CN112097597A - 一种薄壁零件的尺寸检测装置 - Google Patents
一种薄壁零件的尺寸检测装置 Download PDFInfo
- Publication number
- CN112097597A CN112097597A CN202010974325.5A CN202010974325A CN112097597A CN 112097597 A CN112097597 A CN 112097597A CN 202010974325 A CN202010974325 A CN 202010974325A CN 112097597 A CN112097597 A CN 112097597A
- Authority
- CN
- China
- Prior art keywords
- measuring
- rod
- thin
- cross
- block
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B5/00—Measuring arrangements characterised by the use of mechanical techniques
- G01B5/02—Measuring arrangements characterised by the use of mechanical techniques for measuring length, width or thickness
- G01B5/06—Measuring arrangements characterised by the use of mechanical techniques for measuring length, width or thickness for measuring thickness
- G01B5/061—Measuring arrangements characterised by the use of mechanical techniques for measuring length, width or thickness for measuring thickness height gauges
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B21/00—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant
- G01B21/02—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant for measuring length, width, or thickness
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B21/00—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant
- G01B21/10—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant for measuring diameters
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- A Measuring Device Byusing Mechanical Method (AREA)
Abstract
本发明属于机械加工检测设备技术领域,尤其涉及一种薄壁零件的尺寸检测装置,包括测量基板和主横杆,测量基板上滑动设有立柱和测量块,立柱和测量块的滑动方向在水平方向相互垂直设置,主横杆沿竖直方向与立柱滑动连接,立柱上设有刻度,主横杆上滑动设有副横杆一、副横杆二、测杆一和测杆二,副横杆一、副横杆二、测杆一和测杆二的滑动方向均与测量块的滑动方向一致,副横杆一上滑动设有测杆三,副横杆二上滑动设有测杆四,测杆三和测杆四的滑动方向均与立柱的滑动方向一致;测杆一上设有测头一,测杆二上设有测头二,测杆三上设有测头三,测杆四上设有测头四;测杆一和测杆二之间设有距离传感器一,测杆三和测杆四之间设有距离传感器二。
Description
技术领域
本发明属于机械加工检测设备技术领域,尤其涉及一种薄壁零件的尺寸检测装置。
背景技术
薄壁零件在机械设备中广泛应用,随着加工精度要求的不断提高,需要精确测量薄壁零件的各尺寸,如内孔截面呈圆形的圆形薄壁零件,需要检测其直径和底部厚度,或者内孔截面呈矩形的矩形薄壁零件,需要检测其长度、宽度和底部厚度。现有利用传统的测量装置,如游标卡尺等测量薄壁零件的各尺寸已经达不到生产要求,传统的测量装置测量薄壁零件的各尺寸存在测量精度低、测量效率低和测量局限等缺点。而若利用现有高精度测量仪器,如三坐标测量仪测量薄壁零件的各尺寸,虽然具有很高的测量精度,但测量成本高,不适合批量检测。
发明内容
为解决现有技术存在的传统的测量装置测量薄壁零件各尺寸的测量精度低、测量效率低和测量局限的问题,本发明提供一种薄壁零件的尺寸检测装置。
为解决上述技术问题,本发明所采用的技术方案如下,一种薄壁零件的尺寸检测装置,包括测量基板和主横杆,所述测量基板上滑动设置有立柱和测量块,所述立柱和测量块的滑动方向在水平方向相互垂直设置,所述主横杆沿竖直方向与立柱滑动连接,所述立柱上沿竖直方向设置有刻度,所述主横杆上滑动设置有副横杆一、副横杆二、测杆一和测杆二,且所述副横杆一、副横杆二、测杆一和测杆二的滑动方向均与测量块的滑动方向一致,所述副横杆一上滑动设置有测杆三,所述副横杆二上滑动设置有测杆四,且所述测杆三和测杆四的滑动方向均与立柱的滑动方向一致;所述测杆一上设置有测头一,所述测杆二上设置有测头二,所述测杆三上设置有测头三,所述测杆四上设置有测头四;所述测杆一和测杆二之间设置有距离传感器一,所述测杆三和测杆四之间设置有距离传感器二。
作为优选,所述测头一、测头二、测头三和测头四的工作面均呈矩形。提高各测头的工作面与薄壁零件的侧壁接触的可靠性和稳定性,提高该尺寸检测装置的检测精度。
作为优选,所述测量块的截面呈方形。待测薄壁零件通过其内孔套设在测量块上,此时测量块的顶端与薄壁零件的内孔底端接触,截面呈方形的测量块,提高测量块支撑和定位薄壁零件的可靠性和稳定性,提高该尺寸检测装置的检测精度。
作为优选,所述测量块的底端固定设置有支撑杆,所述支撑杆与测量基板滑动连接。因测量块用于支撑和定位待测薄壁零件,其工作面加工精度要求高,测量块通过支撑杆与测量基板滑动连接,便于测量块的加工制造,降低测量块的加工制造成本。
作为优选,所述立柱和测量基板之间、支撑杆和测量基板之间、主横杆和立柱之间、副横杆一和主横杆之间、副横杆二和主横杆之间、测杆一和主横杆之间、测杆二和主横杆之间、测杆三和副横杆一之间,以及测杆四和副横杆二之间均通过滑动机构滑动连接,所述滑动机构包括十字滑槽和与十字滑槽配合的十字滑块;所述十字滑块和十字滑槽之间设置有锁紧件,所述锁紧件用于将十字滑块锁定在十字滑槽上。十字滑块沿十字滑槽滑动滑动精度高,即提高该尺寸检测装置的测量精度。
进一步地,所述锁紧件包括两个锁紧螺钉,所述锁紧螺钉螺纹连接在十字滑块上,两个所述锁紧螺钉位于十字滑块的两侧,当所述锁紧螺钉拧紧时,所述锁紧螺钉抵靠在十字滑槽上。为保证测量的精度,当调整结束后,采用锁紧螺钉的形式将各十字滑块固定,防止读数出现偏差;且锁紧件的结构简单可靠,便于操作。
进一步地,所述测量块和支撑杆之间、测头一和测杆一之间、测头二和测杆二之间、测头三和测杆三之间,以及测头四和测杆四之间分别通过螺杆固定连接。结构简单可靠,便于装配。
有益效果:本发明的薄壁零件的尺寸检测装置,结构简单可靠,设计巧妙,便于操作,成本低,待测薄壁零件只需一次装夹,可以得到如圆形薄壁零件的底部厚度和圆形薄壁零件的直径尺寸,或者矩形薄壁零件的底部厚度,以及矩形薄壁零件的长度和宽度尺寸,大大缩短测量时间,提高测量效率,同时不需反复装夹待测薄壁零件,提高测量精度;该薄壁零件的尺寸检测装置利用了传感技术,提高了测量精度,提高了自动化程度。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域的普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它附图。
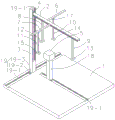
图1是本发明薄壁零件的尺寸检测装置的立体结构示意图;
图2是本发明薄壁零件的尺寸检测装置的侧视示意图;
图3是本发明薄壁零件的尺寸检测装置的圆形薄壁零件的立体结构示意图;
图4是本发明薄壁零件的尺寸检测装置的矩形薄壁零件的立体结构示意图;
图5是本发明测量测量块的高度时的状态示意图;
图6是本发明测量圆形薄壁零件的底部厚度时的状态示意图;
图7是本发明测量圆形薄壁零件的直径时的状态示意图;
图8是本发明测量矩形薄壁零件的底部厚度时的状态示意图;
图9是本发明测量矩形薄壁零件的长度和宽度时的状态示意图;
图中:1、测量基板,2、主横杆,3、立柱,4、刻度,5、测量块,6、副横杆一,7、副横杆二,8、测杆一,9、测杆二,10、测杆三,11、测杆四,12、测头一,13、测头二,14、测头三,15、测头四,16、距离传感器一,17、距离传感器二,18、支撑杆,19、滑动机构,19-1、十字滑槽,19-2、十字滑块,19-3、锁紧螺钉,20、螺杆;21、圆形薄壁零件,22、矩形薄壁零件。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
实施例1
如图1和图2所示,一种薄壁零件的尺寸检测装置,包括测量基板1和主横杆2,所述测量基板1上滑动设置有立柱3和测量块5,所述立柱3和测量块5的滑动方向在水平方向相互垂直设置,本实施例的所述测量块5的底端固定设置有支撑杆18,其通过所述支撑杆18与测量基板1滑动连接,所述主横杆2沿竖直方向与立柱3滑动连接,所述立柱3上沿竖直方向设置有刻度4,所述主横杆2上滑动设置有副横杆一6、副横杆二7、测杆一8和测杆二9,且所述副横杆一6、副横杆二7、测杆一8和测杆二9的滑动方向均与测量块5的滑动方向一致,所述副横杆一6上滑动设置有测杆三10,所述副横杆二7上滑动设置有测杆四11,且所述测杆三10和测杆四11的滑动方向均与立柱3的滑动方向一致;所述测杆一8上设置有测头一12,所述测杆二9上设置有测头二13,所述测杆三10上设置有测头三14,所述测杆四11上设置有测头四15;所述测杆一8和测杆二9之间设置有距离传感器一16,所述测杆三10和测杆四11之间设置有距离传感器二17。
如图1所示,为了提高该尺寸检测装置的可靠性和稳定性,提高该尺寸检测装置的检测精度,所述测头一12、测头二13、测头三14和测头四15的工作面均呈矩形。所述测量块5的截面呈方形。
如图1所示,为了该尺寸检测装置便于操作,以及提高该尺寸检测装置的各部件的滑动精度,所述立柱3和测量基板1之间、支撑杆18和测量基板1之间、主横杆2和立柱3之间、副横杆一6和主横杆2之间、副横杆二7和主横杆2之间、测杆一8和主横杆2之间、测杆二9和主横杆2之间、测杆三10和副横杆一6之间,以及测杆四11和副横杆二7之间均通过滑动机构19滑动连接,所述滑动机构19包括十字滑槽19-1和与十字滑槽19-1配合的十字滑块19-2;所述十字滑块19-2和十字滑槽19-1之间设置有锁紧件,所述锁紧件用于将十字滑块19-2锁定在十字滑槽19-1上。本实施例的所述锁紧件包括两个锁紧螺钉19-3,所述锁紧螺钉19-3螺纹连接在十字滑块19-2上,两个所述锁紧螺钉19-3位于十字滑块19-2的两侧,当所述锁紧螺钉19-3拧紧时,所述锁紧螺钉19-3抵靠在十字滑槽19-1上。
如图1和图2所示,本实施例的所述测量块5和支撑杆18之间、测头一12和测杆一8之间、测头二13和测杆二9之间、测头三14和测杆三10之间,以及测头四15和测杆四11之间分别通过螺杆20固定连接,通过螺杆20这种螺纹固定连接方式,结构简单可靠,便于装配。
如图3和图4所示,本实施例待测量的零件有内孔截面呈圆形的圆形薄壁零件21和内孔截面呈矩形的矩形薄壁零件22。
该薄壁零件的尺寸检测装置的工作步骤如下:
(1)、将该尺寸检测装置放置于测量平台上,此时测量基板1的底端与测量平台接触;
(2)、如图5所示,当测量测量块5的高度时,首先依次滑动调节立柱3、主横杆2和测杆一8的位置,直至测头一12与测量块5的顶端接触,此时读取立柱3上的刻度值,得出测量块5的高度,再将测头一12复位;
(3)、如图6所示,当测量圆形薄壁零件21的底部厚度时,首先将圆形薄壁零件21通过其内孔套设在测量块5上,此时测量块5的顶端与圆形薄壁零件21的内孔底端接触,再依次滑动调节立柱3、主横杆2和测杆一8的位置,直至测头一12与圆形薄壁零件21的底端接触,此时读取立柱3上的刻度值,并减去步骤(2)中测量块5的高度,得出圆形薄壁零件21的底部厚度,再将测头一12复位;
(4)、如图7所示,当测量圆形薄壁零件21的直径时,依次滑动调节立柱3、主横杆2、测杆一8、测杆二9、副横杆一6、副横杆二7、测杆三10和测杆四11的位置,直至测头一12和测头二13位于圆形薄壁零件21的两侧并经过其直径,测头三14和测头四15也位于圆形薄壁零件21的两侧并经过其直径,此时距离传感器一16和距离传感器二17均测得圆形薄壁零件21的直径,并求其平均值;
(5)、如图8所示,当测量矩形薄壁零件22的底部厚度时,首先将矩形薄壁零件22通过其内孔套设在测量块5上,此时测量块5的顶端与圆形薄壁零件21的内孔底端接触,再依次滑动调节立柱3、主横杆2和测杆一8的位置,直至测头一12与矩形薄壁零件22的底端接触,此时读取立柱3上的刻度值,并减去步骤(2)中测量块5的高度,得出矩形薄壁零件22的底部厚度,再将测头一12复位;
(6)、如图9所示,当测量矩形薄壁零件22的长度和宽度时,依次滑动调节立柱3、主横杆2、测杆一8、测杆二9、副横杆一6、副横杆二7、测杆三10和测杆四11的位置,直至测头一12和测头二13位于矩形薄壁零件22的两侧,测头三14和测头四15位于矩形薄壁零件22的两侧,此时距离传感器一16测得矩形薄壁零件22的长度,距离传感器二17测得矩形薄壁零件22的宽度。
上述步骤(2)~(6)中,立柱3、主横杆2、测杆一8、测杆二9、副横杆一6、副横杆二7、测杆三10和测杆四11滑动调节到位后,分别通过拧紧对应的锁紧螺钉19-3进行锁紧定位。
通过上述步骤,可以得到圆形薄壁零件21的底部厚度、圆形薄壁零件21的直径、矩形薄壁零件22的底部厚度,以及矩形薄壁零件22的长度和宽度尺寸。
以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
Claims (7)
1.一种薄壁零件的尺寸检测装置,其特征在于:包括测量基板(1)和主横杆(2),所述测量基板(1)上滑动设置有立柱(3)和测量块(5),所述立柱(3)和测量块(5)的滑动方向在水平方向相互垂直设置,所述主横杆(2)沿竖直方向与立柱(3)滑动连接,所述立柱(3)上沿竖直方向设置有刻度(4),所述主横杆(2)上滑动设置有副横杆一(6)、副横杆二(7)、测杆一(8)和测杆二(9),且所述副横杆一(6)、副横杆二(7)、测杆一(8)和测杆二(9)的滑动方向均与测量块(5)的滑动方向一致,所述副横杆一(6)上滑动设置有测杆三(10),所述副横杆二(7)上滑动设置有测杆四(11),且所述测杆三(10)和测杆四(11)的滑动方向均与立柱(3)的滑动方向一致;所述测杆一(8)上设置有测头一(12),所述测杆二(9)上设置有测头二(13),所述测杆三(10)上设置有测头三(14),所述测杆四(11)上设置有测头四(15);所述测杆一(8)和测杆二(9)之间设置有距离传感器一(16),所述测杆三(10)和测杆四(11)之间设置有距离传感器二(17)。
2.根据权利要求1所述的薄壁零件的尺寸检测装置,其特征在于:所述测头一(12)、测头二(13)、测头三(14)和测头四(15)的工作面均呈矩形。
3.根据权利要求1所述的薄壁零件的尺寸检测装置,其特征在于:所述测量块(5)的截面呈方形。
4.根据权利要求1、2或3所述的薄壁零件的尺寸检测装置,其特征在于:所述测量块(5)的底端固定设置有支撑杆(18),所述支撑杆(18)与测量基板(1)滑动连接。
5.根据权利要求4所述的薄壁零件的尺寸检测装置,其特征在于:所述立柱(3)和测量基板(1)之间、支撑杆(18)和测量基板(1)之间、主横杆(2)和立柱(3)之间、副横杆一(6)和主横杆(2)之间、副横杆二(7)和主横杆(2)之间、测杆一(8)和主横杆(2)之间、测杆二(9)和主横杆(2)之间、测杆三(10)和副横杆一(6)之间,以及测杆四(11)和副横杆二(7)之间均通过滑动机构(19)滑动连接,所述滑动机构(19)包括十字滑槽(19-1)和与十字滑槽(19-1)配合的十字滑块(19-2);所述十字滑块(19-2)和十字滑槽(19-1)之间设置有锁紧件,所述锁紧件用于将十字滑块(19-2)锁定在十字滑槽(19-1)上。
6.根据权利要求5所述的薄壁零件的尺寸检测装置,其特征在于:所述锁紧件包括两个锁紧螺钉(19-3),所述锁紧螺钉(19-3)螺纹连接在十字滑块(19-2)上,两个所述锁紧螺钉(19-3)位于十字滑块(19-2)的两侧,当所述锁紧螺钉(19-3)拧紧时,所述锁紧螺钉(19-3)抵靠在十字滑槽(19-1)上。
7.根据权利要求4所述的薄壁零件的尺寸检测装置,其特征在于:所述测量块(5)和支撑杆(18)之间、测头一(12)和测杆一(8)之间、测头二(13)和测杆二(9)之间、测头三(14)和测杆三(10)之间,以及测头四(15)和测杆四(11)之间分别通过螺杆(20)固定连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010974325.5A CN112097597A (zh) | 2020-09-16 | 2020-09-16 | 一种薄壁零件的尺寸检测装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010974325.5A CN112097597A (zh) | 2020-09-16 | 2020-09-16 | 一种薄壁零件的尺寸检测装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN112097597A true CN112097597A (zh) | 2020-12-18 |
Family
ID=73760248
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010974325.5A Pending CN112097597A (zh) | 2020-09-16 | 2020-09-16 | 一种薄壁零件的尺寸检测装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112097597A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115179067A (zh) * | 2022-07-08 | 2022-10-14 | 江阴市恒润环锻有限公司 | 基于柔性定位锁紧式的薄壁法兰件固定设备 |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20010020336A1 (en) * | 2000-03-13 | 2001-09-13 | Ryoichi Tadaki | Apparatus for measuring height of mounting positions of cutting knife and pressure bar in veneer lathe |
| CN101806569A (zh) * | 2010-04-19 | 2010-08-18 | 常州亿晶光电科技有限公司 | 太阳能电池层压件厚度测量工具 |
| CN204100955U (zh) * | 2014-08-19 | 2015-01-14 | 襄阳南车电机技术有限公司 | 一种多用途高度尺 |
| CN104567601A (zh) * | 2015-01-06 | 2015-04-29 | 山东高强紧固件有限公司 | 一种圆筒形标准件端面厚度检测工装 |
| CN206556528U (zh) * | 2017-03-09 | 2017-10-13 | 阜阳冈奇电子有限公司 | 新型高度尺 |
| CN109443158A (zh) * | 2018-12-26 | 2019-03-08 | 贵州凯星液力传动机械有限公司 | 一种深孔零件孔底壁厚尺寸的测量装置及其测试方法 |
| CN209524854U (zh) * | 2019-05-06 | 2019-10-22 | 广西玉柴机器股份有限公司 | 一种测量管子壁厚的装置 |
| CN210089569U (zh) * | 2019-08-22 | 2020-02-18 | 西安工业大学 | 一种多自由度零件高度检测装置 |
| CN111089555A (zh) * | 2019-12-12 | 2020-05-01 | 江苏理工学院 | 一种阶梯轴的直径和长度检测装置 |
| CN111174661A (zh) * | 2020-01-21 | 2020-05-19 | 江苏理工学院 | 一种垂直相交孔的孔心距测量装置 |
| CN111174741A (zh) * | 2020-01-21 | 2020-05-19 | 江苏理工学院 | 一种带内孔的圆柱形零件的测量装置 |
| CN210603094U (zh) * | 2019-11-26 | 2020-05-22 | 夏创德 | 简易量底尺 |
| CN111578896A (zh) * | 2020-04-23 | 2020-08-25 | 中铁十六局集团有限公司 | 一种节段梁梁节调整标高测定用辅助器具 |
-
2020
- 2020-09-16 CN CN202010974325.5A patent/CN112097597A/zh active Pending
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20010020336A1 (en) * | 2000-03-13 | 2001-09-13 | Ryoichi Tadaki | Apparatus for measuring height of mounting positions of cutting knife and pressure bar in veneer lathe |
| CN101806569A (zh) * | 2010-04-19 | 2010-08-18 | 常州亿晶光电科技有限公司 | 太阳能电池层压件厚度测量工具 |
| CN204100955U (zh) * | 2014-08-19 | 2015-01-14 | 襄阳南车电机技术有限公司 | 一种多用途高度尺 |
| CN104567601A (zh) * | 2015-01-06 | 2015-04-29 | 山东高强紧固件有限公司 | 一种圆筒形标准件端面厚度检测工装 |
| CN206556528U (zh) * | 2017-03-09 | 2017-10-13 | 阜阳冈奇电子有限公司 | 新型高度尺 |
| CN109443158A (zh) * | 2018-12-26 | 2019-03-08 | 贵州凯星液力传动机械有限公司 | 一种深孔零件孔底壁厚尺寸的测量装置及其测试方法 |
| CN209524854U (zh) * | 2019-05-06 | 2019-10-22 | 广西玉柴机器股份有限公司 | 一种测量管子壁厚的装置 |
| CN210089569U (zh) * | 2019-08-22 | 2020-02-18 | 西安工业大学 | 一种多自由度零件高度检测装置 |
| CN210603094U (zh) * | 2019-11-26 | 2020-05-22 | 夏创德 | 简易量底尺 |
| CN111089555A (zh) * | 2019-12-12 | 2020-05-01 | 江苏理工学院 | 一种阶梯轴的直径和长度检测装置 |
| CN111174661A (zh) * | 2020-01-21 | 2020-05-19 | 江苏理工学院 | 一种垂直相交孔的孔心距测量装置 |
| CN111174741A (zh) * | 2020-01-21 | 2020-05-19 | 江苏理工学院 | 一种带内孔的圆柱形零件的测量装置 |
| CN111578896A (zh) * | 2020-04-23 | 2020-08-25 | 中铁十六局集团有限公司 | 一种节段梁梁节调整标高测定用辅助器具 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115179067A (zh) * | 2022-07-08 | 2022-10-14 | 江阴市恒润环锻有限公司 | 基于柔性定位锁紧式的薄壁法兰件固定设备 |
| CN115179067B (zh) * | 2022-07-08 | 2023-09-22 | 江阴市恒润环锻有限公司 | 基于柔性定位锁紧式的薄壁法兰件固定设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113074615A (zh) | 一种大型零件内锥测量装置及测量方法 | |
| CN111351440A (zh) | 基于光栅尺的测量装置 | |
| CN112097597A (zh) | 一种薄壁零件的尺寸检测装置 | |
| CN111174661B (zh) | 一种垂直相交孔的孔心距测量装置 | |
| CN87200753U (zh) | 轴键槽对称度测量仪器 | |
| CN218673405U (zh) | 一种用于装夹铜公四角检测的检测结构 | |
| CN208860241U (zh) | 一种百分表校准装置 | |
| CN112097593A (zh) | 用于测量导轨尺寸的检测装置 | |
| CN214010163U (zh) | 一种螺栓保证载荷试验残余变形量专用测量装置 | |
| CN201903310U (zh) | 丝杠螺距检测仪 | |
| CN212179789U (zh) | 一种新型接触式混凝土收缩试验测量装置 | |
| CN215639250U (zh) | 平面度测量装置 | |
| CN86202782U (zh) | 轴键槽对称度检测仪 | |
| CN112097720A (zh) | 一种锥体零件的锥度和小端直径的检测装置 | |
| CN2141554Y (zh) | 两级测量立式位移检测仪 | |
| CN112556538A (zh) | 一种轴承沟道壁厚差测量仪 | |
| CN111322957A (zh) | 一种使用彩色共焦方法测量内孔直径的测量机构 | |
| CN213067382U (zh) | 一种双头两点式断差测量装置 | |
| CN219841890U (zh) | 开口尺寸测量装置 | |
| CN220794202U (zh) | 一种柔性多截面外圆检具 | |
| CN211783278U (zh) | 工件弯曲变形表测检具 | |
| CN115388738A (zh) | 高精密比较仪装置 | |
| CN211668443U (zh) | 基于光栅尺的测量装置 | |
| CN221630572U (zh) | 一种千分尺的测力装置 | |
| CN219572994U (zh) | 一种路用位移传感器的校准台座装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20201218 |
|
| RJ01 | Rejection of invention patent application after publication |