CN112593175A - 一种热镀锌带钢小锌花生产控温设备及其控制系统 - Google Patents
一种热镀锌带钢小锌花生产控温设备及其控制系统 Download PDFInfo
- Publication number
- CN112593175A CN112593175A CN202011460772.5A CN202011460772A CN112593175A CN 112593175 A CN112593175 A CN 112593175A CN 202011460772 A CN202011460772 A CN 202011460772A CN 112593175 A CN112593175 A CN 112593175A
- Authority
- CN
- China
- Prior art keywords
- temperature control
- air
- hot
- temperature
- motor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/28—Thermal after-treatment, e.g. treatment in oil bath
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/40—Plates; Strips
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Thermal Sciences (AREA)
- Coating With Molten Metal (AREA)
Abstract
本发明的一种热镀锌带钢小锌花生产控温设备及其控制系统,尤其是适用于连续热镀锌生产线锌花质量控制。该控温设备具有不同锌花凝固位置调节功能,依据生产过程数据的实时监测,自动调节相关参数,准确定位不同镀锌板的锌花凝固位置。该控温设备有差温急冷功能,调节热风差温管路、冷风差温管路的风路阀组实现相关参数,可以对不同厚度,不同锌层重量的板料实现智能化过程控制。通过差温急冷实现了热镀锌板的迅速冷却及保障了其在宽度方向温度均匀性。
Description
技术领域
本发明属于热镀锌带钢小锌花生产技术领域,涉及一种热镀锌带钢小锌花生产控温设备及其控制系统。
背景技术
热镀锌是钢铁最有效的防大气腐蚀的方法之一,与其他金属防腐蚀方法相比,在镀层电化学保护性、镀层致密性、镀层耐久性、镀层免维护性、镀层与基体结合力、镀层经济性以及热镀工艺对钢件形状、尺寸的适应性、生产的高效性方面具有其他工艺无法比拟、得天独厚的优势。在长期使用中,热镀锌的成本远低于油漆,广泛应用于如电力、交通、通讯和基础建设等。因此我国许多大型钢厂自2000年以来,鞍钢,首钢,邯钢等大中型钢厂先后组建了多个连续热镀锌工厂。然而以邯钢年产量达200万吨连续生产的2#热镀锌线为例,随着市场对冷轧产品质量的不断提升,冷轧镀锌带钢生产正向高性能、高品质和低成本的方向发展。
现有的热镀锌生产线主要问题是不具备急冷控制功能,导致锌花尺寸大,在诸多领域具有使用局限。且热镀锌线采用冷却方式为自然风冷,存在边部和中部温度不均匀,使得边部镀层厚度增加,尤其是薄规格产品更为明显。常规移动风冷虽然可以解决热镀锌板急冷控制效果,但是加剧了温度场不均匀性问题和对流紊乱问题,增大了热镀锌缺陷。
发明内容
为解决上述技术问题,本发明提供一种热镀锌带钢小锌花生产控温设备,可解决中部、边部镀锌层厚度均匀性问题和急冷问题,设置移动挡板结构,可对控温风箱的吹射角度进行控制,同时降低对流风紊乱问题。
本发明提供一种热镀锌带钢小锌花生产控温设备,用于连续热镀锌生产线锌花质量改善,包括:移动平台、安装架体和控温装置;所述安装架体固定于移动平台上,可随移动平台水平移动,控温装置设于安装架体上,可在安装架体上垂直移动;
所述控温装置包括:多根差温管路、控温架体、两个控温风箱、齿轮传动升降结构和移动挡板结构;多根差温管路固定在所述控温架体的后部,两边的差温管路通过风路阀组连接热风机,中部的差温管路通过风路阀组连接常温风机;两个控温风箱设置在控温架体的前部,两个控温风箱相对的侧壁上设有百叶风口,控温风箱上设有多个进风口,每根差温管路的末端都设有两个出风口,差温管路的两个出风口连接两个控温风箱的对应的进风口;所述移动挡板结构安装在一侧的控温风箱上,移动挡板结构包括两个挡风板,两个挡风板可移动到两个控温风箱之间,同时两个挡风板的间距可调节使得两个挡风板分别与镀锌板的两侧对齐以遮挡对流风;所述齿轮传动升降结构固定在控温架体的上部,所述齿轮传动升降结构包括第一减速电机和对称设置的两个主动齿轮,通过第一减速电机驱动主动齿轮在安装架体上的齿条上垂直升降运动实现控温装置的垂直移动。
在本发明的热镀锌带钢小锌花生产控温设备中,所述移动挡板结构包括:两个环形挡风板和两个移动机构,两个移动机构分别设在控温风箱的顶面和底面;移动机构包括:大底板、两个底座、第二减速电机、四个张力辊、第一气缸、第二气缸和第三气缸;所述大底板的左右两端分别设有X轴直线导轨,X轴直线导轨上设有X轴滑块,两个底座分别与对应的X轴滑块固定连接,所述第一气缸和第二气缸都设置在大底板上,第一气缸活塞杆和第二气缸活塞杆分别对应连接大底板左右两端的底座,推动两个底座沿X轴直线导轨滑动;所述控温风箱的顶面和底面设有Y轴直线导轨,Y轴直线导轨上设有Y轴滑块,两个大底板分别与对应的Y轴滑块固定连接,所述第三气缸固定在控温风箱上,第三气缸活塞杆连接大底板,推动大底板沿Y轴直线导轨滑动;每个底座上分别平行设置两个张力辊,张力辊通过轴承座固定在底座上;控温风箱的顶面和底面同侧的两个底座上的四个张力辊构成张力辊组,两个环形挡风板分别套设在两侧的张力辊组上;所述第二减速电机固定在大底板中部,第二减速电机通过联轴器与张力辊组中的一个张力辊的转轴相连接。
在本发明的热镀锌带钢小锌花生产控温设备中,所述齿轮传动升降结构包含:两个主动齿轮、两个支撑滚轮、电机传动轴、驱动装置固定架和第一减速电机;
所述驱动装置固定架安装在控温架体上,驱动装置固定架包括两个固定框架和两根连杆,两个固定框架通过两根连杆固定连接;所述电机传动轴两端分别与相应的固定框架转动连接,第一减速电机设于一个固定框架的外侧与电机传动轴的一端连接,两个主动齿轮分别设置于两个固定框架内且固定在电机传动轴的两端,两个支撑滚轮分别设于相应的固定框架内且与主动齿轮相对设置,安装架体上两根平行设置的齿条穿过相应的固定框架,齿条位于主动齿轮和支撑滚轮之间且与主动齿轮啮合,第一减速电机驱动电机传动轴带动主动齿轮在安装架体上的齿条上垂直升降运动,进而带动控温装置在安装架体上垂直移动。
在本发明的热镀锌带钢小锌花生产控温设备中,两个固定框架相对的侧壁上分别设有一个防坠安全器,所述防坠安全器的从动齿轮与齿条啮合;两个固定框架上都设有第四气缸和固定座,第四气缸活塞杆与连杆中部连接,连杆的后端与固定座转动连接,在第四气缸活塞杆的推动下连杆的前端压紧主动轮,使主动齿轮和从动齿轮都与齿条锁紧。
在本发明的热镀锌带钢小锌花生产控温设备中,所述控温架体的两侧分别设有抱紧结构,所述抱紧结构包括抱紧支架和两两相对设置的4个支撑轮,抱紧支架固定在控温架体上,4个支撑轮设置于抱紧支架内;安装架体上的齿条穿过两两相对设置的4个支撑轮。
本发明提供一种热镀锌带钢小锌花生产控温设备控制系统,包括:主控PLC、HMI人机界面、主操作台远程I/O站、第一减速电机变频器、热风机变频器、常温风机变频器和工业以太网交换机;所述主控PLC、HMI通过工业以太网交换机接入连续热镀锌生产线控制系统,主控PLC分别与主操作台远程I/O站、第一减速电机变频器、热风机变频器、常温风机变频器连接;第一减速电机变频器连接第一减速电机,热风机变频器连接热风机电机,常温风机变频器连接常温风机电机;所述主控PLC根据连续热镀锌生产线的生产过程数据对第一减速电机变频器、热风机变频器、常温风机变频器进行控制。
本发明的一种热镀锌带钢小锌花生产控温设备,设有多根差温管路和两个控温风箱,两边的差温管路连接热风机,中部的差温管路连接常温风机。边部热风和中部冷风的交汇形成热量交换温度梯度与热镀锌板温差形成互补,解决中部、边部镀锌层厚度均匀性问题和急冷问题。设置移动挡板结构,可对控温风箱的吹射角度进行控制,同时降低对流风紊乱问题;控温装置的位置调节功能可追踪不同热镀锌板其锌液凝固线位置。
附图说明
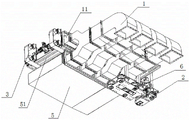
图1是本发明的一种热镀锌带钢小锌花生产控温设备的示意图;
图2是控温装置的结构示意图;
图3是控温装置另一角度的结构示意图;
图4是控温风箱的结构示意图;
图5是移动挡板结构的示意图;
图6是移动挡板结构中的移动机构的示意图;
图7是齿轮传动升降结构的示意图;
图8是齿轮传动升降结构的固定框架的内部示意图;
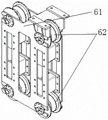
图9是抱紧结构的示意图;
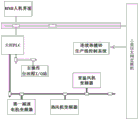
图10是本发明的一种热镀锌带钢小锌花生产控温设备控制系统的示意图;
图中:1-差温管路,11-出风口,2-齿轮传动升降结构,3-移动挡板结构,31-环形挡风板,32-大底板,33-底座,34-第二减速电机,35-张力辊,36-第一气缸,37-第二气缸,38-第三气缸,4-控温架体,5-控温风箱,51-百叶风口,52-进风口,6-抱紧结构,61-抱紧支架,62-支撑轮,71-第一减速电机,72-主动齿轮,73-支撑滚轮,74-电机传动轴,75-固定框架,76-连杆,77-防坠安全器,78-从动齿轮,79-第四气缸,80-连杆,81-固定座,100-离心喷雾设备,200-安装架体,300-移动平台。
具体实施方式
如图1所示,本发明的一种热镀锌带钢小锌花生产控温设备,用于连续热镀锌生产线锌花质量改善,包括:移动平台300、安装架体200和控温装置100。所述安装架体200固定于移动平台300上,可随移动平台300水平移动,控温装置100设于安装架体200上,可在安装架体200上垂直移动;
如图2-4所示,所述控温装置100包括:多根差温管路1、控温架体4、两个控温风箱5、齿轮传动升降结构2和移动挡板结构3。多根差温管路1固定在所述控温架体4的后部,两边的差温管路1通过风路阀组连接热风机,中部的差温管路1通过风路阀组连接常温风机。两个控温风箱5设置在控温架体4的前部,两个控温风箱5相对的侧壁上设有百叶风口51,控温风箱5上设有多个进风口52,每根差温管路1的末端都设有两个出风口11,差温管路1的两个出风口11连接两个控温风箱5的对应的进风口52。所述移动挡板结构3安装在一侧的控温风箱5上,移动挡板结构3包括两个挡风板,两个挡风板可移动到两个控温风箱5之间,同时两个挡风板的间距可调节使得两个挡风板分别与镀锌板的两侧对齐以遮挡对流风。所述齿轮传动升降结构2固定在控温架体4的上部,所述齿轮传动升降结构2包括第一减速电机71和对称设置的两个主动齿轮72,通过第一减速电机71驱动主动齿轮72在安装架体200上的齿条上垂直升降运动实现控温装置100的垂直移动。
具体实施时,可设置2~8根差温管路1,视不同镀锌板宽切换热风和常温风,实现边部吹热风、中部常温风的差温冷却。所述热风温度范围为200℃~600℃,所述热风边部作用区域为0~100mm。
如图5和6所示,所述移动挡板结构包括:两个环形挡风板31和两个移动机构,两个移动机构分别设在控温风箱5的顶面和底面。移动机构包括:大底板32、两个底座33、第二减速电机34、四个张力辊35、第一气缸36、第二气缸37和第三气缸38。所述大底板32的左右两端分别设有X轴直线导轨,X轴直线导轨上设有X轴滑块,两个底座33分别与对应的X轴滑块固定连接,所述第一气缸36和第二气缸37都设置在大底板32上,第一气缸活塞杆和第二气缸活塞杆分别对应连接大底板32左右两端的底座33,推动两个底座33沿X轴直线导轨滑动。所述控温风箱5的顶面和底面设有Y轴直线导轨,Y轴直线导轨上设有Y轴滑块,两个大底板32分别与对应的Y轴滑块固定连接,所述第三气缸38固定在控温风箱5上,第三气缸活塞杆连接大底板32,推动大底板32沿Y轴直线导轨滑动。每个底座33上分别平行设置两个张力辊35,张力辊35通过轴承座固定在底座33上;控温风箱5的顶面和底面同侧的两个底座33上的四个张力辊35构成张力辊组,两个环形挡风板31分别套设在两侧的张力辊组上。所述第二减速电机34固定在大底板32中部,第二减速电机34通过联轴器与张力辊组中的一个张力辊的转轴相连接,以驱动张力辊转动张紧两个环形挡风板31。
