CN112077491B - 桥壳附件焊接工具 - Google Patents
桥壳附件焊接工具 Download PDFInfo
- Publication number
- CN112077491B CN112077491B CN202010898600.XA CN202010898600A CN112077491B CN 112077491 B CN112077491 B CN 112077491B CN 202010898600 A CN202010898600 A CN 202010898600A CN 112077491 B CN112077491 B CN 112077491B
- Authority
- CN
- China
- Prior art keywords
- plate
- welding
- positioning
- assembly welding
- vertical plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/04—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work
- B23K37/0426—Fixtures for other work
- B23K37/0435—Clamps
- B23K37/0443—Jigs
Abstract
本发明公开一种桥壳附件焊接工具,涉及汽车制造技术领域,包括焊接支撑台及设置在所述焊接支撑台中部的上推力杆基座组焊机构和主减抚平垂直机构以及两侧对中调整机构,在所述推力杆基座组焊机构两侧的所述焊接支撑台上相对依次设置有下托板组焊机构和轴头压紧机构。本发明可以解决现有的桥壳附件焊接由人工卷尺组焊造成焊接不准确,效率很低,不适合做大批量生产,容易造成孔壁不均匀等诸多的问题。
Description
技术领域
本发明涉及汽车制造技术领域,尤其是一种用于辅助桥壳附件焊接的工具。
背景技术
桥壳下托板及上推力杆基座,不同的主机厂有着不同的设计,即不同主机厂对板簧中心孔距、角度有着不同的要求;而上推力杆基座的高度和角度又有不同的要求,造成桥壳有着不同状态的毛坯下托板和毛坯上推力杆基座,为了减少工装的投入,现在的做法是人工卷尺组焊,这种方法既不准确,且效率很低,不适合做大批量生产,容易造成孔壁不均匀等质量问题。
发明内容
本发明所要解决的技术问题是提供一种桥壳附件焊接工具,它可以解决现有的桥壳附件焊接由人工卷尺组焊造成焊接不准确,效率很低,不适合做大批量生产,容易造成孔壁不均匀等问题。
为了解决上述问题,本发明的技术方案是:这种桥壳附件焊接工具包括焊接支撑台,还包括设置在所述焊接支撑台中部顶面的上推力杆基座组焊机构和主减抚平垂直机构以及主体设置在所述焊接支撑台中部底面的两侧对中调整机构,在所述推力杆基座组焊机构两侧的所述焊接支撑台上相对依次设置有下托板组焊机构和轴头压紧机构。
上述技术方案中,更为具体的方案是:所述两侧对中调整机构包括通过销子固定在焊接支撑台底部的伸缩气缸,伸缩气缸两端连接有宽型气爪,宽型气爪连接有拉杆一,拉杆一一端通过内六角螺钉和浮动接头与竖直设置的拉杆座连接,利用气缸伸缩和浮动接头的调节达到对中不同长度桥壳的目的,拉杆座上通过内六角螺钉和销子安装有中分立板,中分立板的顶端设置有垫块一,在垫块一和中分立板之间安装有调整块,根据调整的长度和偏移使用不同厚度的垫块和调整块。
进一步:所述轴头压紧机构包括底座和缸座安装在底座上的超薄气缸,与超薄气缸的活塞杆连接的顶杆,顶杆与压板一端铰接,压板另一端安装有铜垫块,顶杆中部与连接板一端铰接,连接板另一端与安装在底座上的拉杆铰接,底座上还安装有用于支撑桥壳两端轴头的V型立板,V型立板位于铜垫块的下方,V型立板表面上设置有垫块二;底座可在焊接支撑台的滑轨或滑槽上滑动带动整个轴头压紧机构进行位置调整。
进一步:所述下托板组焊机构包括定位立板,定位立板顶端通过开口插销与侧定位板连接,侧定位板上设置有多块定位块,不同的定位块距离适用不同的下托板;定位立板底端通过内六角螺栓和平键与下托板组焊机构滑板连接,下托板组焊机构滑板中部设置有拉板;下托板组焊机构滑板可在焊接支撑台的滑轨或滑槽上滑动,左右移动便能调整下托板中心距。
进一步:所述上推力杆基座组焊机构包括用于放置定位上推力杆基座的定位面板和下定位板,定位面板安装在定位侧板上,定位面板两侧设置有大口径开口夹;定位面板下方设置有定位底板,定位底板通过普通平键和六角螺栓固定在滑板上,滑板可在焊接支撑台的滑轨或滑槽上滑动进行位置调整。
进一步:所述主减抚平垂直机构包括抚平立板,抚平立板底端通过普通平键和内六角螺栓安装在滑块上,滑块可在焊接支撑台的滑轨上滑动;滑块一侧连接有导向柱,导向柱一端穿装在固定于焊接支撑台的限位块内,在滑块和限位块之间的导向柱上设置有弹簧。
由于采用上述技术方案,本发明与现有技术相比具有如下有益效果:
本发明适用于不同的毛坯附件组焊,能够快速调整适应不同的上推力杆基座角度,并且能够快速地定位夹紧分中,而且下托板和上推力杆基座一次性组焊,减少人工的调整和调整次数。与传统的人工组焊方向相比,这种方法在平台工装上点焊,适合大批量生产,能提高生产效率,减少工人干预。人工组焊方法,调整一件时间为15分种、而使用该结构方法仅需3分种。提高生产效率;减少工人劳动强度且保证了焊接件的质量。
附图说明
图1是现有不同尺寸的下托板焊接在桥壳上的位置示意图;
图2是现有不同尺寸的上推力杆基座焊接在桥壳的位置示意图;
图3是本发明主视示意图;
图4是本发明俯视示意图;
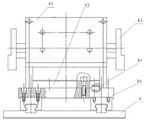
图5是本发明左视示意图;
图6是本发明中两侧对中调整机构主视示意图;
图7是本发明中两侧对中调整机构左视示意图;
图8是本发明中轴头压紧机构主视示意图;
图9是本发明中轴头压紧机构左视示意图;
图10是本发明中轴头压紧机构俯视示意图;
图11是本发明中下托板组焊机构主视示意图;
图12是本发明中下托板组焊机构左视示意图;
图13是本发明中上推力杆基座组焊机构主视示意图;
图14是本发明中上推力杆基座组焊机构左视示意图;
图15是本发明中主减抚平垂直机构主视示意图;
图16是本发明中主减抚平垂直机构左视示意图;
图17是本发明组焊时主视示意图;
图18是本发明组焊时左视示意图。
图中标号表示为:
1、桥壳,2、下托板,3、上推力杆基座,4、焊接支撑台;
5、两侧对中调整机构, 51、中分立板,52、调整块,53、垫块一, 54、拉杆座, 55、浮动接头,56、拉杆一, 57、宽型气爪,58、伸缩气缸;
6、轴头压紧机构,61、超薄气缸,62、顶杆, 63、压板,64、轴头压紧机构拉杆,65、连接板,66、垫块二, 67、铜垫块。68、V型立板,69、底座;
7、下托板组焊机构,71、开口插销,72、侧定位板,73、定位块, 74、定位立板,75、下托板组焊机构滑板, 76、拉板;
8、上推力杆基座组焊机构,81、定位面板,82、定位底板,83、大口径开口夹, 84、普通平键,85、定位侧板,86、滑板, 87、下定位板;
9、主减抚平垂直机构,91、抚平立板,92、普通平键,93、滑块,94、弹簧,95、限位块,96、导向柱。
具体实施方式
下面结合附图和实施例对本发明进一步说明:
图1和图2是现有不同尺寸的下托板2和上推力杆基座3焊接在桥壳1上的位置示意图;下托板中心距、角度有不同尺寸,而上推力杆基座存在33-38.5度的倾斜,采用人工卷尺组焊方法存在诸多问题,在背景技术中已有描述,在此不再赘述。
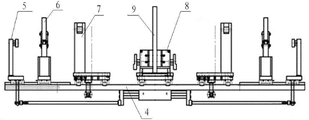
图3、图4和图5的桥壳附件焊接工具,包括焊接支撑台4、设置在焊接支撑台4的上推力杆基座组焊机构8、主减抚平垂直机构9以及两侧对中调整机构5、下托板组焊机构7和轴头压紧机构6。
如图6和图7所示,两侧对中调整机构5包括通过销子将缸座固定在焊接支撑台4底部的伸缩气缸58,伸缩气缸58两端活塞杆安装有宽型气爪57,宽型气爪57连接有拉杆一56,拉杆一56一端通过内六角螺钉和浮动接头55与竖直设置的拉杆座54连接,利用气缸伸缩和浮动接头55的调节达到对中不同长度桥壳1的目的,拉杆座54上通过内六角螺钉和销子安装有中分立板51,中分立板51的顶端设置有垫块一53,在垫块一53和中分立板51之间安装有调整块52,根据调整的长度和偏移使用不同厚度的垫块和调整块。
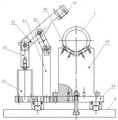
如图8、图9和图10所示,轴头压紧机构6包括底座69和缸座安装在底座69上的超薄气缸61,与超薄气缸61的活塞杆连接的顶杆62,顶杆62与压板63一端铰接,压板63另一端安装有铜垫块67,顶杆62中部与连接板65一端铰接,连接板65另一端与安装在底座69上的轴头压紧机构拉杆64铰接, 底座69上还安装有用于支撑桥壳1两端轴头的V型立板68,V型立板68位于铜垫块67的下方,V型立板68表面上设置有垫块二66;支撑桥壳1放置在垫块二66上,通过超薄气缸61的伸缩控制铜垫块67对桥壳1轴头的压紧;底座69可在焊接支撑台4的滑轨或滑槽上滑动带动整个轴头压紧机构6位置调整。
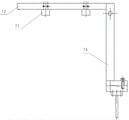
如图11和图12所示,下托板组焊机构7包括竖直设置的定位立板74,定位立板74顶端通过开口插销71与侧定位板72连接,侧定位板72上设置有多块定位块73,不同的定位块73距离适用不同的下托板;定位立板74底端通过内六角螺栓和平键与下托板组焊机构滑板75连接,下托板组焊机构滑板75中部设置有拉板76,拉板76的作用是安装接口以便适用不同桥型;下托板组焊机构滑板75可在焊接支撑台4的滑轨或滑槽上滑动,左右移动便能调整下托板中心距。
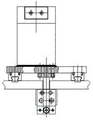
如图13和图14所示,上推力杆基座组焊机构8包括用于放置定位上推力杆基座3的定位面板81和下定位板87,定位面板81安装在定位侧板85上,定位面板81内侧设置有大口径开口夹83,利用气缸装夹上推力杆基座;根据定位面板81的角度和下定位板87的厚调整上推力基座的角度和高度;定位面板81下方设置有定位底板82,定位底板82通过普通平键84和六角螺栓固定在滑板86上,滑板86可在焊接支撑台4的滑轨或滑槽上滑动进行位置调整。
如图15和图16所示,主减抚平垂直机构9包括用于抚平桥壳主减面的抚平立板91,抚平立板91底端通过普通平键92和内六角螺栓安装在滑块93上,滑块93可在焊接支撑台4的滑轨上滑动;滑块93另一侧有导向柱96,导向柱96一端穿装在固定于焊接支撑台4的限位块95内,在滑块93和限位块95之间的导向柱96上设置有弹簧94,利用弹簧弹力贴紧桥壳1,达到垂直和适用不同厚度桥壳。
图17和图18是本发明组焊时示意图,本发明的组焊方法适用于不同的毛坯附件组焊,能够快速调整适应不同的上推力杆基座角度,并且能够快速地定位夹紧分中,而且下托板和上推力杆基座一次性组焊,减少人工的调整和调整次数。与传统的人工组焊方向相比,这种方法在平台工装上点焊,适合大批量生产,能提高生产效率,减少工人干预;人工组焊方法,调整一件时间为15分种、而使用本发明仅需3分种。
Claims (2)
1.一种桥壳附件焊接工具,包括焊接支撑台(4),其特征在于:还包括设置在所述焊接支撑台(4)中部的上推力杆基座组焊机构(8)和主减抚平垂直机构(9)以及两侧对中调整机构(5),在所述推力杆基座组焊机构(8)两侧的所述焊接支撑台(4)上相对依次设置有下托板组焊机构(7)和轴头压紧机构(6);所述两侧对中调整机构(5)包括两端固定安装有宽型气爪(57)的伸缩气缸(58),所述伸缩气缸(58)设置在所述焊接支撑台(4)的底部,所述宽型气爪(57)连接有拉杆一(56),所述拉杆一(56)一端通过浮动接头(55)与拉杆座(54)连接,所述拉杆座(54)上安装有中分立板(51),所述中分立板(51)的顶端设置有垫块一(53),在所述垫块一(53)和所述中分立板(51)之间安装有调整块(52);所述下托板组焊机构(7)包括定位立板(74),所述定位立板(74)顶端通过开口插销(71)与侧定位板(72)连接,所述侧定位板(72)上设置有数块定位块(73);所述定位立板(74)底端与下托板组焊机构滑板(75)连接,所述下托板组焊机构滑板(75)中部设置有拉板(76);所述上推力杆基座组焊机构(8)包括定位面板(81)和下定位板(87),所述定位面板(81)安装在定位侧板(85)上,所述定位面板(81)内侧设置有大口径开口夹(83);所述定位面板(81)下方设置有定位底板(82),所述定位底板(82)固定在上推力杆基座组焊机构滑板(86)上;所述主减抚平垂直机构(9)包括抚平立板(91),所述抚平立板(91)底端安装在滑块(93)上;所述抚平立板(91)一侧设置有导向柱(96),所述导向柱(96)一端穿装在限位块(95)内,在所述导向柱(96)上设置有弹簧(94);所述下托板组焊机构滑板(75)、所述上推力杆基座组焊机构滑板(86)、所述滑块(93)可在所述焊接支撑台(4)的滑轨上滑动。
2.根据权利要求1所述的桥壳附件焊接工具,其特征在于:所述轴头压紧机构(6)包括底座(69)和超薄气缸(61)及顶杆(62),所述顶杆(62)与压板(63)一端铰接,所述压板(63)另一端安装有铜垫块(67),所述顶杆(62)中部与连接板(65)一端铰接,所述连接板(65)另一端与轴头压紧机构拉杆(64)铰接, 所述底座(69)上还安装有V型立板(68),所述V型立板(68)位于所述铜垫块(67)的下方,所述V型立板(68)上设置有垫块二(66)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010898600.XA CN112077491B (zh) | 2020-08-31 | 2020-08-31 | 桥壳附件焊接工具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010898600.XA CN112077491B (zh) | 2020-08-31 | 2020-08-31 | 桥壳附件焊接工具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112077491A CN112077491A (zh) | 2020-12-15 |
| CN112077491B true CN112077491B (zh) | 2022-07-26 |
Family
ID=73731502
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010898600.XA Active CN112077491B (zh) | 2020-08-31 | 2020-08-31 | 桥壳附件焊接工具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112077491B (zh) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112917187B (zh) * | 2021-03-04 | 2023-06-09 | 一汽解放汽车有限公司 | 夹持设备 |
| CN113600990B (zh) * | 2021-08-20 | 2022-11-29 | 方盛车桥(柳州)有限公司 | 桥壳板座加压焊接工具 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103586716A (zh) * | 2012-08-14 | 2014-02-19 | 远安永安车桥有限责任公司 | 卧式数控双头铣后桥壳平面夹具 |
| CN202894772U (zh) * | 2012-09-13 | 2013-04-24 | 福建伍旗机械有限公司 | 加工工程桥桥壳专用装置 |
| CN102974970B (zh) * | 2012-12-27 | 2015-02-18 | 郑州精益达汽车零部件有限公司 | 客车桥壳与气囊下托板及上推力杆支座焊接用工装夹具 |
| CN103692131B (zh) * | 2013-12-11 | 2016-03-09 | 广东富华重工制造有限公司 | 一种桥壳附件焊接工装夹具 |
| CN204248276U (zh) * | 2014-08-01 | 2015-04-08 | 广东富华重工制造有限公司 | 一种桥壳上推力杆支座加工工装 |
| CN104493583B (zh) * | 2014-12-01 | 2016-12-07 | 郑州精益达汽车零部件有限公司 | 卧式加工中心加工客车桥壳的上推力杆座用工装 |
| CN204913159U (zh) * | 2015-09-02 | 2015-12-30 | 东风德纳车桥有限公司 | 一种柔性化拼装桥壳附件的夹具 |
| CN205380394U (zh) * | 2016-03-11 | 2016-07-13 | 广东富华重工制造有限公司 | 桥壳焊附件夹具 |
| CN107263165A (zh) * | 2017-06-12 | 2017-10-20 | 方盛车桥(柳州)有限公司 | 前轴板簧孔辅助加工机构 |
| CN209272825U (zh) * | 2018-12-28 | 2019-08-20 | 重庆乔冠汽车配件制造有限公司 | 一种桥壳焊接夹具 |
| CN210878322U (zh) * | 2019-11-08 | 2020-06-30 | 广东富华重工制造有限公司 | 一种驱动桥壳焊接工装 |
-
2020
- 2020-08-31 CN CN202010898600.XA patent/CN112077491B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN112077491A (zh) | 2020-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112077491B (zh) | 桥壳附件焊接工具 | |
| CN104128733B (zh) | 可调式焊具 | |
| CN217727675U (zh) | 一种铝模板自动焊接设备的夹具 | |
| CN203679592U (zh) | 可调式焊具 | |
| CN113695864B (zh) | 一种航空插头全自动智能组装设备 | |
| CN213730131U (zh) | 一种支腿箱焊接工装 | |
| CN110883582A (zh) | 一种桥壳铣面钻孔夹具 | |
| CN215469245U (zh) | 一种固定设备 | |
| CN214866996U (zh) | 一种金属件锻造用具有定位功能的夹持机构 | |
| CN210731465U (zh) | 蜗壳焊接工装 | |
| CN213672582U (zh) | 旅客登机桥接机口控制室地板与顶板框架焊接工装 | |
| CN220515177U (zh) | 一种金属家具零件冲孔装置 | |
| CN205271279U (zh) | 一种除尘器喷吹管定位焊接工装 | |
| CN220114046U (zh) | 一种粘合夹紧工装 | |
| CN220515852U (zh) | 一种厢式车后门板的焊接工装 | |
| CN212946275U (zh) | 后悬置支架机器人焊接定位夹具 | |
| CN215200525U (zh) | 一种五金组装治具底座 | |
| CN217372082U (zh) | 一种钣金加工用防漆损的工装夹具 | |
| CN215999250U (zh) | 一种口字型车身铝型材焊接定位工装 | |
| CN113770580B (zh) | 一种翻领成型器焊接定位工装及其定位方法 | |
| CN219372222U (zh) | 转子的槽口整形装置 | |
| CN219819894U (zh) | 一种箱包夹具 | |
| CN216859004U (zh) | 一种不锈钢板铣磨工装 | |
| CN219649069U (zh) | 一种用于电池仓的焊接定位装置 | |
| CN219562012U (zh) | 高效的焊接定位夹紧夹具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |