CN111872228A - 模具 - Google Patents
模具 Download PDFInfo
- Publication number
- CN111872228A CN111872228A CN202010537952.2A CN202010537952A CN111872228A CN 111872228 A CN111872228 A CN 111872228A CN 202010537952 A CN202010537952 A CN 202010537952A CN 111872228 A CN111872228 A CN 111872228A
- Authority
- CN
- China
- Prior art keywords
- mold
- arc
- die
- mold core
- core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/10—Die sets; Pillar guides
Abstract
本发明涉及模具的技术领域,提供了一种模具包括凸模和与凸模配合的凹模;凸模包括模芯和环绕在模芯底端边缘上的压料面;模芯的前侧壁上设置有凸筋,凸筋沿模芯的顶端向模芯的底端延伸;凸筋的表面为弧面,且凸筋的表面与模芯的前侧壁平滑连接。本发明提供的模具,板材加工时,板材通过凸模和凹模的配合冲压板材,使板材发生塑性变形而成形;当板材包覆在模芯的前侧壁上时,由于凸筋在冲压板材时在板材上形成外凸的凸起部,增多了板材的用料,避免因为板材在冲压过程中出现板材局部堆积过多而造成起皱和折叠的情况。
Description
技术领域
本发明属于模具的技术领域,更具体地说,是涉及一种模具。
背景技术
在钣金件加工过程中,由凸模和凹模冲压板材,使板材发生塑性变形而形成所需产品的形状。板材在形变过程中通常在产品形成后(通常产品形成在凸模的顶壁)会出现包覆凸模端头(端头:比如凸模/凸模上模芯的前侧壁)的情况,板材包覆端头的过程中很容易因局部板料过多造成板材起皱叠料的情况。
发明内容
本发明的目的在于提供一种模具,以解决现有技术中存在的板材包覆端头的过程中很容易因局部板料过多造成板材起皱叠料的情况的技术问题。
为实现上述目的,本发明采用的技术方案是:提供一种模具包括凸模和与所述凸模配合的凹模;所述凸模包括模芯和环绕在所述模芯底端边缘上的压料面;所述模芯的前侧壁上设置有凸筋,所述凸筋沿所述模芯的顶端向所述模芯的底端延伸;所述凸筋的表面为弧面,且所述凸筋的表面与所述模芯的前侧壁平滑连接。
进一步地,所述凸筋具有第一弧面;在水平截面内,所述第一弧面为第一圆弧。
进一步地,所述第一圆弧的半径为5毫米~8毫米。
进一步地,所述第一弧面的外表面为柱面/圆锥面。
进一步地,所述第一弧面的轴线的延伸方向与所述前侧壁之间的夹角为0°~20°。
进一步地,所述凸筋具有第二弧面,所述第一弧面的外表面通过所述第二弧面与所述模芯的前侧壁平滑连接。
进一步地,在水平截面内,所述第二弧面为第二圆弧;所述第二圆弧的半径为5毫米~10毫米。
进一步地,所述凸筋的数量为n,n为多个,任意相邻两个所述凸筋之间的距离为2毫米~5毫米。
进一步地,所述凸筋的顶端低于所述模芯的顶壁0毫米~5毫米。
进一步地,设定所述压料面与所述模芯的顶壁之间的高度距离为H;在所述压料面与所述模芯的顶壁之间的H/2处的水平截面内,设定所述凸筋的左右两端分别与所述模芯的前侧壁的交汇点为M和N;所述M和所述N之间的所述凸筋的轮廓长度为L1,所述M和N之间的所述前侧壁的轮廓长度为L2;所述模芯的前侧壁与所述模芯的左侧壁通过第三弧面平滑连接,所述第三弧面与所述压料面交汇于半径为R的第三圆弧,第三圆弧弧长为L3;所述第三弧面在H/2处的水平截面内的弧长为L4;则存在如下关系:n*(L1-L2)=2*(1~1.20)*((R+H)/R*L3-L4))。
本发明提供的模具的有益效果在于:与现有技术相比,本发明提供的模具,板材加工时,板材通过凸模和凹模的配合冲压板材,使板材发生塑性变形而成形;当板材包覆在模芯的前侧壁上时,由于凸筋在冲压板材时在板材上形成外凸的凸起部,增多了板材的用料,避免因为板材在冲压过程中出现板材局部堆积过多而造成起皱和折叠的情况,从而避免了起皱和叠料对模具产生的磨损,保证了模具的使用寿命,降低模具的调试难度,缩短模具调试周期,减少模具制造成本;另外,可以缩小板料尺寸,提升材料利用率。
附图说明
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
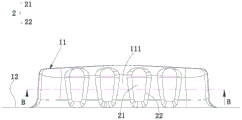
图1为本发明实施例提供的凸模的立体示意图;
图2为图1中A处放大示意图;
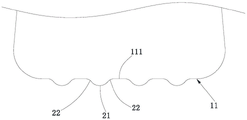
图3为本发明实施例提供的凸模的主视示意图;
图4为图3中B-B剖面示意图;
图5为凸筋的顶端和模芯的顶端分别离压料面距离示意图。
其中,图中各附图标记:
1-凸模;11-模芯;111-前侧壁;112-左侧壁;12-压料面;2-凸筋;21-第一弧面;22-第二弧面;23-第三弧面;231-第三圆弧。
具体实施方式
为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
请一并参阅图1至图4,现对本发明提供的模具进行说明。模具包括凸模1和与凸模1配合的凹模;凸模1包括模芯11和环绕在模芯11底端边缘上的压料面12;模芯11的前侧壁111上设置有凸筋2,凸筋2沿模芯11的顶端向模芯11的底端延伸;凸筋2的表面为弧面,且凸筋2的表面与模芯11的前侧壁111平滑连接。
如此,板材加工时,板材通过凸模1和凹模的配合冲压板材,使板材发生塑性变形而成形;当板材包覆在模芯11的前侧壁111上时,由于凸筋2在冲压板材时在板材上形成外凸的凸起部,增多了板材的用料,减少因为板材在冲压过程中出现板材局部堆积过多而造成起皱和折叠的情况,从而避免了起皱和叠料对模具产生的磨损,保证了模具的使用寿命,降低模具的调试难度,缩短模具调试周期,减少模具制造成本;另外,可以缩小板料尺寸,提升材料利用率。
其中,板材通过凸模1和与凸模1形状匹配的凹模冲压板材形成产品。
其中,板材通过模芯11和与模芯11形状匹配的凹模冲压板材形成产品。
具体的,在一个实施例中,板材为钢板。
具体的,在一个实施例中,模芯11为凸台。
具体的,在一个实施例中,凸模1和凹模分布为钢铁制成的模具部件。
进一步地,请参阅图1至图4,作为本发明提供的模具的一种具体实施方式,凸筋2具有第一弧面21;在水平截面内,第一弧面21为第一圆弧。如此,板材与第一弧面21接触更加紧密。
进一步地,请参阅图1至图4,作为本发明提供的模具的一种具体实施方式,第一圆弧的半径为5毫米~8毫米。如此,第一圆弧自身不容易发生形变,且第一圆弧与凹模之间的间隙内能够更均匀地填充板材。
具体的,在一个实施例中,第一圆弧的半径为7.5毫米。
进一步地,请参阅图1至图4,作为本发明提供的模具的一种具体实施方式,第一弧面21的外表面为柱面/圆锥面。如此,柱面部/圆锥面容易加工
进一步地,请参阅图1至图4,作为本发明提供的模具的一种具体实施方式,第一弧面21的轴线的延伸方向与前侧壁111之间的夹角为0°~20°。如此,拔模过程中,凹模从凸模1上分离时,容易相互分离。具体的,请参阅图5,第一弧面21的轴线的延伸方向与前侧壁111之间的夹角为θ。
具体的,在一个实施例中,模芯11的前侧壁111为平面。
具体的,在一个实施例中,第一弧面21的轴线的延伸方向与前侧壁111之间的夹角为15°。
具体的,在一个实施例中,前侧壁111的拔模斜度为0°~20°。
进一步地,请参阅图1至图4,作为本发明提供的模具的一种具体实施方式,凸筋2具有第二弧面22,第一弧面21的外表面通过第二弧面22与模芯11的前侧壁111平滑连接。如此,第一弧面21通过第二弧面22与模芯11的前侧壁111之间平滑过渡;便于板材在冲压过程中与第一弧面21和/或第二弧面22紧密抵贴。
进一步地,请参阅图1至图4,作为本发明提供的模具的一种具体实施方式,在水平截面内,第二弧面22为第二圆弧;第二圆弧的半径为5毫米~10毫米。如此,第二圆弧便于加工,且便于板材在冲压的过程中紧密抵贴在第二圆弧上。
具体的,在一个实施例中,第二圆弧的半径为8毫米。
进一步地,请参阅图1至图4,作为本发明提供的模具的一种具体实施方式,凸筋2的数量为n,n为多个,任意相邻两个凸筋2之间的距离为2毫米~5毫米。如此,多个凸筋2能够增加板材的去处。
具体的,在一个实施例中,相邻两个凸筋2之间的距离为5毫米。
进一步地,请参阅图1至图4,作为本发明提供的模具的一种具体实施方式,凸筋2的顶端低于模芯11的顶壁0毫米~5毫米。如此,避免凸筋2影响到形成在模芯11顶壁上产品的形状。具体的,请参阅图5,凸筋2的顶端离压料面12的距离为H1,模芯11的顶端离压料面12的距离为H2。
具体的,在一个实施例中,凸筋2的顶端低于模芯11的顶壁3毫米。
进一步地,请参阅图1至图4,作为本发明提供的模具的一种具体实施方式,设定压料面12与模芯11的顶壁之间的高度距离为H(具体的,在一个实施例中,H为在竖直方向上,压料面12与模芯11的顶壁之间的最小距离)(可选地,此处的H为图5中的H2);在压料面12与模芯11的顶壁之间的H/2处的水平截面内,设定凸筋2的左右两端分别与模芯11的前侧壁111的交汇点为M和N(请参阅图2);在压料面12与模芯11的顶壁之间的H/2处的水平截面内,M和N之间的凸筋2的轮廓长度为L1,M和N之间的前侧壁111的轮廓长度为L2;模芯11的前侧壁111与模芯11的左侧壁112通过第三弧面23平滑连接,第三弧面23与压料面12交汇于半径为R的第三圆弧231;第三圆弧231的弧长为L3;所述第三弧面23在H/2的水平截面内的弧长为L4;则存在如下关系:n*(L1-L2)=2*(1~1.20)*((R+H)/R*L3-L4))。如此,(假定冲压前,第三圆弧231初始位置对应板材上半径为(R+H)的位置);当板材包裹在端头上的过程中,板料由第三圆弧231初始位置收缩至第三圆弧231附近处,第三圆弧231长短变化量为:【或(假定板材冲压前第三圆弧231的半径为(R+H));当板材包裹在端头上的过程中,板料由第三圆弧231收缩至第三弧面23的H/2处,第三圆弧231长度的变化量为:】((R+H)/R*L3-L4)),增设凸筋2后,板材包覆凸筋2时,L1与L2之间的长度差为L1-L2,初始半径为(R+H)的第三圆弧231冲压后,产生了多余的板料;由于n*(L1-L2)=2*(1~1.20)*((R+H)/R*L3-L4)),使得凸筋2将板材拱起时,以使凸筋2的长度超过第三圆弧231长度变化量,以能够吸收/拉伸全部第三圆弧231长度变化后被冲压剩下的板材。
具体的,在一个实施例中,假设Q=2*(1~1.20)*((R+H)/R*L3-L4))/(L1-L2),凸筋2的数量为对Q取整数。具体的,在一个实施例中,凸筋2的数量为3个。
具体的,在一个实施例中,(L1-L2)=2*(1.1)*((R+H)/R*L3-L4))。
具体的,在一个实施例中,当凸筋2的数量为K个时,(L1-L2)*K=2*(1~1.20)*((R+H)/R*L3-L4))。
具体的,在一个实施例中,模芯11的前侧壁111为平面。
具体的,在一个实施例中,模芯11的前侧壁111与模芯11的顶壁之间通过第四圆弧面平滑连接。
具体的,在一个实施例中,模芯11的前侧壁111与模芯11的底壁之间通过第五圆弧面平滑连接。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
Claims (10)
1.模具,其特征在于,包括凸模和与所述凸模配合的凹模;所述凸模包括模芯和环绕在所述模芯底端边缘上的压料面;所述模芯的前侧壁上设置有凸筋,所述凸筋沿所述模芯的顶端向所述模芯的底端延伸;所述凸筋的表面为弧面,且所述凸筋的表面与所述模芯的前侧壁平滑连接。
2.如权利要求1所述的模具,其特征在于,所述凸筋具有第一弧面;在水平截面内,所述第一弧面为第一圆弧。
3.如权利要求2所述的模具,其特征在于,所述第一圆弧的半径为5毫米~8毫米。
4.如权利要求2所述的模具,其特征在于,所述第一弧面的外表面为柱面/圆锥面。
5.如权利要求4所述的模具,其特征在于,所述第一弧面的轴线的延伸方向与所述前侧壁之间的夹角为0°~20°。
6.如权利要求2所述的模具,其特征在于,所述凸筋具有第二弧面,所述第一弧面的外表面通过所述第二弧面与所述模芯的前侧壁平滑连接。
7.如权利要求6所述的模具,其特征在于,在水平截面内,所述第二弧面为第二圆弧;所述第二圆弧的半径为5毫米~10毫米。
8.如权利要求1至7任一项所述的模具,其特征在于,所述凸筋的数量为n,n为多个,任意相邻两个所述凸筋之间的距离为2毫米~5毫米。
9.如权利要求1至7任一项所述的模具,其特征在于,所述凸筋的顶端低于所述模芯的顶壁0毫米~5毫米。
10.如权利要求1至7任一项所述的模具,其特征在于,设定所述压料面与所述模芯的顶壁之间的高度距离为H;在所述压料面与所述模芯的顶壁之间的H/2处的水平截面内,设定所述凸筋的左右两端分别与所述模芯的前侧壁的交汇点为M和N;所述M和所述N之间的所述凸筋的轮廓长度为L1,所述M和N之间的所述前侧壁的轮廓长度为L2;所述模芯的前侧壁与所述模芯的左侧壁通过第三弧面平滑连接,所述第三弧面与所述压料面交汇于半径为R的第三圆弧,第三圆弧弧长为L3;所述第三弧面在H/2处的水平截面内的弧长为L4;则存在如下关系:n*(L1-L2)=2*(1~1.20)*((R+H)/R*L3-L4))。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010537952.2A CN111872228B (zh) | 2020-06-12 | 2020-06-12 | 模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010537952.2A CN111872228B (zh) | 2020-06-12 | 2020-06-12 | 模具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN111872228A true CN111872228A (zh) | 2020-11-03 |
| CN111872228B CN111872228B (zh) | 2022-03-04 |
Family
ID=73157073
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010537952.2A Active CN111872228B (zh) | 2020-06-12 | 2020-06-12 | 模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111872228B (zh) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN201164888Y (zh) * | 2008-03-21 | 2008-12-17 | 众泰控股集团有限公司 | 汽车整体侧围拉延模 |
| CN201572852U (zh) * | 2009-12-30 | 2010-09-08 | 吉林省元隆达工装设备有限公司 | 冲压成型模具用消皱结构 |
| CN203380280U (zh) * | 2013-08-06 | 2014-01-08 | 昆山达亚汽车零部件有限公司 | 一种防皱冲压模具 |
| CN203621222U (zh) * | 2013-09-26 | 2014-06-04 | 长城汽车股份有限公司 | 一种拉延模具 |
| DE102015220231A1 (de) * | 2015-10-16 | 2017-04-20 | Technische Universität Dresden | Vorrichtung zum Tiefziehen eines Blechzuschnittes mit Formwerkzeugen |
-
2020
- 2020-06-12 CN CN202010537952.2A patent/CN111872228B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN201164888Y (zh) * | 2008-03-21 | 2008-12-17 | 众泰控股集团有限公司 | 汽车整体侧围拉延模 |
| CN201572852U (zh) * | 2009-12-30 | 2010-09-08 | 吉林省元隆达工装设备有限公司 | 冲压成型模具用消皱结构 |
| CN203380280U (zh) * | 2013-08-06 | 2014-01-08 | 昆山达亚汽车零部件有限公司 | 一种防皱冲压模具 |
| CN203621222U (zh) * | 2013-09-26 | 2014-06-04 | 长城汽车股份有限公司 | 一种拉延模具 |
| DE102015220231A1 (de) * | 2015-10-16 | 2017-04-20 | Technische Universität Dresden | Vorrichtung zum Tiefziehen eines Blechzuschnittes mit Formwerkzeugen |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111872228B (zh) | 2022-03-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2009538803A5 (zh) | ||
| CN111867747B (zh) | 冲压成型用的金属板、冲压成型装置和冲压部件的制造方法 | |
| CN111872228B (zh) | 模具 | |
| CN202910117U (zh) | 一种折弯模具 | |
| CN110394381A (zh) | 一种显示器背板的边框成型工艺 | |
| CN202097304U (zh) | 用于弯折成型设备的冲压模具 | |
| CN212469438U (zh) | 一种隔板钣金级进冲压成形工艺排样结构 | |
| CN209061965U (zh) | 用于电池钢壳的分段式折弯模具 | |
| CN216158807U (zh) | 一种空调底盘连续模工艺的料带和适用该料带的装置 | |
| CN111531030B (zh) | 一种汽车顶盖尾端的转角区球角成型方法 | |
| CN210080521U (zh) | 一种摆块u折结构 | |
| CN211276138U (zh) | 长折弯边应力去除连续模 | |
| CN207288583U (zh) | 汽车进油部件成型连续模 | |
| CN208033465U (zh) | 抑制弧形折弯时应力回弹模具结构 | |
| CN110722033B (zh) | Z字弧形开口冷弯型钢成型工艺 | |
| CN208960786U (zh) | 铝箔外框成型模具 | |
| JP4240670B2 (ja) | リブ付き板材の成形加工方法及び加工装置 | |
| CN213559526U (zh) | 一种板料折弯模具 | |
| CN219924308U (zh) | 拉延筋结构及侧围外板拉延模具 | |
| CN210847979U (zh) | 冲压模具 | |
| CN215879338U (zh) | 一种冲压底托辊压整形装置 | |
| CN112192894B (zh) | 一种纸板压线装置 | |
| CN214449311U (zh) | 一种平压平软材料凹凸版 | |
| CN209738581U (zh) | 一种用于打印机的长孔金属薄片 | |
| CN209738580U (zh) | 一种用于打印机的无痕成型组合冲压件 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |