CN110891762A - 具有振动隔离接口的增材制造 - Google Patents
具有振动隔离接口的增材制造 Download PDFInfo
- Publication number
- CN110891762A CN110891762A CN201780092830.3A CN201780092830A CN110891762A CN 110891762 A CN110891762 A CN 110891762A CN 201780092830 A CN201780092830 A CN 201780092830A CN 110891762 A CN110891762 A CN 110891762A
- Authority
- CN
- China
- Prior art keywords
- vibrating
- bed
- additive manufacturing
- frame
- build
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/245—Platforms or substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/165—Processes of additive manufacturing using a combination of solid and fluid materials, e.g. a powder selectively bound by a liquid binder, catalyst, inhibitor or energy absorber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/25—Housings, e.g. machine housings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/35—Cleaning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/10—Formation of a green body
- B22F10/14—Formation of a green body by jetting of binder onto a bed of metal powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/60—Treatment of workpieces or articles after build-up
- B22F10/68—Cleaning or washing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/70—Recycling
- B22F10/73—Recycling of powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/30—Platforms or substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/38—Housings, e.g. machine housings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/357—Recycling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Abstract
在根据本公开的一个示例中,描述了增材制造构建单元。增材制造构建单元包括振动床体,在其上将设置构建材料体积。床体将振动,以移除多余的构建材料。构建单元的非振动框架支撑振动床体。构建单元还包括床体‑框架接口,用于:将振动床体联接到非振动床体框架;以及对于振动床体隔离振动。构建单元的柔性密封件被设置在振动床体和非振动框架之间。柔性密封件防止构建材料污染在其中设置增材制造构建单元的增材制造系统,以及允许振动床体和非振动框架之间的相对运动。
Description
背景技术
增材制造装置通过建立材料层而产生三维(3D)物体。一些增材制造装置被称为“3D打印装置”,因为其使用喷墨或其它打印技术,以施加制造材料中的一些。3D打印装置和其它增材制造装置使得可能将物体的计算机辅助设计(CAD)模型或其它数字表示直接转换成实体物体。
附图说明
附图示出了本文描述的原理的各种示例,并且是说明书的一部分。所示出的示例仅被给出用于说明,并且不限制权利要求的范围。
图1是根据本文描述的原理的示例的具有构建单元的增材制造系统的简化顶视图,所述构建单元具有振动-隔离接口。
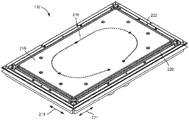
图2是根据本文描述的原理的示例的具有振动-隔离接口的增材制造构建单元的等距视图。
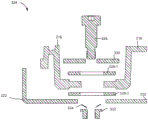
图3是根据本文描述的原理的示例的具有振动-隔离接口的增材制造构建单元的分解截面视图。
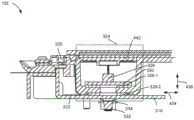
图4是根据本文描述的原理的示例的具有振动-隔离接口的增材制造构建单元的截面图。
贯穿于附图,相同的附图标记表示类似但不一定相同的元件。附图不一定是按比例的,并且可夸大一些部件的尺寸,以更清楚地示出所显示的示例。此外,附图提供与描述一致的示例和/或实施方式;然而,描述不限于附图中提供的示例和/或实施方式。
具体实施方式
增材制造装置通过在装置内的床体上固化构建材料层而制成三维(3D)物体。增材制造装置例如利用计算机辅助绘图(CAD)计算机程序产品基于所生成的物体的3D模型中的数据而制成物体。模型数据被处理成切片,每个切片限定构建材料层的将固化部分。
在一个示例中,为了形成3D物体,可为粉末的构建材料被沉积在床体上。而后,熔融试剂被分配到构建材料层的将熔融部分上,以形成3D物体层。执行此类型的增材制造的系统可被称为基于粉末和熔融试剂的系统。呈期望的式样设置的熔融试剂增加在其上设置试剂的下方构建材料层的能量吸收。而后,构建材料被暴露于能量,例如,电磁辐射。电磁辐射可包括红外光、激光或其它合适的电磁辐射。由于由熔融试剂赋予的增加的热吸收性质,因此构建材料的在其上设置有熔融试剂的那些部分被加热到大于对于构建材料的熔融温度的温度。
因此,随着能量被施加到构建材料的表面,已接收熔融试剂并且因此具有增加的能量吸收特征的构建材料熔融,而构建材料的未接收熔融试剂的该部分保持呈粉末形式。构建材料的接收试剂并且因此具有增加的热吸收性质的那些部分可被称为熔融部分。相比之下,所施加的热量不足够大,从而使构建材料的没有试剂的部分的热量增加到此熔融温度。构建材料的不接收试剂并且因此不具有增加的热吸收性质的那些部分可被称为未熔融部分。
因此,预先确定量的热量被施加到整个构建材料床体,由于由熔融试剂赋予的增加的热吸收性质,因此构建材料的接收熔融试剂的部分熔融,并且形成物体,而在存在有此类热能施加的情况下,构建材料的未熔融部分不被影响,即,不熔融。此过程以分层的方式被重复,以生成3D物体。而后,材料的未熔融部分可从熔融部分分离,并且未熔融部分被再循环,用于后续3D打印操作。虽然对于一个类型的增材制造过程进行了具体参考,但本文描述的原理可应用于其它类型的增材制造过程。
因此,本说明书描述了改进的系统和方法,用于使未熔融构建材料从熔融构建材料分离。根据此系统,所述装置包括增材制造构建单元,所述增材制造构建单元包括在其上沉积构建材料的床体。床体将振动,使得在形成3D物体之后使未熔融构建材料1)从3D物体分离,以及2)引导到端口,所述端口使未熔融构建材料返回到构建材料贮存器。
构建单元还可包括非振动部件。例如,保持床体的框架可包括例如轴承、螺钉、传感器的部件以及其它机械和电气部件,如果振动太多,则这可损坏那些部件,并且影响增材制造过程的整体性能。此外,构建单元还可包括期望维持无粉尘的部件。即,在利用粉末材料的3D打印期间,粉尘是常见副产物,所述粉尘可损坏某些部件的操作。
因此,增材制造构建单元还包括在构建单元的振动床体和非振动部件之间的接口。接口对于振动床体隔离振动,使得这些非振动部件不由于振动床体的操作而因此振动。更具体地,接口1)在增材制造期间防止振动床体相对于非振动框架的水平运动,2)在增材制造之后允许振动床体相对于非振动部件在水平平面中移动,以及3)防止所述部件在竖直平面中的相对运动。
构建单元还包括可基于振动床体的振动而变形的柔性密封件。密封件有助于振动床体的振动,同时防止粉末污染增材制造系统内的其它区域。柔性密封件还使振动床体定中心在非振动框架内,并且在3D打印期间帮助防止水平运动。总之,构建单元可指的是振动床体、非振动框架和/或床体-框架接口以及柔性密封件。在一些示例中,包括振动床体和非振动框架的构建单元可从增材制造系统(例如,3D打印机)移除。
具体地,本说明书描述了增材制造构建单元。增材制造构建单元包括振动床体,在其上将设置构建材料体积。床体将振动,以移除多余的构建材料。构建单元还包括支撑振动床体的非振动框架。床体-框架接口1) 将振动床体联接到非振动床体框架,以及2)对于振动床体隔离振动。柔性密封件结合振动床体和非振动框架。柔性密封件1)防止构建材料污染增材制造系统的其它区域,以及2)允许振动床体和非振动框架之间的相对运动。
在另一示例中,增材制造构建单元包括振动床体和非振动框架。在此示例中,床体-框架接口1)将振动床体联接到非振动床体框架,2)对于振动床体隔离振动,3)当振动源活动时,允许振动床体在水平平面中移动,以及4)防止振动床体在竖直方向上相对于非振动床体框架移动。构建单元还包括柔性密封件,所述柔性密封件1)防止构建材料污染,以及2)允许振动床体和非振动框架之间的相对运动。
本说明书还描述了增材制造系统。增材制造系统包括构建材料分配器,以将构建材料层连续地沉积到构建区域中。所述系统的至少一个试剂分配器包括至少一个液体喷射装置,以将熔融试剂选择性地分配到构建材料层上。增材制造系统还包括构建单元,在其上将设置构建材料。构建单元包括振动床体、非振动框架、床体-框架接口以及柔性密封件。
总之,使用此类增材制造构建单元1)通过重新使用未熔融构建材料而允许了有效增材制造过程,2)增加了经由振动构建单元再循环的未熔融构建材料量,所述振动构建单元将未熔融构建材料引导到端口,3)通过将构建材料容纳在构建区域内而防止了增材制造系统的污染,并且防止了粉末损失,4)通过对于振动床体隔离振动而改进了构建单元以及相关联的增材制造系统的操作寿命,以及5)通过在3D打印期间防止竖直振动并且防止水平振动而有助于振动床体上的准确物体创建。然而,所设想的是,本文公开的装置可解决数个技术领域中的其它问题和缺陷。
如在本说明书和所附权利要求中使用的,术语“构建单元”指的是在增材制造期间在其上沉积构建材料的平台,构建单元包括振动床体、非振动框架、柔性密封件以及床体-框架接口。
图1是根据本文描述的原理的示例的具有构建单元(102)的增材制造系统(100)的简化顶视图,所述构建单元(102)具有振动-隔离接口。总体上,用于生成三维物体的设备可被称为增材制造系统(100)。本文描述的系统(100)可对应于三维打印系统,其还可被称为三维打印机。在增材制造过程的示例中,构建材料层可形成在构建区域(104)中。如在本说明书中和在所附权利要求中使用的,术语“构建区域”指的是其中形成3D物体的空间区域。构建区域(104)可指的是由构建单元(102)和腔室壁界定的空间。
在增材制造过程中,任何数量的功能试剂可被沉积在构建材料层上。一个此类示例是熔融试剂,所述熔融试剂有助于硬化粉末构建材料。在此具体示例中,熔融试剂可呈三维物体层的式样被选择性地分配在构建材料层上。能量源可临时向构建材料层施加能量。能量可被选择性地吸收到由熔融试剂形成的式样化区域和不具有熔融试剂的空白区域中,这导致部件选择性地熔融在一起。而后,此过程被重复,直到已形成完整实体物体。因此,如本文使用的,构建层可指的是在构建区域(104)中形成的构建材料层,在其上可分配功能试剂和/或可施加能量。
可形成附加层,并且可对于每层执行上文描述的操作,以由此生成三维物体。在先前层的顶部上顺序地分层和熔融构建材料层的部分可有助于三维物体的生成。三维物体的逐层形成可被称为分层增材制造过程。
在本文描述的示例中,构建材料可包括基于粉末的构建材料,其中,基于粉末的构建材料可包括湿和/或干的基于粉末的材料、微粒材料和/或颗粒材料。在一些示例中,构建材料可为弱光吸收聚合物。在一些示例中,构建材料可为热塑性塑料。此外,如本文描述的,功能试剂可包括当施加能量时可有助于熔融构建材料的液体。熔融试剂可为光吸收液体、红外或近红外吸收液体,例如,颜料着色剂。
增材制造系统(100)包括构建材料分配器(106),以在构建区域(104)中连续地沉积构建材料层。构建材料分配器(106)可包括刮片、辊和/或喷雾机构。构建材料分配器(106)可联接到扫描载架。在操作中,随着扫描载架在构建区域(104)之上沿着扫描轴线移动,构建材料分配器(106)将构建材料放置在构建区域(104)中。虽然图1将构建材料分配器(106)描绘为垂直于试剂分配器(108),但在一些示例中,构建材料分配器(106)可与试剂分配器(108)成直线。
增材制造设备(100)包括至少一个试剂分配器(108)。试剂分配器(108)包括至少一个液体喷射装置(110-1、110-2),以将功能试剂分配到构建材料层上。
功能试剂的一个具体示例是熔融试剂,所述熔融试剂增加构建材料的接收熔融试剂的部分的能量吸收。液体喷射装置(110)可包括至少一个打印头(例如,基于热喷射的打印头、基于压电喷射的打印头等等)。在一些示例中,试剂分配器(106)联接到扫描载架,并且扫描载架沿着扫描轴线在构建区域(104)之上移动。在一个示例中,在喷墨打印装置中使用的打印头可用作试剂分配器(108)。在此示例中,熔融试剂可为打印液体。在其它示例中,试剂分配器(108)可包括选择性地喷射小体积液体的其它类型液体喷射装置(110)。
试剂分配器(108)包括至少一个液体喷射装置(110),所述液体喷射装置(110)具有多个液体喷射管芯,所述液体喷射管芯总体上端部对端部地沿着试剂分配器(108)的宽度被布置。在此类示例中,试剂分配器(108)的宽度对应于构建区域(104)的尺寸。在扫描载架在构建区域(104)之上移动的同时,试剂分配器(104)将试剂选择性地分配在构建区域(104)中的构建层上。在一些示例设备中,试剂分配器(108)包括喷嘴(112-1、112-2),熔融试剂被选择性地喷射通过所述喷嘴(112-1、112-2)。
增材制造设备(100)还包括至少一个加热器(114),以经由向构建材料施加热量而选择性地熔融构建材料的部分,以形成物体。加热器(114)可为施加热能的任何部件。加热器(114)的示例包括红外灯、可见卤素灯、电阻式加热器、发光二极管LED以及激光器。如上文描述的,构建材料可包括可熔融构建材料,一旦达到熔融温度,则所述可熔融构建材料熔融在一起。因此,加热器(114)可向构建材料施加热能,从而将构建材料的部分加热超过此熔融温度。被加热超过熔融温度的那些部分在其上设置有熔融试剂,并且呈将打印3D物体的式样形成。熔融试剂增加构建材料的该部分的吸收率。因此,加热器(114)可施加一定量的能量,使得具有增加的吸收率的那些部分达到大于熔融温度的温度,而不具有增加的吸收率的那些部分不达到大于熔融温度的温度。虽然对于熔融试剂的沉积进行了具体参考,但如本文描述的增材制造设备(100)可施加任何数量的其它功能试剂。
增材制造系统(100)的构建单元(102)包括部件,以对于在其上设置构建材料的床体部分隔离振动。具体地,构建单元(102)包括保持构建材料体积的振动床体。在形成3D物体之后,振动源导致床体振动,以移除多余的非熔融构建材料。构建单元(102)还包括非振动框架。在非振动框架上安装了各种部件,例如,在增材制造过程期间随着添加连续的构建材料层而升高和降低床体的提升装置。即,随着连续的构建材料层被沉积到构建区域(104)中,构建单元(102)可在竖直方向上移动。
可期望的是,防止由振动源导致的振动传递到框架,并且确保振动床体相对于非振动框架定中心。因此,构建单元(102)包括接口,所述接口将振动床体与其它非振动部件联接,并且同时对于振动床体隔离振动。在振动床体和非振动框架之间的柔性密封件防止构建材料污染到构建单元(102)的其它部件中,并且使振动床体相对于非振动框架定中心。即,柔性密封件使构建材料保持在床体上。密封件还允许振动床体和非振动床体之间的相对运动。
图2是根据本文描述的原理的示例的具有振动-隔离接口的增材制造构建单元(102)的等距视图。具体地,图2描绘了振动床体(216),所述振动床体(216)部分地限定其中发生增材制造的构建区域(图1,104)。
在增材制造期间,构建材料被放置在振动床体(216)上,并且振动床体(216)不振动。随着在振动床体(216)上形成连续层,振动床体(216)向下行进。一旦形成整个3D物体,则其从构建区域(图1,104)被移除,并且保留多余的未熔融构建材料。此未熔融构建材料可返回到贮存器,并且在后续操作中使用。因此,床体(216)包括数个端口(218),未熔融构建材料被吸入通过所述端口到贮存器。为了简单起见,利用附图标记指示单个端口(218)。
在增材制造过程完成之后,振动床体(216)被激活,使得其在水平平面中振动,如由箭头(219、221)限定的。此类振动使构建材料围绕床体(216)移动,使得其被吸入到端口(218)中,以被传送到贮存器。
然而,并非构建单元(102)的所有部件都旨在振动。即,床体(216)可振动,但对于其它部件,可期望的是,其不振动。例如,在振动床体(216)的外部,可存在有可被损坏的其它机械装置,例如,轴承、螺钉、马达以及电气连接。因此,本说明书描述了构建单元(102),所述构建单元(102)1)有助于床体(216)的振动,同时防止其它部件的振动。此类构建单元(102)包括接口,用于允许此类相对运动,所述接口在图3和图4中被描绘。
构建单元(102)还包括柔性密封件(220)。如上文描述的,构建单元(102)的一些部件可受益于缺少振动。此类部件以及其它还可受益于缺少由构建材料的污染。即,在振动以使未熔融构建材料朝向端口(218)移动的期间,粉末材料可提升离开床体(216),并且围绕在构建单元(102)之上移动。此外,在打印期间,熔融试剂到构建材料上的影响可导致微粒物质提升离开床体(216)。此类微粒物质(无论其如何生成)可影响各种部件的性能。柔性密封件防止此污染。即,柔性密封件(220)允许振动床体(216)与非振动框架(222)的相对运动,同时使增材制造系统的部件密封抵抗由构建材料微粒物质的污染。例如,柔性密封件(220)可防止微粒物质与构建单元(102)下方的部件变得接触。如图2中可看到的,在一些示例中,柔性密封件(222)是包围振动床体(216)的封闭形式。在此情况下,柔性密封件(222)将构建材料保持在构建区域(图1,104)内。
如本文描述的增材制造构建单元(102)允许未熔融构建材料从已形成为3D物体的一部分的熔融构建材料的容易分离。本文描述的接口隔离将局限于振动床体(216)的任何振动,并且防止这些振动达到非振动框架(222)。
图3是根据本文描述的原理的示例的振动-隔离接口(324)的分解视图。如上文描述的,增材制造构建单元(图1,102)包括振动床体(216),在增材制造之后,所述振动床体(216)振动,以将多余的未熔融构建材料从构建区域(图1,104)移除到贮存器,以被保持,用于后续增材制造操作。然而,在增材制造期间,振动床体(216)保持刚性,使得3D物体被准确地生成。
增材制造构建单元(图1,102)还包括非振动框架(222)。非振动框架(222)支撑振动床体(216)以及在增材制造系统(图1,100)内获得的其它部件。例如,在增材制造期间,可降低振动床体(216),使得附加的构建材料层可被沉积和熔融。非振动框架(222)可支撑有助于此升高和降低的提升机构。在增材制造之后,振动床体(216)振动,以将多余的未熔融构建材料吸入到贮存器。如果允许传递到非振动框架(222),则所导致的振动可损坏这些其它部件,包括提升机构、轴承和螺钉以及其它电气和机械部件。因此,构建单元(图1,102)包括床体-框架接口(324),以联接这些部件。具体地,在床体-框架接口(324)内,存在有将振动床体(216)联接到非振动床体框架(222)并且还对于振动床体(216)隔离振动的部件。
具体地,床体-框架接口(324)包括数个移动限制装置,用于1)在增材制造之后允许振动床体(216)在水平平面中移动,2)当振动源不活动时,防止打印期间的水平运动,以及3)防止振动床体在竖直方向上相对于非振动框架(222)移动。移动限制装置可被设置围绕振动床体(216)的边缘。即,振动床体(216)可由柔性密封件(图2,220)和床体-框架接口(324)环绕,并且移动限制装置可被设置在床体-框架接口(324)的拐角中。
返回到运动限制装置。在一些示例中,这些部件运作,以在某些方向上允许运动,并且在其它方向上防止运动。例如,床体-框架接口(324)包括螺栓(326),以穿过振动床体(216)开口和非振动框架(222)开口。第一低摩擦轴承(328-1)并置在垫圈(330)和振动床体(216)之间。第二低摩擦轴承(328-2)并置在非振动框架(222)和振动床体(216)之间。
在螺栓(326)的底部上紧固螺母(332)将这些部件压缩在一起,使得相邻表面与彼此接触。在此情况下,螺母(332)和螺栓(326)在竖直方向(436)上限制相对移动。然而,为了确保螺母(332)不被过度紧固,使得联接到螺栓(326)的部件将不相对于彼此在水平平面中移动,弹簧(334)以及在一些情况下切割到螺栓(330)中的凹槽确保的是,螺母(332)不被过度紧固。
所述部件的压缩还确保振动床体(216)在制造期间的刚性。即,在这些部件之间可存在有足够的摩擦,使得在增材制造期间,当振动源不活动时,所述部件不相对于彼此在水平平面中移动。摩擦力(其取决于通过抵抗弹簧(330)紧固螺母(332)而施加的压力)使得其通过振动源的激活而被克服。即,由振动源导致的力克服摩擦力,并且允许振动床体(216)振动。
在振动源活动时,此运动限制装置允许振动床体(216)在水平平面中相对于非振动框架(222)移动,并且在竖直方向上防止此类相对运动。竖直运动对于3D打印物体质量可具有负面影响。即,如果在其上形成3D物体的振动床体(216)在竖直方向上相对于非振动框架(222)移动,则构建材料的厚度可改变,这导致缺少部件的准确度,和/或导致增材制造过程中的其它缺陷。因此,由于竖直运动对于3D物体准确度可具有负面影响,因此防止此运动的接口允许更准确的3D打印。下文关于图4提供了关于运动限制装置的操作的附加细节。
图4是根据本文描述的原理的示例的具有振动-隔离接口(324)的增材制造构建单元(102)的部分的截面图。在图4中清楚地描绘了振动床体(216)和非振动框架(222)。如上文描述的,当振动源活动时,允许振动床体(216)在水平平面中振动,但当振动源不活动时,防止其在水平平面中振动。即,在未熔融构建材料的移除期间,振动床体(216)在由箭头(434)指示的方向以及垂直但在水平平面中的方向上移动。柔性密封件(220)允许此类移动。例如,柔性密封件(220)可由可变形硅材料形成,并且可具有S形截面。因此,随着振动床体(216)在由箭头(434)指示的方向上振动,柔性密封件(220)变形,以允许移动,但仍在柔性密封件(220)下方提供密封表面。柔性密封件(220)还用于使振动床体(216)相对于非振动框架(222)定中心,并且在增材制造期间(即,当振动源不活动时)防止水平运动。如图4中描绘的,柔性密封件(220)固定地附接到振动床体(216)和非振动框架(222)两者。
柔性密封件(220)还防止构建材料污染。即,其性能可由于微粒构建材料的存在而因此衰化的那些部件可被遮挡在振动床体(216)下方,并且由柔性密封件(220)防止构建材料进入其中。
图4还清楚地描绘了移动限制装置。如上文描述的,移动限制装置可为在一个平面(即,水平平面)中允许移动但在垂直方向(即,如由箭头(436)指示的竖直方向)上防止运动的任何装置。在水平平面中允许运动有助于未熔融构建材料的移除,并且在竖直方向上防止运动增强3D物体生成的效率。
在一个具体示例中,移动限制装置包括螺栓(326),所述螺栓(326)从顶部到底部地穿过垫圈(330)、第一低摩擦轴承(328-1)、振动床体(216)中的开口、第二低摩擦轴承(328-2)以及非振动框架(222)中的开口。图4还描绘了螺栓(326)的底部上的螺母(332),所述螺母(332)将这些部件压缩在一起,使得相邻表面与彼此接触。然而,当振动源活动时,经由低摩擦轴承(328)仍在水平平面中允许移动。具体地,由于低摩擦轴承(328)和振动床体(216)之间的摩擦力,因此即使当振动源活动时,在振动床体(216)和低摩擦轴承(328)之间也不存在有相对运动。即,其一起移动。然而,低摩擦轴承(328)的分别与垫圈(330)和非振动框架(222)接触的表面由低摩擦材料形成,当振动源活动时,这允许轴承(328)沿着垫圈(330)和非振动框架(222)的相应表面滑动。在一些示例中,低摩擦轴承(328)可由聚四氟乙烯、铁氟龙浸渍的复合物或其它基于铁氟龙的材料形成。这些部件中的每个的开口大于螺栓(326)的外部直径,使得其可围绕螺栓(326)的轴线滑动。因此,振动床体(216)和低摩擦轴承(328)振动,而垫圈(330)、螺栓(326)和非振动框架(222)不振动。
在一些示例中,移动限制装置包括弹簧(334),以在螺栓(326)、垫圈(330)、低摩擦轴承(328)、振动床体(216)和非振动框架(222)的接触表面上维持预先确定的压力。即,如果螺母(332)被过度紧固,则即使当振动源活动时,所述表面(即使是低摩擦轴承(328)的那些)之间的摩擦力也可足够大,从而防止水平运动。即,弹簧(334)生成预先确定的压力,并且有助于紧固螺母(332)以实现此压力的简单方式。
预先确定的压力可使得在增材制造期间不存在有水平运动, 但在增材制造之后,当振动源操作时,存在有水平运动。即,在增材制造期间,在这些部件之间存在有足够的摩擦,并且柔性密封件(220)具有足够的刚性,使得在水平平面中不存在有运动。而后,在增材制造之后,随着振动源激活,以使床体(216)振动,柔性密封件(220)的此摩擦和刚性被克服,使得振动床体(216)在水平平面中振动。
更进一步地,在一些示例中,运动限制装置包括盖部(442),以防止运动限制装置由微粒构建材料的污染,如果允许进入,则所述微粒构建材料可使运动限制装置的性能衰化。
如本文描述的运动限制装置允许振动床体(216)围绕螺栓(326)振动,但还防止振动床体(216)相对于非振动框架(222)的竖直移动中的差异。防止此类相对竖直运动增加了3D物体形成的效率。允许振动床体(216)的振动有助于在3D物体形成之后有效移除微粒物质。
总之,使用此类增材制造构建单元1)通过重新使用未熔融构建材料而允许了有效增材制造过程,2)增加了经由振动构建单元再循环的未熔融构建材料量,所述振动构建单元将未熔融构建材料引导到端口,3)通过将构建材料容纳在构建区域内而防止了增材制造系统的污染,并且防止了粉末损失,4)通过对于振动床体隔离振动而改进了构建单元以及相关联的增材制造系统的操作寿命,以及5)通过防止竖直振动而有助于振动床体上的准确物体创建。然而,所设想的是,本文公开的装置可解决数个技术领域中的其它问题和缺陷。
已呈现了前述描述,以示出和描述所描述的原理的示例。此描述不旨在为穷尽的,或将这些原理限于所公开的任何精确形式。鉴于上文的教导,许多修改和改变是可能的。
Claims (15)
1.增材制造构建单元,包括:
振动床体,在其上将设置构建材料体积,所述床体将振动,以移除多余的构建材料;
非振动框架,以支撑所述振动床体;以及
床体-框架接口,用于:
将所述振动床体联接到所述非振动床体框架;以及
对于所述振动床体隔离振动;以及
柔性密封件,在所述振动床体和非振动框架之间,用于:
防止构建材料污染在其中设置所述增材制造构建单元的增材制造系统;以及
允许所述振动床体和所述非振动框架之间的相对运动。
2.根据权利要求1所述的增材制造构建单元,其中,所述床体-框架接口包括数个移动限制装置,用于:
当振动源活动时,允许所述振动床体在水平平面中移动;
当振动源不活动时,防止所述振动床体在水平平面中移动;以及
防止所述振动床体在竖直方向上相对于所述非振动框架移动。
3.根据权利要求2所述的增材制造构建单元,其中,每个移动限制装置包括:
螺栓,以穿过振动床体开口和非振动框架开口;
螺母,以与所述螺栓接合,以在所述振动床体和所述非振动框架结合部上施加预先确定的压力;
第一低摩擦轴承,并置在所述非振动框架和所述振动床体之间;以及
第二低摩擦轴承,并置在所述振动床体和垫圈之间。
4.根据权利要求3所述的增材制造构建单元,其中,所述螺栓包括凹槽,以防止所述螺母被过度紧固。
5.根据权利要求3所述的增材制造构建单元,其中,每个移动限制装置还包括弹簧,所述弹簧被设置在所述螺母和所述非振动框架之间,以调节所述预先确定的压力。
6.根据权利要求3所述的增材制造构建单元,其中,所述低摩擦轴承由聚四氟乙烯化合物形成。
7.根据权利要求1所述的增材制造构建单元,其中,所述柔性密封件具有S形截面。
8.根据权利要求1所述的增材制造构建单元,其中,所述柔性密封件由可变形硅树脂材料、橡胶或含氟弹性体材料形成。
9.增材制造增材制造构建单元,包括:
振动床体,在其上将设置构建材料体积,所述床体将振动,以移除多余的非熔融构建材料;
非振动框架,以支撑所述振动床体;以及
床体-框架接口,用于:
将所述振动床体联接到所述非振动床体框架;以及
对于所述振动床体隔离振动;
当振动源活动时,允许所述振动床体在水平平面中移动;
当振动源不活动时,防止所述振动床体在水平平面中移动;以及
防止所述振动床体在竖直方向上移动;以及
柔性密封件,在所述振动床体和非振动框架之间,用于:
防止构建材料污染;以及
允许所述振动床体和所述非振动框架之间的相对运动。
10. 根据权利要求9所述的增材制造构建单元,其中,所述柔性密封件:
是包围所述振动床体的封闭形式;以及
使所述振动床体定中心在所述非振动框架内。
11.根据权利要求9所述的增材制造构建单元,其中,所述床体-框架接口包括被设置在所述床体-框架接口的拐角中的数个移动限制装置。
12.根据权利要求11所述的增材制造构建单元,其中,每个移动限制装置还包括盖部,以防止所述移动限制装置的污染。
13.增材制造系统,包括:
构建材料分配器,以将构建材料层连续地沉积到构建区域中;
至少一个试剂分配器,包括至少一个液体喷射装置,以将熔融试剂选择性地分配到所述构建材料层上;以及
构建单元,限定构建区域,其中,所述构建单元包括:
振动床体,在其上将设置构建材料体积,所述床体振动,以移除多余的构建材料;
非振动框架,以支撑所述振动床体;以及
床体-框架接口,用于:
将所述振动床体联接到所述非振动床体框架;以及
对于所述振动床体隔离振动;以及
柔性密封件,在所述振动床体和非振动框架之间,用于:
防止构建材料污染;以及
允许所述振动床体和所述非振动框架之间的相对运动。
14.根据权利要求13所述的增材制造系统,其中,随着连续的构建材料层被沉积到所述构建区域中,所述构建单元在竖直方向上移动。
15.根据权利要求13所述的增材制造系统,其中,所述柔性密封件具有在低力的情况下允许相对运动的截面。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/US2017/040929 WO2019009905A1 (en) | 2017-07-06 | 2017-07-06 | ADDITIVE MANUFACTURING WITH ANTI-VIBRATION INTERFACE |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN110891762A true CN110891762A (zh) | 2020-03-17 |
Family
ID=64950309
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201780092830.3A Pending CN110891762A (zh) | 2017-07-06 | 2017-07-06 | 具有振动隔离接口的增材制造 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11230060B2 (zh) |
| EP (1) | EP3648951A4 (zh) |
| CN (1) | CN110891762A (zh) |
| WO (1) | WO2019009905A1 (zh) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102021201170A1 (de) | 2021-02-09 | 2022-08-11 | MTU Aero Engines AG | Verfahren zur Vermeidung von Resonanzschäden während einer Reinigung eines zumindest teilweise additiv hergestellten Bauteils, sowie Reinigungsvorrichtung |
| WO2023048749A1 (en) * | 2021-09-21 | 2023-03-30 | Hewlett-Packard Development Company, L.P. | Incremental build material spread |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5693144A (en) * | 1990-03-19 | 1997-12-02 | 3D Systems, Inc. | Vibrationally enhanced stereolithographic recoating |
| EP1759791A1 (en) * | 2005-09-05 | 2007-03-07 | Nederlandse Organisatie voor toegepast- natuurwetenschappelijk onderzoek TNO | Apparatus and method for building a three-dimensional article |
| US7285237B2 (en) * | 2001-10-03 | 2007-10-23 | 3D Systems, Inc. | Post processing three-dimensional objects formed by selective deposition modeling |
| CN101326046A (zh) * | 2005-09-20 | 2008-12-17 | Pts软件公司 | 建造三维产品的设备以及建造三维产品的方法 |
| CN203719863U (zh) * | 2013-12-16 | 2014-07-16 | 广西大学 | 多功能振动试验平台 |
| TW201632344A (zh) * | 2014-10-01 | 2016-09-16 | 松下知識產權經營股份有限公司 | 三維形狀造形物之製造方法 |
| CN106424730A (zh) * | 2016-10-25 | 2017-02-22 | 华南理工大学 | 一种3d打印的粉末离心供给、振动紧实装置及方法 |
| CN106424728A (zh) * | 2016-10-17 | 2017-02-22 | 重庆大学 | 粉末可循环式选择性激光熔化设备及其加工方法 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3427034A (en) | 1964-09-21 | 1969-02-11 | Robbins Aviat Inc | Dynamic shaft seal |
| US3528144A (en) * | 1966-07-12 | 1970-09-15 | Edward L Haponski | Concrete casting table |
| EP1663461A4 (en) * | 2003-07-30 | 2009-01-14 | Phase Inc | ENHANCED CLEANING FILTRATION SYSTEM AND DYNAMIC FLUID SEPARATION |
| US7497443B1 (en) | 2005-05-03 | 2009-03-03 | The United States Of America As Represented By The Administrator Of The National Aeronautics And Space Administration | Resilient flexible pressure-activated seal |
| KR101436647B1 (ko) | 2006-05-26 | 2014-09-02 | 3디 시스템즈 인코오퍼레이티드 | 3d 프린터 내에서 재료를 처리하기 위한 인쇄 헤드 및 장치 및 방법 |
| US8888480B2 (en) | 2012-09-05 | 2014-11-18 | Aprecia Pharmaceuticals Company | Three-dimensional printing system and equipment assembly |
| WO2015112422A1 (en) * | 2014-01-22 | 2015-07-30 | United Technologies Corporation | Additive manufacturing system and method of operation |
| US10377061B2 (en) | 2014-03-20 | 2019-08-13 | Shapeways, Inc. | Processing of three dimensional printed parts |
| US10016852B2 (en) | 2014-11-13 | 2018-07-10 | The Boeing Company | Apparatuses and methods for additive manufacturing |
| US10315408B2 (en) * | 2015-04-28 | 2019-06-11 | General Electric Company | Additive manufacturing apparatus and method |
| FR3039437B1 (fr) * | 2015-07-30 | 2021-12-24 | Michelin & Cie | Procede de nettoyage a sec de plateaux de fabrication additive |
| US10913206B2 (en) | 2015-08-03 | 2021-02-09 | Delavan, Inc | Systems and methods for post additive manufacturing processing |
| US10518328B2 (en) | 2015-10-30 | 2019-12-31 | Seurat Technologies, Inc. | Additive manufacturing system and method |
| EP3167980A1 (en) | 2015-11-13 | 2017-05-17 | SLM Solutions Group AG | Unpacking device allowing residual raw material powder removal |
-
2017
- 2017-07-06 CN CN201780092830.3A patent/CN110891762A/zh active Pending
- 2017-07-06 WO PCT/US2017/040929 patent/WO2019009905A1/en unknown
- 2017-07-06 EP EP17917032.9A patent/EP3648951A4/en not_active Withdrawn
- 2017-07-06 US US16/075,681 patent/US11230060B2/en active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5693144A (en) * | 1990-03-19 | 1997-12-02 | 3D Systems, Inc. | Vibrationally enhanced stereolithographic recoating |
| US7285237B2 (en) * | 2001-10-03 | 2007-10-23 | 3D Systems, Inc. | Post processing three-dimensional objects formed by selective deposition modeling |
| EP1759791A1 (en) * | 2005-09-05 | 2007-03-07 | Nederlandse Organisatie voor toegepast- natuurwetenschappelijk onderzoek TNO | Apparatus and method for building a three-dimensional article |
| CN101326046A (zh) * | 2005-09-20 | 2008-12-17 | Pts软件公司 | 建造三维产品的设备以及建造三维产品的方法 |
| CN203719863U (zh) * | 2013-12-16 | 2014-07-16 | 广西大学 | 多功能振动试验平台 |
| TW201632344A (zh) * | 2014-10-01 | 2016-09-16 | 松下知識產權經營股份有限公司 | 三維形狀造形物之製造方法 |
| CN106424728A (zh) * | 2016-10-17 | 2017-02-22 | 重庆大学 | 粉末可循环式选择性激光熔化设备及其加工方法 |
| CN106424730A (zh) * | 2016-10-25 | 2017-02-22 | 华南理工大学 | 一种3d打印的粉末离心供给、振动紧实装置及方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US11230060B2 (en) | 2022-01-25 |
| WO2019009905A1 (en) | 2019-01-10 |
| US20210197475A1 (en) | 2021-07-01 |
| EP3648951A4 (en) | 2021-02-24 |
| EP3648951A1 (en) | 2020-05-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2417890C2 (ru) | Устройство формирования трехмерного изделия и способ формирования трехмерного изделия | |
| US10919214B2 (en) | Method and apparatus for manufacturing structure | |
| JP6846433B2 (ja) | 3d印刷システム | |
| WO2017088796A1 (zh) | 高速往复式彩色3d打印机 | |
| JP2021107150A (ja) | 高解像度バックグラウンドを有する物体の立体造形方法及び装置 | |
| CN106671403B (zh) | 用于利用微波能和纳米粒从三维打印物体去除支承结构的系统和方法 | |
| EP3230048A1 (en) | Generating three-dimensional objects | |
| US11273594B2 (en) | Modifying data representing three-dimensional objects | |
| WO2016080993A1 (en) | Generating three-dimensional objects | |
| TW201536534A (zh) | 產生三維物件之技術(三) | |
| KR102182440B1 (ko) | 광학센서 및 가역 열적 기판들을 이용하여 3차원 대상물 인쇄에서의 미작동 잉크젯들 검출시스템 | |
| EP3433080B1 (en) | Additive manufacturing transport devices | |
| CN110891762A (zh) | 具有振动隔离接口的增材制造 | |
| US11518102B2 (en) | Build material extraction using vibration and airflow | |
| EP3632655A1 (en) | 3d printing machine and method | |
| JPH08294742A (ja) | パートおよびサポートを含むプロトタイプの製作装置および方法 | |
| JP2017087722A (ja) | マイクロ波エネルギを使用して3次元印刷物体から支持構造を除去するシステム及び方法 | |
| JP6883658B2 (ja) | 三次元プリント処理の統合 | |
| KR20230062477A (ko) | 조절 가능한 구속 매체 내에서 적층 제조 방법 | |
| US20220371271A1 (en) | 3d printing modules with build platform driving mechanisms | |
| EP3539774B1 (en) | Three-dimensional fabricating apparatus and three-dimensional fabricating method | |
| WO2016053364A1 (en) | Generating three-dimensional objects and generating images on substrates | |
| JP2023012331A (ja) | 粉体供給装置および立体造形装置 | |
| JP6705230B2 (ja) | 液体を吐出する装置 | |
| EP3094476B1 (en) | Generating three-dimensional objects |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20200317 |
|
| WD01 | Invention patent application deemed withdrawn after publication |