CN111690976B - 电镀槽液管理浓缩回用工艺 - Google Patents
电镀槽液管理浓缩回用工艺 Download PDFInfo
- Publication number
- CN111690976B CN111690976B CN202010698269.7A CN202010698269A CN111690976B CN 111690976 B CN111690976 B CN 111690976B CN 202010698269 A CN202010698269 A CN 202010698269A CN 111690976 B CN111690976 B CN 111690976B
- Authority
- CN
- China
- Prior art keywords
- tank
- bath
- bath solution
- pump
- management
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D21/00—Processes for servicing or operating cells for electrolytic coating
- C25D21/16—Regeneration of process solutions
- C25D21/18—Regeneration of process solutions of electrolytes
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D21/00—Processes for servicing or operating cells for electrolytic coating
- C25D21/06—Filtering particles other than ions
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Heat Treatment Of Water, Waste Water Or Sewage (AREA)
- Electroplating And Plating Baths Therefor (AREA)
Abstract
本发明涉及一种电镀槽液管理浓缩回用工艺,包括以下步骤:步骤S1:电镀线上的镀槽和管理槽均和槽液循环泵连通,管理槽的槽液通过槽液循环泵打入镀槽;镀槽设置溢流口,镀槽内的槽液通过溢流口回到管理槽;镀槽和管理槽之间的槽液循环量≥3次/小时;步骤S2:压滤机通过隔膜泵将管理槽的槽液打入其中;压滤机将槽液中的大颗粒过滤,同时管理槽内的污泥外运;过滤完成的清液可通过隔膜泵回管理槽内;步骤S3:管理槽的槽液通入槽液浓缩回用设备,槽液浓缩回用设备通过负压蒸发槽液,槽液经过槽液浓缩回用设备提浓之后变为浓缩液,浓缩液通过槽液循环泵打回镀槽中。本发明节约大量的药剂成本和污水处理费用。
Description
技术领域
本发明涉及电镀废水处理技术领域,特别涉及一种电镀槽液管理浓缩回用工艺。
背景技术
图1为电镀生产线的示意图。如图1所示,在电镀行业中,一条滚镀锌生产线的主要工艺流程为上料→化学除油→电化学除油→水洗→酸洗→水洗→滚镀锌→水洗→热水洗→出光→水洗→三价铬钝化→水洗→热水洗→封闭→甩干→烘干→检验→成品入库。
电镀主要产污环节及污染物分析如下表:

由上述可知,其中镀槽占重要地位,在生产过程中对镀件镀层质量起决定作用。申请号为201310502559.X、名称为“一种电镀液回用的装置”的文献公开了一种电镀液回用的装置,可知,现有的镀槽管理并不是很好。镀槽配缸药剂成本很高,若镀槽管理不好,产品镀不好,药剂浪费大,镀槽往后拖带量大,导致后续污水处理费用高,更严重的情况有可能导致镀槽的镀液报废,造成更大的损失。
发明内容
针对现有技术的不足,本发明公开了一种电镀槽液管理浓缩回用工艺。
本发明所采用的技术方案如下:
一种电镀槽液管理浓缩回用工艺,包括以下步骤:
步骤S1:电镀线上的镀槽和管理槽均和槽液循环泵连通,管理槽的槽液通过槽液循环泵打入镀槽;镀槽设置溢流口,镀槽内的槽液通过溢流口回到管理槽;镀槽和管理槽之间的槽液循环量≥3次/小时;
步骤S2:压滤机通过隔膜泵将管理槽的槽液打入其中;压滤机过滤管理槽的槽液、污泥和大颗粒杂质;过滤完成的清液可通过隔膜泵回管理槽内;
步骤S3:管理槽的槽液通入槽液浓缩回用设备,槽液浓缩回用设备通过负压蒸发槽液,槽液经过槽液浓缩回用设备提浓之后变为浓缩液,浓缩液通过槽液循环泵打回镀槽中。
在步骤S3中,所述槽液浓缩回用设备包括加热器、冷凝水罐、蒸发器、冷凝器、进料泵、强制循环泵、出料泵、负压泵和真空泵;槽液通过第一管道连接所述进料泵的入口;所述蒸发器的第一入口和所述进料泵的出口通过第二管道连接;所述蒸发器的第二入口和所述加热器的出口通过第三管道连接;所述加热器的第一入口通入生蒸汽;所述加热器的出口通出凝水;所述强制循环泵包括第一通道口和第二通道口;所述第一通道口连通所述加热器的底部;所述第二通道口连通所述蒸发器的底部;所述出料泵包括水平吸入口和垂直排出口,所述垂直排出口与槽液循环泵连通;所述水平吸入口连通所述蒸发器的底部;所述垂直排出口通过槽液循环泵连通镀槽;所述冷凝器和所述蒸发器连通;所述冷凝器内循环冷却水;所述冷凝器的底部排水口和所述冷凝水罐的入口连通;所述负压泵的吸入口连接所述冷凝水罐的出口;所述负压泵的排出口排出漂洗用冷凝水;所述真空泵的吸入口连通所述冷凝水罐的顶部;所述真空泵的排出口排出尾气。
在步骤S3中,槽液通过进料泵打入加热器中,通过蒸发器的蒸汽加热槽液,在强制循环泵的作用下和真空泵的抽负压的作用下,使其在蒸发器中实现汽液分离;沸腾蒸汽通过冷凝器,冷凝器将蒸汽转化为液态进入冷凝水罐;槽液不断浓缩,通过监测蒸发器中槽液浓度,当槽液浓缩到一定浓度,通过出料泵的垂直排出口将浓缩液排出,通过槽液循环泵打回镀槽中,冷凝水罐收集的冷凝水通过负压泵打回多道漂洗槽中;
所述槽液浓缩回用设备控制负压≥-0.085MPa,蒸发温度控制在55℃~65℃。
其进一步的技术特征为:所述管理槽内加入氧化剂和活性炭。
其进一步的技术特征为:所述压滤机为暗流式压滤机;所述压滤机的滤布目数为100目~300目。
本发明的有益效果如下:
1、本发明实现镀槽内的槽液清洁、槽液提浓和药剂回收,为客户节约大量的药剂成本和污水处理费用。
2、本发明通过管理控制槽液,可保持槽液清洁,保证镀件产品质量,节约客户大量药剂费用,也减少客户的污水处理费用。
3、本发明实现了废水零排放,在节能减排的基础上实现了经济效益的最大化。
附图说明
图1为电镀生产线的示意图。
图2为本发明的流程示意图。
图3为槽液浓缩回用设备的示意图。
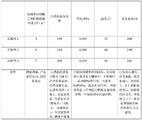
图4为实施例1、实施例2和实施例3的参数控制表。
图中:1、槽液循环泵;2、镀槽;3、管理槽;4、隔膜泵;5、压滤机;6、槽液浓缩回用设备;61、加热器;62、冷凝水罐;63、蒸发器;64、冷凝器;65、进料泵;66、强制循环泵;67、出料泵;68、负压泵;69、真空泵。
具体实施方式
下面结合附图,说明本实施例的具体实施方式。
图1为电镀生产线的示意图,图中具有多个镀锌槽,包括镀锌槽1至15。图2为本发明的流程示意图,图3为槽液浓缩回用设备的示意图。结合图2和图3,一种电镀槽液管理浓缩回用工艺,包括以下步骤:
步骤S1:电镀线上的镀槽2和管理槽3均和槽液循环泵1连通,管理槽3的槽液通过槽液循环泵1打入镀槽2。镀槽2设置溢流口,镀槽2内的槽液通过溢流口回到管理槽3。镀槽2和管理槽3之间的槽液循环量≥3次/小时,根据镀槽2中槽液的总量选择槽液循环量次数,例如槽液的总量为5T,槽液循环泵1的流量>15T/H。管理槽3内加入氧化剂和活性炭。
步骤S2:压滤机5通过隔膜泵4将管理槽3的槽液打入其中。压滤机5过滤管理槽3的槽液、污泥和大颗粒杂质,压滤机5卸泥时可将污泥外运处理。过滤完成的清液可通过隔膜泵4回管理槽3内。优选地,压滤机5为暗流式压滤机。压滤机5的滤布目数为100目~300目。
步骤S3:管理槽3的槽液通入槽液浓缩回用设备6,槽液浓缩回用设备6通过负压蒸发槽液,槽液浓缩回用设备6控制负压≥-0.085MPa,蒸发温度控制在55℃~65℃。槽液经过槽液浓缩回用设备6提浓之后变为浓缩液,浓缩液通过槽液循环泵1打回镀槽2中。
在步骤S3中,槽液浓缩回用设备6包括加热器61、冷凝水罐62、蒸发器63、冷凝器64、进料泵65、强制循环泵66、出料泵67、负压泵68和真空泵69。槽液通过第一管道连接进料泵65的入口。蒸发器63的第一入口和进料泵65的出口通过第二管道连接。蒸发器63的第二入口和加热器61的出口通过第三管道连接。加热器61的第一入口通入生蒸汽。加热器61的出口通出凝水。强制循环泵66包括第一通道口和第二通道口。第一通道口连通加热器61的底部。第二通道口连通蒸发器63的底部。出料泵67包括水平吸入口和垂直排出口,所述垂直排出口与槽液循环泵(1)连通。水平吸入口连通蒸发器63的底部。所述垂直排出口通过槽液循环泵1连通镀槽2。冷凝器64和蒸发器63连通。冷凝器64内循环冷却水。冷凝器64的底部排水口和冷凝水罐62的入口连通。负压泵68的吸入口连接冷凝水罐62的出口。所述负压泵68的排出口排出漂洗用冷凝水。真空泵69的吸入口连通冷凝水罐62的顶部。真空泵69的排出口排出尾气。
在步骤S3中,槽液通过进料泵65打入加热器61中,通过蒸发器63的蒸汽加热槽液,在强制循环泵66的作用下和真空泵69的抽负压的作用下,使其在蒸发器63中实现汽液分离。沸腾蒸汽通过冷凝器64,冷凝器64将蒸汽转化为液态进入冷凝水罐62。槽液不断浓缩,通过监测蒸发器63中槽液浓度,当槽液浓缩到一定浓度,通过出料泵67的垂直排出口将浓缩液排出,通过槽液循环泵1打回镀槽2中,冷凝水罐62收集的冷凝水通过负压泵68打回多道漂洗槽中,漂洗槽包括水洗槽1和水洗槽2。
实施例1:
一种电镀槽液管理浓缩回用工艺,包括以下步骤:
步骤S1:电镀线上的镀槽2和管理槽3均和槽液循环泵1连通,管理槽3的槽液通过槽液循环泵1打入镀槽2。镀槽2设置溢流口,镀槽2内的槽液通过溢流口回到管理槽3。镀槽2和管理槽3之间的槽液循环量为3次/小时。管理槽3内加入氧化剂和活性炭。
步骤S2:压滤机5通过隔膜泵4将管理槽3的槽液打入其中。压滤机5过滤管理槽3的槽液、污泥和大颗粒杂质,压滤机5卸泥时可将污泥外运处理。过滤完成的清液可通过隔膜泵4回管理槽3内。优选地,压滤机5为暗流式压滤机。压滤机5的滤布目数为100目。
步骤S3:管理槽3的槽液通入槽液浓缩回用设备6,槽液浓缩回用设备6通过负压蒸发槽液,槽液浓缩回用设备6控制负压为-0.085MPa,蒸发温度控制在55℃。槽液经过槽液浓缩回用设备6提浓之后变为浓缩液,浓缩液通过槽液循环泵1打回镀槽2中。
实施例2:
步骤S1:电镀线上的镀槽2和管理槽3均和槽液循环泵1连通,管理槽3的槽液通过槽液循环泵1打入镀槽2。镀槽2设置溢流口,镀槽2内的槽液通过溢流口回到管理槽3。镀槽2和管理槽3之间的槽液循环量5次/小时。管理槽3内加入氧化剂和活性炭。
步骤S2:压滤机5通过隔膜泵4将管理槽3的槽液打入其中。压滤机5过滤管理槽3的槽液、污泥和大颗粒杂质,压滤机5卸泥时可将污泥外运处理。过滤完成的清液可通过隔膜泵4回管理槽3内。优选地,压滤机5为暗流式压滤机。压滤机5的滤布目数为150目。
步骤S3:管理槽3的槽液通入槽液浓缩回用设备6,槽液浓缩回用设备6通过负压蒸发槽液,槽液浓缩回用设备6控制负压-0.080MPa,蒸发温度控制在60℃。槽液经过槽液浓缩回用设备6提浓之后变为浓缩液,浓缩液通过槽液循环泵1打回镀槽2中。
实施例3:
步骤S1:电镀线上的镀槽2和管理槽3均和槽液循环泵1连通,管理槽3的槽液通过槽液循环泵1打入镀槽2。镀槽2设置溢流口,镀槽2内的槽液通过溢流口回到管理槽3。镀槽2和管理槽3之间的槽液循环量7次/小时。管理槽3内加入氧化剂和活性炭。
步骤S2:压滤机5通过隔膜泵4将管理槽3的槽液打入其中。压滤机5过滤管理槽3的槽液、污泥和大颗粒杂质,压滤机5卸泥时可将污泥外运处理。过滤完成的清液可通过隔膜泵4回管理槽3内。优选地,压滤机5为暗流式压滤机。压滤机5的滤布目数为300目。
步骤S3:管理槽3的槽液通入槽液浓缩回用设备6,槽液浓缩回用设备6通过负压蒸发槽液,槽液浓缩回用设备6控制负压-0.070MPa,蒸发温度控制在65℃。槽液经过槽液浓缩回用设备6提浓之后变为浓缩液,浓缩液通过槽液循环泵1打回镀槽2中。
本发明的工作原理如下:
电镀线上的镀槽2和管理槽3通过槽液循环泵1连通。管理槽3的槽液打入镀槽2,镀槽2设置溢流口,槽液通过溢流口溢流回到管理槽3,循环量≥3次/小时。压滤机5通过隔膜泵4将管理槽3内的槽液打入其中,压滤机5过滤槽液中的固废,保证槽液的清洁,污泥可委外处理,压滤机5过滤完成的清液可回管理槽3。
由于电镀产品中,钢件居多,所以镀槽2中有大量铁屑,镀槽2的pH值在5-6之间。由于铁屑的存在,镀槽2中大量都为Fe2+,而Fe2+沉降的pH值在8-9之间,因此管理槽3内需投加氧化剂,例如高锰酸钾,使Fe2+氧化成Fe3+,从而形成Fe(OH)3沉淀,Fe(OH)3沉淀通过压滤机5去除,Fe(OH)3沉降所需pH值为3-4。
管理槽3中还要投加活性炭,目的为了去除槽液中的油性有机物、COD等,因为油脂类的有机物会将压滤机5滤布过滤孔堵死,导致压滤机5的过滤效果变差,也会影响电镀产品镀层的质量。
由于产品经过镀槽2后的正常损耗和拖带,镀槽2中Zn2+浓度、电解液浓度、光亮剂浓度、柔软剂浓度和缓冲剂浓度会降低,需要外部投加药剂,使镀槽2中药剂浓度维持在一个稳定值才能保证镀件产品质量。
现将管理槽3中槽液通过槽液浓缩回用设备6,经过槽液浓缩回用设备6提浓之后打回镀槽2中,可大大减少往槽液中添加的药剂量,节约大量的药剂成本。
另外,槽液中的光亮剂和柔软剂在高温下易分解,槽液浓缩回用设备6为负压蒸发槽液,这样可以保证在蒸发时不破坏光亮剂和柔软剂,浓缩液补回到镀槽2时,药剂仍然能发挥作用。
图4为实施例1、实施例2和实施例3的参数控制表。如图4所示,对比实施例1、实施例2和实施例3可知,其中压滤机5的滤布选型有一定的要求,滤布目数太小,过滤流量大但过滤效果,起不到清洁作用;若滤布目数大,过滤效果好,但过滤流量小,达不到槽液清洁需求。综合实际选型,压滤机5的滤布目数为150目,清洁效果最佳。
同时,本领域技术人员已知,负压越低,温度越低,蒸发量越大,但实际上由于浓缩液饱和后,浓缩液组份变化,导致沸点上升,所以必须精确控制蒸发的负压与温度。槽液浓缩回用设备6控制负压在-0.085Mpa以上,蒸发温度控制在60℃,这样可以保证在蒸发时不破坏光亮剂和柔软剂,浓缩液补回到镀槽2时,药剂仍然能发挥作用。
以上描述是对本发明的解释,不是对发明的限定,本发明所限定的范围参见权利要求,在不违背本发明的基本结构的情况下,本发明可以作任何形式的修改。
Claims (3)
1.一种电镀槽液管理浓缩回用工艺,其特征在于包括以下步骤:
步骤S1:电镀线上的镀槽(2)和管理槽(3)均和槽液循环泵(1)连通,管理槽(3)的槽液通过槽液循环泵(1)打入镀槽(2);镀槽(2)设置溢流口,镀槽(2)内的槽液通过溢流口回到管理槽(3);镀槽(2)和管理槽(3)之间的槽液循环量≥3次/小时;
步骤S2:压滤机(5)通过隔膜泵(4)将管理槽(3)的槽液打入其中;压滤机(5)过滤管理槽(3)的槽液、污泥和大颗粒杂质;过滤完成的清液可通过隔膜泵(4)回管理槽(3)内;
步骤S3:管理槽(3)的槽液通入槽液浓缩回用设备(6),槽液浓缩回用设备(6)通过负压蒸发槽液,槽液经过槽液浓缩回用设备(6)提浓之后变为浓缩液,浓缩液通过槽液循环泵(1)打回镀槽(2)中;
在步骤S3中,所述槽液浓缩回用设备(6)包括加热器(61)、冷凝水罐(62)、蒸发器(63)、冷凝器(64)、进料泵(65)、强制循环泵(66)、出料泵(67)、负压泵(68)和真空泵(69);槽液通过第一管道连接所述进料泵(65)的入口;所述蒸发器(63)的第一入口和所述进料泵(65)的出口通过第二管道连接;所述蒸发器(63)的第二入口和所述加热器(61)的出口通过第三管道连接;所述加热器(61)的第一入口通入生蒸汽;所述加热器(61)的出口通出凝水;所述强制循环泵(66)包括第一通道口和第二通道口;所述第一通道口连通所述加热器(61)的底部;所述第二通道口连通所述蒸发器(63)的底部;所述出料泵(67)包括水平吸入口和垂直排出口,所述垂直排出口与槽液循环泵(1)连通;所述水平吸入口连通所述蒸发器(63)的底部;所述垂直排出口通过槽液循环泵(1)连通镀槽(2);所述冷凝器(64)和所述蒸发器(63)连通;所述冷凝器(64)内循环冷却水;所述冷凝器(64)的底部排水口和所述冷凝水罐(62)的入口连通;所述负压泵(68)的吸入口连接所述冷凝水罐(62)的出口;所述负压泵(68)的排出口排出漂洗用冷凝水;所述真空泵(69)的吸入口连通所述冷凝水罐(62)的顶部;所述真空泵(69)的排出口排出尾气;
在步骤S3中,槽液通过进料泵(65)打入加热器(61)中,通过蒸发器(63)的蒸汽加热槽液,在强制循环泵(66)的作用下和真空泵(69)的抽负压的作用下,使其在蒸发器(63)中实现汽液分离;沸腾蒸汽通过冷凝器(64),冷凝器(64)将蒸汽转化为液态进入冷凝水罐(62);槽液不断浓缩,通过监测蒸发器(63)中槽液浓度,当槽液浓缩到一定浓度,通过出料泵(67)的垂直排出口将浓缩液排出,通过槽液循环泵(1)打回镀槽(2)中,冷凝水罐(62)收集的冷凝水通过负压泵(68)打回多道漂洗槽中;
所述槽液浓缩回用设备(6)控制负压≥-0.085MPa,蒸发温度控制在55℃~65℃。
2.根据权利要求1所述的电镀槽液管理浓缩回用工艺,其特征在于:所述压滤机(5)为暗流式压滤机;所述压滤机(5)的滤布目数为100目~300目。
3.根据权利要求1所述的电镀槽液管理浓缩回用工艺,其特征在于:所述管理槽(3)内加入氧化剂和活性炭。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010698269.7A CN111690976B (zh) | 2020-07-20 | 2020-07-20 | 电镀槽液管理浓缩回用工艺 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010698269.7A CN111690976B (zh) | 2020-07-20 | 2020-07-20 | 电镀槽液管理浓缩回用工艺 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN111690976A CN111690976A (zh) | 2020-09-22 |
| CN111690976B true CN111690976B (zh) | 2022-08-19 |
Family
ID=72486399
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010698269.7A Active CN111690976B (zh) | 2020-07-20 | 2020-07-20 | 电镀槽液管理浓缩回用工艺 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111690976B (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI756118B (zh) * | 2021-04-26 | 2022-02-21 | 玉蓮企業股份有限公司 | 電鍍廢液回收處理系統及其回收處理方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN203034135U (zh) * | 2013-01-14 | 2013-07-03 | 无锡市星亿涂装环保设备有限公司 | 一种镀硬铬生产线铬酸循环回收处理系统 |
| CN105645489A (zh) * | 2015-12-30 | 2016-06-08 | 浙江重氏环境资源有限公司 | 一种电镀废水用减压蒸发浓缩回收处理新工艺 |
| CN108251886A (zh) * | 2016-12-28 | 2018-07-06 | 南京源泉环保科技股份有限公司 | 一种带有除杂功能的镀镍在线回用方法 |
| CN207376133U (zh) * | 2017-08-25 | 2018-05-18 | 林伯昌 | 一种硫酸镍电镀液回收装置 |
| CN210001948U (zh) * | 2019-06-04 | 2020-01-31 | 大连达利凯普科技有限公司 | 单层电容器用无氰镀金设备 |
| CN110067012B (zh) * | 2019-06-04 | 2023-05-12 | 大连达利凯普科技有限公司 | 单层电容器用无氰镀金设备 |
-
2020
- 2020-07-20 CN CN202010698269.7A patent/CN111690976B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN111690976A (zh) | 2020-09-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102642972B (zh) | 一种高浓度电镀废水的零排放处理方法 | |
| CN101786734A (zh) | 膜法处理含铜、镍等酸性废水处理工艺 | |
| CN111690976B (zh) | 电镀槽液管理浓缩回用工艺 | |
| CN102206020A (zh) | 钢铁企业全厂废水零排放综合处理工艺及系统 | |
| CN107055898A (zh) | 一种含铬废水处理及回收工艺 | |
| CN110436687A (zh) | 一种适合工业循环水的零排放系统和方法 | |
| CN212247265U (zh) | 电镀槽液浓缩回用处理装置 | |
| CN110143710A (zh) | 化成箔生产线废水回收利用方法 | |
| CN110818168A (zh) | 一种洗烟废水零排放技术处理系统及方法 | |
| CN100386475C (zh) | 电镀镍清洗水综合利用技术 | |
| CN207943968U (zh) | 一种用于金属表面酸洗产生的废酸液及酸洗废水资源化回收利用的系统 | |
| CN206692476U (zh) | 一种酸洗废水处理回用系统 | |
| CN108545870A (zh) | 一种塑胶电镀综合废水处理系统及其处理方法 | |
| CN215886594U (zh) | 一种循环冷却水排污水的回用处理装置 | |
| CN110921949B (zh) | 一种电镀废水资源化处理方法 | |
| CN213652071U (zh) | 一种含铜废水的管式微滤膜处理系统 | |
| CN210528686U (zh) | 铝业废水处理及回用系统 | |
| CN210419598U (zh) | 一种热镀锌槽废水处理装置 | |
| CN209815882U (zh) | 一种水性切削液处理回用系统 | |
| CN209039254U (zh) | 一种适合工业循环水的零排放系统 | |
| CN113968638A (zh) | 一种铜带清洗线研磨、冲洗水回用方法 | |
| KR0145396B1 (ko) | 도금시 발생되는 폐수 재활용 방법 및 그 장치 | |
| CN216106469U (zh) | 气浮分离系统及电镀废水零排放处理系统 | |
| CN219032382U (zh) | 一种不锈钢酸洗废混酸再生系统 | |
| CN115353245B (zh) | 一种金属表面处理废水回收利用及减量排放的方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |