CN111037182A - 一种可进行调节的大型焊接件用夹具 - Google Patents
一种可进行调节的大型焊接件用夹具 Download PDFInfo
- Publication number
- CN111037182A CN111037182A CN201911209953.8A CN201911209953A CN111037182A CN 111037182 A CN111037182 A CN 111037182A CN 201911209953 A CN201911209953 A CN 201911209953A CN 111037182 A CN111037182 A CN 111037182A
- Authority
- CN
- China
- Prior art keywords
- limiting groove
- side wall
- workbench
- seat
- wing plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/04—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/28—Beams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/02—Iron or ferrous alloys
- B23K2103/04—Steel or steel alloys
Abstract
一种可进行调节的大型焊接件用夹具,本发明涉及焊接工装技术领域,它包含滑轨、工作台,其中滑轨固定设置在地面上,滑轨上滑动架设有两个工作台,两个工作台的下侧壁上均固定设置有行进轮,行进轮滑动设置在滑轨两侧的地面上;它还包含夹紧组件,其中夹紧组件设置在工作台上;其将焊接用的底板插在一号限位槽内,通过延展臂上的二号限位槽将翼板夹住,可在移动定位时无需外部设备配合,有效保证生产安全。
Description
技术领域
本发明涉及焊接工装技术领域,具体涉及一种可进行调节的大型焊接件用夹具。
背景技术
部分大体积的工字钢梁在生产时无法一体铸造成型,只能够通过钢板进行拼接焊接。
现有技术中,在焊接大跨度的工字钢梁时,会通过行吊吊装钢板进行拼接焊接,这尽管解决了钢板的移动搬运问题,但是,行吊的定位精确度远低于钢梁焊接的定位精度,在进行焊接时仍需要操作工进行手动定位,在操作工进行手动定位时行吊仍处于工作状态,此时容易发生安全事故,需要改进。
发明内容
本发明的目的在于针对现有技术的缺陷和不足,提供一种设计合理、使用方便的可进行调节的大型焊接件用夹具,其将焊接用的底板插在一号限位槽内,通过延展臂上的二号限位槽将翼板夹住,可在移动定位时无需外部设备配合,有效保证生产安全。
为实现上述目的,本发明采用的技术方案是:它包含滑轨、工作台,其中滑轨固定设置在地面上,滑轨上滑动架设有两个工作台,两个工作台的下侧壁上均固定设置有行进轮,行进轮滑动设置在滑轨两侧的地面上;它还包含夹紧组件,其中夹紧组件设置在工作台上;
所述的夹紧组件包含一号限位槽、延展臂、安装座、二号限位槽,其中一号限位槽嵌设固定在工作台的上表面上,一号限位槽的左右两端分别穿置在工作台的左右侧壁上,且一号限位槽的左右两端开口设置,一号限位槽的上表面与工作台的上表面齐平设置;工作台的前后侧壁上固定设置有一号轴座,一号轴座的上表面上固定设置有一号转动轴,一号转动轴上套设轴承旋接有延展臂,且延展臂的上表面与工作台的上表面齐平设置,延展臂的下侧壁活动抵设在一号轴座的上表面上,一号转动轴上活动套设有扭簧,扭簧的一只柱脚抵设在工作台的侧壁上,扭簧的另一只柱脚抵设在延展臂的右侧壁上;延展臂的活动端上固定设置有二号轴座,且二号轴座的上表面与延展臂的上表面齐平设置,二号轴座的上侧壁上穿设轴承旋接有轴套,且轴套的上端口与二号轴座的上表面齐平设置,二号轴座上设置有安装座,安装座的下表面上固定设置有二号转动轴,二号转动轴插设在轴套内,安装座上固定设置有导向杆,导向杆上活动套设有固定座,固定座上固定设置有二号限位槽,二号限位槽的左右两端开口设置,固定座上穿设螺纹旋接有丝杆,丝杆的上下两端分别轴承旋设在安装座的上下侧壁上,且丝杆的上端穿置在安装座的上侧壁上,丝杆的上端固定设置有旋钮。
进一步的,所述的安装座的侧壁的下侧边上固定设置有三号限位槽,三号限位槽设置在二号限位槽的正下方,三号限位槽的左右两端开口设置。
进一步的,所述的延展臂的左侧壁上开设有收纳槽,收纳槽内设置有支撑杆,且支撑杆通过转轴旋设在收纳槽内位于工作台一侧的端头内,工作台的侧壁上设置有四号限位槽,支撑杆的活动端活动插设在四号限位槽内。
进一步的,所述的旋钮上套设固定有舵轮,安装座的上表面上插设螺纹旋接有定位销,定位销活动插设在舵轮内。
进一步的,所述的工作台的前侧壁上穿设有定位杆,滑轨上开设有定位孔,定位杆穿过定位孔后,活动穿出设置在工作台的后侧壁上。
进一步的,所述的一号限位槽内活动插设有斜楔,斜楔的斜面抵设在一号限位槽前内侧壁的上侧边上。
本发明的工作原理是:根据需要加工的工件的长度,抵用工作台的位置,使得两个工作台能够撑住工件的两端,首先将底板插在一号限位槽内,接着将上翼板架在底板上,转动延展臂使得延展臂展开,并使得安装座位于上翼板的侧边外侧,通过旋钮转动丝杆,进而调节固定座的上下位置,使得二号限位槽架在上翼板的侧边上,在二号限位槽夹住上翼板时,安装座可跟随轴套转动,进而使得延展臂处于不同角度时,二号限位槽均能抵紧夹住上翼板,待上翼板固定后,对底板及上翼板进行焊接,焊接完成后向上提升固定座,进而焊接完成的上翼板及底板同步上升,当底板的下侧边脱离一号限位槽后,在工作台与底板之间插入下翼板,接着下降底板至底板的下侧边抵在下翼板上,对底板及下翼板进行焊接,焊接完成后将二号限位槽从上翼板的侧边上取下,将工件卸料即可。
采用上述结构后,本发明有益效果为:
1、工作台上的一号限位槽可将工件的底板竖直固定,延展臂上的二号限位槽可将工件的翼板固定,在移动翼板进行定位时,无需外部设备配合,提高了生产过程中的安全性;
2、延展臂通过一号转动轴旋设,并通过扭簧夹紧,可使得工件的翼板夹在二号限位槽上时延展臂带动二号限位槽向中间将翼板夹紧,能够适应不同宽度的翼板的限位固定;
3、延展臂上的支撑杆可展开抵住工作台,进而使得延展臂张开,方便将安装座从二号轴座上拆除后,通过延展臂托住工件的板材进行加工。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
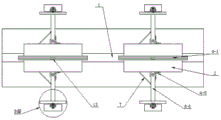
图1是本发明的结构示意图。
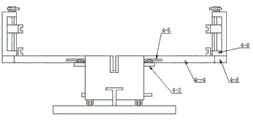
图2是图1的俯视图。
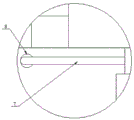
图3是图1的左视图。
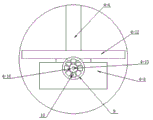
图4是图1的右视图。
图5是本发明中一号轴座、延展臂、二号轴座、安装座的结构示意图。
图6是本发明中安装座、导向杆、二号限位槽的连接结构示意图。
图7是图1中的A部放大图。
图8是图2中的B部放大图。
图9是图3中的C部放大图。
附图标记说明:
滑轨1、工作台2、行进轮3、夹紧组件4、一号限位槽4-1、一号轴座4-2、一号转动轴4-3、延展臂4-4、扭簧4-5、二号轴座4-6、轴套4-7、安装座4-8、二号转动轴4-9、导向杆4-10、固定座4-11、二号限位槽4-12、丝杆4-13、旋钮4-14、三号限位槽5、收纳槽6、支撑杆7、四号限位槽8、舵轮9、定位销10、定位杆11、定位孔12、斜楔13。
具体实施方式
下面结合附图对本发明作进一步的说明。
参看如图1-图9所示,本具体实施方式包含滑轨1、工作台2、夹紧组件4,其中滑轨1浇筑固定在地面上,滑轨1上滑动架设有两个工作台2,两个工作台2的下侧壁上均螺栓固定有行进轮3,行进轮3滑动设置在滑轨1两侧的地面上,工作台2的前侧壁上穿设有定位杆11,滑轨1上开设有定位孔12,定位杆11穿过定位孔12后,活动穿出设置在工作台2的后侧壁上,移动工作台2,可架住工件的两端进行定位固定,当工作台2移动至指定位置后,插入定位杆11可将工作台2固定,可防止工作台2滑动,夹紧组件4设置在工作台2上;
所述的夹紧组件4包含一号限位槽4-1、延展臂4-4、安装座4-8、二号限位槽4-12,其中一号限位槽4-1嵌设固定在工作台2的上表面上,一号限位槽4-1的左右两端分别穿置在工作台2的左右侧壁上,且一号限位槽4-1的左右两端开口设置,一号限位槽4-1的上表面与工作台2的上表面齐平设置,一号限位槽4-1内活动插设有斜楔13,斜楔13的斜面抵设在一号限位槽4-1前内侧壁的上侧边上,在通过一号限位槽4-1固定工件的底板时,若底板的厚度小于一号限位槽4-1的宽度,插入斜楔13将底板抵紧,可保证底板竖直固定;
工作台2的前后侧壁上焊设有一号轴座4-2,一号轴座4-2的上表面上焊设有一号转动轴4-3,一号转动轴4-3上套设轴承旋接有延展臂4-4,且延展臂4-4的上表面与工作台2的上表面齐平设置,延展臂4-4的下侧壁活动抵设在一号轴座4-2的上表面上,一号转动轴4-3上活动套设有扭簧4-5,扭簧4-5的一只柱脚抵设在工作台2的侧壁上,扭簧4-5的另一只柱脚抵设在延展臂4-4的右侧壁上,延展臂4-4的左侧壁上开设有收纳槽6,收纳槽6内设置有支撑杆7,且支撑杆7通过转轴旋设在收纳槽6内位于工作台2一侧的端头内,工作台2的侧壁上设置有四号限位槽8,支撑杆7的活动端活动插设在四号限位槽8内,在打开延展臂4-4,并旋转支撑杆7撑住工作台2后,可保证延展臂4-4处于张开状态,方便将工件的翼板放入二号限位槽4-12;
延展臂4-4的活动端上焊设有二号轴座4-6,且二号轴座4-6的上表面与延展臂4-4的上表面齐平设置,二号轴座4-6的上侧壁上穿设轴承旋接有轴套4-7,且轴套4-7的上端口与二号轴座4-6的上表面齐平设置,二号轴座4-6上设置有安装座4-8,安装座4-8的下表面上焊设有二号转动轴4-9,二号转动轴4-9插设在轴套4-7内,在将安装座4-8取下后,可通过撑开的延展臂4-4将工件的翼板托住进行加工;
安装座4-8上焊设有导向杆4-10,导向杆4-10上活动套设有固定座4-11,固定座4-11上焊设有二号限位槽4-12,二号限位槽4-12的左右两端开口设置,固定座4-11上穿设螺纹旋接有丝杆4-13,丝杆4-13的上下两端分别轴承旋设在安装座4-8的上下侧壁上,且丝杆4-13的上端穿置在安装座4-8的上侧壁上,丝杆4-13的上端焊设有旋钮4-14,旋钮4-14上套设焊接有舵轮9,安装座4-8的上表面上插设螺纹旋接有定位销10,定位销10活动插设在舵轮9内,在转动丝杆4-13调节二号限位槽4-12的位置完成后,在舵轮9内插入定位销10,可保证丝杆4-13无法转动;
安装座4-8的侧壁的下侧边上焊设有三号限位槽5,三号限位槽5设置在二号限位槽4-12的正下方,三号限位槽5的左右两端开口设置,三号限位槽5的位置固定,方便在进行加工时夹住工字钢工件一侧已经焊接的翼板,方便通过二号限位槽4-12夹住工件另一侧的翼板进行加工。
本具体实施方式的工作原理是:根据需要加工的工件的长度,抵用工作台2的位置,使得两个工作台2能够撑住工件的两端,首先将底板插在一号限位槽4-1内,接着将上翼板架在底板上,转动延展臂4-4使得延展臂4-4展开,并使得安装座4-8位于上翼板的侧边外侧,通过旋钮4-14转动丝杆4-13,进而调节固定座4-11的上下位置,使得二号限位槽4-12架在上翼板的侧边上,在二号限位槽4-12夹住上翼板时,安装座4-8可跟随轴套4-7转动,进而使得延展臂4-4处于不同角度时,二号限位槽4-12均能抵紧夹住上翼板,待上翼板固定后,对底板及上翼板进行焊接,焊接完成后向上提升固定座4-11,进而焊接完成的上翼板及底板同步上升,当底板的下侧边脱离一号限位槽4-1后,在工作台2与底板之间插入下翼板,接着下降底板至底板的下侧边抵在下翼板上,对底板及下翼板进行焊接,焊接完成后将二号限位槽4-12从上翼板的侧边上取下,将工件卸料即可。
采用上述结构后,本具体实施方式有益效果为:
1、工作台2上的一号限位槽4-1可将工件的底板竖直固定,延展臂4-4上的二号限位槽4-12可将工件的翼板固定,在移动翼板进行定位时,无需外部设备配合,提高了生产过程中的安全性;
2、延展臂4-4通过一号转动轴4-3旋设,并通过扭簧4-5夹紧,可使得工件的翼板夹在二号限位槽4-12上时延展臂4-4带动二号限位槽4-12向中间将翼板夹紧,能够适应不同宽度的翼板的限位固定;
3、延展臂4-4上的支撑杆7可展开抵住工作台2,进而使得延展臂4-4张开,方便将安装座4-8从二号轴座4-6上拆除后,通过延展臂4-4托住工件的板材进行加工,
以上所述,仅用以说明本发明的技术方案而非限制,本领域普通技术人员对本发明的技术方案所做的其它修改或者等同替换,只要不脱离本发明技术方案的精神和范围,均应涵盖在本发明的权利要求范围当中。
Claims (7)
1.一种可进行调节的大型焊接件用夹具,它包含滑轨(1)、工作台(2),其中滑轨(1)固定设置在地面上,滑轨(1)上滑动架设有两个工作台(2),两个工作台(2)的下侧壁上均固定设置有行进轮(3),行进轮(3)滑动设置在滑轨(1)两侧的地面上;其特征在于:它还包含夹紧组件(4),其中夹紧组件(4)设置在工作台(2)上;
所述的夹紧组件(4)包含一号限位槽(4-1)、延展臂(4-4)、安装座(4-8)、二号限位槽(4-12),其中一号限位槽(4-1)嵌设固定在工作台(2)的上表面上,一号限位槽(4-1)的左右两端分别穿置在工作台(2)的左右侧壁上,且一号限位槽(4-1)的左右两端开口设置,一号限位槽(4-1)的上表面与工作台(2)的上表面齐平设置;工作台(2)的前后侧壁上固定设置有一号轴座(4-2),一号轴座(4-2)的上表面上固定设置有一号转动轴(4-3),一号转动轴(4-3)上套设轴承旋接有延展臂(4-4),且延展臂(4-4)的上表面与工作台(2)的上表面齐平设置,延展臂(4-4)的下侧壁活动抵设在一号轴座(4-2)的上表面上,一号转动轴(4-3)上活动套设有扭簧(4-5),扭簧(4-5)的一只柱脚抵设在工作台(2)的侧壁上,扭簧(4-5)的另一只柱脚抵设在延展臂(4-4)的右侧壁上;延展臂(4-4)的活动端上固定设置有二号轴座(4-6),且二号轴座(4-6)的上表面与延展臂(4-4)的上表面齐平设置,二号轴座(4-6)的上侧壁上穿设轴承旋接有轴套(4-7),且轴套(4-7)的上端口与二号轴座(4-6)的上表面齐平设置,二号轴座(4-6)上设置有安装座(4-8),安装座(4-8)的下表面上固定设置有二号转动轴(4-9),二号转动轴(4-9)插设在轴套(4-7)内,安装座(4-8)上固定设置有导向杆(4-10),导向杆(4-10)上活动套设有固定座(4-11),固定座(4-11)上固定设置有二号限位槽(4-12),二号限位槽(4-12)的左右两端开口设置,固定座(4-11)上穿设螺纹旋接有丝杆(4-13),丝杆(4-13)的上下两端分别轴承旋设在安装座(4-8)的上下侧壁上,且丝杆(4-13)的上端穿置在安装座(4-8)的上侧壁上,丝杆(4-13)的上端固定设置有旋钮(4-14)。
2.根据权利要求1所述的一种可进行调节的大型焊接件用夹具,其特征在于:所述的安装座(4-8)的侧壁的下侧边上固定设置有三号限位槽(5),三号限位槽(5)设置在二号限位槽(4-12)的正下方,三号限位槽(5)的左右两端开口设置。
3.根据权利要求1所述的一种可进行调节的大型焊接件用夹具,其特征在于:所述的延展臂(4-4)的左侧壁上开设有收纳槽(6),收纳槽(6)内设置有支撑杆(7),且支撑杆(7)通过转轴旋设在收纳槽(6)内位于工作台(2)一侧的端头内,工作台(2)的侧壁上设置有四号限位槽(8),支撑杆(7)的活动端活动插设在四号限位槽(8)内。
4.根据权利要求1所述的一种可进行调节的大型焊接件用夹具,其特征在于:所述的旋钮(4-14)上套设固定有舵轮(9),安装座(4-8)的上表面上插设螺纹旋接有定位销(10),定位销(10)活动插设在舵轮(9)内。
5.根据权利要求1所述的一种可进行调节的大型焊接件用夹具,其特征在于:所述的工作台(2)的前侧壁上穿设有定位杆(11),滑轨(1)上开设有定位孔(12),定位杆(11)穿过定位孔(12)后,活动穿出设置在工作台(2)的后侧壁上。
6.根据权利要求1所述的一种可进行调节的大型焊接件用夹具,其特征在于:所述的一号限位槽(4-1)内活动插设有斜楔(13),斜楔(13)的斜面抵设在一号限位槽(4-1)前内侧壁的上侧边上。
7.根据权利要求1所述的一种可进行调节的大型焊接件用夹具,其特征在于:它的工作原理是:根据需要加工的工件的长度,抵用工作台(2)的位置,使得两个工作台(2)能够撑住工件的两端,首先将底板插在一号限位槽(4-1)内,接着将上翼板架在底板上,转动延展臂(4-4)使得延展臂(4-4)展开,并使得安装座(4-8)位于上翼板的侧边外侧,通过旋钮(4-14)转动丝杆(4-13),进而调节固定座(4-11)的上下位置,使得二号限位槽(4-12)架在上翼板的侧边上,在二号限位槽(4-12)夹住上翼板时,安装座(4-8)可跟随轴套(4-7)转动,进而使得延展臂(4-4)处于不同角度时,二号限位槽(4-12)均能抵紧夹住上翼板,待上翼板固定后,对底板及上翼板进行焊接,焊接完成后向上提升固定座(4-11),进而焊接完成的上翼板及底板同步上升,当底板的下侧边脱离一号限位槽(4-1)后,在工作台(2)与底板之间插入下翼板,接着下降底板至底板的下侧边抵在下翼板上,对底板及下翼板进行焊接,焊接完成后将二号限位槽(4-12)从上翼板的侧边上取下,将工件卸料即可。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911209953.8A CN111037182B (zh) | 2019-12-02 | 2019-12-02 | 一种可进行调节的大型焊接件用夹具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911209953.8A CN111037182B (zh) | 2019-12-02 | 2019-12-02 | 一种可进行调节的大型焊接件用夹具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN111037182A true CN111037182A (zh) | 2020-04-21 |
| CN111037182B CN111037182B (zh) | 2022-04-12 |
Family
ID=70234373
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201911209953.8A Active CN111037182B (zh) | 2019-12-02 | 2019-12-02 | 一种可进行调节的大型焊接件用夹具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111037182B (zh) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112102699A (zh) * | 2020-08-27 | 2020-12-18 | 浙江水利水电学院 | 应用于教学树状水配系统的灌区活水动态分配装置 |
| CN112589367A (zh) * | 2020-12-24 | 2021-04-02 | 江苏欧朗汽车管路系统有限公司 | 一种便于对接的机器人焊接用管件夹持工装 |
| CN113211123A (zh) * | 2021-04-25 | 2021-08-06 | 常州肯达工具有限公司 | 一种可防磨损的复合材料加工用定位装置 |
| CN114535912A (zh) * | 2022-03-28 | 2022-05-27 | 山东核电设备制造有限公司 | 一种核电用空气导流板自动化焊接装置及焊接方法 |
| CN115070327A (zh) * | 2022-08-22 | 2022-09-20 | 江苏恒械机械有限公司 | 一种矿用结构件焊接定位装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003154488A (ja) * | 2001-11-21 | 2003-05-27 | Michio Tanaka | 鋼材固定用治具 |
| CN104741850A (zh) * | 2015-01-30 | 2015-07-01 | 浙江金盛钢管塔有限公司 | 钢管塔焊接装置 |
| CN108817788A (zh) * | 2018-06-07 | 2018-11-16 | 中铁二局第工程有限公司 | 一种工字钢焊接平台及其使用方法 |
| CN209363919U (zh) * | 2018-12-26 | 2019-09-10 | 海宁虎霸重工有限公司 | 一种圆形工件自动焊机 |
| CN209532507U (zh) * | 2018-12-19 | 2019-10-25 | 中铁工程装备集团钢结构有限公司 | 快速定位的h型钢组立机 |
-
2019
- 2019-12-02 CN CN201911209953.8A patent/CN111037182B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003154488A (ja) * | 2001-11-21 | 2003-05-27 | Michio Tanaka | 鋼材固定用治具 |
| CN104741850A (zh) * | 2015-01-30 | 2015-07-01 | 浙江金盛钢管塔有限公司 | 钢管塔焊接装置 |
| CN108817788A (zh) * | 2018-06-07 | 2018-11-16 | 中铁二局第工程有限公司 | 一种工字钢焊接平台及其使用方法 |
| CN209532507U (zh) * | 2018-12-19 | 2019-10-25 | 中铁工程装备集团钢结构有限公司 | 快速定位的h型钢组立机 |
| CN209363919U (zh) * | 2018-12-26 | 2019-09-10 | 海宁虎霸重工有限公司 | 一种圆形工件自动焊机 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112102699A (zh) * | 2020-08-27 | 2020-12-18 | 浙江水利水电学院 | 应用于教学树状水配系统的灌区活水动态分配装置 |
| CN112589367A (zh) * | 2020-12-24 | 2021-04-02 | 江苏欧朗汽车管路系统有限公司 | 一种便于对接的机器人焊接用管件夹持工装 |
| CN113211123A (zh) * | 2021-04-25 | 2021-08-06 | 常州肯达工具有限公司 | 一种可防磨损的复合材料加工用定位装置 |
| CN113211123B (zh) * | 2021-04-25 | 2022-07-01 | 常州肯达工具有限公司 | 一种可防磨损的复合材料加工用定位装置 |
| CN114535912A (zh) * | 2022-03-28 | 2022-05-27 | 山东核电设备制造有限公司 | 一种核电用空气导流板自动化焊接装置及焊接方法 |
| CN115070327A (zh) * | 2022-08-22 | 2022-09-20 | 江苏恒械机械有限公司 | 一种矿用结构件焊接定位装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111037182B (zh) | 2022-04-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111037182B (zh) | 一种可进行调节的大型焊接件用夹具 | |
| CN213105181U (zh) | 一种升降机剪刀臂焊接定位加工中心 | |
| CN210549254U (zh) | 一种五金配件加工用焊接辅助装置 | |
| CN213135676U (zh) | 一种应用于自动化焊接系统的焊接工装台 | |
| CN108994964A (zh) | 安装有防碎屑外崩机构的木工工作台 | |
| CN212096222U (zh) | 一种零件修复用固定夹具 | |
| CN219649022U (zh) | 一种夹持稳定的建筑施工钢架焊接对接装置 | |
| CN217913775U (zh) | 一种压力管道安装用辅助装置 | |
| CN211080933U (zh) | 一种装配式外墙板夹持装配装置 | |
| CN110842521B (zh) | 一种制动杠杆吊座的吊架轴安装工作台 | |
| CN210649274U (zh) | 一种h型钢结构生产用点焊工装 | |
| CN207593250U (zh) | 一种钻床工作台及采用该工作台的钻床 | |
| CN111922773A (zh) | 一种臂架的找正翻转装置 | |
| CN213730140U (zh) | 一种升降机剪刀臂焊接定位装置 | |
| CN220761071U (zh) | 一种用于叉车门架支座钻孔定位装置 | |
| CN213319719U (zh) | 一种柱状工件定位夹具 | |
| CN218341427U (zh) | 一种悬吊管焊接装置 | |
| CN213033701U (zh) | 镗孔找正工装 | |
| CN219235147U (zh) | 一种便于取料的光通信接收组件的耦合夹具 | |
| CN219254819U (zh) | 一种设备加工用翻转平台 | |
| CN220783068U (zh) | 一种加工环形工件的自定心夹具 | |
| CN212803266U (zh) | 一种钢拱架施工用支撑台架 | |
| CN220446567U (zh) | 一种具有定位结构的切割装置 | |
| CN217964789U (zh) | 一种新型卧式加工中心主轴拆装治具 | |
| CN213105336U (zh) | 一种升降机剪刀臂焊接定位工装 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| TR01 | Transfer of patent right |
Effective date of registration: 20230731 Address after: 415700 in Zhangjiang Industrial Park, 9 Chuangye Avenue, guanjiaping community, Zhangjiang Town, Taoyuan County, Changde City, Hunan Province Patentee after: HUNAN SANTER MACHINERY MANUFACTURING Co.,Ltd. Address before: 415100 group 7, Hejiaping neighborhood committee, Deshan Town, economic and Technological Development Zone, Changde City, Hunan Province (next to science and technology innovation company) Patentee before: Changde Dingxin Machinery Co.,Ltd. |
|
| TR01 | Transfer of patent right |