CN1112893A - 制造易撕带的方法和装置 - Google Patents
制造易撕带的方法和装置 Download PDFInfo
- Publication number
- CN1112893A CN1112893A CN 95106070 CN95106070A CN1112893A CN 1112893 A CN1112893 A CN 1112893A CN 95106070 CN95106070 CN 95106070 CN 95106070 A CN95106070 A CN 95106070A CN 1112893 A CN1112893 A CN 1112893A
- Authority
- CN
- China
- Prior art keywords
- track
- along
- tear strips
- shear
- conveyer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H35/00—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers
- B65H35/04—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers from or with transverse cutters or perforators
- B65H35/06—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers from or with transverse cutters or perforators from or with blade, e.g. shear-blade, cutters or perforators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2406/00—Means using fluid
- B65H2406/30—Suction means
Landscapes
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Nonmetal Cutting Devices (AREA)
Abstract
制造易撕带(2)的方法及装置(1),其中成卷材料
的连续带(4)从输入卷筒(10)上退绕下来,并沿预定
方向(14)传送到一个剪切工位(5),在该工位被有吸
力的活动刀片(17)横向切成顺序的易撕带(2);活动
刀片(17)保持着各易撕带(2),并沿与刀片(17)平行
的方向把它送到一个吸力传送器(7)上,传送器(7)有
延伸穿过剪切工位(5)的并基本与活动刀片(17)平行
的部分(35)。
Description
本发明涉及制造易撕带的方法和装置。
这里用的“易撕带”这一术语指通常由透明的合成材料制的带,当作为一卷包装材料形成一包装件时,其有一端突出在包装件外面,当拉开时,它提供用于撕开包装件的开口。
易撕带通常由剪切装置横向剪切连续带制成,该剪切装置包括一固定刀片,和一安装成可相对固定刀片来回摆动的活动刀片,这样构成一剪切装置。连续带沿轴向与固定刀片横交地供送,因此端部的长度等于突出在固定刀片边缘外的易撕带的宽度,并被活动刀片切下形成易撕带。
活动刀片的前剪切面有多个吸力孔以保持从连续带上切下的易撕带;在切下易撕带后,活动刀片连续地移动进入一个与绕着与连续带传送方向平行的轴线转动的圆柱形传送辊成正切的位置,该传送辊也有多个与易撕带接合的周边吸力孔,把易撕带从活动刀片上移下并沿着一预定的轨迹沿轴向传送易撕带。因此,为了使易撕带正确地被保持在位置上,直到易撕带实际上被转移到传送辊上前,不能断掉通过活动刀片孔的吸力,易撕带受到活动刀片及传送辊的抵触的轴向力会导致易撕带相对于传送辊滑动使得改变易撕带之间的间隔。
本发明的目的是提供一种能克服上述缺点的制造易撕带的方法。
为实现本发明上述目的,按照本发明,提供了一种制造易撕带的方法,包括下列步骤:沿第一方向沿着一个延伸穿过剪切工位的第一轨迹供送一连续带;在剪切工位借助剪切装置横向剪切连续带形成顺序的易撕带;把各易撕带转移到位于沿着与第一方向横交的第二方向延伸的第二轨迹的脱开位置;和沿所述的第二方向和沿着所述的第二轨迹轴向传送易撕带,按照本发明所述的第二轨迹包括在所述的脱开位置平行与易撕带延伸的一部分,其长度至少等于易撕带的长度;在到达脱开位置时,易撕带沿着至少部分长度被强制地保持在所述的第二轨迹的所述部分上。
按照上述方法的第一个最佳实施例,最好所述的各易撕带沿着与所述的第一和第二轨迹横交的轨迹从第一轨迹转移到第二轨迹上。
按照上述方法的第二个最佳实施例,最好所述的各易撕带沿着在所述的脱开位置与所述的第二轨迹横交并且与所述的第二轨迹正切的轨迹从第一轨迹转移到第二轨迹上。
本发明还涉及制造易撕带的装置。
按照本发明,提供了一种制造易撕带的装置,包括沿第一方法沿着穿过剪切工位的第一轨迹供送连续带的第一传送装置;设在剪切工位用于横向把连续带切成顺序的易撕带的剪切装置;和顺序接受剪切下的易撕带并沿与所述的第一方向横交的第二方向和沿着第二轨迹供送易撕带的第二传送装置;剪切装置包括具有保持易撕带的吸力部分的活动刀片;所述的活动刀片可在所述的第一和第二轨迹之间,及在沿着所述的第一轨迹的剪切位置和把易撕带脱开放到所述的第二传送装置上的脱开位置之间移动,按照本发明所述的第二传送装置包括延伸穿过剪切工位并在所述的脱开位置与所述的刀片的吸力部分的至少一部分成正切的一个吸力部分。
按照本发明的上述装置的一个实施例,所述的刀片可沿与所述的第一和第二轨迹正交的轨迹在所述的第一和第二轨迹之间移动。
按照本发明的上述装置的另一个实施例,所述的刀片可沿着与所述的第一轨迹横交和与所述的第二轨迹正切的轨迹在所述的第一和第二轨迹之间移动。
下面参照附图对仅作为举例说明的本发明的一些非限制性实例进行说明,附图中:
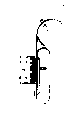
图1示出本发明装置的第一最佳实施例的侧视图,其中部分以剖面示出,部分移去以使显示更清楚;
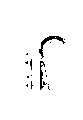
图2是沿图1中Ⅱ-Ⅱ线的剖面图;
图3是图1装置的变型的侧视图,其中部分以剖面示出,部分移去以使显示更清楚;
图4是本发明装置的第二最佳实施例的侧视图,其中部分以剖面示出,部分移去以使显示更清楚;
图5是图4装置的变型的侧视图,其中部分以剖面示出,部分移去以使显示更清楚;
图1示出了一个制造易撕带2的装置1,包括把成卷材料的连续带4供送到剪切工位5的供料装置3,在剪切工位5,属于总的装置1的一部分的一个剪切装置6把连续带4横向切成易撕带2,并且易撕带2被依次送入构成装置1的出口元件的一个吸力传送装置7上。
如图2更清楚地示出,供料装置3包括一个在使用中用来支承连续带4的卷筒10的辊8,该辊装成可绕一个与图2的平面垂直的基本水平的轴9作顺时针转动(图2)。装置3还包括一个带动力的牵引辊11,它和与其成正切的吸力型的导引板12相配合,以便把连续带4从卷筒10上退绕下来,并且沿与轴9横交的方向14延伸的直的轨迹13步进地供送,使带4通过剪切工位5。
板12的一个端部位于剪切工位5,并限定了一个带有与轨迹13横交的剪切边16并构成剪切装置6一部分的一个固定刀片15,除了固定刀片15,剪切装置6还包括与横梁18成整体连接的活动刀片17,该横梁沿与方向15横交的方向延伸,其两端有两个轴瓦19可滑动地安装到与板12垂直并且与框架21成整体的两根导引杆20上。
横梁18及与其成整体的活动刀片17沿着与方向14正交的方向18a,借助于驱动装置22在退回的非工作位置及前进的工作位置之间来回移动。该驱动装置22包括一对设在框架21及横梁18之间的液压缸23和以预定的速度并与辊11赋予连续带4的步进运动同步地操作液压缸23的中心控制装置(未示出)。
活动刀片17包括一板24,板24的端面25的长度至少与板12及带4的宽度一样,并且基本与板12平行,并开有多个吸孔26,这些吸孔与和已知的抽真空装置(未示出)连通的抽吸总管27相连接。表面25的宽度基本等于辊11赋予带4的步幅,表面25有横的剪切边28,当横梁在退回及前进位置之间移动时,剪切边28沿与固定刀片15的剪切边16成正切的轨迹移动,它穿过轨迹13,从表面25(图1)处于板12上方的非工作位置,经过表面25与剪切边16同平面的剪切位置到达表面25处于低于板12的脱开位置(非示出)。与总管27连接的抽真空装置(未示出)由已知的阀装置(未示出)调节使得当表面25处在所述的剪切位置与脱开位置之间时只形成一个真空的内总管27。
如图1所示,传送装置7包括一传送带7a,它依次又包括两个辊29和30(至少其中一个是带动力的),它们沿顺时针方向转动(图1),并绕着由透气材料制的并带有宽度基本等于并不小于表面25宽度的纵向槽32的环形带31。辊29,30在带31上限定了一个运送分支33,该分支33又依次限定了轨迹33a的进口部分,易撕带2沿着该轨迹轴向供送。分支33位于板12下面,平行及面向表面25;沿着与方向14和18a横交的方向34移动穿过剪切工位5;并且包括当表面25处在脱开位置时与表面25正切的中间部分35。运送分支33特别是中间部分35与构成吸力盒37的顶壁的带孔的板36接触地延伸。该吸力盒37安装在辊29,30之间,并且有与已知的抽真空装置(未示出)连通的出口导管38。
传送装置7还包括一个辊7b,它与穿过传送带7a的运送分支33的一个平面正切,沿方向34处于传送带7a的下游,并带有宽度和深度与槽32的一样的外周边环形槽39。槽39与槽32对齐,并与辊7b内的抽真空装置40连通。
传送装置7包括置于传送带7a和辊7b之间的板41,板41上有一表面42,该表面与槽32的底面齐平,并与槽39的底表面相切,并面向一导向板43,该板43与板41一起限定了作为使带2从传送带7a送到辊7b的通道的槽道44。辊7b形成传送装置7的出口辊,并且顺序把带2传送到使用装置46的进口辊45上。
在图3所示的变型中,板41和传送装置7的辊30去掉,辊30用辊7b代替,使得传送带7a的带31绕在辊29及辊7b上;辊7b的外周边仍与抽真空装置40连通,但是没有设置槽39,而是由带31的槽32也绕过辊7b;吸力盒37沿中间部分35,穿过剪切工位5,一直延伸到辊7b的外周边。
在实际使用中,辊11相应于活动刀片17定时调整使得当活动刀片17处在图1和2所示的非工作位置时把带4往前送进一步。然后液压缸23动作把表面25移进剪切位置,其中剪切边28与剪切边16配合切去带4突出在剪切边1b外的部分而形成易撕带2。如上所述,由于通过孔26吸力作用在移进剪切位置的表面25上,新形成的带2粘到表面25上,并被活动刀片17送入脱开位置。
在表面25移动进入脱开位置时,粘在表面25上的易撕带2的整个长度被带入与以步进方式沿方向34运动的带31的中间部分35接触;同时,如上所述,通过孔26的吸力被切断,在带2不可能相对与其接触的表面滑动的情况下把带2传送到传送带31上。
图4所示的实施例涉及基本与图1,2所示的制造装置1基本相同的装置45,除了驱动装置22被驱动活动刀片17的装置47代替,并且传送装置7被沿方向34以基本恒定的速度V1连续地操作。
如图4所示,驱动装置46包括一个铰接起来的平行四边形47,它依次又包括两个曲柄48,曲柄48装到平行于方向14并装到框架21上的两根轴49(至少其中一根是带动力的)上,从而绕其轴线作反时针(如图4)方向转动。平行四边形47还包括具有刀片17并且由两个调节装置50铰接到曲柄48的自由端的连接杆。
各个调节装置50包括沿与表面25横交的方向从板24的各端向上突起的一个附件51;一个从附件51突起并与方向14平行的销52;和设在各曲柄48的自由端,并成可转动和横向可调节方式与销52接合的轴向槽53。销52以已知的方式通过弹性装置(未示出)被基本上固定在各槽53内的预定的横向位置上。
在实际使用中,刀片17和特别是表面25被装置47驱动基本上平行板12以速度V2沿着延伸通过所述的剪切位置和脱开位置的一个环形轨迹54移动,使得在剪切位置其与轨迹13横交,而在脱开位置与轨迹33a正切。环形轨迹54还使得在剪切位置速度V2基本与板12的平面垂直,而在脱开位置速度V2基本与速度V1平行,与其沿同一方向并与其相同。
在图5所示的装置45的变型中,板43去掉了,传送带7a的带31的传送分支33比活动刀片17及易撕带2短一些,并且设置成当刀片17的板24的表面25处在脱开位置与轨迹33a正切时,仅仅带2的后部2a(沿方向34)被吸力盒37保持与分支33接触,而带2的前部2b置于直接与辊7b的周边接触,并为辊7b的抽真空装置40吸住。
Claims (18)
1、一种制造易撕带(2)的方法,包括下列步骤:沿第一方向(14)沿着一个延伸穿过剪切工位(5)的第一轨迹(13)供送一连续带(4);在剪切工位(5)借助剪切装置(6)横向剪切连续带(4)形成顺序的易撕带(2);把各易撕带(2)转移到位于沿着与第一方向(14)横交的第二方向(34)延伸的第二轨迹(33a)的脱开位置;和沿所述的第二方向(34)和沿着所述的第二轨迹(33a)轴向传送易撕带(2),其特征在于所述的第二轨迹(33a)包括在所述的脱开位置平行与易撕带(2)延伸的一部分(33),其长度至少等于易撕带(2)的长度;在到达脱开位置时,易撕带(2)沿着至少部分长度被强制地保持在所述的第二轨迹(33a)的所述部分(33)上。
2、按照权利要求1所述的方法,其特征在于所述的各易撕带(2)沿着与所述的第一和第二轨迹(13,33a)横交的轨迹(18a)从第一轨迹(13)转移到第二轨迹(33a)上。
3、按照权利要求1所述的方法,其特征在于所述的各易撕带(2)沿着在所述的脱开位置与所述的第一轨迹(13)横交且与所述的第二轨迹(33a)正切的轨迹(54)从第一轨迹(13)转移到第二轨迹(33a)上。
4、按照权利要求3所述的方法,其特征在于各易撕带(2)沿所述的第二轨迹(33a)连续地以预定的速度(V2)供送;在所述的脱开位置所述的易撕带(2)沿所述的轨迹(54),以与速度(V2)同样值及方向的速度(V1)供送。
5、按照权利要求2-4中任一项所述的方法,其特征在于各易撕带通过沿所述的轨迹(18a;54)的转移从第一轨迹(13)转移到第二轨迹(33a)上。
6、一种制造易撕带(2)的装置,包括沿第一方向(14)沿着穿过剪切工位(5)的第一轨迹(13)供送连续带(4)的第一传送装置(3);设在剪切工位(5)用于横向把连续带(4)切成顺序的易撕带(2)的剪切装置(6);和顺序接受剪切下的易撕带(2)并沿与所述的第一方向(14)横交的第二方向(34)和沿着第二轨迹(33a)供送易撕带(2)的第二传送装置(7);剪切装置(6)包括具有保持易撕带(2)的吸力部分(25)的活动刀片(17);所述的活动刀片(17)可在所述的第一和第二轨迹(13,33a)之间,以及在沿着所述的第一轨迹(13)的剪切位置和把易撕带(2)脱开放到所述的第二传送装置(7)上的脱开位置之间移动,其特征在于所述的第二传送装置(7)包括延伸穿过剪切工位(5)并在所述的脱开位置与所述的刀片(17)的吸力部分(25)的至少一部分成正切的一个吸力部分(35)。
7、按照权利要求6所述的装置,其特征在于所述的刀片(17)可沿与所述的第一和第二轨迹(13,33a)正交的轨迹在所述的第一和第二轨迹(13,33a)之间移动。
8、按照权利要求6或7所述的装置,其特征在于所述的剪切装置(6)包括与所述的第二传送装置(7)的吸力部分(35)和所述的第一和第二轨迹(13,33a)横交的导向装置(20);所述的刀片(17)以可滑动的方式与所述的导向装置(20)连接;和与所述的刀片(17)连接的致动装置(22),用来沿平行于所述的导向装置(20)的方向(18a)把所述的刀片(17)移动到和移出所述的脱开位置。
9、按照权利要求6所述的装置,其特征在于所述的刀片(17)可沿着与所述的第一轨迹(13)横交和与所述的第二轨迹(33a)正切的轨迹(54)在所述的第一和第二轨迹(13,33a)之间移动。
10、按照权利要求9所述的装置,其特征在于所述的剪切装置(6)包括一铰接的平行四边形(47),该四边形又包括两个曲柄(48),一个连杆,和使所述的曲柄(48)绕各轴转动的致动装置(49);所述的刀片(17)限定所述的连杆。
11、按照权利要求10所述的装置,其特征在于所述的剪切装置(6)还包括相应所述的曲柄(48)调整所述的刀片(17)的位置的调整装置(50)。
12、按照权利要求6-11中任一项所述的装置,其特征在于所述的第二传送装置(7)包括一个透气的并且有一直的传送分支(33)的环形带(31),所述的传送分支(33)的一部分被所述的第二传送装置(7)的所述的吸力部分(35)所限定。
13、按照权利要求12所述的装置,其特征在于所述的可透气的环形带(31)绕在两个辊(29,30;29,7b)上;所述的两个辊(29,30;29,7b)中的一个辊(30;7b)沿所述的第二传送方向(34)处于所述的传送分支(33)的下游。
14、按照权利要求13所述的装置,其特征在于沿所述的第二传送方向(34)处于所述的传送分支(33)下游的所述的辊(7b)包括一吸力辊(7b)。
15、按照权利要求13所述的装置,其特征在于可透气的所述的环形带(31)和所述的两个辊(29,30)限定了第一传送器(7a);所述的第二传送装置(7)包括与第一传送器(7a)串联的第二传送器(7b)。
16、按照权利要求15所述的装置,其特征在于所述的第一和第二传送器(7a,7b)由连接板(41)把它们相互连接在一起。
17、按照权利要求16所述的装置,其特征在于所述的第二传送器(7b)包括一吸力辊(17b)。
18、按照权利要求12-17中任一项所述的装置,其特征在于所述的环形带(31)有一外轴向槽(32)用来顺序地接受所述的易撕带(2)。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT000210A/94 | 1994-05-12 | ||
| IT94BO000210A ITBO940210A1 (it) | 1994-05-12 | 1994-05-12 | Metodo per la realizzazione di nastrini a strappo. |
| IT000176A/95 | 1995-04-20 | ||
| IT95BO000176 IT1281773B1 (it) | 1995-04-20 | 1995-04-20 | Metodo ed unita' per la realizzazione di nastrini a strappo |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1112893A true CN1112893A (zh) | 1995-12-06 |
Family
ID=26330308
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 95106070 Pending CN1112893A (zh) | 1994-05-12 | 1995-05-12 | 制造易撕带的方法和装置 |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0681978A3 (zh) |
| JP (1) | JPH0890487A (zh) |
| CN (1) | CN1112893A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109952260A (zh) * | 2016-12-16 | 2019-06-28 | 金伯利-克拉克环球有限公司 | 真空机头辊 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT403170B (de) * | 1995-07-07 | 1997-11-25 | Fehrer Ernst | Vorrichtung zum teilen eines kardenvlieses in längsabschnitte |
| WO2014091504A1 (en) * | 2012-12-10 | 2014-06-19 | G. Mondini Spa | Sealing machine with no residual film waste |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1305687A (fr) * | 1961-05-31 | 1962-10-05 | Gd Sas E Seragnoli A Seragnoli | Machine pour appliquer de petits rubans, à déchirer, sur une bande ou feuille d'empaquetage |
| GB1195224A (en) * | 1966-07-26 | 1970-06-17 | Hauni Werke Koerber & Co Kg | Apparatus for Attaching Tear Strips to a Web of Wrapping Material. |
| GB1423152A (en) * | 1972-11-17 | 1976-01-28 | Schmermund A | Method of and device for providing a web of packaging material with a tear strip |
| DE3915285A1 (de) * | 1989-05-10 | 1990-11-15 | Schmermund Maschf Alfred | Vorrichtung zum abtrennen von aufreissstreifen und aufbringen auf eine verpackungsmaterialbahn |
-
1995
- 1995-05-12 JP JP11485195A patent/JPH0890487A/ja active Pending
- 1995-05-12 CN CN 95106070 patent/CN1112893A/zh active Pending
- 1995-05-12 EP EP95107258A patent/EP0681978A3/en not_active Withdrawn
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109952260A (zh) * | 2016-12-16 | 2019-06-28 | 金伯利-克拉克环球有限公司 | 真空机头辊 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0681978A2 (en) | 1995-11-15 |
| EP0681978A3 (en) | 1996-08-07 |
| JPH0890487A (ja) | 1996-04-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4489900A (en) | Apparatus for automatically cutting and winding sheet material | |
| EP0045713B1 (de) | Makulaturweiche | |
| DE69532531T2 (de) | Gerät zum wenden und zum hintereinander angeordnet bereitstellen von bogenmaterial und entsprechendes verfahren | |
| CN1074089A (zh) | 生产带馅新月形面包卷的装置 | |
| EP0432424A2 (de) | Vorrichtung zur Trennung eines kontinuierlich geförderten Stroms von geschuppt übereinander liegenden flachen Werkstücken | |
| EP0136403B1 (de) | Vorrichtung zum Einführen einer Warenbahn in eine Behandlungsmaschine | |
| EP0733447B1 (en) | Automatic trimming processing device | |
| DE3805779A1 (de) | Vorrichtung und verfahren zum schindeln von einzelnen, nacheinander von stromauf nach stromab gefoerderten blaettern | |
| US4809575A (en) | Multi-purpose conveyor system | |
| DE102017105154B4 (de) | Vorrichtung und Verfahren zum Zertrennen eines Bands in eine Vielzahl von einzelnen Bandstücken | |
| CN1112893A (zh) | 制造易撕带的方法和装置 | |
| DE60300670T2 (de) | Methode zum Starten und Anhalten einer Verpackungsmaschine während eines Produktionswechsels | |
| CN112026256B (zh) | 一种全自动磁铁贴片机 | |
| DE3782007T2 (de) | Schneid- und transportsystem fuer eine materialbahn. | |
| US5046709A (en) | Apparatus for cutting or stacking web materials | |
| DE10204313B4 (de) | Verfahren und Vorrichtung zum Abschneiden von Etikettenhülsen von einem flachliegenden Etikettenschlauchband | |
| DE102017109459B3 (de) | Schneideinrichtung zum Schneiden eines Endlosbands, insbesondere eines Stahl- oder Textilcordbands | |
| US20090320545A1 (en) | Gutter guard forming machine | |
| US4666391A (en) | Apparatus for rolling up a pastry layer and a separator sheet | |
| CN1151718A (zh) | 利用卷材制造成型物件 | |
| EP0095890B1 (en) | Apparatus for making window patches | |
| US5040665A (en) | Removing apparatus for paper sheets, fold sections, paper duct, etc., in rotary press | |
| EP3398740B1 (de) | Schneideinrichtung zum schneiden eines endlosbands, insbesondere eines stahl- oder textilcordbands | |
| CN1915657A (zh) | 全自动式贴箱制造装置 | |
| NZ207774A (en) | Apparatus for assembling a sheet of pastry rolled about a plastic film |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C01 | Deemed withdrawal of patent application (patent law 1993) | ||
| WD01 | Invention patent application deemed withdrawn after publication |