如图7所示,所述齿轮传动升降结构7包含:第一减速电机71、两个主动齿轮72、两个支撑滚轮73、电机传动轴74和驱动装置固定架。
所述驱动装置固定架安装在控温架体4上,驱动装置固定架包括两个固定框架75和两根连杆76,两个固定框架75通过两根连杆76固定连接。所述电机传动轴74两端分别与相应的固定框架75转动连接,第一减速电机71设于一个固定框架75的外侧与电机传动轴74的一端连接,两个主动齿轮72分别设置于两个固定框架75内且固定在电机传动轴74的两端,两个支撑滚轮73分别设于相应的固定框架75内且与主动齿轮72相对设置,安装架体200上两根平行设置的齿条穿过相应的固定框架75,齿条位于主动齿轮72和支撑滚轮73之间且与主动齿轮72啮合,第一减速电机71驱动电机传动轴74带动主动齿轮72在安装架体200上的齿条上垂直升降运动,进而带动控温装置100在安装架体200上垂直移动。从而可追踪不同热镀锌板其锌液凝固线位置。
如图7和8所示,两个固定框架75相对的侧壁上分别设有一个防坠安全器77,所述防坠安全器77的从动齿轮78与齿条啮合。两个固定框架75上都设有第四气缸79和固定座81,第四气缸活塞杆与连杆80中部连接,连杆80的后端与固定座81转动连接,在第四气缸活塞杆的推动下连杆80的前端压紧主动轮72,使主动齿轮72和从动齿轮78都与齿条锁紧。
如图9所示,所述控温架体4的两侧分别设有抱紧结构6,所述抱紧结构6包括抱紧支架61和两两相对设置的4个支撑轮62,抱紧支架61固定在控温架体4上,4个支撑轮62设置于抱紧支架61内;安装架体200上的齿条穿过两两相对设置的4个支撑轮112。
本发明的一种热镀锌带钢小锌花生产控温设备,具体工作过程如下:
一、位置调节
1、移动平台位置调节,如附图1所示,驱动移动平台轨道电机,调节整体设备至热镀锌板位置。
2、控温设备位置调节:手动或者自动控制控温设备100的升降变频器,驱动齿轮传动升降结构2升降,视热镀锌工艺条件参数,调节控温设备位置至锌花凝固线前置区域,实时显示其位置区域。
3、移动挡板位置调节:由第三气缸驱动移动挡板结构沿Y轴直线导轨移动,使两个环形挡风板分别与镀锌板的两侧对齐;视热镀锌板宽度通过第一气缸和第二气缸推动底座沿X轴直线导轨移动,从而调整左右环形挡风板间隙宽度。环形挡风板31的尺寸为150~300mm,可以极大减缓风对流紊乱问题。
二、工艺调节
差温管路调节:视移动挡板宽度位置调节各组风机气源温度,风机气源由常温风机和热风机提供,热风机温度调节范围为200~400℃,边部热风机覆盖热镀锌板尺寸为0~100mm。控温冷却为垂直正吹,风机压力视镀锌层厚度调节参数为0.1~0.3Mpa。
所述控温装置可以自由调节位置、开口度、风流量、压力,调节冷却效率以适应不同镀锌层厚度的热镀锌板。
如图10所示,本发明的一种热镀锌带钢小锌花生产控温设备控制系统,包括:主控PLC、HMI人机界面、主操作台远程I/O站、第一减速电机变频器、热风机变频器、常温风机变频器和工业以太网交换机;所述主控PLC、HMI通过工业以太网交换机接入连续热镀锌生产线控制系统,主控PLC分别与主操作台远程I/O站、第一减速电机变频器、热风机变频器、常温风机变频器连接;第一减速电机变频器连接第一减速电机,热风机变频器连接热风机电机,常温风机变频器连接常温风机电机;所述主控PLC根据连续热镀锌生产线的生产过程数据对第一减速电机变频器、热风机变频器、常温风机变频器进行控制。
所述控温设备控制系统,接入现有生产线中,可对控温装置的位置进行精确调节,可对热风和常温分流量、压力参数进行精确控制。同时,可通过HMI人机界面实时显示小锌花生产喷雾过程数据,并通过主操作台远程I/O站对示小锌花生产控温过程的控制参数进行调整。
以上所述仅为本发明的较佳实施例,并不用以限制本发明的思想,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
Claims (6)
1.一种热镀锌带钢小锌花生产控温设备,其特征在于,用于连续热镀锌生产线锌花质量改善,包括:移动平台、安装架体和控温装置;所述安装架体固定于移动平台上,可随移动平台水平移动,控温装置设于安装架体上,可在安装架体上垂直移动;
所述控温装置包括:多根差温管路、控温架体、两个控温风箱、齿轮传动升降结构和移动挡板结构;多根差温管路固定在所述控温架体的后部,两边的差温管路通过风路阀组连接热风机,中部的差温管路通过风路阀组连接常温风机;两个控温风箱设置在控温架体的前部,两个控温风箱相对的侧壁上设有百叶风口,控温风箱上设有多个进风口,每根差温管路的末端都设有两个出风口,差温管路的两个出风口连接两个控温风箱的对应的进风口;所述移动挡板结构安装在一侧的控温风箱上,移动挡板结构包括两个挡风板,两个挡风板可移动到两个控温风箱之间,同时两个挡风板的间距可调节使得两个挡风板分别与镀锌板的两侧对齐以遮挡对流风;所述齿轮传动升降结构固定在控温架体的上部,所述齿轮传动升降结构包括第一减速电机和对称设置的两个主动齿轮,通过第一减速电机驱动主动齿轮在安装架体上的齿条上垂直升降运动实现控温装置的垂直移动。
2.如权利要求1所述的热镀锌带钢小锌花生产控温设备,其特征在于,所述移动挡板结构包括:两个环形挡风板和两个移动机构,两个移动机构分别设在控温风箱的顶面和底面;移动机构包括:大底板、两个底座、第二减速电机、四个张力辊、第一气缸、第二气缸和第三气缸;所述大底板的左右两端分别设有X轴直线导轨,X轴直线导轨上设有X轴滑块,两个底座分别与对应的X轴滑块固定连接,所述第一气缸和第二气缸都设置在大底板上,第一气缸活塞杆和第二气缸活塞杆分别对应连接大底板左右两端的底座,推动两个底座沿X轴直线导轨滑动;所述控温风箱的顶面和底面设有Y轴直线导轨,Y轴直线导轨上设有Y轴滑块,两个大底板分别与对应的Y轴滑块固定连接,所述第三气缸固定在控温风箱上,第三气缸活塞杆连接大底板,推动大底板沿Y轴直线导轨滑动;每个底座上分别平行设置两个张力辊,张力辊通过轴承座固定在底座上;控温风箱的顶面和底面同侧的两个底座上的四个张力辊构成张力辊组,两个环形挡风板分别套设在两侧的张力辊组上;所述第二减速电机固定在大底板中部,第二减速电机通过联轴器与张力辊组中的一个张力辊的转轴相连接。
3.如权利要求1所述的热镀锌带钢小锌花生产控温设备,其特征在于,所述齿轮传动升降结构包含:两个主动齿轮、两个支撑滚轮、电机传动轴、驱动装置固定架和第一减速电机;
所述驱动装置固定架安装在控温架体上,驱动装置固定架包括两个固定框架和两根连杆,两个固定框架通过两根连杆固定连接;所述电机传动轴两端分别与相应的固定框架转动连接,第一减速电机设于一个固定框架的外侧与电机传动轴的一端连接,两个主动齿轮分别设置于两个固定框架内且固定在电机传动轴的两端,两个支撑滚轮分别设于相应的固定框架内且与主动齿轮相对设置,安装架体上两根平行设置的齿条穿过相应的固定框架,齿条位于主动齿轮和支撑滚轮之间且与主动齿轮啮合,第一减速电机驱动电机传动轴带动主动齿轮在安装架体上的齿条上垂直升降运动,进而带动控温装置在安装架体上垂直移动。
4.如权利要求1所述的热镀锌带钢小锌花生产控温设备,其特征在于,两个固定框架相对的侧壁上分别设有一个防坠安全器,所述防坠安全器的从动齿轮与齿条啮合;两个固定框架上都设有第四气缸和固定座,第四气缸活塞杆与连杆中部连接,连杆的后端与固定座转动连接,在第四气缸活塞杆的推动下连杆的前端压紧主动轮,使主动齿轮和从动齿轮都与齿条锁紧。
5.如权利要求1所述的热镀锌带钢小锌花生产控温设备,其特征在于,所述控温架体的两侧分别设有抱紧结构,所述抱紧结构包括抱紧支架和两两相对设置的4个支撑轮,抱紧支架固定在控温架体上,4个支撑轮设置于抱紧支架内;安装架体上的齿条穿过两两相对设置的4个支撑轮。
6.一种热镀锌带钢小锌花生产控温设备控制系统,其特征在于,包括:主控PLC、HMI人机界面、主操作台远程I/O站、第一减速电机变频器、热风机变频器、常温风机变频器和工业以太网交换机;所述主控PLC、HMI通过工业以太网交换机接入连续热镀锌生产线控制系统,主控PLC分别与主操作台远程I/O站、第一减速电机变频器、热风机变频器、常温风机变频器连接;第一减速电机变频器连接第一减速电机,热风机变频器连接热风机电机,常温风机变频器连接常温风机电机;所述主控PLC根据连续热镀锌生产线的生产过程数据对第一减速电机变频器、热风机变频器、常温风机变频器进行控制。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011460772.5A CN112593175B (zh) | 2020-12-11 | 2020-12-11 | 一种热镀锌带钢小锌花生产控温设备及其控制系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011460772.5A CN112593175B (zh) | 2020-12-11 | 2020-12-11 | 一种热镀锌带钢小锌花生产控温设备及其控制系统 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112593175A true CN112593175A (zh) | 2021-04-02 |
| CN112593175B CN112593175B (zh) | 2021-09-24 |
Family
ID=75192801
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011460772.5A Active CN112593175B (zh) | 2020-12-11 | 2020-12-11 | 一种热镀锌带钢小锌花生产控温设备及其控制系统 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112593175B (zh) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3756844A (en) * | 1971-07-30 | 1973-09-04 | Armco Steel Corp | Zed spangle produkt controlling cooling of galvanized strip in process of forming minimiz |
| CN101376961A (zh) * | 2007-08-31 | 2009-03-04 | 宝山钢铁股份有限公司 | 镀层合金化均匀性的控制方法 |
| CN201737996U (zh) * | 2010-05-31 | 2011-02-09 | 攀钢集团钢铁钒钛股份有限公司 | 热镀锌带钢边部镀层控制装置 |
| JP2011162869A (ja) * | 2010-02-15 | 2011-08-25 | Sumitomo Metal Ind Ltd | 合金化溶融亜鉛めっき鋼板の製造方法 |
| CN203256322U (zh) * | 2013-04-08 | 2013-10-30 | 宝钢工业炉工程技术有限公司 | 冷轧钢板表面的小锌花生产装置 |
| CN208829722U (zh) * | 2018-06-15 | 2019-05-07 | 甘肃酒钢集团宏兴钢铁股份有限公司 | 一种镀锌退火炉带钢边部电磁感应加热温度补偿装置 |
-
2020
- 2020-12-11 CN CN202011460772.5A patent/CN112593175B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3756844A (en) * | 1971-07-30 | 1973-09-04 | Armco Steel Corp | Zed spangle produkt controlling cooling of galvanized strip in process of forming minimiz |
| CN101376961A (zh) * | 2007-08-31 | 2009-03-04 | 宝山钢铁股份有限公司 | 镀层合金化均匀性的控制方法 |
| JP2011162869A (ja) * | 2010-02-15 | 2011-08-25 | Sumitomo Metal Ind Ltd | 合金化溶融亜鉛めっき鋼板の製造方法 |
| CN201737996U (zh) * | 2010-05-31 | 2011-02-09 | 攀钢集团钢铁钒钛股份有限公司 | 热镀锌带钢边部镀层控制装置 |
| CN203256322U (zh) * | 2013-04-08 | 2013-10-30 | 宝钢工业炉工程技术有限公司 | 冷轧钢板表面的小锌花生产装置 |
| CN208829722U (zh) * | 2018-06-15 | 2019-05-07 | 甘肃酒钢集团宏兴钢铁股份有限公司 | 一种镀锌退火炉带钢边部电磁感应加热温度补偿装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112593175B (zh) | 2021-09-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN206262774U (zh) | 一种用于粉体涂装的喷粉装置 | |
| CN201172682Y (zh) | 用于控制带钢涂镀层边部厚度的可移动气刀装置 | |
| CN101837376B (zh) | 一种柱塞式上喷层流冷却装置 | |
| CN112593175B (zh) | 一种热镀锌带钢小锌花生产控温设备及其控制系统 | |
| CN110270462A (zh) | 一种型钢制作起重机副臂的涂装系统 | |
| CN109280871B (zh) | 一种控制镀锌板锌花尺寸的方法 | |
| CN112593176B (zh) | 一种热镀锌带钢小锌花生产控雾设备及其控制系统 | |
| CN112609139B (zh) | 一种热镀锌带钢小锌花生产离心喷雾设备及其控制系统 | |
| CN210675717U (zh) | 一种高低压开关设备加工用整平喷漆设备 | |
| CN110860413A (zh) | 家具自动喷漆系统 | |
| CN218459949U (zh) | 一种取向硅钢氧化镁边部喷涂组件 | |
| CN207319798U (zh) | 一种收卷效果好的电缆生产装置 | |
| CN210121613U (zh) | 一种用于板带钢控制冷却系统的边部遮蔽装置 | |
| CN213968299U (zh) | 一种金属压延用可调节装置 | |
| CN204448478U (zh) | 量子辐射器汽车烤漆房 | |
| CN210675661U (zh) | 一种冷轧带刚喷涂装置 | |
| CN210253633U (zh) | 金属软管成型机 | |
| CN220127405U (zh) | 一种锌镀层材料热成型预冷装置 | |
| CN217315147U (zh) | 一种热轧h型钢轧后冷却对中装置及冷却产线 | |
| CN217077777U (zh) | 金属带材镀层生产用的真空密封装置及真空密封设备 | |
| CN116274903A (zh) | 一种改善铸轧板表面质量的方法 | |
| CN219851729U (zh) | 一种h型钢矫直前喷水降温装置 | |
| CN216445249U (zh) | 一种双风机串联精准控风的送风装置 | |
| CN213113069U (zh) | 一种宽体薄厚玻璃钢化共用冷却炉 | |
| CN219560214U (zh) | 一种油漆面辊压结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |