CN111421427B - 一种汽车外观冲压件表面油石打磨检测装置 - Google Patents
一种汽车外观冲压件表面油石打磨检测装置 Download PDFInfo
- Publication number
- CN111421427B CN111421427B CN202010340704.9A CN202010340704A CN111421427B CN 111421427 B CN111421427 B CN 111421427B CN 202010340704 A CN202010340704 A CN 202010340704A CN 111421427 B CN111421427 B CN 111421427B
- Authority
- CN
- China
- Prior art keywords
- fixedly connected
- polishing
- oilstone
- cavity
- lifting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000001514 detection method Methods 0.000 title claims abstract description 43
- 238000005498 polishing Methods 0.000 claims abstract description 108
- 238000004140 cleaning Methods 0.000 claims abstract description 40
- 239000012535 impurity Substances 0.000 claims abstract description 23
- 230000033001 locomotion Effects 0.000 claims abstract description 10
- 239000002245 particle Substances 0.000 claims abstract description 10
- 239000000428 dust Substances 0.000 claims abstract description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 51
- 239000002351 wastewater Substances 0.000 claims description 48
- 239000004744 fabric Substances 0.000 claims description 31
- 238000005201 scrubbing Methods 0.000 claims description 28
- 239000007921 spray Substances 0.000 claims description 23
- 230000008602 contraction Effects 0.000 claims description 12
- 239000007788 liquid Substances 0.000 claims description 9
- 230000005540 biological transmission Effects 0.000 claims description 8
- 230000006835 compression Effects 0.000 claims description 4
- 238000007906 compression Methods 0.000 claims description 4
- 239000010865 sewage Substances 0.000 claims description 4
- 238000002347 injection Methods 0.000 claims description 2
- 239000007924 injection Substances 0.000 claims description 2
- 238000005406 washing Methods 0.000 claims description 2
- 238000004065 wastewater treatment Methods 0.000 claims description 2
- 239000004575 stone Substances 0.000 claims 5
- 230000002146 bilateral effect Effects 0.000 claims 1
- 230000007547 defect Effects 0.000 description 6
- 239000007787 solid Substances 0.000 description 5
- 238000005507 spraying Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 238000004080 punching Methods 0.000 description 3
- 230000009286 beneficial effect Effects 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 238000010422 painting Methods 0.000 description 2
- 238000006748 scratching Methods 0.000 description 2
- 230000002393 scratching effect Effects 0.000 description 2
- 238000001694 spray drying Methods 0.000 description 2
- 238000005202 decontamination Methods 0.000 description 1
