CN111421187A - 一种刨床式钢坯切割端面残渣清除装置 - Google Patents
一种刨床式钢坯切割端面残渣清除装置 Download PDFInfo
- Publication number
- CN111421187A CN111421187A CN202010432639.2A CN202010432639A CN111421187A CN 111421187 A CN111421187 A CN 111421187A CN 202010432639 A CN202010432639 A CN 202010432639A CN 111421187 A CN111421187 A CN 111421187A
- Authority
- CN
- China
- Prior art keywords
- cutting
- blade
- support
- slide rail
- slag
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D79/00—Methods, machines, or devices not covered elsewhere, for working metal by removal of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/08—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for flash removal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q11/00—Accessories fitted to machine tools for keeping tools or parts of the machine in good working condition or for cooling work; Safety devices specially combined with or arranged in, or specially adapted for use in connection with, machine tools
- B23Q11/08—Protective coverings for parts of machine tools; Splash guards
Abstract
本发明公开一种刨床式钢坯切割端面残渣清除装置,属于冶金技术领域,包括输送钢坯的输送辊道,输送辊道后端设有工作滑轨和伸缩缸安装座,工作滑轨上通过滚轮安装有可滑动的支架,支架上设有刨切装置,刨切装置包括与支架连接的安装杆,安装杆上侧设有刨切座,刨切座上侧的两端对称设有除渣刀刃,伸缩缸安装座上设有与支架连接的伸缩缸。输送辊道对钢坯向后输送,定位确定并停止输送,伸缩缸提供动力,支架在工作滑轨上左右滑动,刨切装置上的除渣刀刃对毛刺残渣进行刨切;通过伸缩缸的快速往复伸缩和刨切方式对毛刺残渣高效、彻底的切除,切除面平整光滑,整体结构简单,运行平稳,实用性好。
Description
技术领域
本发明属于冶金技术领域,具体地说是一种刨床式钢坯切割端面残渣清除装置。
背景技术
在冶金钢坯生产中,按照工艺要求,拉坯一定距离后,需要进行切割,目前主要的切割方式是采用火焰切割机切割成标准长度板坯料,再进入下一工序,在火焰高温切割过程中,熔化的金属在重力的作用下沿切割端面流动,一部分在钢坯的下表面凝结,形成切割毛刺、残渣,如不彻底清除,在轧制过程中毛刺会被轧入到钢板中,导致钢板表面质量不合格,并且这种毛刺、残渣是通过熔化状态下的金属凝结形成,其硬度较高,不易清除,进入下道工序中,会对设备产生损坏。
目前钢坯毛刺残渣的去除普遍采用锤刀式去毛刺法和刮刀式去毛刺法两种方式,锤刀式去毛刺机是利用锤刀敲击掉钢坯上的毛刺;刮刀式去毛刺机是钢坯在快速经过辊道时,钢坯下面的刮刀将毛刺刮掉。这两种去除毛刺方式在实际应用中,均存在钢坯毛刺残渣清除不彻底,去除毛刺效率低和清除残渣的钢坯底面不够平整的问题,会大大影响后续工序的加工质量。
发明内容
为解决现今冶金钢坯生产中,高温切割钢坯会产生硬度较高、不易清除的毛刺残渣,影响产品质量,并对设备产生损坏,而现今的毛刺去除方式存在毛刺残渣清除不彻底,去除毛刺效率低、清除残渣的钢坯底面不够平整,会大大影响后续工序的加工质量的问题,本发明提供一种刨床式钢坯切割端面残渣清除装置。
本发明是通过下述技术方案来实现的。
一种刨床式钢坯切割端面残渣清除装置,包括输送钢坯的输送辊道,所述输送辊道后端设有工作滑轨和伸缩缸安装座,所述工作滑轨上通过滚轮安装有可滑动的支架,所述支架上设有刨切装置,所述刨切装置包括与所述支架连接的安装杆,所述安装杆上侧设有刨切座,所述刨切座上侧的两端对称设有除渣刀刃,所述伸缩缸安装座上设有与所述支架连接的伸缩缸。
本发明的进一步改进还有,上述除渣刀刃的外侧设有切断刀刃,所述切断刀刃的外侧设有相同高度的前刀刃。
本发明的进一步改进还有,上述除渣刀刃与所述前刀刃的刀刃方向均向外,所述切断刀刃的刀刃方向向内。
本发明的进一步改进还有,上述除渣刀刃外侧的刨切座上设有除渣通道,所述安装杆和所述支架上均设有垂直方向的通孔,两个通孔相互连通,所述除渣通道底部与所述安装杆上的通孔连通。
本发明的进一步改进还有,上述支架上的通孔底部连接有排渣管,所述工作滑轨上开有横向的槽孔,所述排渣管向下延伸并穿过所述槽孔。
本发明的进一步改进还有,上述除渣刀刃外侧的刨切座上设有除渣通道,所述除渣通道底部开口设置于所述刨切座的底部。
本发明的进一步改进还有,上述支架上设有横向的排渣挡板,所述排渣挡板的宽度大于所述工作滑轨的宽度。
本发明的进一步改进还有,上述排渣挡板呈拱形,且横向的两端部边沿均设有向上的折边。
本发明的进一步改进还有,上述安装杆通过键连接方式与所述支架连接安装。
从以上技术方案可以看出,本发明的有益效果是:1、输送辊道通过其上的转辊对高温切割后的钢坯向后输送,到达工作滑轨上侧位置时,通过定位确定并停止输送,设置在伸缩缸安装座上的伸缩缸提供动力,使支架通过滚轮实现在工作滑轨上的左右滑动,使刨切装置上的除渣刀刃对高温切割后的钢坯底部的毛刺残渣进行刨切;通过伸缩缸的快速往复伸缩和刨切方式对毛刺残渣高效、彻底的切除,切除面平整光滑,避免毛刺残渣清除不彻底对后续工艺设备的损坏和对产品质量的影响。2、首先通过切断刀刃对长度较长的毛刺残渣进行切断,然后通过内侧较高的除渣刀刃对整体进行切除,切除面平整,降低除渣刀刃的切割量,大大提高切除效率,前刀刃能对较硬的长毛刺进行预折弯,对切断刀刃进行保护,避免切断刀刃损坏,安全性好,大大提高整体的使用寿命。3、通过排渣挡板对上部切割掉落的毛刺残渣进行有效分散到两侧,防止毛刺残渣散落到工作滑轨上堆积,避免对滚轮的滚动产生阻碍,有效防护工作滑轨,保证运行的可靠性和安全性;折边的设置能避免上部掉落的毛刺残渣从横向两端掉落到工作滑轨上,保证只能从排渣挡板的前后两侧滑落,对工作滑轨的防护性更好。4、第一种排渣方式,除渣刀刃和切断刀刃切断掉落进除渣通道的毛刺残渣,经安装杆上的通孔到支架上的通孔,并通过下部的排渣管导向落进下部的残渣收集装置,可对切除掉落的残渣进行有效收集,避免毛刺残渣散落到工作滑轨上堆积,有效防护工作滑轨。5、第二种排渣方式,除渣刀刃和切断刀刃切断掉落的毛刺残渣经除渣通道导向,落在排渣挡板上,通过排渣挡板导向,落向底部的残渣收集装置,能防止毛刺残渣散落到工作滑轨上堆积,避免对滚轮的滚动产生阻碍,有效防护工作滑轨,结构设计简单,实现容易,使用便捷。6、整体结构简单,运行平稳,实现容易,实用性好。
附图说明
为了更清楚地说明本发明的技术方案,下面将对描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
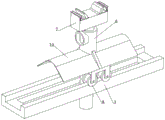
图1为本发明具体实施方式的结构示意图。
图2为本发明具体实施方式的排渣方式实施例1示意图。
图3为本发明具体实施方式的排渣方式实施例1的仰视示意图。
图4为本发明具体实施方式的排渣方式实施例1的侧视示意图。
图5为图4中A-A的剖切示意图。
图6为本发明具体实施方式的排渣方式实施例2示意图。
图7为本发明具体实施方式的排渣方式实施例2的侧视示意图。
图8为图7中A-A的剖切示意图。
图9为本发明具体实施方式的刨切装置结构示意图。
附图中:1、输送辊道,2、钢坯,3、工作滑轨,4、伸缩缸安装座,5、伸缩缸,6、支架,7、刨切装置,71、安装杆,72、刨切座,73、除渣刀刃,74、切断刀刃,75、前刀刃,76、除渣通道,8、滚轮,9、排渣管,10、排渣挡板,11、槽孔。
具体实施方式
为使得本发明的目的、特征、优点能够更加的明显和易懂,下面将结合本具体实施例中的附图,对本发明中的技术方案进行清楚、完整地描述,显然,下面所描述的实施例仅仅是本发明一部分实施例,而非全部的实施例。基于本专利中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本专利保护的范围。
如附图所示,一种刨床式钢坯切割端面残渣清除装置,包括输送钢坯2的输送辊道1,所述输送辊道1后端设有工作滑轨3和伸缩缸安装座4,所述工作滑轨3上通过滚轮8安装有可滑动的支架6,所述支架6上设有刨切装置7,所述刨切装置7包括与所述支架6连接的安装杆71,所述安装杆71上侧设有刨切座72,所述刨切座72上侧的两端对称设有除渣刀刃73,所述伸缩缸安装座4上设有与所述支架6连接的伸缩缸5。
输送辊道1通过其上的转辊对高温切割后的钢坯2向后输送,到达工作滑轨3上侧位置时,通过定位确定并停止输送,设置在伸缩缸安装座4上的伸缩缸5提供动力,使支架6通过滚轮8实现在工作滑轨3上的左右滑动,使刨切装置7上的除渣刀刃73对高温切割后的钢坯2底部的毛刺残渣进行刨切;通过伸缩缸5的快速往复伸缩,实现两端的除渣刀刃73对毛刺残渣的双向往复高效切除。整体结构简单,运行平稳,通过刨切方式对毛刺残渣高效、彻底的切除,切除面平整光滑,避免毛刺残渣清除不彻底对后续工艺设备的损坏和对产品质量的影响。
所述滚轮8外圈中部设有与所述工作滑轨3匹配的凹槽,滚轮8通过凹槽卡合在工作滑轨3上部,在左右往复运动时,能起到导向作用,且滚动移动方式摩擦力小,对伸缩缸5要求低。同时滚轮8还可替换为滑块,通过滑块与工作滑轨3滑动配合,实现左右往复运动,滑动方式运行更精确、平稳。
进一步的,所述除渣刀刃73的外侧设有切断刀刃74,所述切断刀刃74的外侧设有相同高度的前刀刃75,且两者高度低于除渣刀刃73的高度。在左右往复运动时,首先通过外侧的切断刀刃74对长度较长的毛刺残渣进行切断,降低除渣刀刃73的切割量,大大提高切除效率,前刀刃75能对切断刀刃74进行保护,避免较长、较硬的毛刺残渣对切断刀刃74的损坏,安全性好,大大提高整体的使用寿命。
进一步的,所述除渣刀刃73与所述前刀刃75的刀刃方向均向外,所述切断刀刃74的刀刃方向向内。对于较长的毛刺残渣通过方向向内的切断刀刃74进行切断,然后通过内侧较高的除渣刀刃73对整体进行切除,切除面平整,效果更好,对于较硬的长毛刺通过前刀刃75预先折弯,再通过切断刀刃74切断,能较好的保护切断刀刃74不受损伤,提高综合使用寿命。
进一步的,所述支架6上设有横向的排渣挡板10,所述排渣挡板10的宽度大于所述工作滑轨3的宽度。通过排渣挡板10对上部切割掉落的毛刺残渣进行有效分散到两侧,防止毛刺残渣散落到工作滑轨3上堆积,避免对滚轮8的滚动产生阻碍,有效防护工作滑轨3,保证运行的可靠性和安全性。
进一步的,所述排渣挡板10呈拱形,且横向的两端部边沿均设有向上的折边。折边的设置能避免上部掉落的毛刺残渣从横向两端掉落到工作滑轨3上,保证只能从排渣挡板10的前后两侧滑落,对工作滑轨3的防护性更好。
所述除渣刀刃73外侧的刨切座72上设有除渣通道76,即设于除渣刀刃73与切断刀刃74之间,对于向内方向的切断刀刃74切断的长毛刺向除渣通道76落下,并对于向外方向的除渣刀刃73刨切的毛刺亦向除渣通道76落下,通过除渣通道76对毛刺残渣进行收集。且对于所述除渣通道76的布置方式可有以下两个实施例。
实施例1
进一步的,所述安装杆71和所述支架6上均设有垂直方向的通孔,两个通孔上下相互连通,所述除渣通道76底部与所述安装杆71上的通孔连通。所述支架6上的通孔底部连接有排渣管9,所述工作滑轨3上开有横向的槽孔11,所述排渣管9向下延伸并穿过所述槽孔11,随支架6的左右滑动,排渣管9在槽孔11内移动。在工作滑轨3底部设有残渣收集装置。
除渣刀刃73和切断刀刃74切断掉落进除渣通道76的毛刺残渣,经安装杆71上的通孔到支架6上的通孔,并通过下部的排渣管9导向落进下部的残渣收集装置,可对切除掉落的残渣进行有效收集,避免毛刺残渣散落到工作滑轨3上堆积,有效防护工作滑轨3。
实施例2
进一步的,所述除渣通道76底部开口设置于所述刨切座72的底部。
除渣刀刃73和切断刀刃74切断掉落的毛刺残渣经除渣通道76导向,落在排渣挡板10上,通过排渣挡板10导向,落向底部的残渣收集装置,能防止毛刺残渣散落到工作滑轨3上堆积,避免对滚轮8的滚动产生阻碍,有效防护工作滑轨3,结构设计简单,实现容易,使用便捷。
进一步的,所述安装杆71通过键连接方式与所述支架6连接安装。结构简单,安装便捷,对安装杆71与支架6定位牢靠。
本刨床式钢坯切割端面残渣清除装置在使用时,初始状态为:伸缩缸5处于完全缩回或完全伸出状态,即刨切装置7处于输送辊道1的一侧,输送辊道1通过其上的转辊对高温切割后的钢坯2向后输送,钢坯2到达工作滑轨3上侧位置时,通过定位确定并停止输送,设置在伸缩缸安装座4上的伸缩缸5提供伸缩动力,使支架6通过滚轮8实现在工作滑轨3上的往复左右滑动,首先通过切断刀刃74对长度较长的毛刺残渣进行切断,并通过前刀刃75能对切断刀刃74进行保护,避免较长的毛刺残渣对切断刀刃74的损坏,然后通过内侧的除渣刀刃73对毛刺残渣进行彻底刨切,除渣刀刃73和切断刀刃74切断掉落的毛刺残渣掉落进两者之间的除渣通道76,并通过排渣挡板10进行对毛刺残渣的导向掉落或依次通过安装杆71上的通孔、支架6上的通孔、排渣管9掉落进残渣收集装置进行收集。通过伸缩缸5的快速往复伸缩,实现对毛刺残渣的双向高效、彻底切除,然后进行下一钢坯2毛刺残渣的切除。
本刨床式钢坯切割端面残渣清除装置,整体结构简单,运行平稳,实现容易,实用性好,通过伸缩缸的快速往复伸缩和刨切方式对毛刺残渣高效、彻底的切除,切除面平整光滑,避免毛刺残渣清除不彻底对后续工艺设备的损坏和对产品质量的影响。使用时,首先通过切断刀刃对长度较长的毛刺残渣进行切断,然后通过内侧较高的除渣刀刃对整体进行切除,切除面平整,降低除渣刀刃的切割量,大大提高切除效率,前刀刃能对较硬的长毛刺进行预折弯,对切断刀刃进行保护,避免切断刀刃损坏。除渣通道和排渣挡板的设置,能有效对毛刺残渣进行导向收集,防止毛刺残渣散落到工作滑轨上堆积,保证运行的可靠性和安全性。
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同、相似部分互相参见即可。
本发明的说明书和权利要求书及上述附图中的术语“上”、“下”、“外侧”“内侧”等如果存在是用于区别位置上的相对关系,而不必给予定性。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本发明的实施例能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含。
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
Claims (9)
1.一种刨床式钢坯切割端面残渣清除装置,其特征在于,包括输送钢坯(2)的输送辊道(1),所述输送辊道(1)后端设有工作滑轨(3)和伸缩缸安装座(4),所述工作滑轨(3)上通过滚轮(8)安装有可滑动的支架(6),所述支架(6)上设有刨切装置(7),所述刨切装置(7)包括与所述支架(6)连接的安装杆(71),所述安装杆(71)上侧设有刨切座(72),所述刨切座(72)上侧的两端对称设有除渣刀刃(73),所述伸缩缸安装座(4)上设有与所述支架(6)连接的伸缩缸(5)。
2.根据权利要求1所述的刨床式钢坯切割端面残渣清除装置,其特征在于,所述除渣刀刃(73)的外侧设有切断刀刃(74),所述切断刀刃(74)的外侧设有相同高度的前刀刃(75)。
3.根据权利要求2所述的刨床式钢坯切割端面残渣清除装置,其特征在于,所述除渣刀刃(73)与所述前刀刃(75)的刀刃方向均向外,所述切断刀刃(74)的刀刃方向向内。
4.根据权利要求1所述的刨床式钢坯切割端面残渣清除装置,其特征在于,所述除渣刀刃(73)外侧的刨切座(72)上设有除渣通道(76),所述安装杆(71)和所述支架(6)上均设有垂直方向的通孔,两个通孔相互连通,所述除渣通道(76)底部与所述安装杆(71)上的通孔连通。
5.根据权利要求4所述的刨床式钢坯切割端面残渣清除装置,其特征在于,所述支架(6)上的通孔底部连接有排渣管(9),所述工作滑轨(3)上开有横向的槽孔(11),所述排渣管(9)向下延伸并穿过所述槽孔(11)。
6.根据权利要求1所述的刨床式钢坯切割端面残渣清除装置,其特征在于,所述除渣刀刃(73)外侧的刨切座(72)上设有除渣通道(76),所述除渣通道(76)底部开口设置于所述刨切座(72)的底部。
7.根据权利要求1所述的刨床式钢坯切割端面残渣清除装置,其特征在于,所述支架(6)上设有横向的排渣挡板(10),所述排渣挡板(10)的宽度大于所述工作滑轨(3)的宽度。
8.根据权利要求7所述的刨床式钢坯切割端面残渣清除装置,其特征在于,所述排渣挡板(10)呈拱形,且横向的两端部边沿均设有向上的折边。
9.根据权利要求1所述的刨床式钢坯切割端面残渣清除装置,其特征在于,所述安装杆(71)通过键连接方式与所述支架(6)连接安装。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010432639.2A CN111421187B (zh) | 2020-05-20 | 2020-05-20 | 一种刨床式钢坯切割端面残渣清除装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010432639.2A CN111421187B (zh) | 2020-05-20 | 2020-05-20 | 一种刨床式钢坯切割端面残渣清除装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN111421187A true CN111421187A (zh) | 2020-07-17 |
| CN111421187B CN111421187B (zh) | 2021-07-27 |
Family
ID=71558956
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010432639.2A Active CN111421187B (zh) | 2020-05-20 | 2020-05-20 | 一种刨床式钢坯切割端面残渣清除装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111421187B (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116809884A (zh) * | 2023-08-30 | 2023-09-29 | 张家港宏昌钢板有限公司 | 一种宽厚板坯、大方坯火焰切割去除挂渣的装置及方法 |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6099050U (ja) * | 1983-12-09 | 1985-07-05 | 新日本製鐵株式会社 | 連鋳片のスラツジ取り装置 |
| CN1222423A (zh) * | 1997-10-23 | 1999-07-14 | 凯布勒-汤普森公司 | 去除金属工件浮渣脊纹的装置 |
| CN203649567U (zh) * | 2013-10-30 | 2014-06-18 | 上海宝钢工业技术服务有限公司 | 连铸机板坯去毛刺装置 |
| CN203956206U (zh) * | 2014-07-14 | 2014-11-26 | 浙江宝利亚管业有限公司 | 带收集装置的直缝焊管机 |
| CN205020957U (zh) * | 2015-08-13 | 2016-02-10 | 无锡国宏硬质合金模具刃具有限公司 | 倒角刀 |
| CN205950015U (zh) * | 2016-08-28 | 2017-02-15 | 江苏高尔德汽车钢管有限公司 | 具有切断机构的外焊筋处理装置 |
| CN106984783A (zh) * | 2017-04-13 | 2017-07-28 | 江苏环信机械工程有限公司 | 一种去除连铸坯表面氧化皮及浮渣的装置 |
| CN206997955U (zh) * | 2017-06-05 | 2018-02-13 | 杭州徐睿机械有限公司 | 一种全自动去毛刺机的刮刀去毛刺机构 |
| CN207787871U (zh) * | 2017-12-19 | 2018-08-31 | 诸城市恒强钢构有限公司 | 一种钢板除废边装置 |
| CN108789009A (zh) * | 2018-07-12 | 2018-11-13 | 俞金晶 | 一种汽车板材焊前清理装置 |
| CN208147053U (zh) * | 2018-04-28 | 2018-11-27 | 东莞市中泰精创精密科技有限公司 | 一种去毛刺设备 |
| CN208853868U (zh) * | 2018-09-27 | 2019-05-14 | 成都航空职业技术学院 | 一种大型塑料件的去毛刺机 |
| CN110340448A (zh) * | 2019-06-28 | 2019-10-18 | 西安理工大学 | 一种自动刮研装置 |
| CN210173102U (zh) * | 2019-05-21 | 2020-03-24 | 上海协顺机械配件有限公司 | 一种用于铝铸件生产数控机床的残渣清理装置 |
-
2020
- 2020-05-20 CN CN202010432639.2A patent/CN111421187B/zh active Active
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6099050U (ja) * | 1983-12-09 | 1985-07-05 | 新日本製鐵株式会社 | 連鋳片のスラツジ取り装置 |
| CN1222423A (zh) * | 1997-10-23 | 1999-07-14 | 凯布勒-汤普森公司 | 去除金属工件浮渣脊纹的装置 |
| CN203649567U (zh) * | 2013-10-30 | 2014-06-18 | 上海宝钢工业技术服务有限公司 | 连铸机板坯去毛刺装置 |
| CN203956206U (zh) * | 2014-07-14 | 2014-11-26 | 浙江宝利亚管业有限公司 | 带收集装置的直缝焊管机 |
| CN205020957U (zh) * | 2015-08-13 | 2016-02-10 | 无锡国宏硬质合金模具刃具有限公司 | 倒角刀 |
| CN205950015U (zh) * | 2016-08-28 | 2017-02-15 | 江苏高尔德汽车钢管有限公司 | 具有切断机构的外焊筋处理装置 |
| CN106984783A (zh) * | 2017-04-13 | 2017-07-28 | 江苏环信机械工程有限公司 | 一种去除连铸坯表面氧化皮及浮渣的装置 |
| CN206997955U (zh) * | 2017-06-05 | 2018-02-13 | 杭州徐睿机械有限公司 | 一种全自动去毛刺机的刮刀去毛刺机构 |
| CN207787871U (zh) * | 2017-12-19 | 2018-08-31 | 诸城市恒强钢构有限公司 | 一种钢板除废边装置 |
| CN208147053U (zh) * | 2018-04-28 | 2018-11-27 | 东莞市中泰精创精密科技有限公司 | 一种去毛刺设备 |
| CN108789009A (zh) * | 2018-07-12 | 2018-11-13 | 俞金晶 | 一种汽车板材焊前清理装置 |
| CN208853868U (zh) * | 2018-09-27 | 2019-05-14 | 成都航空职业技术学院 | 一种大型塑料件的去毛刺机 |
| CN210173102U (zh) * | 2019-05-21 | 2020-03-24 | 上海协顺机械配件有限公司 | 一种用于铝铸件生产数控机床的残渣清理装置 |
| CN110340448A (zh) * | 2019-06-28 | 2019-10-18 | 西安理工大学 | 一种自动刮研装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116809884A (zh) * | 2023-08-30 | 2023-09-29 | 张家港宏昌钢板有限公司 | 一种宽厚板坯、大方坯火焰切割去除挂渣的装置及方法 |
| CN116809884B (zh) * | 2023-08-30 | 2023-11-24 | 张家港宏昌钢板有限公司 | 一种宽厚板坯、大方坯火焰切割去除挂渣的装置及方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111421187B (zh) | 2021-07-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN208391179U (zh) | 一种便于收集铝屑的铝材切割机 | |
| CN111421187B (zh) | 一种刨床式钢坯切割端面残渣清除装置 | |
| CN112045263B (zh) | 一种数控旋转线切割机 | |
| CN212094690U (zh) | 一种刨床式钢坯切割端面残渣清除装置 | |
| CN213728817U (zh) | 一种液压联合冲剪机的冲孔收料装置 | |
| CN211052720U (zh) | 一种用于卧式带锯床的碎屑收集装置 | |
| CN208991775U (zh) | 一种车床防护装置 | |
| CN111889509A (zh) | 一种冷轧带肋钢筋生产设备及生产方法 | |
| CN204470561U (zh) | 一种带压簧座刀盘式去毛刺机 | |
| CN217571297U (zh) | 一种钣金激光加工机 | |
| CN214162256U (zh) | 一种纵剪机铁屑收集装置 | |
| CN210549911U (zh) | 一种带自清洁的铣床用伸缩护罩 | |
| CN216418773U (zh) | 一种钢丝棉生产用废气收集装置 | |
| CN111375843A (zh) | 一种飞铲式钢坯切割端面残渣清除装置 | |
| CN202240695U (zh) | 立式铣床的钢屑清理装置 | |
| CN210305094U (zh) | 一种用于三机头牵引机中断部件的吸废料装置 | |
| CN210189222U (zh) | 铣边机铁屑防挡装置 | |
| CN220226968U (zh) | 一种煤矿综采工作面挡矸帘装置 | |
| CN211218993U (zh) | 一种焊管焊缝的刮屑装置 | |
| CN111014787A (zh) | 一种卧式铣床工作台及其防护罩结构 | |
| CN212070672U (zh) | 一种飞铲式钢坯切割端面残渣清除装置 | |
| CN215545951U (zh) | 一种激光切割下料机 | |
| CN209774379U (zh) | 一种切割机除尘装置 | |
| CN220051052U (zh) | 一种冷切飞锯的导轨防护装置 | |
| CN213437566U (zh) | 锯切挡渣结构及金属切割装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |