CN1114527C - 成像片及包含此成像片的标签 - Google Patents
成像片及包含此成像片的标签 Download PDFInfo
- Publication number
- CN1114527C CN1114527C CN96108956A CN96108956A CN1114527C CN 1114527 C CN1114527 C CN 1114527C CN 96108956 A CN96108956 A CN 96108956A CN 96108956 A CN96108956 A CN 96108956A CN 1114527 C CN1114527 C CN 1114527C
- Authority
- CN
- China
- Prior art keywords
- photo
- label
- ink
- basic unit
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000011521 glass Substances 0.000 claims abstract description 50
- 239000000843 powder Substances 0.000 claims abstract description 43
- 239000000126 substance Substances 0.000 claims abstract description 22
- 239000010410 layer Substances 0.000 claims description 65
- 238000000034 method Methods 0.000 claims description 43
- 229920005989 resin Polymers 0.000 claims description 39
- 239000011347 resin Substances 0.000 claims description 39
- 238000007639 printing Methods 0.000 claims description 31
- 239000000428 dust Substances 0.000 claims description 29
- 239000000758 substrate Substances 0.000 claims description 25
- 239000000463 material Substances 0.000 claims description 21
- -1 polysiloxane Polymers 0.000 claims description 19
- 229920001577 copolymer Polymers 0.000 claims description 16
- 239000004820 Pressure-sensitive adhesive Substances 0.000 claims description 13
- 239000011230 binding agent Substances 0.000 claims description 12
- 230000008569 process Effects 0.000 claims description 11
- 238000000354 decomposition reaction Methods 0.000 claims description 8
- 229920001296 polysiloxane Polymers 0.000 claims description 7
- 150000001875 compounds Chemical class 0.000 claims description 6
- 238000005979 thermal decomposition reaction Methods 0.000 claims description 6
- 230000002708 enhancing effect Effects 0.000 claims description 5
- 230000004927 fusion Effects 0.000 claims description 5
- 238000003855 Adhesive Lamination Methods 0.000 claims description 3
- 239000011148 porous material Substances 0.000 claims description 3
- 229920002050 silicone resin Polymers 0.000 abstract description 23
- 239000012298 atmosphere Substances 0.000 abstract description 10
- 238000012546 transfer Methods 0.000 abstract description 9
- 239000003086 colorant Substances 0.000 abstract description 3
- 238000002844 melting Methods 0.000 abstract description 3
- 229920000058 polyacrylate Polymers 0.000 abstract description 3
- 238000007493 shaping process Methods 0.000 abstract description 3
- 239000000853 adhesive Substances 0.000 description 33
- 230000001070 adhesive effect Effects 0.000 description 33
- 238000001354 calcination Methods 0.000 description 30
- 238000010438 heat treatment Methods 0.000 description 16
- 125000006850 spacer group Chemical group 0.000 description 13
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 12
- 239000003795 chemical substances by application Substances 0.000 description 12
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 8
- 238000003384 imaging method Methods 0.000 description 8
- 229910052751 metal Inorganic materials 0.000 description 8
- 239000002184 metal Substances 0.000 description 8
- 239000004744 fabric Substances 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 7
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 6
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 6
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 6
- 239000000919 ceramic Substances 0.000 description 6
- 230000014509 gene expression Effects 0.000 description 6
- 229910021645 metal ion Inorganic materials 0.000 description 6
- 239000000243 solution Substances 0.000 description 6
- 239000001993 wax Substances 0.000 description 6
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 5
- 238000005253 cladding Methods 0.000 description 5
- 229920001971 elastomer Polymers 0.000 description 5
- HTUMBQDCCIXGCV-UHFFFAOYSA-N lead oxide Chemical compound [O-2].[Pb+2] HTUMBQDCCIXGCV-UHFFFAOYSA-N 0.000 description 5
- YEXPOXQUZXUXJW-UHFFFAOYSA-N lead(II) oxide Inorganic materials [Pb]=O YEXPOXQUZXUXJW-UHFFFAOYSA-N 0.000 description 5
- 229920006389 polyphenyl polymer Polymers 0.000 description 5
- 239000005060 rubber Substances 0.000 description 5
- 238000002849 thermal shift Methods 0.000 description 5
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 4
- KRHYYFGTRYWZRS-UHFFFAOYSA-N Fluorane Chemical compound F KRHYYFGTRYWZRS-UHFFFAOYSA-N 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- 239000004902 Softening Agent Substances 0.000 description 4
- 239000007864 aqueous solution Substances 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- 239000007767 bonding agent Substances 0.000 description 4
- 239000011651 chromium Substances 0.000 description 4
- 239000006185 dispersion Substances 0.000 description 4
- 239000000835 fiber Substances 0.000 description 4
- AMWRITDGCCNYAT-UHFFFAOYSA-L hydroxy(oxo)manganese;manganese Chemical compound [Mn].O[Mn]=O.O[Mn]=O AMWRITDGCCNYAT-UHFFFAOYSA-L 0.000 description 4
- 239000004745 nonwoven fabric Substances 0.000 description 4
- 239000003960 organic solvent Substances 0.000 description 4
- 239000002904 solvent Substances 0.000 description 4
- 238000007669 thermal treatment Methods 0.000 description 4
- 239000008096 xylene Substances 0.000 description 4
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- PNEYBMLMFCGWSK-UHFFFAOYSA-N Alumina Chemical compound [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 3
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 3
- 239000004952 Polyamide Substances 0.000 description 3
- 229910004298 SiO 2 Inorganic materials 0.000 description 3
- WGLPBDUCMAPZCE-UHFFFAOYSA-N Trioxochromium Chemical compound O=[Cr](=O)=O WGLPBDUCMAPZCE-UHFFFAOYSA-N 0.000 description 3
- 238000013459 approach Methods 0.000 description 3
- 229910052804 chromium Inorganic materials 0.000 description 3
- 229910000423 chromium oxide Inorganic materials 0.000 description 3
- 229910000428 cobalt oxide Inorganic materials 0.000 description 3
- IVMYJDGYRUAWML-UHFFFAOYSA-N cobalt(ii) oxide Chemical compound [Co]=O IVMYJDGYRUAWML-UHFFFAOYSA-N 0.000 description 3
- 239000010949 copper Substances 0.000 description 3
- 210000003298 dental enamel Anatomy 0.000 description 3
- KPUWHANPEXNPJT-UHFFFAOYSA-N disiloxane Chemical class [SiH3]O[SiH3] KPUWHANPEXNPJT-UHFFFAOYSA-N 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 229910052742 iron Inorganic materials 0.000 description 3
- 239000005355 lead glass Substances 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 239000002075 main ingredient Substances 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 239000012188 paraffin wax Substances 0.000 description 3
- 229920002647 polyamide Polymers 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 229920006267 polyester film Polymers 0.000 description 3
- 229920002451 polyvinyl alcohol Polymers 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 238000007790 scraping Methods 0.000 description 3
- 235000011121 sodium hydroxide Nutrition 0.000 description 3
- 238000003892 spreading Methods 0.000 description 3
- 230000007480 spreading Effects 0.000 description 3
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 2
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 2
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 2
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 2
- 239000004372 Polyvinyl alcohol Substances 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 2
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 239000002671 adjuvant Substances 0.000 description 2
- 239000004411 aluminium Substances 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 238000000498 ball milling Methods 0.000 description 2
- 239000002585 base Substances 0.000 description 2
- 239000005388 borosilicate glass Substances 0.000 description 2
- 125000000484 butyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 2
- 239000004568 cement Substances 0.000 description 2
- 239000010941 cobalt Substances 0.000 description 2
- 229910017052 cobalt Inorganic materials 0.000 description 2
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000003989 dielectric material Substances 0.000 description 2
- 238000005530 etching Methods 0.000 description 2
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 2
- 239000001023 inorganic pigment Substances 0.000 description 2
- WPBNNNQJVZRUHP-UHFFFAOYSA-L manganese(2+);methyl n-[[2-(methoxycarbonylcarbamothioylamino)phenyl]carbamothioyl]carbamate;n-[2-(sulfidocarbothioylamino)ethyl]carbamodithioate Chemical compound [Mn+2].[S-]C(=S)NCCNC([S-])=S.COC(=O)NC(=S)NC1=CC=CC=C1NC(=S)NC(=O)OC WPBNNNQJVZRUHP-UHFFFAOYSA-L 0.000 description 2
- 239000010445 mica Substances 0.000 description 2
- 229910052618 mica group Inorganic materials 0.000 description 2
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical class CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 2
- 125000000962 organic group Chemical group 0.000 description 2
- 239000003208 petroleum Substances 0.000 description 2
- 239000000049 pigment Substances 0.000 description 2
- 229920002401 polyacrylamide Polymers 0.000 description 2
- 229920001721 polyimide Polymers 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 229920000036 polyvinylpyrrolidone Polymers 0.000 description 2
- 239000001267 polyvinylpyrrolidone Substances 0.000 description 2
- 235000013855 polyvinylpyrrolidone Nutrition 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- 235000012239 silicon dioxide Nutrition 0.000 description 2
- 238000005728 strengthening Methods 0.000 description 2
- 239000004408 titanium dioxide Substances 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 229910052726 zirconium Inorganic materials 0.000 description 2
- KPAPHODVWOVUJL-UHFFFAOYSA-N 1-benzofuran;1h-indene Chemical compound C1=CC=C2CC=CC2=C1.C1=CC=C2OC=CC2=C1 KPAPHODVWOVUJL-UHFFFAOYSA-N 0.000 description 1
- OAYXUHPQHDHDDZ-UHFFFAOYSA-N 2-(2-butoxyethoxy)ethanol Chemical compound CCCCOCCOCCO OAYXUHPQHDHDDZ-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- POAOYUHQDCAZBD-UHFFFAOYSA-N 2-butoxyethanol Chemical compound CCCCOCCO POAOYUHQDCAZBD-UHFFFAOYSA-N 0.000 description 1
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 1
- RZVAJINKPMORJF-UHFFFAOYSA-N Acetaminophen Chemical compound CC(=O)NC1=CC=C(O)C=C1 RZVAJINKPMORJF-UHFFFAOYSA-N 0.000 description 1
- QTBSBXVTEAMEQO-UHFFFAOYSA-M Acetate Chemical compound CC([O-])=O QTBSBXVTEAMEQO-UHFFFAOYSA-M 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 1
- SOGAXMICEFXMKE-UHFFFAOYSA-N Butylmethacrylate Chemical compound CCCCOC(=O)C(C)=C SOGAXMICEFXMKE-UHFFFAOYSA-N 0.000 description 1
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-L Carbonate Chemical compound [O-]C([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-L 0.000 description 1
- 229910000684 Cobalt-chrome Inorganic materials 0.000 description 1
- 229920004934 Dacron® Polymers 0.000 description 1
- 235000004418 Durio kutejensis Nutrition 0.000 description 1
- 240000002669 Durio kutejensis Species 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- VTLYFUHAOXGGBS-UHFFFAOYSA-N Fe3+ Chemical compound [Fe+3] VTLYFUHAOXGGBS-UHFFFAOYSA-N 0.000 description 1
- 244000043261 Hevea brasiliensis Species 0.000 description 1
- 239000013032 Hydrocarbon resin Substances 0.000 description 1
- WAEMQWOKJMHJLA-UHFFFAOYSA-N Manganese(2+) Chemical compound [Mn+2] WAEMQWOKJMHJLA-UHFFFAOYSA-N 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- NTIZESTWPVYFNL-UHFFFAOYSA-N Methyl isobutyl ketone Chemical compound CC(C)CC(C)=O NTIZESTWPVYFNL-UHFFFAOYSA-N 0.000 description 1
- 229910002651 NO3 Inorganic materials 0.000 description 1
- NHNBFGGVMKEFGY-UHFFFAOYSA-N Nitrate Chemical compound [O-][N+]([O-])=O NHNBFGGVMKEFGY-UHFFFAOYSA-N 0.000 description 1
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 description 1
- 235000003140 Panax quinquefolius Nutrition 0.000 description 1
- 240000005373 Panax quinquefolius Species 0.000 description 1
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 235000019484 Rapeseed oil Nutrition 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 1
- BUGBHKTXTAQXES-UHFFFAOYSA-N Selenium Chemical compound [Se] BUGBHKTXTAQXES-UHFFFAOYSA-N 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- 229920006387 Vinylite Polymers 0.000 description 1
- GUZXEOPPTQGKRN-UHFFFAOYSA-N [Co]=O.[O-2].[Cr+3].[O-2].[O-2].[Cr+3] Chemical compound [Co]=O.[O-2].[Cr+3].[O-2].[O-2].[Cr+3] GUZXEOPPTQGKRN-UHFFFAOYSA-N 0.000 description 1
- WAIPAZQMEIHHTJ-UHFFFAOYSA-N [Cr].[Co] Chemical compound [Cr].[Co] WAIPAZQMEIHHTJ-UHFFFAOYSA-N 0.000 description 1
- RHBRWKIPYGZNMP-UHFFFAOYSA-N [O--].[O--].[O--].[Al+3].[Cr+3] Chemical compound [O--].[O--].[O--].[Al+3].[Cr+3] RHBRWKIPYGZNMP-UHFFFAOYSA-N 0.000 description 1
- SMWBYMCBJUJHDP-UHFFFAOYSA-N [O-2].[Al+3].[O-2].[Mn+2] Chemical compound [O-2].[Al+3].[O-2].[Mn+2] SMWBYMCBJUJHDP-UHFFFAOYSA-N 0.000 description 1
- WQHONKDTTOGZPR-UHFFFAOYSA-N [O-2].[O-2].[Mn+2].[Fe+2] Chemical compound [O-2].[O-2].[Mn+2].[Fe+2] WQHONKDTTOGZPR-UHFFFAOYSA-N 0.000 description 1
- KYLGRUHAOGSUHI-UHFFFAOYSA-N [O-2].[O-2].[O-2].[O-2].O.O.[V+5].[Cr+3] Chemical compound [O-2].[O-2].[O-2].[O-2].O.O.[V+5].[Cr+3] KYLGRUHAOGSUHI-UHFFFAOYSA-N 0.000 description 1
- VIXRAKMTKJRXMR-UHFFFAOYSA-L [O-]S([O-])(=O)=O.OS(O)(=O)=O.[SeH2].[Cd+2] Chemical compound [O-]S([O-])(=O)=O.OS(O)(=O)=O.[SeH2].[Cd+2] VIXRAKMTKJRXMR-UHFFFAOYSA-L 0.000 description 1
- YLWQDNXNEJTFFZ-UHFFFAOYSA-N [Pr].[Si].[Zr] Chemical compound [Pr].[Si].[Zr] YLWQDNXNEJTFFZ-UHFFFAOYSA-N 0.000 description 1
- ATGLZGGYYRAGGV-UHFFFAOYSA-N [Sb].[Ti].[Cr] Chemical compound [Sb].[Ti].[Cr] ATGLZGGYYRAGGV-UHFFFAOYSA-N 0.000 description 1
- DEEQPZOJZBJNDS-UHFFFAOYSA-N [Sn+2]=O.[O-2].[Cr+3] Chemical compound [Sn+2]=O.[O-2].[Cr+3] DEEQPZOJZBJNDS-UHFFFAOYSA-N 0.000 description 1
- WNMKSPOOQSCFMI-UHFFFAOYSA-N [Zr].[Si].[Fe] Chemical compound [Zr].[Si].[Fe] WNMKSPOOQSCFMI-UHFFFAOYSA-N 0.000 description 1
- 229920006243 acrylic copolymer Polymers 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 239000012670 alkaline solution Substances 0.000 description 1
- 229920000180 alkyd Polymers 0.000 description 1
- 125000002947 alkylene group Chemical group 0.000 description 1
- 150000001408 amides Chemical class 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 230000003712 anti-aging effect Effects 0.000 description 1
- 229910001439 antimony ion Inorganic materials 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 229920005549 butyl rubber Polymers 0.000 description 1
- 239000011575 calcium Substances 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- BRPQOXSCLDDYGP-UHFFFAOYSA-N calcium oxide Chemical compound [O-2].[Ca+2] BRPQOXSCLDDYGP-UHFFFAOYSA-N 0.000 description 1
- 239000000292 calcium oxide Substances 0.000 description 1
- ODINCKMPIJJUCX-UHFFFAOYSA-N calcium oxide Inorganic materials [Ca]=O ODINCKMPIJJUCX-UHFFFAOYSA-N 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 238000003763 carbonization Methods 0.000 description 1
- 239000004203 carnauba wax Substances 0.000 description 1
- 230000000739 chaotic effect Effects 0.000 description 1
- ZCDOYSPFYFSLEW-UHFFFAOYSA-N chromate(2-) Chemical compound [O-][Cr]([O-])(=O)=O ZCDOYSPFYFSLEW-UHFFFAOYSA-N 0.000 description 1
- 229910001430 chromium ion Inorganic materials 0.000 description 1
- 229920006026 co-polymeric resin Polymers 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 229910001429 cobalt ion Inorganic materials 0.000 description 1
- XLJKHNWPARRRJB-UHFFFAOYSA-N cobalt(2+) Chemical compound [Co+2] XLJKHNWPARRRJB-UHFFFAOYSA-N 0.000 description 1
- 239000010952 cobalt-chrome Substances 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 239000004567 concrete Substances 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 229910001431 copper ion Inorganic materials 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 239000013530 defoamer Substances 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- FPAFDBFIGPHWGO-UHFFFAOYSA-N dioxosilane;oxomagnesium;hydrate Chemical compound O.[Mg]=O.[Mg]=O.[Mg]=O.O=[Si]=O.O=[Si]=O.O=[Si]=O.O=[Si]=O FPAFDBFIGPHWGO-UHFFFAOYSA-N 0.000 description 1
- 210000001951 dura mater Anatomy 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 229920006332 epoxy adhesive Polymers 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 125000005670 ethenylalkyl group Chemical group 0.000 description 1
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 229910001447 ferric ion Inorganic materials 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000005357 flat glass Substances 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 229920006270 hydrocarbon resin Polymers 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000001802 infusion Methods 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 239000012784 inorganic fiber Substances 0.000 description 1
- 229910000765 intermetallic Inorganic materials 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 229910001437 manganese ion Inorganic materials 0.000 description 1
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- 239000002480 mineral oil Substances 0.000 description 1
- 235000010446 mineral oil Nutrition 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229920003052 natural elastomer Polymers 0.000 description 1
- 229920001194 natural rubber Polymers 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 235000019198 oils Nutrition 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 235000011837 pasties Nutrition 0.000 description 1
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 1
- 229920002432 poly(vinyl methyl ether) polymer Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920000151 polyglycol Polymers 0.000 description 1
- 239000010695 polyglycol Substances 0.000 description 1
- 229920001195 polyisoprene Polymers 0.000 description 1
- 229920005862 polyol Polymers 0.000 description 1
- 150000003077 polyols Chemical class 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 125000001436 propyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 239000005297 pyrex Substances 0.000 description 1
- 238000011002 quantification Methods 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 239000011669 selenium Substances 0.000 description 1
- 229910052711 selenium Inorganic materials 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 229920002545 silicone oil Polymers 0.000 description 1
- 238000002791 soaking Methods 0.000 description 1
- 239000005361 soda-lime glass Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 229920000468 styrene butadiene styrene block copolymer Polymers 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 239000005061 synthetic rubber Substances 0.000 description 1
- 150000003505 terpenes Chemical class 0.000 description 1
- 235000007586 terpenes Nutrition 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 239000002562 thickening agent Substances 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 1
- 239000010913 used oil Substances 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- GPPXJZIENCGNKB-UHFFFAOYSA-N vanadium Chemical compound [V]#[V] GPPXJZIENCGNKB-UHFFFAOYSA-N 0.000 description 1
- 229910001935 vanadium oxide Inorganic materials 0.000 description 1
- 229940099259 vaseline Drugs 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 229920003169 water-soluble polymer Polymers 0.000 description 1
- RNWHGQJWIACOKP-UHFFFAOYSA-N zinc;oxygen(2-) Chemical compound [O-2].[Zn+2] RNWHGQJWIACOKP-UHFFFAOYSA-N 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/45—Coating or impregnating, e.g. injection in masonry, partial coating of green or fired ceramics, organic coating compositions for adhering together two concrete elements
- C04B41/4505—Coating or impregnating, e.g. injection in masonry, partial coating of green or fired ceramics, organic coating compositions for adhering together two concrete elements characterised by the method of application
- C04B41/4511—Coating or impregnating, e.g. injection in masonry, partial coating of green or fired ceramics, organic coating compositions for adhering together two concrete elements characterised by the method of application using temporarily supports, e.g. decalcomania transfers or mould surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/16—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like
- B44C1/165—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like for decalcomanias; sheet material therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/16—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like
- B44C1/165—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like for decalcomanias; sheet material therefor
- B44C1/17—Dry transfer
- B44C1/1712—Decalcomanias applied under heat and pressure, e.g. provided with a heat activable adhesive
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S428/00—Stock material or miscellaneous articles
- Y10S428/913—Material designed to be responsive to temperature, light, moisture
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/24851—Intermediate layer is discontinuous or differential
- Y10T428/24868—Translucent outer layer
- Y10T428/24876—Intermediate layer contains particulate material [e.g., pigment, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
- Y10T428/249953—Composite having voids in a component [e.g., porous, cellular, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2982—Particulate matter [e.g., sphere, flake, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31652—Of asbestos
- Y10T428/31663—As siloxane, silicone or silane
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Laminated Bodies (AREA)
- Printing Methods (AREA)
- Decoration By Transfer Pictures (AREA)
Abstract
提供了一种成像片或标签,它是如此柔软以致可便利地形成图形,它能为被标产品提供耐热或耐化学性图形,而且不经灼烧处理而能用于高温气氛。此成像片或标签包含基层和油墨接受层的粘合复合物,而此基层是通过用低温可分解丙烯酸聚合物将低熔玻璃粉成形为片形而制得的,此油墨接受层是由含有无机粉末的聚硅氧烷树脂层制成的。此外,提供了一种新颖标签,它具有由含无机着色剂的油墨制成的转移图形,而转移图形形成在成像片的油墨接受层上。
Description
技术领域
本发明涉及适用于形成鉴别标签或类似物的成像片,这种鉴别标签或类似物显示高的隐蔽能力,高的反射度及优异的耐化学性,而且不经灼烧处理而能用于高温气氛。本发明也涉及在这种成像片上形成的含有图像的标签。
背景技术
工业趋势是以较小数额生产较多类型的产品,在这种趋势中,作为一种能简单地用于控制由耐热塑料、金属、玻璃、烧瓷等制成的成品、半成品和部件的标签,已经知道有一种标签,它是用含玻璃粉的油墨使成像片形成图形而制得的,而这种成像片是将带有热可分解有机连结料的玻璃粉进行成形而制成的。将此标签暂时粘到被标的产品上,然后进行灼烧以形成已灼烧图形。
此标签是如此柔软,以至便利地被成像。当标签灼烧时,已灼烧图形能固着在被标产品上。因此,能克服用烧瓷、金属、磁化体等制造的常用基片塑标签所有的缺点。例如,这些常用基片型标签因为其刚性不能用于曲的表面上。此外,这些常用的基片型标签因为难于在原处成像,故它们不能被便利地形成。此外,这些常用的基片型标签不能按所需的以多品种供应,以便在上述工业趋势中对以较少数量生产的较多类产品进行单一部件的控制还有,这些常用的基片型标签因为它们必须用螺丝进行固定因而不能容易地固定。
然而,上述常用标签的缺点是,在达到成像片的耐候性和耐热性的同时,含在形成图形的油墨中的玻璃粉必须进行灼烧以固定图形。此外,当此片灼烧时,含在片中的有机组份被部分碳化,引起能降低与产品或图形的对比度的隐蔽力的变化。此外,若大量使用低熔点玻璃如铅玻璃以便在低温下灼烧,则已形成图像的油墨易于洗脱,当浸于化学品例如热碱溶液或强酸溶液中时,这引起失效的或混乱的图形。因而这使得不可能提供可在低温灼烧的具有优异耐化学性的标签。
发明内容
因此,本发明的一个目的是提供一种成像片它是如此柔软因而能便利地成像,它能为被标产品提供耐热性或耐化学性,而且也能不经灼烧处理而用于高温气氛。
本发明的另一目的是提供包含此成像片的标签。
本发明提供一种包含基层和油墨接受层的粘结层压物的成像片,基层是用低温可分解丙烯酸聚合物使低熔点玻璃粉在片上成形而制得的,而油墨接收层由含有无机粉末的硅氧烷树脂层制成。
本发明也提供一种包含由含无机着色剂的油墨制成的转移图形的标签,而转移图形形成在此片的油墨接受层上。
在本发明中,可以得到一种成像片或标签,它是如此柔软,以致可以与任何曲的表面相接触,它可以用各种方法如蚀刻法,打孔法,热转移法和打印法便利地用鉴别图形进行成形或标记,它可以甚至在采用热转移法或类似方法时也牢固粘上油墨,生成具有优异粘合性的图形,而且它可以不经灼烧而使用。此外,本发明的成像片或标签可暂时粘到被标产品上,然后置于加热气氛中,因而它能进行相应于灼烧的处理,因此,在使用之前不必灼烧此片或标签。
此外,如上所述,因为可避免灼烧故本发明的标签对于引起变色的碳化是不能容许的。因此,本发明的标签能维持高隐蔽能力和良好的反射度以防止图形对比度的降低,本发明的标签比含大量铅玻璃的低熔玻璃具有更高抗热碱和抗强酸的性能。本发明的标签在粘合剂层的热分解过程中当加热至低温时,通过含在基层的玻璃粉和在油墨接受层的聚硅氧烷树脂而牢固粘到被标产品上。如此形成的图形显示优异的耐热性,耐候性,耐化学性,强度,隐蔽能力和对比度。
附图说明
为了实施例并为了作更清楚的描述,参考了附图,在其中:
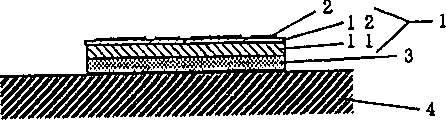
图1是说明根据本发明标签的实例的横载面图;
图2是说明根据本发明成像片实例的横截面图;
图3是说明根据本发明成像片的另一实例的横截面图;以及
图4是说明根据本发明成像片的再一个实例的横截面图,其中参考数字1表示成像片,参考数字2表示图形层,参考数字3表示压敏粘合剂层,参考数字4表示被标产品,参考数字11表示基层,参考数字12表示油墨接受层,参考数字13表示增强基片,参考数字14表示细贯穿孔,而参考数字31表示点状压敏粘合剂层。
具体实施方式
本发明的成像片包含基层与油墨接受层的粘结层压物,基层通过用低温可分解丙烯酸聚合物使低熔玻璃粉成形而制得,而油墨接受层由含无机粉末的聚硅氧烷树脂制成。本发明成像片的实例示于图1。分别以参考数字1,11,12来表示的是成像片,基层及油墨接受层,参考数字2,3和4所表示的分别是图形层,也可提供的压敏粘合剂层和被标产品。因此,图1表示的是暂时粘到处于标签形状的产品的本发明成像片的实例。
成像片可以以包括基层及油墨接受层的粘合层压物的片形而提供,因此,成像片可以做成任何合适形状。这种形状的例子包括基层和油墨层的双层形(图1),以及包括被增强基片13所增强的基层11和粘合剂层的复合形,如图2所示。
上述的复合形可通过在增强基片上提供基层而形成,如图2所示。或者,复合形也可以通用基层形成材料浸渍增强基片而形成。可使用的这种增强基片的例子包括合适材料例如涂树脂层,膜,无机片(如玻璃),及有机或无机纤维,布,无纺布,金属箔或网。
由于因灼烧产生的分解气体的挥发性及所得标签的平滑性,可优选使用多孔增强基片,例如多孔膜,纤维布和无纺布。增强基片可以用在热处理时能热分解的材料来制,例如由聚酯,聚酰亚胺,氟树脂,聚酰受胺等制的聚合物,或热处理时不发生热分解的材料如玻璃,陶瓷和金属。
此基层可通过用低温可分解丙烯酸聚合物将低熔玻璃粉成形而制得。可使用的玻璃粉是在低于加热气氛的温度下可以软化或熔化的玻璃粉,在这一加热气氛中将被标签暂时粘上的产品放入,使标签粘合到被标的产品上。基层帮助标签通过熔融玻璃粉而粘到产品上,帮助油墨接受层的固定。因此,可使用的玻璃粉包括合适材料,这取决于加热气氛的温度。通常使用软化点为320-500℃(在107泊)的材料如铅玻璃和氧化铅含量高的硼硅玻璃。
可用的丙烯酸聚合物包含有一种可在低于所合用的玻璃粉熔化温度下分解的合适材料。通常,能在低于玻璃粉熔化温度50°或更多,优选低于70℃或更多的温度下熔化,并能在250℃至450℃完成分解的丙烯酸聚合物,可以使用。这种丙烯酸聚合物的优选例子包括由甲基丙烯酸的烷基酯作为组分而制得的甲基丙烯酸酯聚合物。
为了在热处理时维持强度基层还可含有硅氧烷树脂。被加至基层的硅氧烷树脂的数量,由加热温度及标签所需强度来适合地预先确定,但通常不大于100重量份,优选不大于50重量份更优选为1至20重量份(以所用丙烯酸聚合物为100重量份计)。
加至基层的硅氧烷树脂是具有适当耐热性的硅氧烷树脂,例如结合下述油墨接受层所说明的那些。通常,取决于标签的加热温度,可使用直链型硅氧烷树脂例如聚苯基甲基硅氧烷。在特别需要耐热性的场合下,可使用梯形硅氧烷树脂。
油墨接受层可以是硅氧烷树脂层的形状,含有无机粉末。硅氧烷树脂层还可含有其他的由低温可分解树脂制成的有机粘结剂这种可用的硅氧烷树脂是在加热时例如加热到200℃温度时会发生分解或缩合,生成固化产物(此产物最后转变为二氧化硅)。这种硅氧烷树脂可提供具有优异耐热性的油墨接受层。
因此,可用适当的满足上述条件的硅氧烷树脂作为硅氧烷树脂,硅氧烷树脂的例子包括含有结构单元为例如R3SiO,R3SiO1/2,R2SiO2,R2SiO,RSiO2,SiO2和RSiO3/2(式中R代表有机基例如脂烃基(如甲基,乙基,丙基),芳烃基(如苯基),或烯烃基(如乙烯基),或可水解基如羟基)的硅氧烷树脂,以及用醇酸,苯酚,密胺,环氧,聚酯,丙烯酸,聚氨酯等改性的硅氧烷树脂。
这种硅氧烷树脂的优选例子包括聚有机硅氧如聚甲基硅氧烷和聚苯基甲基硅氧烷。在这些聚有机硅氧烷中,优选的是能形成图形维持能力好和柔软性好的膜的那一种,特别是含有可水解基团和羟基的那种,在标签被置于高达500℃高温的场合,热损失小和收缩小的聚甲基硅氧烷是特别优选的。
无机粉末加至油墨接受层的目的是提高油墨接受层的耐热性(高至800℃),并提供带有背景色彩的标签。因此,可以使用一种或多种合适材料例如金属粉和陶瓷粉。无机粉末的粒径一般为等于或小于50μm,优选为0.05-20μm,但本发明不受此限制,无机粉末优越地连接到母片例如云母上,生成片粉,后者然后被加至油墨接受层中以提其隐蔽能力及反射度。
在这里一般使用的无机粉末的例子包括白色物质例如二氧化硅,氧化钛,氧化铝,氧化锌,氧化锆,氧化钙和云母。无机粉末的其他例子包括在低于标签的热处理温度下能被氧化,转化为氧化型白色陶瓷的金属化合物,如碳酸盐,硝酸盐和硫酸盐。从对比度的观点看,在生成鉴别标签的场合,常使用包含白色无机粉末的白色油墨接受层。
其他颜色体系无机粉末的代表性例子包括含金属离子如铁,铜,金,铬和硒离子的红色物质(如氧化锰-氧化铝,氧化铬-氧化锡,氧化铁,硫酸镉-硫酸硒),含金属离子如锰,钴,铜和铁离子的蓝色物质(如氧化钴,氧化锆-氧化钒,氧化铬-五氧化二钒),以及含金属离子如铁,铜,锰,铬和钴离子的黑色物质(如氧化铬-氧化钴,氧化铁-氧化锰,铬酸盐和高锰酸盐)。
其他颜色体系无机粉末的另外的例子包括含金属离子如钒,锡,锆,铬,钛和锑离子的黄色物质(如锆-硅-镨,钒-锡,铬-钛-锑),含金属离子例如铬,铝,钴和钙离的绿色物质(如氧化铬,钴-铬,氧化铝-铬),以及含金属离子例如铁,硅,锆,铝和锰离子的玖瑰色物质(如铝-锰,铁-硅-锆)。
包含基层与油墨接受层的粘结层压物的成像片的形成,可采用包括下述步骤的制法来进行:在球磨机或类似物中,将一种或多种玻璃粉和丙烯酸聚合物与有机溶剂混合;用合适的方法把此混合物铺展在支持物和增强基片和隔离物(如果必要)上以形成基层;然后,将由一种或多种无机粉末和硅氧烷树脂与有机溶剂混合而制得的混合物,用合适方法铺展在基层上以形成油墨接受层。
在上述制法中,玻璃粉与丙烯酸聚合物(基层)的混合比例,以及无机粉末与硅氧烷树脂(油墨接受层)的混合比例,可以合适地根据成像片的操作性及标签的强度和隐蔽能力而决定,通常,丙烯酸聚合物或硅氧烷树脂的用量为20至300重量份,优选为50至150重量份(以100重量份玻璃粉或无机粉末计。
可用一种合适的有机溶剂作为制备混合物的有机溶剂。通常,甲苯,二甲苯,丁基卡必醇,醋酸乙酯,丁基溶纤剂,甲基乙基甲酮,甲基异丁基甲酮等等可以使用。从覆盖性的观点看,均匀地制备的混合物的固含量浓度优选为5-85%重量,虽然不受此限制。在制备此化合物的过程中,必要时可往此混合物中加入合适的添加剂如分散剂,增塑剂及燃烧改进剂。
把混合物在支持物上铺展优选采用对膜厚等具有良好控制能力的方法如刮刀涂覆法或照相凹板辊涂法来进行。这种铺展法优选采用消泡剂或类似物来实现,这样,如此铺展的层是彻底消了泡的,浸有泡沫留在其中。合适地决定如此形成的成像片特别是基层的厚度,但通常是从10μm到5mm,特别是从20至200μm。如果成像片的厚度小于10μm,则此片缺少强度。作为对比,如果成像片的厚度超过5mm,则在热处理过程中此片易于裂开。从油墨图形的固定能力的观点看,油墨接受层的厚度优选不小于1μm,更优选为自3μm至1mm,虽然本发明不受此限制。
成像片可以取合适形状,例如为了加热时分解气体的平稳挥发,此片可以是开孔状。例如,如果用于暂时粘合的粘合剂层被加热至高于200℃,则它产生一种分解气体,此气体使成像片膨胀,需要对策。
开孔成像片的例子包括开孔形,它是用打孔法或类似方法在成像片1上制造细的贯穿孔14而获得的,如图3所示,例子也包括多孔基片形,它是用合适方法例如加入纺布,无纺布或其中具有众多细孔的金属箔或膜作为增强基片而制得的。
其他有效途径是加入一种脱气剂,后者是用其熔化温度比成像片基层中所用玻璃粉的高的无机粉末制造的。可以使用的无机粉末是参考油墨接受片所说明的那些无机粉末。一种替代性的有效途径是安排粘合剂层使之呈小孔状,这样在粘合剂层的一侧形成一通道。在这种安排中,更优选的是成像片是多孔的。图4说明的是含有安排成小孔状压敏粘合剂层31的成像片1。
或者,成像片可制成具有排出分解气体用的小孔,方法是在形成成像片时在基层或油墨接受层中加入低温可分解树脂。在这种安排中,在硅氧烷树脂进行热处理而变成硬膜之前,低温可分解树脂分解掉,生成多孔层。随后生成的分解气体通过这些小孔缓慢挥发。因此,为了把构成压敏粘合剂层的有机组份分解产生的气挥发掉的目的,优选使用可在低于构成压敏粘合剂层的有机组份的温度下分解的低温可分解树脂。
这种优选使用的低温可分解树脂是也可用作无机粉末粘结剂的树脂。这种低温可分解树脂的例子包括烃树脂,乙烯基树脂,苯乙烯树脂,缩乙醛树脂,缩丁醛树脂,丙烯酸树脂,聚酯树脂,聚氨酯树脂,纤维素树脂及纤维树脂。在这些低温可分解树脂中,特别优选的是丙烯酸树脂。被加到基层或油墨接受层中的低温可分解树脂的数量通常为不大于主要粘结剂组分例如硅氧烷树脂的50%重量。此低温可分解树脂可以固态例如粉末形成加入。
本发明的成像片优选如下使用。较详细地说,在被标产品曝露于约等于或低于500℃高温的气氛之前,将形状为已成形标签形状的本发明成像片暂时粘到被标产品上。在这一制法中,成像片或标签可以也可以不预先灼烧。
在使用未灼烧成像片或标签时,当暂时粘有片或标签的产品放在加热气氛中时,有机组分解,挥发,渗入到基层的玻璃粉中或油墨接受层的已固化硅氧烷树脂中,然后粘合到被标记的产物上,因此,本发明的成像片也可用作粘合剂把被粘物粘到被粘产品上。在一定程度的详细描述中,被粘物被暂时粘到成像片上,然后被加热,使被粘物通过基片中的热处理过的材料,被粘合到产品上。
此成像片也可包括加至其中的压敏粘合剂层,以提高其对被标产物的粘合性,此粘合剂层可在适当阶段被提供,直到已暂时粘有成像片的产品被进行热处理为止,因此,可在成像片成像之前或之后提供粘合剂层。
粘合剂层可用对被标产品具有暂时粘合性的合适有机或无机粘合物质来形成,这种所用粘合物质是一种合适物质,它取决于加热温度或其他条件,这种粘合物质的例子包括无机粘合剂如硅酸盐粘合剂,聚硅氧烷粘合剂,橡胶粘合剂,丙烯酸粘合剂,乙烯基烷基醚粘合剂,及环氧粘合剂。
当涉及加热至温度高于400℃时,优选使用能在200至300℃的相对低温下分解掉的有机粘合剂,特别是橡胶粘合剂和丙烯酸粘合剂。这种低温可分解有机粘合剂的优点是,它能在为使它通过聚硅氧烷树脂或玻璃粉而粘合到被标产品的早期加热阶段中分解和挥发。
低温可分解有机粘合剂的例子包括由聚合物制的有机粘合剂,这种聚合物是例如单个的天然橡胶,同一类型的合成橡胶,丁基橡胶,聚异戊二烯橡胶,丁苯橡胶,苯乙烯-异戊二烯-苯乙烯嵌段共聚物橡胶,及苯乙烯-丁二烯-苯乙烯嵌段共聚物橡胶,也包括通过将10至300重量份增粘树脂如石油树脂,萜烯树脂,松香,二甲苯树脂及古马隆-茚树脂,以及混合添加剂如软化剂,抗老化剂,着色剂和填料,加至100重量份这种聚合物或含有丙烯酸或甲基丙烯酸烷基酯聚合物作为主要成份的聚合物中而制成的有机粘合剂。
当本发明成像片被暂时粘到湿产品例如已准备好灼烧的陶瓷上时,优选使用亲水性粘合剂如聚乙烯醇粘合剂,聚乙烯吡咯烷酮粘合剂,聚丙烯酰胺粘合剂及纤维素粘合剂。这种亲水粘合剂包含水溶性高分子量化合物或亲水高分子量化合物如聚乙烯醇,聚乙烯吡咯烷酮,聚丙烯酰胺,丙烯酸共聚物及聚乙烯基甲基醚,增稠剂如甘油,聚乙二醇,聚醚多醇,聚氧乙烯酚醚及聚氧乙烯烷基酚醚,交联剂,增料或其他加至其中的合适组分。
加热时热分解的粘合剂层能通过含在成像层中的玻璃粉或聚硅氧烷树脂而粘到被标的产品上。在本发明中,粘合剂层可再含有低熔玻璃料或上述聚硅氧烷树脂以提高其对被标产品的粘合力。
所用低熔玻璃料是这样一种材料,它能在低于预定的加热温度下软化或熔化以粘到被标产品上。通常,加热时玻璃化的玻璃粉或陶瓷粉可以采用。这种所用玻璃粉是一种合适的玻璃粉,这取决于加热温度。例如,如果加热在400℃至850℃的温度进行,则铅玻璃粉,硼硅酸铅玻璃粉,苏打-石灰玻璃等,可以使用。
往成像片或标签供上粘合剂层可用合适的相应于制造胶粘带的方法进行,例如,粘合物质可用合适的涂覆方法例如刮刀法和照相凹板辊涂法,涂覆到成像片或标签上。
或者,提供在隔离物上的粘合剂层可转移到成像片或标签上小点形粘合剂层能用涂覆法例如旋筛法形成。如此制成的粘合剂层的厚度可以预先决定,这取决于其目的,但通常为1-500μm。如此已制得的粘合剂层优选被隔离物或类似物覆盖以便在片或标签被暂时粘到被标产品之前不受到污染或类似损害。
标签的形成可如下进行:用油墨在成像片的油墨接受层上制出图形;蚀刻此成像片以在其上形成小孔或粗图形,或者在成像片上打上具有所需形状的孔。这些图形要素可以合并。或者,用其他各种方法形成的图形可以合并。
用作形成所用标签的油墨是含有无机色料作为颜色组分的合适油墨组合物。用于本发明的这种无机色料的例子包括以加至油墨接受层作为无机粉末所举例说明的那些。除了这些无机粉末外,无机颜料,碳,金属粉末,其他导电的或阻电的物质,以及介电物质可合适地采用,这取决于目的,通常使用无机颜料。
优选油墨可用这样一种制法来制取,此制法包括将无机着色剂与一种或多种由蜡或低熔树脂制成的有机粘结剂,还可以有一种溶剂,使用合适的捏和机如辊磨机和球磨机,以获得糊状流体这种油墨能容易地形成油墨片,利用这种片,使用热转移打印机或类似物,在热转移法中,可以给油墨接受层直接提供图形。
此有机粘结剂不受特别限制,可以合适地选择。可用于本发明的这种有机粘结剂的例子,包括上面举例说明的构成成像片的低温可分解树脂的那些。这种有机粘结剂的其他例子包括聚合物类例如聚酰胺树脂和石油树脂,以及蜡类例如石蜡,巴西棕榈蜡,天然蜡,酯蜡,高级醇蜡及高级酰胺蜡。从成像性能的观点来看,希望使用这种有机粘结剂。这种有机粘结剂的用量可预先决定,但通常为10-50%重量。
此油墨组合物除溶剂外还可含有合适的添加剂,如分散剂,柔软剂和发泡剂。所用的溶剂,分散剂,柔软剂及发泡剂不受特别限制。任何已知的商业供应的产品均可使用。这种溶剂的例子包括甲苯,异丙醇和溶剂石脑油。柔软剂的例子包括油类,蜡类,矿物油,菜子油,凡士林,二甲苯树脂及硅油。这些所用添加剂的数量可适当决定,这取决于标签的目的。此油墨是通过用合适的捏合机例如辊磨机,球磨机和三辊磨机,把这些化合物进行捏和而优选制得的。
用油墨形成图形是任意的。图形可以是笔迹,印迹,或通过成像掩模涂上去的。或者,形成在转移纸上的图形可以转移到成像片上,图形可以用油墨印在成像片上。因为所需图形可以高精确地有效地形成,所以用打印机形成图形是优越的。
油墨片例如对用打印机(如XY绘图机,和线点型、热转移型、击型或喷墨型打印机)形成图形必要的打字机带,可以通过用涂覆法、浸渍法或类似方法把油墨保留在以膜或布制造的基片上而制成。所用基片是普通材料如塑料膜(如聚酯膜,聚酰亚胺膜和氟树脂膜)和由纤维(如聚酰胺纤维和聚酯纤维)制成的布。油墨片可制成适用于热转移法、压印法或压印转移法的形状,这取决于被成形的产品或成形方法。
图形的形成是任意的。此图形可以是符号形,设计形,条码形或类似物。在制造鉴别标签的场合,优选的是,把无机粉末与着色剂合起来使用以便在成像片与油墨片之间产生良好的反差或形成色调差。
使成像片成像或成形的步骤可以在成像片暂时粘到被标产品上之前或之后。在用打印机形成图形场合,共同的做法是,成像片预先做出图形,以提供暂时粘到被标产品上的标签。
在成像片预先做出图形的场合,如果必要被成形的成像片的表面可以用隔离物保护起来直到此片处于加热气氛为止。在转移法的情况时,转移纸可以不剥开以作为隔离物。将成像片暂时粘到被标产品的工序可以使用机器人或类似物以自动粘合法来进行。
成像片或标签可用于不同目的。例如,成像片或标签可以用于在各种产物例如陶器,玻璃产品,陶瓷产品,金属产品和搪瓷体之上漆上图画。成像片或标签可用于提供耐热基片,例如带有鉴别标记如条形码的陶瓷基片。此外,成像片或标签可以用于提供带有电路图形的厚膜混合IC基片。另外,成像片或标签可用于提供带有图形的电子部件如电极,电阻器和介电物质。因此,被制成图形的产品不受特别限制,它可以是湿的产品例如未灼烧的陶瓷模制品和未灼烧的陶器。在这种情况下,暂时被粘到产品上的标签可被灼烧。这样陶瓷模制品可以在同时进行热处理,被标产品可以是任意形状例如片状和容器状。
本发明将以下列实施例作进一步的描述。
实施例1
往含30份(这里所用的术语″份″是指″重量份″)其平均分子量(以聚苯乙烯计算,以下相同)约为300,000其羟基含量为1摩尔%的聚苯基甲基硅氧烷,及40份其平均分子量为200,000的聚甲基丙烯酸乙烯酯的二甲苯溶液中,加入15份其平均粒径为0.2μm的氧化钛粉及15份其平均粒径为0.8μm的滑石粉。然后将所得混合物搅拌以获得均匀的分散体。把如此获得的分散体涂到已用刮刀法以聚硅氧烷脱膜剂处理过的50μm厚聚酯隔离物上,然后干燥以在其上生成10μm厚的油墨接受层。
把含有50份其软化点为375℃的含氧化铅的硼硅酸盐玻璃及50份与上述所用相同的聚甲基丙烯酸丁酯的均匀二甲苯溶液用刮刀法涂到上面的油墨接受层上,然后干燥以形成60μm厚的基层。
分开地,把含100份其平均分子量为1000,000的聚丙烯酸丁酯及20份其平均分子量为10,000的聚苯基甲基硅氧烷的甲苯溶液除到已用聚硅氧烷脱模剂进行过处理的70μm厚玻璃纸隔离物上,然后干燥以在其上形成20μm厚的粘合剂层。随后把此粘合剂层转移到基层上以获得成像片。
仍分开地,往含40份巴西棕榈蜡,30份石蜡及30份乙烯-醋酸乙烯酯共聚物的热熔液中,加入100份由氧化铬、氧化铁、氧化钴和氧化锰制成的平均粒径为0.5μm的黑色颜料。然后将此混合物均匀搅拌以制备油墨。将如此制得的油墨用照相凹板法涂到6μm厚的聚酯膜上,然后干燥并保留以获得包括膜厚为6μm油墨层的油墨片。利用这一油墨片,用热转移印刷机在成像片的油墨接受层上制成条形码。这样就得到了标签。
实施例2
仿效实施例1的制法制备成像片和标签,不同的是,基层还含有5份其平均分子量为200,000的聚苯基甲基硅氧烷。
实施例3
仿效实施例1的制法制备成像片和标签,不同的是,将还包含10重量份含有PbO,B2O3和ZnO作为主要成份的玻璃粉的粘合剂层转移到成像片的一侧。
实施例4
仿照实施例1的制法制备成像片和标签,不同的是,将包含其平均分子量为约500,000的聚有机硅氧烷的粘合剂层转移到成像片的一侧。
实施例5
仿照实施例3的制法制备成像片和标签,不同的是,将根据实施例1的成像片打孔,以制成在50μm高度处有孔的成像片。
实施例6
将涂覆溶液用转筛法以图形样子涂到隔离物上,然后干燥,以形成直径为0.7mm的厚30μm粘合剂层点子,这些点子在1.mm高度处成之字形排列。然后将此粘合剂层按与实施例1相同的方法转移到成像片上。随后把油墨图形提供到成像片上以制得标签。
实施例7
把200μm厚的玻璃布浸到根据实施例1的基层形成剂中。然后往玻璃布上提供按照实施例1的油墨接受层和粘合剂层,以制得成像片。随后将成像片按照与实施例1相同的方法进行加工以制得标签。
比较实施例
往100份由平均分子量为约100,000的丙烯酸聚合物制成的粘结剂中加入150份平均粒径为10μm含PbO,SiO2,B2O3和Al2O3作为主要成份的玻璃粉,和50份平均粒径为0.3μm的氧化钛粉末。然后用球磨把此混合物搅拌以获得均匀的分散体。把如此得到的分散体用刮刀法涂到已用硅氧烷脱模剂处理过的玻璃纸隔离物上,随后进行干燥。然后把隔离物剥开,得到50μm厚的成像片。
分开地,将平均分子量为约500,000聚丙烯酸丁酯甲苯溶液用刮刀法涂到与上述所用相同的隔离物上,然后干燥形成30μm厚的粘合剂层,然后将如此形成的粘合剂层转移到上述成像片的一侧。
然后以热转移印刷机用得自热转移法油墨片的油墨在上述成像片的曝露面形成条形图形,以制得标签。所用油墨片已如下法制成:用球磨将50份用氧化铬,氧化铁,氧化钴和氧化锰制成的平均粒径为0.5μm的黑色颜料,100份含PbO,SiO2,B2O3和Al2O3作为主要组成的平均粒径为2μm的玻璃粉,100份石蜡,80份己烷进行混合,用照相凹板涂覆法把油墨涂到6μm厚聚酯膜上,然后将已涂覆物干燥,这样油墨就留在其上,形成5μm厚油墨层。
评估试验
反射度:
把每个隔离物自上面实施例和比较实施例所得的标签上撕去将此标签通过其粘合剂层暂时粘到玻璃板上,把此层压物每个在440℃的温度灼烧30分钟(在空气中)。于是,得到了在其上牢固地附有已灼烧过的标签的玻璃板,此灼烧过的标签在白色背景上有鲜明的黑色条形图形。然后,用波长633nm的光测量每一玻璃板的在白色背景上的反射度。
当进行上述的灼烧时,有机组份例如有成像片或粘合剂层中的丙烯酸聚合物被热分解,但实施例中的聚有机硅氧烷仍保持固化。作为对比,在比较实施例中,有机组分例如丙烯酸聚合物被热分解,而所得标签则发现通过玻璃粉已被灼烧。
结合力:
将如此制得的已灼烧标签浸在80℃的8重量%氢氧化钠的水溶液中,或浸在25℃的12重量%氢氟酸水溶液中,浸30秒,然后取出。用无纺布把经如此处理的标签的表面拭干,以判定图形的保留情况。
所得结果列于表中
表
图形保留 实施例序号
灼烧后的反射度
NaOH液
HF液实施例1 55 无变化 无变化实施例2 55 无变化 无变化实施例3 53 无变化 无变化实施例4 60 无变化 无变化实施例5 61 无变化 无变化实施例6 60 无变化 无变化实施例7 58 无变化 无变化比较实施例 54 消失 消失
连续制成具有预定尺寸的玻璃粉片。在此同时,将隔离物自实施例1所得的标签上撕开。然后将此标签通过它的粘合剂层暂时粘到玻璃粉片上。把此层压物每个均在440℃的温度灼烧30分钟(在空气中)。于是,连续得到玻璃板,在每个板上牢固地粘有已灼烧过的标签,而灼烧过的标签在白色背景上有鲜明的黑色条形图形。
已灼烧标签对于上述氢氧化钠水溶液和氢氟酸水溶液显示相同的反射度和图形保留能力。
尽管已详细地并结合具体实施对本发明作了描述,但是对技术熟练人员来说很明显的是,可在不背离本发明的精神和范围的情况下做出各种变更和改进。
Claims (18)
1.一种成像片,其特征在于该成像片包括基层和油墨接受层的粘合层压物,所述基层是通过在250-450℃可分解丙烯酸聚合物使软化点为320-500℃的玻璃粉成形为片形而制得的,而油墨接受层是用含无机粉末的聚硅氧烷树脂层制造的,其中所述可分解的丙烯酸聚合物的分解温度低于所述玻璃粉的熔化温度50℃。
2.根据权利要求1的成像片,其特征在于所述基层还含有由在热分解过程中脱气的无机粉末制成的材料,而所述油墨接受层包含含有白色无机粉末的聚有机硅氧烷和低温可分解树脂。
3.根据权利要求1或2的成像片,其特征在于所述基层还包含聚硅氧烷树脂。
4.根据权利要求1的成像片,其特征在于所述基层由所述片和增强基片的复合物制成。
5.根据权利要求1的成像片,其特征在于所述片还包含由压敏粘合剂层制成的另一层。
6.根据权利要求5的成像片,其特征在于所述压敏粘合剂层包含低温可分解粘合剂物质,以及低熔玻璃料和聚硅氧烷树脂中的至少一种。
7.根据权利要求5的成像片,其特征在于所述压敏粘合剂层以点状图形分布。
8.根据权利要求5的成像片,其特征在于所述增强基片由多孔材料制成。
9.根据权利要求1的成像片,其特征在于所述片含有细贯穿孔。
10.一种包含油墨图形和成像片的标签,其特征在于所述片包含基层和油墨接受层的粘合层压物,所述基层是通过在250-450℃可分解丙烯酸聚合物使软化点320-500℃的玻璃粉成形为片形而制得的,而油墨接受层是用含无机粉末的聚硅氧烷树脂层制造的,其中所述可分解的丙烯酸聚合物的分解温度低于所述玻璃粉的熔化温度50℃;并且所述油墨包含无机着色剂,而此无机着色剂形成在所述成像片中的油墨接受层上。
11.根据权利要求10的标签,其特征在于所述基层还含有由在热分解过程中脱气的无机粉末制成的材料,而所述油墨接受层包含含有白色无机粉末的聚有机硅氧烷和低温可分解树脂。
12.根据权利要求10或11的标签,其特征在于所述基层还包含聚硅氧烷树脂。
13.根据权利要求10的标签,其特征在于所述基层由所述片和增强基片的复合物制成。
14.根据权利要求10的标签,其特征在于所述片还包含由压敏粘合剂层制成的另一层。
15.根据权利要求14的标签,其特征在于所述压敏粘合剂层包含低温可分解粘合剂物质,以及低熔玻璃料和聚硅氧烷树脂中的至少一种。
16.根据权利要求14的标签,其特征在于所述压敏粘合剂层以点状图形分布。
17.根据权利要求14的标签,其特征在于所述增强基片由多孔材料制成。
18.根据权利要求10的标签,其特征在于所述片含有细贯穿孔。
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP128951/1995 | 1995-04-27 | ||
| JP128951/95 | 1995-04-27 | ||
| JP12895195 | 1995-04-27 | ||
| JP186375/1995 | 1995-06-29 | ||
| JP18637595A JPH0916082A (ja) | 1995-04-27 | 1995-06-29 | パターン形成用シート及びそのラベル |
| JP186375/95 | 1995-06-29 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1165358A CN1165358A (zh) | 1997-11-19 |
| CN1114527C true CN1114527C (zh) | 2003-07-16 |
Family
ID=26464513
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN96108956A Expired - Fee Related CN1114527C (zh) | 1995-04-27 | 1996-04-27 | 成像片及包含此成像片的标签 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US5780142A (zh) |
| EP (1) | EP0741050B1 (zh) |
| JP (1) | JPH0916082A (zh) |
| KR (1) | KR100307649B1 (zh) |
| CN (1) | CN1114527C (zh) |
| DE (1) | DE69609372T2 (zh) |
| MY (1) | MY116516A (zh) |
| TW (1) | TW293115B (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105873573A (zh) * | 2013-12-31 | 2016-08-17 | 强生消费者公司 | 形成成型膜产品的方法 |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10223615A (ja) | 1997-02-12 | 1998-08-21 | Nitto Denko Corp | レジスト材と側壁保護膜との一括除去方法 |
| JPH10268776A (ja) * | 1997-03-26 | 1998-10-09 | Nitto Denko Corp | ライナレスラベルの製造方法 |
| EP1376226B1 (en) * | 1997-08-08 | 2010-10-13 | Dai Nippon Printing Co., Ltd. | Structure for pattern formation, method for pattern formation, and application thereof |
| US6165594A (en) | 1998-01-15 | 2000-12-26 | 3M Innovative Properties Company | Multilayer, temperature resistant, composite label |
| US6416845B1 (en) * | 1998-09-25 | 2002-07-09 | Nitto Denko Corporation | Printing sheet and printed sheet |
| JP2003127540A (ja) * | 2001-10-25 | 2003-05-08 | Nitto Denko Corp | レーザー光書込材料、その形成材及び表示体 |
| US20070122631A1 (en) * | 2003-11-13 | 2007-05-31 | Akiji Higuchi | Flexible substrate and coating liquid |
| US20060068172A1 (en) | 2004-09-24 | 2006-03-30 | Brady Worldwide, Inc. | Heat-resistant label |
| JP5241103B2 (ja) * | 2004-12-06 | 2013-07-17 | 株式会社シグマックス | 耐熱シート |
| US7435467B2 (en) | 2005-10-05 | 2008-10-14 | Brady Worldwide, Inc. | Heat resistant label |
| US20080187729A1 (en) * | 2006-11-30 | 2008-08-07 | Johnson L Urdenis | Method of printing a data carrying mark on an unfinished ceramic structure, and structures marked thereby |
| JP5231884B2 (ja) * | 2007-07-04 | 2013-07-10 | 宇部日東化成株式会社 | 多孔質膜、多孔質膜形成用塗工液、積層基板および配線材料 |
| DE102007058360B3 (de) * | 2007-12-03 | 2009-04-30 | Heraeus Quarzglas Gmbh & Co. Kg | Verfahren zur Herstellung einer erhabenen Markierung auf einem Glasgegenstand |
| EP2393857B1 (en) | 2009-02-05 | 2019-05-29 | Arkema Inc. | Assemblies containing polyetherketoneketone tie layers |
| US20130000829A1 (en) * | 2010-03-17 | 2013-01-03 | Hanita Coatings R.C.A. Ltd | Polymeric substrate with laminated glass layer |
| US8415260B2 (en) | 2010-04-08 | 2013-04-09 | International Business Machines Corporation | Chip identification for organic laminate packaging and methods of manufacture |
| WO2015027236A1 (en) * | 2013-08-23 | 2015-02-26 | Flexcon Company, Inc. | High temperature label composites and methods of labeling high temperature materials |
| JP6588020B2 (ja) | 2013-12-31 | 2019-10-09 | ジョンソン・アンド・ジョンソン・コンシューマー・インコーポレイテッド | 多層賦形フィルムを形成するための方法 |
| WO2016016763A1 (en) * | 2014-08-01 | 2016-02-04 | Etike' Ip S.A.S. Di Alessandro Marciano & C. | Bottle labels with vitreous base |
| MX2017014499A (es) * | 2015-05-13 | 2018-03-16 | Avery Dennison Corp | Etiquetas y marcadores para aplicaciones a temperatura alta. |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02102042A (ja) * | 1988-10-08 | 1990-04-13 | Nitto Denko Corp | 焼成パターン形成用シート及び焼成用ラベル |
| US4971858A (en) * | 1987-04-06 | 1990-11-20 | Sigmax, Ltd. | Sheets for formation of patterns and methods for forming and fixing patterns |
| EP0402597A1 (en) * | 1989-04-26 | 1990-12-19 | Nitto Denko Corporation | Sheet and label for formation of a burned-on pattern |
| EP0601317A2 (en) * | 1992-12-04 | 1994-06-15 | Nitto Denko Corporation | Label substrate, ink, and label |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3632365A (en) * | 1967-07-13 | 1972-01-04 | Owens Illinois Inc | Decorative decal with a pyrolyzable film base |
| GB1312635A (en) * | 1970-08-28 | 1973-04-04 | Keramik Wtb Veb | Dry transfer for the decoration of a silica article |
| DE2548273A1 (de) * | 1974-10-29 | 1976-05-13 | Nippon Paint Co Ltd | Verfahren zur herstellung von reliefmustern auf der oberflaeche von gegenstaenden oder untergruenden |
| JP2648918B2 (ja) * | 1987-09-11 | 1997-09-03 | 日東電工株式会社 | コーティング方法 |
| US5209796A (en) * | 1989-06-16 | 1993-05-11 | Nitto Denko Corporation | Method of making a burned pattern |
| US5204289A (en) * | 1991-10-18 | 1993-04-20 | Minnesota Mining And Manufacturing Company | Glass-based and glass-ceramic-based composites |
-
1995
- 1995-06-29 JP JP18637595A patent/JPH0916082A/ja active Pending
-
1996
- 1996-04-25 TW TW85104939A patent/TW293115B/zh active
- 1996-04-25 KR KR1019960012757A patent/KR100307649B1/ko not_active IP Right Cessation
- 1996-04-26 EP EP19960106641 patent/EP0741050B1/en not_active Expired - Lifetime
- 1996-04-26 MY MYPI96001592A patent/MY116516A/en unknown
- 1996-04-26 DE DE1996609372 patent/DE69609372T2/de not_active Expired - Fee Related
- 1996-04-26 US US08/639,907 patent/US5780142A/en not_active Expired - Lifetime
- 1996-04-27 CN CN96108956A patent/CN1114527C/zh not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4971858A (en) * | 1987-04-06 | 1990-11-20 | Sigmax, Ltd. | Sheets for formation of patterns and methods for forming and fixing patterns |
| JPH02102042A (ja) * | 1988-10-08 | 1990-04-13 | Nitto Denko Corp | 焼成パターン形成用シート及び焼成用ラベル |
| EP0402597A1 (en) * | 1989-04-26 | 1990-12-19 | Nitto Denko Corporation | Sheet and label for formation of a burned-on pattern |
| EP0601317A2 (en) * | 1992-12-04 | 1994-06-15 | Nitto Denko Corporation | Label substrate, ink, and label |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105873573A (zh) * | 2013-12-31 | 2016-08-17 | 强生消费者公司 | 形成成型膜产品的方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0741050B1 (en) | 2000-07-19 |
| JPH0916082A (ja) | 1997-01-17 |
| KR960038718A (ko) | 1996-11-21 |
| DE69609372D1 (de) | 2000-08-24 |
| TW293115B (zh) | 1996-12-11 |
| EP0741050A3 (en) | 1998-05-06 |
| DE69609372T2 (de) | 2000-12-07 |
| US5780142A (en) | 1998-07-14 |
| MY116516A (en) | 2004-02-28 |
| KR100307649B1 (ko) | 2001-12-28 |
| CN1165358A (zh) | 1997-11-19 |
| EP0741050A2 (en) | 1996-11-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1114527C (zh) | 成像片及包含此成像片的标签 | |
| JP2654735B2 (ja) | ラベル基材、インク及びラベル | |
| CN1032614C (zh) | 制作单层或多层电路图形的方法 | |
| WO1988007937A1 (en) | Pattern forming sheet and formed pattern fixing process | |
| CN101080470A (zh) | 微结构化的隔离衬片 | |
| KR101109173B1 (ko) | 고온 부착 가능한 내열 라벨 | |
| US6410097B2 (en) | Process for producing printing sheet | |
| KR100623803B1 (ko) | 인쇄용 시트 및 인쇄 시트 | |
| EP0402597B1 (en) | Sheet and label for formation of a burned-on pattern | |
| KR101076168B1 (ko) | 무기 열전사 공법의 세라믹 타일 및 이의 제조방법 | |
| CN101570104A (zh) | 易剥离陶瓷贴花及其加工工艺 | |
| EP1640426A2 (en) | Heat-resistant label | |
| US5308684A (en) | Burning pattern sheet | |
| US5145726A (en) | Sheet for formation of burned pattern and burning label | |
| CN1791472A (zh) | 浮凸图像的形成方法及其图案形成物 | |
| JPH0737121B2 (ja) | 焼成パターン形成用シート及び焼成用ラベル | |
| JP3321471B2 (ja) | パターン形成用シート | |
| CN1429866A (zh) | 一种可黏结剥离塑料油墨及其制作的综合防伪标识 | |
| KR920001484B1 (ko) | 도자기등의 내열성 비흡수성 표면에 사용되는 전사지(轉寫紙)와 그를 이용한 전사방법 | |
| JPH06236150A (ja) | パターン形成用シート及び焼成用ラベル | |
| JP4685460B2 (ja) | 印刷用シートの製造方法、印刷用シート及び印刷シート | |
| JPH06337634A (ja) | 焼成用ラベル及びパターン形成用シート | |
| JPS6135155B2 (zh) | ||
| JPH0320770A (ja) | 焼成用パターンシート及び焼成パターン形成方法並びに熱定着性インク | |
| JPH06116008A (ja) | パターン形成用シート及び焼成用ラベル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20030716 Termination date: 20110427 |