01-19 | 2024-01-30 | 策立科技(厦门)有限公司 | 位置检测与定位装置、方法及其系统和系统的定位方法 |
| CN114703359A (zh) * | 2022-03-31 | 2022-07-05 | 新余钢铁股份有限公司 | 一种推钢式步进加热炉坯料输送控制系统及方法 |
| CN114854979A (zh) * | 2022-04-26 | 2022-08-05 | 广西广盛新材料科技有限公司 | 一种钢坯运输控制方法、装置、终端设备和存储介质 |
| CN114807587A (zh) * | 2022-06-08 | 2022-07-29 | 重庆钢铁股份有限公司 | 一种板坯自动装钢控制方法及系统 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112941299A (zh) | 一种基于机器视觉的板坯加热炉自动进出钢控制系统 | |
| CN101811140B (zh) | 一种适用于热轧厂粗轧板坯测宽及对中方法 | |
| CN102220476B (zh) | 满足步进加热炉插装坯料出钢节奏的控制方法 | |
| CN102322803B (zh) | 钢坯测长定位系统 | |
| CN204093840U (zh) | 一种带钢跟踪装置 | |
| CN111187894B (zh) | 一种确定装钢时间并预防热送钢坯损坏炉前设备的方法 | |
| CN111301911B (zh) | 一种用于堆垛机的视觉逻辑控制方法 | |
| CN106607474A (zh) | 用于矫直机前钢板摆动的控制方法 | |
| CN104759494A (zh) | 一种电梯导轨用精矫机 | |
| CN112139260A (zh) | 一种热轧可逆道次轧制温降控制方法 | |
| CN210321209U (zh) | 一种基于图像处理的钢坯入炉前定位控制系统 | |
| CN112414149B (zh) | 出钢控制方法、装置和出钢设备 | |
| CN107671127B (zh) | 用于棒材编组收集台架防止圆钢尾部弯曲装置及控制方法 | |
| CN201033333Y (zh) | 一种带钢卷取温度控制装置 | |
| CN111397365B (zh) | 推钢式步进加热炉的自动推钢入炉控制系统及方法 | |
| EP1120173A1 (en) | Rolling method | |
| CN115569994A (zh) | 板坯镰刀弯自动检测系统及方法 | |
| CN108004389A (zh) | 一种可根据钢种和成品规格进行板坯布料定位的方法 | |
| CN110193645B (zh) | 连铸板坯二切的精确定位方法 | |
| CN114313885B (zh) | 一种热轧钢卷后置式运输装置及方法 | |
| CN219039592U (zh) | 一种板坯出钢控制装置 | |
| JP2001340945A (ja) | 丸ビレット用マーキング装置及び丸ビレットの停止位置制御方法 | |
| CN209978818U (zh) | 基于激光测距装置和金属检测装置的钢坯尺寸测量系统 | |
| CN117327884A (zh) | 一种提高轧钢入炉温度自动控制进钢节奏的热送控制方法 | |
| CN116020880A (zh) | 一种用于轧机辊缝安全保护设定的控制方法及轧线 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20210611 |
|
| RJ01 | Rejection of invention patent application after publication |