- 230000003588 decontaminative effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 239000013618 particulate matter Substances 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B19/00—Single-purpose machines or devices for particular grinding operations not covered by any other main group
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B1/00—Cleaning by methods involving the use of tools
- B08B1/10—Cleaning by methods involving the use of tools characterised by the type of cleaning tool
- B08B1/12—Brushes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B1/00—Cleaning by methods involving the use of tools
- B08B1/10—Cleaning by methods involving the use of tools characterised by the type of cleaning tool
- B08B1/14—Wipes; Absorbent members, e.g. swabs or sponges
- B08B1/143—Wipes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B1/00—Cleaning by methods involving the use of tools
- B08B1/30—Cleaning by methods involving the use of tools by movement of cleaning members over a surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B1/00—Cleaning by methods involving the use of tools
- B08B1/30—Cleaning by methods involving the use of tools by movement of cleaning members over a surface
- B08B1/32—Cleaning by methods involving the use of tools by movement of cleaning members over a surface using rotary cleaning members
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B3/00—Cleaning by methods involving the use or presence of liquid or steam
- B08B3/02—Cleaning by the force of jets or sprays
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B5/00—Cleaning by methods involving the use of air flow or gas flow
- B08B5/02—Cleaning by the force of jets, e.g. blowing-out cavities
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/0076—Other grinding machines or devices grinding machines comprising two or more grinding tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/0084—Other grinding machines or devices the grinding wheel support being angularly adjustable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/04—Headstocks; Working-spindles; Features relating thereto
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B45/00—Means for securing grinding wheels on rotary arbors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/16—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation taking regard of the load
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B51/00—Arrangements for automatic control of a series of individual steps in grinding a workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B53/00—Devices or means for dressing or conditioning abrasive surfaces
- B24B53/02—Devices or means for dressing or conditioning abrasive surfaces of plane surfaces on abrasive tools
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B7/00—Measuring arrangements characterised by the use of electric or magnetic techniques
- G01B7/28—Measuring arrangements characterised by the use of electric or magnetic techniques for measuring contours or curvatures
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Vehicle Cleaning, Maintenance, Repair, Refitting, And Outriggers (AREA)
Abstract
本发明公开的一种汽车外观冲压件表面油石打磨检测装置,包括两个左右对称的支架,两个所述支架之间固定连接有滑轨,所述滑轨下侧端面上设有移动升降装置,所述移动升降装置能实现汽车冲压件表面打磨检测所需的平面移动和提供打磨所需的升降运动,所述移动升降装置内设有冲压件表面清洗装置,所述冲压件表面清洗装置用于对冲压件表面进行清洗去除油污和粉尘颗粒物,所述移动升降装置内设有位于所述冲压件表面清洗装置右侧的油石打磨装置,所述油石打磨装置内设有油石表面除杂装置,所述油石表面除杂装置通过打磨去除所述油石表面的油污和杂质,本发明能实现通过油石对冲压件表面进行自动打磨检测,降低人工作业强度,且检测质量容易保证。
Description
技术领域
本发明涉及冲压件表面打磨检测技术领域,具体为一种汽车外观冲压件表面油石打磨检测装置。
背景技术
汽车外观件在冲压工艺过程中往往很多缺陷,汽车外观冲压件表面缺陷包括坑、包、划伤、裂纹、褶皱等,其中坑、包缺陷属于常见缺陷且不易检测出来,汽车外观冲压件表面缺陷会在完成喷漆后显现,故需要对汽车外观冲压件在喷漆前,进行表面质量缺陷检测,目前主要采用目视检测、手感检测和油石检测,其中前两种检测需要检测人员具有较为丰富的经验,而油石检测较易上手且检测较为准确,方便后期对冲压件表面进行修复,目前的油石检测主要通过人工手持油石进行检查,使得人工作业强度较大,且检测质量不易保证,本发明阐明的一种能解决上述问题的设备。
发明内容
技术问题:目前汽车外观冲压件表面的油石检测主要通过人工手持油石进行检查,使得人工作业强度较大,且检测质量不易保证。
为解决上述问题,本例设计了一种汽车外观冲压件表面油石打磨检测装置,本例的一种汽车外观冲压件表面油石打磨检测装置,包括两个左右对称的支架,两个所述支架之间固定连接有滑轨,所述滑轨下侧端面上设有移动升降装置,所述移动升降装置能实现汽车冲压件表面打磨检测所需的平面移动和提供打磨所需的升降运动,所述移动升降装置内设有冲压件表面清洗装置,所述冲压件表面清洗装置用于对冲压件表面进行清洗去除油污和粉尘颗粒物,所述移动升降装置内设有位于所述冲压件表面清洗装置右侧的油石打磨装置,所述油石打磨装置通过油石对冲压件表面进行打磨检测,且所述油石打磨装置能自动更换不同宽度的所述油石,从而适应不同曲面的冲压件表面打磨检测,所述油石打磨装置包括设置于所述移动升降装置内的支撑台,所述支撑台下侧端面上固定连接有两个左右对称的支撑杆,所述支撑台下侧端面上转动连接向下延伸的电机轴,所述电机轴位于两个所述支撑杆之间,所述电机轴上动力连接有固定连接于所述支撑台上的电机,所述电机轴上转动连接有位于所述电机下侧的齿轮,所述齿轮内设有开口朝下的副花键腔,所述副花键腔上侧内壁上固定连接有副电磁铁,两个所述支撑杆上固定连接有同一个位于所述齿轮下侧的升降箱,所述升降箱内设有开口朝上的花键腔,所述电机轴转动连接于所述花键腔下侧内壁上,所述电机轴上平键连接有花键轮,所述花键轮能与所述花键腔、所述副花键腔花键连接,所述升降箱内设有开口朝下的升降腔,所述油石打磨装置内设有油石表面除杂装置,所述油石表面除杂装置通过打磨去除所述油石表面的油污和杂质。
可优选地,所述移动升降装置包括滑动连接于所述滑轨下侧端面上的平面电机,所述平面电机下侧端面上固定连接有打磨处理箱,所述打磨处理箱内设有开口朝下的打磨处理腔,所述打磨处理箱左侧端面上固定连接有视觉模块,所述打磨处理箱上侧端面上固定连接有位于所述平面电机右侧的电动升降缸,所述电动升降缸内设有向下延伸至所述打磨处理腔内的二级伸缩杆,所述二级伸缩杆下侧端面上固定连接有位于所述打磨处理腔内的固定杆,所述固定杆与所述支撑台上侧端面固定连接,所述打磨处理腔左侧内壁上固定连接有储水箱,所述储水箱用于储存清洗液,所述储水箱下侧端面上设有水泵。
可优选地,所述冲压件表面清洗装置包括固定连接于所述打磨处理腔后侧内壁上的废水箱,所述废水箱内设有开口朝上的废水腔,所述废水腔用于收集废水,所述废水腔下侧内壁向左下侧倾斜,所述废水腔与外部排水管之间相通连接有废水管,所述废水箱左侧端面上固定连接有输水管,所述输水管与所述水泵之间相通连接有输送管,所述废水箱下侧端面上固定连接有第一毛刷,所述第一毛刷能与冲压件表面抵接,从而对压件表面进行刷洗,所述打磨处理腔后侧内壁上转动连接有向前延伸的转轴,所述转轴上动力连接有固定连接于所述打磨处理腔后侧内壁上的副电机,所述转轴位于所述废水腔上侧,所述转轴上固定连接有偏心轮,所述转轴上固定连接有位于所述偏心轮前侧的传动带轮,所述废水腔后侧内壁上滑动连接有位于所述偏心轮右下侧的第二毛刷,所述第二毛刷与所述传动带轮之间铰接有连杆,所述打磨处理腔后侧内壁上转动连接有三根向前延伸的带轮轴,且三根所述带轮轴为三角形布置,其中两个所述带轮轴位于废水箱右下侧,其余一个所述带轮轴位于所述偏心轮右侧,所述带轮轴上固定连接有带轮,三个所述带轮之间连接有同一个擦洗布带,所述偏心轮能与所述擦洗布带抵接,左上侧的带轮轴上固定连接有位于相应的所述带轮前侧的副传动带轮,所述副传动带轮与所述传动带轮之间连接有V带,所述擦洗布带部分位于所述废水腔上侧,所述废水腔能与所述第二毛刷抵接,所述擦洗布带与冲压件表面接触,并吸附冲压件表面清洗后产生的污水,所述废水腔后侧内壁上固定连接有喷水管,所述喷水管与所述输送管之间相通连接有副输水管,所述喷水管和所述输水管上分别自前向后阵列分布有八个第二喷头,所述输水管上的所述第二喷头开口朝下,所述喷水管上的所述第二喷头开口朝上左上侧,所述打磨处理腔上侧内壁上固定连接有位于所述擦洗布带右上侧的输气管,所述输气管上自左向后阵列分布有七个第一喷头,所述输气管右下侧端面上固定连接有喷气管,所述喷气管下侧端面上自前向后阵列分布有八个第三喷头,所述第三喷头位于最右侧的所述带轮右侧。
可优选地,所述升降腔上侧内壁上固定连接有电磁铁,所述升降腔左侧内壁上转连接有向右延伸的芯轴,所述芯轴上固定连接有换向齿轮,所述升降腔前侧和后侧内壁上分别滑动连接有一个夹持箱,所述换向齿轮位于两个所述夹持箱之间,所述夹持箱靠近所述换向齿轮一侧端面上固定连接有升降齿条,所述升降齿条与所述换向齿轮啮合连接,前侧的所述夹持箱与所述电磁铁之间连接有压缩弹簧,所述夹持箱内设有开口朝下的升降腔,所述升降腔上侧内壁上滑动连接有两个左右对称的夹持块,所述油石能位于两个所述夹持块之间,且所述油石能被所述夹持块夹持固定,所述夹持块与所述夹持腔远离所述油石一侧内壁之间连接有夹持弹簧。
可优选地,所述油石表面除杂装置包括滑动连接于所述升降箱上侧端面上的齿条,所述齿条前侧端面上转动连接有向前延伸的副齿轮轴,所述副齿轮轴上固定连接有副齿轮,右侧的所述支撑杆前侧端面上固定连接有位于所述副齿轮上侧的副齿条,所述副齿条能与所述副齿轮啮合连接,所述副齿轮前侧端面上固定连接有电动收缩缸,所述电动收缩缸内设有向右延伸至所述电动收缩缸端面外的伸缩杆,所述伸缩杆上固定连接有位于所述电动收缩缸右侧的力传感器,所述力传感器右侧端面上固定连接有电机座,所述电机座后侧端面上转动连接有向后延伸的打磨轴,所述打磨轴上动力连接有固定连接于所述电机座上的打磨电机,所述打磨轴上固定连接有位于所述打磨电机后侧的打磨轮,所述打磨轮用于对所述油石进行打磨去除油污和杂质。
本发明的有益效果是:本发明的冲压件表面清洗装置能在对汽车外观冲压件表面进行油石打磨检测前,对冲压件表面进行喷液清洗、刷洗、擦洗擦干和喷漆吹干,从而能有效去除冲压件表面的油污和固体颗粒物,从而避免油石打磨过程中固体颗粒物划伤冲压件表面,且冲压件表面清洗装置能对擦洗布带进行自动清洗,从而保证冲压件表面清洗效果,油石表面除杂装置能在油石打磨检测前,去除油石上的油污和杂质,油石打磨装置能根据冲压件曲率选着不同宽度的油石,以及调整油石的打磨倾斜角度,从而自动适应不同曲率的冲压件打磨,因此本发明能实现通过油石对冲压件表面进行自动打磨检测,降低人工作业强度,且检测质量容易保证。
附图说明
为了易于说明,本发明由下述的具体实施例及附图作以详细描述。
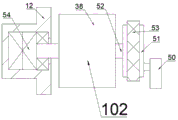
图1为本发明的一种汽车外观冲压件表面油石打磨检测装置的整体结构示意图;
图2为图1的“A”处的结构放大示意图;
图3为图1的“B-B”方向的结构示意图;
图4为图2的“C-C”方向的结构示意图;
图5为图2的“D-D”方向的结构示意图;
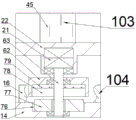
图6为图1的“E”处的结构放大示意图;
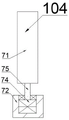
图7为图6的“F-F”方向的结构示意图;
图8为图6的“G”处的结构放大示意图;
图9为图6的“H-H”方向的结构示意图。
具体实施方式
下面结合图1至图9对本发明进行详细说明,为叙述方便,现对下文所说的方位规定如下:下文所说的上下左右前后方向与图1本身投影关系的上下左右前后方向一致。
本发明涉及一种汽车外观冲压件表面油石打磨检测装置,主要应用于冲压件表面打磨检测,下面将结合本发明附图对本发明做进一步说明:
本发明所述的一种汽车外观冲压件表面油石打磨检测装置,包括两个左右对称的可调升降架11,两个所述可调升降架11之间固定连接有滑轨39,所述滑轨39下侧端面上设有移动升降装置101,所述移动升降装置101能实现汽车冲压件表面打磨检测所需的平面移动和提供打磨所需的升降运动,所述移动升降装置101内设有冲压件表面清洗装置102,所述冲压件表面清洗装置102用于对冲压件表面进行清洗去除油污和粉尘颗粒物,所述移动升降装置101内设有位于所述冲压件表面清洗装置102右侧的油石打磨装置103,所述油石打磨装置103通过油石18对冲压件表面进行打磨检测,且所述油石打磨装置103能自动更换不同宽度的所述油石18,从而适应不同曲面的冲压件表面打磨检测,所述油石打磨装置103包括设置于所述移动升降装置101内的支撑台22,所述支撑台22下侧端面上固定连接有两个左右对称的支撑杆61,所述支撑台22下侧端面上转动连接向下延伸的电机轴63,所述电机轴63位于两个所述支撑杆61之间,所述电机轴63上动力连接有固定连接于所述支撑台22上的电机21,所述电机轴63上转动连接有位于所述电机21下侧的齿轮62,所述齿轮62内设有开口朝下的副花键腔78,所述副花键腔78上侧内壁上固定连接有副电磁铁79,两个所述支撑杆61上固定连接有同一个位于所述齿轮62下侧的升降箱14,所述升降箱14内设有开口朝上的花键腔76,所述电机轴63转动连接于所述花键腔76下侧内壁上,所述电机轴63上平键连接有花键轮77,所述花键轮77能与所述花键腔76、所述副花键腔78花键连接,所述升降箱14内设有开口朝下的升降腔15,所述油石打磨装置103内设有油石表面除杂装置104,所述油石表面除杂装置104通过打磨去除所述油石18表面的油污和杂质。
有益地,所述移动升降装置101包括滑动连接于所述滑轨39下侧端面上的平面电机40,所述平面电机40下侧端面上固定连接有打磨处理箱12,所述打磨处理箱12内设有开口朝下的打磨处理腔48,所述打磨处理箱12左侧端面上固定连接有视觉模块85,所述打磨处理箱12上侧端面上固定连接有位于所述平面电机40右侧的电动升降缸43,所述电动升降缸43内设有向下延伸至所述打磨处理腔48内的二级伸缩杆44,所述二级伸缩杆44下侧端面上固定连接有位于所述打磨处理腔48内的固定杆45,所述固定杆45与所述支撑台22上侧端面固定连接,所述打磨处理腔48左侧内壁上固定连接有储水箱37,所述储水箱37用于储存清洗液,所述储水箱37下侧端面上设有水泵36,通过所述平面电机40带动所述打磨处理箱12左右移动能实现打磨检测所需的移动运动。
有益地,所述冲压件表面清洗装置102包括固定连接于所述打磨处理腔48后侧内壁上的废水箱29,所述废水箱29内设有开口朝上的废水腔30,所述废水腔30用于收集废水,所述废水腔30下侧内壁向左下侧倾斜,所述废水腔30与外部排水管之间相通连接有废水管32,所述废水箱29左侧端面上固定连接有输水管34,所述输水管34与所述水泵36之间相通连接有输送管35,所述废水箱29下侧端面上固定连接有第一毛刷31,所述第一毛刷31能与冲压件表面抵接,从而对压件表面进行刷洗,所述打磨处理腔48后侧内壁上转动连接有向前延伸的转轴52,所述转轴52上动力连接有固定连接于所述打磨处理腔48后侧内壁上的副电机54,所述转轴52位于所述废水腔30上侧,所述转轴52上固定连接有偏心轮38,所述转轴52上固定连接有位于所述偏心轮38前侧的传动带轮51,所述废水腔30后侧内壁上滑动连接有位于所述偏心轮38右下侧的第二毛刷49,所述第二毛刷49与所述传动带轮51之间铰接有连杆50,所述打磨处理腔48后侧内壁上转动连接有三根向前延伸的带轮轴28,且三根所述带轮轴28为三角形布置,其中两个所述带轮轴28位于废水箱29右下侧,其余一个所述带轮轴28位于所述偏心轮38右侧,所述带轮轴28上固定连接有带轮25,三个所述带轮25之间连接有同一个擦洗布带26,所述偏心轮38能与所述擦洗布带26抵接,左上侧的带轮轴28上固定连接有位于相应的所述带轮25前侧的副传动带轮46,所述副传动带轮46与所述传动带轮51之间连接有V带53,所述擦洗布带26部分位于所述废水腔30上侧,所述废水腔30能与所述第二毛刷49抵接,所述擦洗布带26与冲压件表面接触,并吸附冲压件表面清洗后产生的污水,所述废水腔30后侧内壁上固定连接有喷水管84,所述喷水管84与所述输送管35之间相通连接有副输水管83,所述喷水管84和所述输水管34上分别自前向后阵列分布有八个第二喷头33,所述输水管34上的所述第二喷头33开口朝下,所述喷水管84上的所述第二喷头33开口朝上左上侧,所述打磨处理腔48上侧内壁上固定连接有位于所述擦洗布带26右上侧的输气管24,所述输气管24上自左向后阵列分布有七个第一喷头27,所述输气管24右下侧端面上固定连接有喷气管23,所述喷气管23下侧端面上自前向后阵列分布有八个第三喷头47,所述第三喷头47位于最右侧的所述带轮25右侧,通过所述气泵41产生气流并通过所述输气管24、所述喷气管23输送到所述第三喷头47内喷射到冲压件表面表面进行进一步去除灰尘颗粒物。
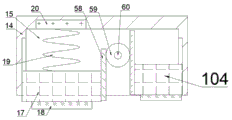
有益地,所述升降腔15上侧内壁上固定连接有电磁铁20,所述升降腔15左侧内壁上转连接有向右延伸的芯轴60,所述芯轴60上固定连接有换向齿轮59,所述升降腔15前侧和后侧内壁上分别滑动连接有一个夹持箱17,所述换向齿轮59位于两个所述夹持箱17之间,所述夹持箱17靠近所述换向齿轮59一侧端面上固定连接有升降齿条58,所述升降齿条58与所述换向齿轮59啮合连接,前侧的所述夹持箱17与所述电磁铁20之间连接有压缩弹簧19,所述夹持箱17内设有开口朝下的升降腔15,所述升降腔15上侧内壁上滑动连接有两个左右对称的夹持块56,所述油石18能位于两个所述夹持块56之间,且所述油石18能被所述夹持块56夹持固定,所述夹持块56与所述夹持腔57远离所述油石18一侧内壁之间连接有夹持弹簧55,前侧的所述夹持箱17上的所述油石18宽度大于后侧的所述油石18,前侧的所述油石18用于打磨曲率较小的冲压件表面。
有益地,所述油石表面除杂装置104包括滑动连接于所述升降箱14上侧端面上的齿条16,所述齿条16前侧端面上转动连接有向前延伸的副齿轮轴69,所述副齿轮轴69上固定连接有副齿轮68,右侧的所述支撑杆61前侧端面上固定连接有位于所述副齿轮68上侧的副齿条67,所述副齿条67能与所述副齿轮68啮合连接,所述副齿轮68前侧端面上固定连接有电动收缩缸13,所述电动收缩缸13内设有向右延伸至所述电动收缩缸13端面外的伸缩杆70,所述伸缩杆70上固定连接有位于所述电动收缩缸13右侧的力传感器73,所述力传感器73右侧端面上固定连接有电机座72,所述电机座72后侧端面上转动连接有向后延伸的打磨轴75,所述打磨轴75上动力连接有固定连接于所述电机座72上的打磨电机74,所述打磨轴75上固定连接有位于所述打磨电机74后侧的打磨轮71,所述打磨轮71用于对所述油石18进行打磨去除油污和杂质,通过所述打磨电机74带动所述打磨轴75和所述打磨轮71转动,能实现对所述油石18进行去除油污所需的旋转运动。
以下结合图1至图9对本文中的一种汽车外观冲压件表面油石打磨检测装置的使用步骤进行详细说明:
初始状态:平面电机40位于右限位处,二级伸缩杆44处于收缩状态,固定杆45、支撑台22、升降箱14位于上限位处,副电磁铁79未通电,在重力作用下,花键轮77位于花键腔76内,花键轮77与花键腔76花键连接,花键轮77未和副花键腔78接触,电磁铁20未通电,在压缩弹簧19作用下,前侧的夹持箱17位于下限位处,后侧的夹持箱17位于上限位处,齿条16位于右限位处,副齿轮68与副齿条67啮合连接,电动收缩缸13位于水平位置处,电机座72、打磨轮71位于远离电动收缩缸13一侧限位处;
工作时,外部输送设备将汽车冲压件输送到打磨处理箱12下侧,且工作人员调整可调升降架11的高度,使汽车冲压件上侧端面与第一毛刷31、擦洗布带26抵接,之后平面电机40、水泵36、副电机54、电动升降缸43、气泵41启动,平面电机40带动打磨处理箱12向左移动,水泵36将储水箱37内的清洗液通过输送管35输送到输水管34内,并通过第二喷头33喷射到冲压件表面,对冲压件表面进行冲洗,副电机54带动转轴52、偏心轮38、传动带轮51转动,传动带轮51通过V带53带动副传动带轮46转动,固定杆45带动左上侧的带轮25转动,左上侧的带轮25带动擦洗布带26转动,由于平面电机40带动打磨处理箱12左移,使汽车冲压件在被冲洗后,第一毛刷31对汽车冲压件表面进行刷洗,之后擦洗布带26转动对刷洗后对汽车冲压件表面进行擦洗并吸干表面水分,之后气泵41工作产生的气流通过气路管42、输气管24输送到喷气管23内并从第三喷头47内喷出,对汽车冲压件表面进行进一步吹干和吹除汽车冲压件表面残留的颗粒物,从而避免在油石18打磨检测时,汽车冲压件表面上存在固体颗粒物而刮伤汽车冲压件表面;
擦洗布带26的转动方向为先朝喷水管84一侧向左上侧转动,之后向副传动带轮46一侧的右下侧转动,擦洗布带26在完成擦洗后,向喷水管84一侧转动,水泵36将储水箱37内的清洗液通过输送管35、副输水管83输送到喷水管84内,并通过第二喷头33喷射到擦洗布带26上,对擦洗布带26进行喷洗,传动带轮51通过连杆50带动第二毛刷49沿着废水腔30后侧内壁由左上侧至右下侧往复移动,对擦洗布带26进行刷洗除污,之后偏心轮38通过转动挤压左上侧带轮25处的擦洗布带26,对擦洗布带26进行脱水处理,之后擦洗布带26向副传动带轮46一侧的右下侧转动,气泵41产生的气流通过气路管42输送到输气管24内,并通过第一喷头27喷射到擦洗布带26上,对擦洗布带26进行进一步吹干处理,从而实现对擦洗布带26的自动清洗脱水处理,从而能保证对汽车冲压件表面清洗除污的效果,从而便于保证油石18打磨检测的质量,同时对擦洗布带26清洗产生的污水通过废水管32流入到废水腔30内并通过废水管32排出到外部排水管内;
在油石18进行打磨前,电磁铁20通电带动前侧的夹持箱17、前侧的油石18上移,前侧的升降齿条58通过啮合连接带动换向齿轮59转动,换向齿轮59通过啮合连接带动后侧的升降齿条58下侧,后侧的升降齿条58带动后侧的夹持箱17下移,使两个油石18下侧端面位于同一个平面内,之后副电磁铁79通电吸附花键轮77,使花键轮77上移到副花键腔78内,使花键轮77与副花键腔78花键连接,花键轮77与花键腔76脱离接触,之后电机21、打磨电机74启动,电机21带动电机轴63转动,电机轴63通过平键连接带动花键轮77转动,花键轮77通过与副花键腔78的花键连接带动齿轮62转动,齿轮62通过啮合连接带动齿条16向左移动,齿条16带动副齿轮68向左移动,副齿轮68通过与副齿条67的啮合连接,使副齿轮68带动电动收缩缸13、伸缩杆70、打磨轮71下移转动,当伸缩杆70向下转动九十度后,副齿轮68与副齿条67脱离接触,之后电动收缩缸13带动伸缩杆70、打磨轮71上移,使打磨轮71与油石18下侧端面抵接,当力传感器73检测到设定的接触力后,电动收缩缸13停止工作,使伸缩杆70停止上移,打磨电机74带动打磨轴75、打磨轮71转动,打磨轮71对油石18下侧端面进行打磨处理,同时齿轮62继续带动齿条16向左移动,从而使打磨轮71左移能对油石18下侧端面进行全面打磨,从而去除油石18下侧端面上油污和杂质,从而保证油石18对汽车冲压件表面打磨检测的质量,完成打磨后,电机21逆转,电机21通过齿轮62带动齿条16右移复位,电动收缩缸13启动带动伸缩杆70向远离电动收缩缸13一侧移动到复位,之后齿条16右移使副齿轮68与副齿条67啮合连接,使副齿条67带动副齿轮68向右上侧转动九十度复位,之后电机21停转,副电磁铁79失电,在重力作用下,花键轮77下移复位,花键轮77与花键腔76花键连接;
通过副输水管83检测汽车冲压件表面曲率,若汽车冲压件表面曲率较大,则电磁铁20通电吸附前侧的夹持箱17,使前侧的夹持箱17带动前侧的升降齿条58上移至上限位处,前侧的升降齿条58通过啮合连接带动换向齿轮59转动,换向齿轮59通过啮合连接带动后侧的升降齿条58下侧,后侧的升降齿条58带动后侧的夹持箱17下移,若汽车冲压件表面曲率较小,则电磁铁20不通电,从而实现根据曲率自动选择不同宽度的油石18,电动升降缸43带动二级伸缩杆44伸长,二级伸缩杆44带动固定杆45、升降箱14下移,使位于下限位处的油石18与汽车冲压件表面抵接,之后副输水管83根据曲率控制电机21转动设定角度,电机21带动电机轴63转动,电机轴63通过平键连接带动花键轮77转动,花键轮77通过与花键腔76的花键连接带动升降箱14转动,从而实现根据汽车冲压件表面曲率自动调整油石18倾斜角度,从而保证油石18打磨检测质量,同时平面电机40带动打磨处理箱12向左移动,使油石18能对清洗处理后汽车冲压件表面进行打磨检测,从而实现对汽车冲压件表面进行自动打磨检测。
本发明的有益效果是:本发明的冲压件表面清洗装置能在对汽车外观冲压件表面进行油石打磨检测前,对冲压件表面进行喷液清洗、刷洗、擦洗擦干和喷漆吹干,从而能有效去除冲压件表面的油污和固体颗粒物,从而避免油石打磨过程中固体颗粒物划伤冲压件表面,且冲压件表面清洗装置能对擦洗布带进行自动清洗,从而保证冲压件表面清洗效果,油石表面除杂装置能在油石打磨检测前,去除油石上的油污和杂质,油石打磨装置能根据冲压件曲率选着不同宽度的油石,以及调整油石的打磨倾斜角度,从而自动适应不同曲率的冲压件打磨,因此本发明能实现通过油石对冲压件表面进行自动打磨检测,降低人工作业强度,且检测质量容易保证。
通过以上方式,本领域的技术人员可以在本发明的范围内根据工作模式做出各种改变。
Claims (5)
1.一种汽车外观冲压件表面油石打磨检测装置,包括两个左右对称的支架,其特征在于:两个所述支架之间固定连接有滑轨,所述滑轨下侧端面上设有移动升降装置,所述移动升降装置能实现汽车冲压件表面打磨检测所需的平面移动和提供打磨所需的升降运动,所述移动升降装置内设有冲压件表面清洗装置,所述冲压件表面清洗装置用于对冲压件表面进行清洗去除油污和粉尘颗粒物,所述移动升降装置内设有位于所述冲压件表面清洗装置右侧的油石打磨装置,所述油石打磨装置通过油石对冲压件表面进行打磨检测,且所述油石打磨装置能自动更换不同宽度的所述油石,从而适应不同曲面的冲压件表面打磨检测,所述油石打磨装置包括设置于所述移动升降装置内的支撑台,所述支撑台下侧端面上固定连接有两个左右对称的支撑杆,所述支撑台下侧端面上转动连接向下延伸的电机轴,所述电机轴位于两个所述支撑杆之间,所述电机轴上动力连接有固定连接于所述支撑台上的电机,所述电机轴上转动连接有位于所述电机下侧的齿轮,所述齿轮内设有开口朝下的副花键腔,所述副花键腔上侧内壁上固定连接有副电磁铁,两个所述支撑杆上固定连接有同一个位于所述齿轮下侧的升降箱,所述升降箱内设有开口朝上的花键腔,所述电机轴转动连接于所述花键腔下侧内壁上,所述电机轴上平键连接有花键轮,所述花键轮能与所述花键腔、所述副花键腔花键连接,所述升降箱内设有开口朝下的升降腔,所述油石打磨装置内设有油石表面除杂装置,所述油石表面除杂装置通过打磨去除所述油石表面的油污和杂质。
2.如权利要求1所述的一种汽车外观冲压件表面油石打磨检测装置,其特征在于:所述移动升降装置包括滑动连接于所述滑轨下侧端面上的平面电机,所述平面电机下侧端面上固定连接有打磨处理箱,所述打磨处理箱内设有开口朝下的打磨处理腔,所述打磨处理箱左侧端面上固定连接有视觉模块,所述打磨处理箱上侧端面上固定连接有位于所述平面电机右侧的电动升降缸,所述电动升降缸内设有向下延伸至所述打磨处理腔内的二级伸缩杆,所述二级伸缩杆下侧端面上固定连接有位于所述打磨处理腔内的固定杆,所述固定杆与所述支撑台上侧端面固定连接,所述打磨处理腔左侧内壁上固定连接有储水箱,所述储水箱用于储存清洗液,所述储水箱下侧端面上设有水泵。
3.如权利要求2所述的一种汽车外观冲压件表面油石打磨检测装置,其特征在于:所述冲压件表面清洗装置包括固定连接于所述打磨处理腔后侧内壁上的废水箱,所述废水箱内设有开口朝上的废水腔,所述废水腔用于收集废水,所述废水腔下侧内壁向左下侧倾斜,所述废水腔与外部排水管之间相通连接有废水管,所述废水箱左侧端面上固定连接有输水管,所述输水管与所述水泵之间相通连接有输送管,所述废水箱下侧端面上固定连接有第一毛刷,所述第一毛刷能与冲压件表面抵接,从而对压件表面进行刷洗,所述打磨处理腔后侧内壁上转动连接有向前延伸的转轴,所述转轴上动力连接有固定连接于所述打磨处理腔后侧内壁上的副电机,所述转轴位于所述废水腔上侧,所述转轴上固定连接有偏心轮,所述转轴上固定连接有位于所述偏心轮前侧的传动带轮,所述废水腔后侧内壁上滑动连接有位于所述偏心轮右下侧的第二毛刷,所述第二毛刷与所述传动带轮之间铰接有连杆,所述打磨处理腔后侧内壁上转动连接有三根向前延伸的带轮轴,且三根所述带轮轴为三角形布置,其中两个所述带轮轴位于废水箱右下侧,其余一个所述带轮轴位于所述偏心轮右侧,所述带轮轴上固定连接有带轮,三个所述带轮之间连接有同一个擦洗布带,所述偏心轮能与所述擦洗布带抵接,左上侧的带轮轴上固定连接有位于相应的所述带轮前侧的副传动带轮,所述副传动带轮与所述传动带轮之间连接有V带,所述擦洗布带部分位于所述废水腔上侧,所述废水腔能与所述第二毛刷抵接,所述擦洗布带与冲压件表面接触,并吸附冲压件表面清洗后产生的污水,所述废水腔后侧内壁上固定连接有喷水管,所述喷水管与所述输送管之间相通连接有副输水管,所述喷水管和所述输水管上分别自前向后阵列分布有八个第二喷头,所述输水管上的所述第二喷头开口朝下,所述喷水管上的所述第二喷头开口朝上左上侧,所述打磨处理腔上侧内壁上固定连接有位于所述擦洗布带右上侧的输气管,所述输气管上自左向后阵列分布有七个第一喷头,所述输气管右下侧端面上固定连接有喷气管,所述喷气管下侧端面上自前向后阵列分布有八个第三喷头,所述第三喷头位于最右侧的所述带轮右侧。
4.如权利要求1所述的一种汽车外观冲压件表面油石打磨检测装置,其特征在于:所述升降腔上侧内壁上固定连接有电磁铁,所述升降腔左侧内壁上转连接有向右延伸的芯轴,所述芯轴上固定连接有换向齿轮,所述升降腔前侧和后侧内壁上分别滑动连接有一个夹持箱,所述换向齿轮位于两个所述夹持箱之间,所述夹持箱靠近所述换向齿轮一侧端面上固定连接有升降齿条,所述升降齿条与所述换向齿轮啮合连接,前侧的所述夹持箱与所述电磁铁之间连接有压缩弹簧,所述夹持箱内设有开口朝下的升降腔,所述升降腔上侧内壁上滑动连接有两个左右对称的夹持块,所述油石能位于两个所述夹持块之间,且所述油石能被所述夹持块夹持固定,所述夹持块与所述夹持腔远离所述油石一侧内壁之间连接有夹持弹簧。
5.如权利要求4所述的一种汽车外观冲压件表面油石打磨检测装置,其特征在于:所述油石表面除杂装置包括滑动连接于所述升降箱上侧端面上的齿条,所述齿条前侧端面上转动连接有向前延伸的副齿轮轴,所述副齿轮轴上固定连接有副齿轮,右侧的所述支撑杆前侧端面上固定连接有位于所述副齿轮上侧的副齿条,所述副齿条能与所述副齿轮啮合连接,所述副齿轮前侧端面上固定连接有电动收缩缸,所述电动收缩缸内设有向右延伸至所述电动收缩缸端面外的伸缩杆,所述伸缩杆上固定连接有位于所述电动收缩缸右侧的力传感器,所述力传感器右侧端面上固定连接有电机座,所述电机座后侧端面上转动连接有向后延伸的打磨轴,所述打磨轴上动力连接有固定连接于所述电机座上的打磨电机,所述打磨轴上固定连接有位于所述打磨电机后侧的打磨轮,所述打磨轮用于对所述油石进行打磨去除油污和杂质。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010340704.9A CN111421427B (zh) | 2020-04-26 | 2020-04-26 | 一种汽车外观冲压件表面油石打磨检测装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010340704.9A CN111421427B (zh) | 2020-04-26 | 2020-04-26 | 一种汽车外观冲压件表面油石打磨检测装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN111421427A CN111421427A (zh) | 2020-07-17 |
| CN111421427B true CN111421427B (zh) | 2020-11-17 |
Family
ID=71556847
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010340704.9A Active CN111421427B (zh) | 2020-04-26 | 2020-04-26 | 一种汽车外观冲压件表面油石打磨检测装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111421427B (zh) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112589618A (zh) * | 2020-12-24 | 2021-04-02 | 石家庄闻索科技有限公司 | 一种针对角钢内侧的除锈装置 |
| CN113103097A (zh) * | 2021-04-14 | 2021-07-13 | 浙江洋丽机械设备有限公司 | 一种棒状物料表面清洁及端部打磨机器 |
| CN114674844B (zh) * | 2022-04-28 | 2023-08-04 | 江苏立晶工业科技有限公司 | 一种汽车用挡风玻璃表面检测处理装置 |
| CN115056048B (zh) * | 2022-07-04 | 2023-09-12 | 盐城得力飞机械有限公司 | 一种附带偏心检测功能的传动轴加工装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3602895B2 (ja) * | 1995-09-01 | 2004-12-15 | 日工株式会社 | 仮設足場用建枠の研掃装置 |
| CN105935917A (zh) * | 2016-06-23 | 2016-09-14 | 无锡市国松环保机械有限公司 | 一种汽车发动机底壳加工设备 |
| CN107421301A (zh) * | 2017-08-15 | 2017-12-01 | 刘俊 | 一种冲压件清洗后自动烘干设备 |
| CN208333355U (zh) * | 2018-07-24 | 2019-01-04 | 浙江长华汽车零部件股份有限公司 | 高效的冲压件平面度检测装置 |
| CN210242716U (zh) * | 2019-07-16 | 2020-04-03 | 庄夏梓 | 一种汽车零部件生产用冲压件平面度检测装置 |
-
2020
- 2020-04-26 CN CN202010340704.9A patent/CN111421427B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3602895B2 (ja) * | 1995-09-01 | 2004-12-15 | 日工株式会社 | 仮設足場用建枠の研掃装置 |
| CN105935917A (zh) * | 2016-06-23 | 2016-09-14 | 无锡市国松环保机械有限公司 | 一种汽车发动机底壳加工设备 |
| CN107421301A (zh) * | 2017-08-15 | 2017-12-01 | 刘俊 | 一种冲压件清洗后自动烘干设备 |
| CN208333355U (zh) * | 2018-07-24 | 2019-01-04 | 浙江长华汽车零部件股份有限公司 | 高效的冲压件平面度检测装置 |
| CN210242716U (zh) * | 2019-07-16 | 2020-04-03 | 庄夏梓 | 一种汽车零部件生产用冲压件平面度检测装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111421427A (zh) | 2020-07-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111421427B (zh) | 一种汽车外观冲压件表面油石打磨检测装置 | |
| CN207681142U (zh) | 一种玻璃清洗机 | |
| CN213498352U (zh) | 一种锅具的磨边装置 | |
| CN116833758A (zh) | 一种钢管焊接装置及其使用方法 | |
| CN216633673U (zh) | 一种打磨喷涂一体化机器人 | |
| CN117548410A (zh) | 一种钢板清洗装置 | |
| CN213855946U (zh) | 一种用于汽车零部件清洗的清洗装置 | |
| CN111729233B (zh) | 一种消防水带表层清洗装置 | |
| CN218194442U (zh) | 一种具有自清理功能的人工关节球面抛光设备 | |
| CN210819156U (zh) | 一种精磨机 | |
| CN111436867A (zh) | 一种建筑室内墙面除尘装置 | |
| CN211163383U (zh) | 一种金属表面处理装置 | |
| CN210386694U (zh) | 一种手机显示屏玻璃表面清洗装置 | |
| CN208428034U (zh) | 一种汽车连接传动杆加工装置 | |
| CN220463457U (zh) | 一种金属棒材加工用抛光结构 | |
| CN110238737A (zh) | 一种机械打磨冲洗一体式装置 | |
| CN218254292U (zh) | 一种钢板去毛刺设备 | |
| CN216064594U (zh) | 一种汽车零部件快速清洗装置 | |
| CN221658942U (zh) | 一种可自清洁的抛光机 | |
| CN218873024U (zh) | 一种钢材加工铁屑清洗装置 | |
| CN117206249B (zh) | 一种多工位高压去毛刺清洗设备 | |
| CN219425060U (zh) | 一种高效除尘设备 | |
| CN220881828U (zh) | 一种玻璃基板去污研磨装置 | |
| CN216098399U (zh) | 一种带可升降扫砂装置的打砂机 | |
| CN112593395B (zh) | 一种用于纺织垫子的清洁装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| TA01 | Transfer of patent application right |
Effective date of registration: 20201029 Address after: 252000 No.99 Hangzhou Road, Dongcheng sub district office, Liaocheng high tech Industrial Development Zone, Shandong Province Applicant after: Shandong Liaocheng Fufeng Auto Parts Co., Ltd Address before: Room 229, building 2, No. 9, No. 1-5, Jingu South Road, Huadong Town, Huadu District, Guangzhou City, Guangdong Province 510000 Applicant before: Guangzhou Sitian Automotive Products Co.,Ltd. |
|
| TA01 | Transfer of patent application right | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |