CN110666474B - 一种螺钉定向方法 - Google Patents
一种螺钉定向方法 Download PDFInfo
- Publication number
- CN110666474B CN110666474B CN201910938236.2A CN201910938236A CN110666474B CN 110666474 B CN110666474 B CN 110666474B CN 201910938236 A CN201910938236 A CN 201910938236A CN 110666474 B CN110666474 B CN 110666474B
- Authority
- CN
- China
- Prior art keywords
- screw
- screws
- orientation
- feeding
- fixed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/22—Devices influencing the relative position or the attitude of articles during transit by conveyors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G33/00—Screw or rotary spiral conveyors
- B65G33/24—Details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G33/00—Screw or rotary spiral conveyors
- B65G33/24—Details
- B65G33/26—Screws
- B65G33/265—Screws with a continuous helical surface
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Filling Or Emptying Of Bunkers, Hoppers, And Tanks (AREA)
Abstract
本发明公开了一种螺钉定向方法,包括底板、设于底板上的螺钉定向装置、两个第一立板、顶板、螺钉送料装置、推料装置、第一回收装置以及第二回收装置,第一回收装置和第二回收装置用于回收螺钉定向装置中定向失败的螺钉,螺钉定向装置包括定向支撑架、螺钉定向盘和角度转接盘,定向支撑架固定在底板上,定向支撑架的顶端倾斜设置,螺钉定向盘上设有第一滑槽,角度转接盘上设有第二滑槽,角度转接盘固定在螺钉定向盘的底端,角度转接盘设有推料槽,推料槽与每个第二滑槽连通;推料装置用于将位于推料槽上且定向成功的螺钉推向工作轨道;本发明能够大大减少噪音产生的时间,减少噪音污染,利于使用者的身心健康。
Description
技术领域
本发明涉及螺钉供料设备技术领域,特别是涉及一种螺钉定向方法。
背景技术
螺钉是经常使用的装配零件,且使用量大,其包括螺钉头和螺钉杆两部分,螺钉头的宽度大于螺钉杆的宽度,而在装配过程中,往往需要将螺钉进行定向处理,现有是采用送料振动盘的结构进行定向,这种结构在工作时会产生刺耳的噪音,而且螺钉都是依次进行定向的,因此需要送料振动盘保持一直工作状态,才能保证螺钉的装配供应,如此长期处于这种噪音污染的环境下,对使用者的身心健康是相当不利的。
发明内容
本发明的目的在于克服以上所述的缺点,提供一种螺钉定向方法。
为实现上述目的,本发明的具体方案如下:
一种螺钉定向方法,包括底板、设于底板上的螺钉定向装置、两个并排固定在底板上的第一立板、对应固定在两个第一立板顶端的顶板、螺钉送料装置、推料装置、第一回收装置以及第二回收装置,两个所述第一立板分别位于螺钉定向装置的两侧,所述螺钉送料装置设于顶板上,并用于将螺钉输送至螺钉定向装置上,所述第一回收装置设于两个第一立板之间,所述第一回收装置用于回收螺钉定向装置中定向失败的螺钉,并将定向失败的螺钉传送至第二回收装置上,所述第二回收装置设于螺钉定向装置的一侧,并用于将定向失败的螺钉传送回螺钉送料装置上;
所述螺钉定向装置包括定向支撑架、螺钉定向盘和角度转接盘,所述定向支撑架固定在底板上,所述定向支撑架的顶端倾斜设置,所述螺钉定向盘对应固定在定向支撑架的顶端上,所述螺钉定向盘上设有若干个并排的第一滑槽,所述角度转接盘上对应螺钉定向盘设有若干个并排的第二滑槽,所述角度转接盘的一端固定在螺钉定向盘的底端,所述角度转接盘的另一端设有推料槽,所述推料槽与每个第二滑槽连通;
所述推料装置对应设于角度转接盘的另一端上,并用于将位于推料槽上且定向成功的螺钉推向工作轨道。
其中,所述推料装置包括L形的气缸安装板、推料气缸和L形的推板,所述气缸安装板的长臂端固定在角度转接盘上,所述推料气缸固定在气缸安装板的短臂端,所述推料气缸的输出端穿过气缸安装板的短臂端后与推板的短臂端连接,所述推板的长臂端滑动伸入推料槽内。
其中,所述第一回收装置包括第一回收电机、回收电机支架、螺旋叶片和叶片外壳体,所述回收电机支架固定在其中一个第一立板上,所述第一回收电机固定在回收电机支架上,所述叶片外壳体包括圆环部和切线部,所述圆环部的两端分别对应固定在两个第一立板上,所述圆环部设有进料缺口,所述切线部位于螺钉定向盘的第一滑槽的上方,所述切线部的一端连接在进料缺口的一端,所述切线部的另一端沿平行螺钉定向盘方向延伸,所述螺旋叶片位于圆环部内,所述螺旋叶片的两端分别对应转动连接在两个第一立板上,所述第一回收电机的输出端与螺旋叶片的一端传动连接,所述切线部与圆环部之间形成有下料缺口。
其中,所述第二回收装置包括两个挡料板、两个传送带轮和传送带,两个所述传送带轮的两端分别对应轴接在两个挡料板上,远离螺钉定向装置的所述挡料板倾斜固定在第一立板上,所述传送带对应绕接在两个传送带轮上,所述传送带上间隔设有若干L形的储料板,所述传送带的底端位于下料缺口的下方,所述传送带的顶端位于螺钉送料装置的上方。
其中,所述螺钉送料装置包括L形的送料安装板、送料支撑架、送料驱动电机、送料电机支架、圆柱形的分料壳体、分料转子和料斗,所述送料安装板的一端固定在顶板上,所述送料支撑架固定在送料安装板的另一端上,所述分料壳体的一端固定在送料支撑架上,所述分料壳体的另一端通过一个端盖固定在送料支撑架上,所述分料转子设于分料壳体内,所述分料转子的两端分别转动连接在送料支撑架上,所述送料电机支架固定在送料支撑架上,所述送料驱动电机固定在送料电机支架上,所述送料驱动电机的输出端与分料转子的一端传动连接,所述料斗固定在送料支撑架上,所述料斗的出口端伸入分料壳体内,所述分料壳体还设有出料口,所述出料口位于螺钉定向盘的顶端上方。
本发明的有益效果为:与现有技术相比,本发明通过在螺钉定向盘和角度转接盘上对应设置多个第一滑槽和第二滑槽,进而可以同时将多个螺钉并排且定向在角度转接盘的推料槽上,然后在推料装置的推动下,将定向成功的螺钉推入工作轨道,即可完成一批次的螺钉定向工作,待使用完成后,再进行另一批次螺钉的定向工作,无需螺钉定向机构一直处于工作运转状态,如此能够大大减少螺钉滑动产生噪音的时间,减少噪音污染,更利于使用者的身心健康,同时设置第一回收装置和第二回收装置回收定向失败的螺钉,避免定向失败的螺钉滚落在推料槽上,结构更合理。
附图说明
图1是本发明实施例提供的螺钉定向机构的结构示意图;
图2是本发明实施例提供的螺钉定向机构另一视角的结构示意图;
图3是本发明实施例提供的螺钉定向装置的结构示意图;
图4是本发明实施例提供的螺钉定向盘的结构示意图;
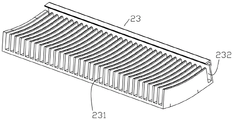
图5是本发明实施例提供的角度转接盘的结构示意图;
图6是本发明实施例提供的推料装置的结构示意图;
图7是本发明实施例提供的第一回收装置的结构示意图;
图8是本发明实施例提供的叶片外壳体的结构示意图;
图9是本发明实施例提供的第二回收装置的结构示意图;
图10是本发明实施例提供的螺钉送料装置的结构示意图;
图11是本发明实施例提供的螺钉送料装置的结构示意图;
附图标记说明:1-底板;2-螺钉定向装置;21-定向支撑架;22-螺钉定向盘;221-第一滑槽;23-角度转接盘;231-第二滑槽;232-推料槽;3-第一立板;4-顶板;5-螺钉送料装置;51-送料安装板;52-送料支撑架;53-送料驱动电机;54-送料电机支架;55-分料壳体;56-分料转子;57-料斗;58-端盖;6-推料装置;61-气缸安装板;62-推料气缸;63-推板;7-第一回收装置;71-第一回收电机;72-回收电机支架;73-螺旋叶片;74-叶片外壳体;741-圆环部;7411-进料缺口;742-切线部;743-下料缺口;8-第二回收装置;81-挡料板;82-传送带轮;83-传送带;84-储料板。
具体实施方式
下面结合附图和具体实施例对本发明作进一步详细的说明,并不是把本发明的实施范围局限于此。
如图1至图11所示,本实施例所述的一种螺钉定向方法,包括底板1、设于底板1上的螺钉定向装置2、两个并排固定在底板1上的第一立板3、对应固定在两个第一立板3顶端的顶板4、螺钉送料装置5、推料装置6、第一回收装置7以及第二回收装置8,两个所述第一立板3分别位于螺钉定向装置2的两外侧,所述螺钉送料装置5设于顶板4上,并用于将螺钉输送至螺钉定向装置2上,所述第一回收装置7设于两个第一立板3之间,所述第一回收装置7用于回收螺钉定向装置2中定向失败的螺钉,并将定向失败的螺钉传送至第二回收装置8上,所述第二回收装置8设于螺钉定向装置2的一侧,并用于将定向失败的螺钉传送回螺钉送料装置5上;所述螺钉定向装置2包括定向支撑架21、螺钉定向盘22和角度转接盘23,所述定向支撑架21固定在底板1上,所述定向支撑架21的顶端倾斜设置,所述螺钉定向盘22对应固定在定向支撑架21的顶端上,所述螺钉定向盘22上设有三十二个并排的第一滑槽221,所述角度转接盘23上对应螺钉定向盘22设有三十二个并排的第二滑槽231,所述角度转接盘23的一端固定在螺钉定向盘22的底端,所述角度转接盘23的另一端设有推料槽232,所述推料槽232与每个第二滑槽231连通,即推料槽232的方向与第二滑槽231的方向相互垂直;所述推料装置6对应设于角度转接盘23的另一端上,并用于将位于推料槽232上且定向成功的螺钉推向工作轨道。
具体地,设置第一滑槽221和第二滑槽231的宽度大于螺钉的螺钉杆的宽度,且小于螺钉的螺钉头的宽度,推料槽232的宽度大于螺钉的螺钉杆的宽度,且小于螺钉的螺钉头的宽度,定向支撑架21包括两个并排固定在底板1上的第二立板、承载板和两个定向卡轨,两个第二立板的顶端均倾斜设置,承载板的两侧对应固定在两个第二立板的顶端,两个定向卡轨分别对应固定在承载板的两侧,螺钉定向盘22的两侧分别对应固定在两个定向卡轨上;
工作时,将推料槽232的出口端与工作轨道连接在一起,然后将一批次的螺钉放入螺钉送料装置5上,螺钉送料装置5将螺钉输送至螺钉定向装置2中的螺钉定向盘22的顶端,由于第一滑槽221的宽度大于螺钉的螺钉杆的宽度,且小于螺钉的螺钉头的宽度,此时,螺钉杆会嵌入第一滑槽221内,而螺钉头则贴靠在第一滑槽221的顶端,从而使螺钉保持螺钉头朝下、螺钉杆朝下的竖直状态,即表示螺钉定向成功,而螺钉定向盘22是倾斜设置的,因此,螺钉在自重下,保持螺钉头朝下、螺钉杆朝下的竖直状态并沿着第一滑槽221向下滑,而第一滑槽221与第二滑槽231相对应设置,螺钉从第一滑槽221可以直接过渡到第二滑槽231上,并从第二滑槽231的一端滑动至第二滑槽231的另一端,且最前排的螺钉会直接滑动至推料槽232上,并保持螺钉头朝下、螺钉杆朝下的竖直状态,从而完成螺钉的定向,然后推料装置6工作,将位于推料槽232上的螺钉推入工作轨道上,从而完成一批次的螺钉定向工作,便于螺钉后续的装配工作,而落入螺钉定向盘22的螺钉会有并未形成螺钉头朝下、螺钉杆朝下的竖直状态,即表示这类螺钉定向失败,但这类螺钉也会在自重下,沿着第一滑槽221的顶端滚下,此时,设置第一回收装置7,将这类螺钉从螺钉定向盘22上回收走,然后将这些螺钉传送至第二回收装置8上,而第二回收装置8将这些螺钉传送回螺钉送料装置5上,然后由螺钉送料装置5再次输送至螺钉定向盘22上,直至螺钉定向成功;如此重复上述过程,可以连续进行多批次螺钉的定向工作,效率高。
本实施例设置三十二个第一滑槽221和第二滑槽231,即本实施例可一次同时定向三十二个螺钉,无需螺钉定向机构一直保持运转状态,当这三十二个螺钉使用完后,再放入另一批次的螺钉进行定向工作,如此能够大大减少螺钉滑动产生噪音的时间,对使用者身体更安全。
当然,本实施例中,可根据实际生产需要,第一滑槽221和第二滑槽231还可以设置其他数量,这里不再详细介绍。
本实施例通过在螺钉定向盘22和角度转接盘23上对应设置多个第一滑槽221和第二滑槽231,进而可以同时将多个螺钉并排且定向在角度转接盘23的推料槽232上,然后在推料装置6的推动下,将定向成功的螺钉推入工作轨道,即可完成一批次的螺钉定向工作,待使用完成后,再进行另一批次螺钉的定向工作,无需螺钉定向机构一直处于工作运转状态,如此能够大大减少螺钉滑动产生噪音的时间,减少噪音污染,更利于使用者的身心健康,同时设置第一回收装置7和第二回收装置8回收定向失败的螺钉,避免定向失败的螺钉滚落在推料槽232上,结构更合理。
基于上述实施例的基础上,进一步地,如图6所示,所述推料装置6包括L形的气缸安装板61、推料气缸62和L形的推板63,所述气缸安装板61的长臂端固定在角度转接盘23上,所述推料气缸62固定在气缸安装板61的短臂端,所述推料气缸62的输出端穿过气缸安装板61的短臂端后与推板63的短臂端连接,所述推板63的长臂端滑动伸入推料槽232内;工作时,推料气缸62先带动推板63从推料槽232内滑出,并保持推板63不会完全滑出推料槽232,使螺钉能够从第二滑槽231内滑动至推料槽232内,当螺钉滑动至推料槽232内时,推料气缸62带动推板63收回,此时,推板63会推动推料槽232内的螺钉进入工作轨道。
基于上述实施例的基础上,进一步地,如图7和图8所示,所述第一回收装置7包括第一回收电机71、回收电机支架72、螺旋叶片73和叶片外壳体74,所述回收电机支架72固定在其中一个第一立板3上,所述第一回收电机71固定在回收电机支架72上,所述叶片外壳体74包括圆环部741和切线部742,所述圆环部741的两端分别对应固定在两个第一立板3上,所述圆环部741设有进料缺口7411,所述切线部742位于螺钉定向盘22的第一滑槽221的上方,所述切线部742的一端连接在进料缺口7411的一端,所述切线部742的另一端沿平行螺钉定向盘22方向延伸,所述螺旋叶片73位于圆环部741内,所述螺旋叶片73的两端分别对应转动连接在两个第一立板3上,所述第一回收电机71的输出端与螺旋叶片73的一端传动连接,所述切线部742与圆环部741之间形成有下料缺口743;具体地,叶片外壳体74一体成型设置,第一回收电机71的输出端通过联轴器与螺旋叶片73的一端传动连接,设置叶片外壳体74的切线部742的高度略高于定向成功的螺钉头的高度,从而使只有定向成功的螺钉能够顺着第一滑槽221滑入第二滑槽231,而定向失败的螺钉则受到叶片外壳体74的切线部742的阻挡,沿着叶片外壳体74的切线部742滚入叶片外壳体74的圆环部741内,同时第一回收电机71工作,带动螺旋叶片73转动,定向失败的螺钉滚入叶片外壳体74的圆环部741内后,在螺旋叶片73的带动下,朝向下料缺口743移动,然后从下料缺口743落入第二回收装置8内,在第二回收装置8的带动下,再次回到螺钉送料装置5上,如此循环,能够使所有螺钉均定向成功。
基于上述实施例的基础上,进一步地,如图9所示,所述第二回收装置8包括两个挡料板81、两个传送带轮82和传送带83,两个所述传送带轮82的两端分别对应轴接在两个挡料板81上,远离螺钉定向装置2的所述挡料板81倾斜固定在第一立板3上,所述传送带83对应绕接在两个传送带轮82上,所述传送带83上间隔设有十二个L形的储料板84,所述传送带83的底端位于下料缺口743的下方,所述传送带83的顶端位于螺钉送料装置5的上方;具体地,传送带83的转动可以采用电机驱动的方式,也可采用内置电机的传送带轮82来带动传送带83转动,螺钉从下料缺口743落入传送带83上,而传送带83倾斜设置,储料板84、传送带83以及挡料板81之间形成有储料槽,从而使落下的螺钉落入储料槽上存储,传送带轮82带动传送带83转动,当储料槽移动至传送带83顶端位置时,由于储料槽的朝向改变,从而使储料槽内的螺钉在重力下落入螺钉送料装置5上,进而完成定向失败的螺钉的回收。
基于上述实施例的基础上,进一步地,如图10和图11所示,所述螺钉送料装置5包括L形的送料安装板51、送料支撑架52、送料驱动电机53、送料电机支架54、圆柱形的分料壳体55、分料转子56和料斗57,所述送料安装板51的一端固定在顶板4上,所述送料支撑架52固定在送料安装板51的另一端上,所述分料壳体55的一端固定在送料支撑架52上,所述分料壳体55的另一端通过一个端盖58固定在送料支撑架52上,所述分料转子56设于分料壳体55内,所述分料转子56的两端分别转动连接在送料支撑架52上,所述送料电机支架54固定在送料支撑架52上,所述送料驱动电机53固定在送料电机支架54上,所述送料驱动电机53的输出端与分料转子56的一端传动连接,所述料斗57固定在送料支撑架52上,所述料斗57的出口端伸入分料壳体55内,所述分料壳体55还设有出料口,所述出料口位于螺钉定向盘22的顶端上方;具体地,送料驱动电机53的输出端通过联轴器与分料转子56的一端传动连接,工作时,将一批螺钉放入料斗57内,螺钉从料斗57的出口端落入分料壳体55内,并落在分料转子56上,同时送料驱动电机53的带动分料转子56转动,使该批次的螺钉在分料转子56的作用下被分隔成多份,避免一批螺钉同时落在螺钉定向装置2上,有利于提高螺钉定向成功的成功率,然后螺钉随着分料转子56转动,当转动至分料壳体55的出料口位置时,螺钉从出料口落入螺钉定向装置2上,从而完成螺钉的输送;优选地,在送料支撑架52上延伸有缓冲部,该缓冲部位于出料口的下方,当螺钉从出料口落下时,螺钉首先落在缓冲部上,然后从缓冲部滚落至螺钉定向装置2上,使螺钉跌落在螺钉定向装置2上的声音更小。
以上所述仅是本发明的一个较佳实施例,故凡依本发明专利申请范围所述的构造、特征及原理所做的等效变化或修饰,包含在本发明专利申请的保护范围内。
Claims (5)
1.一种螺钉定向方法,其特征在于,包括底板(1)、设于底板(1)上的螺钉定向装置(2)、两个并排固定在底板(1)上的第一立板(3)、对应固定在两个第一立板(3)顶端的顶板(4)、螺钉送料装置(5)、推料装置(6)、第一回收装置(7)以及第二回收装置(8),两个所述第一立板(3)分别位于螺钉定向装置(2)的两侧,所述螺钉送料装置(5)设于顶板(4)上,并用于将螺钉输送至螺钉定向装置(2)上,所述第一回收装置(7)设于两个第一立板(3)之间,所述第一回收装置(7)用于回收螺钉定向装置(2)中定向失败的螺钉,并将定向失败的螺钉传送至第二回收装置(8)上,所述第二回收装置(8)设于螺钉定向装置(2)的一侧,并用于将定向失败的螺钉传送回螺钉送料装置(5)上;
所述螺钉定向装置(2)包括定向支撑架(21)、螺钉定向盘(22)和角度转接盘(23),所述定向支撑架(21)固定在底板(1)上,所述定向支撑架(21)的顶端倾斜设置,所述螺钉定向盘(22)对应固定在定向支撑架(21)的顶端上,所述螺钉定向盘(22)上设有若干个并排的第一滑槽(221),所述角度转接盘(23)上对应螺钉定向盘(22)设有若干个并排的第二滑槽(231),所述角度转接盘(23)的一端固定在螺钉定向盘(22)的底端,所述角度转接盘(23)的另一端设有推料槽(232),所述推料槽(232)与每个第二滑槽(231)连通;
所述推料装置(6)对应设于角度转接盘(23)的另一端上,并用于将位于推料槽(232)上且定向成功的螺钉推向工作轨道;
将推料槽(232)的出口端与工作轨道连接在一起,然后将一批次的螺钉放入螺钉送料装置(5)上,螺钉送料装置(5)将螺钉输送至螺钉定向装置(2)中的螺钉定向盘(22)的顶端,由于第一滑槽(221)的宽度大于螺钉的螺钉杆的宽度,且小于螺钉的螺钉头的宽度,此时,螺钉杆会嵌入第一滑槽(221)内,而螺钉头则贴靠在第一滑槽(221)的顶端,从而使螺钉保持螺钉头朝下、螺钉杆朝下的竖直状态,即表示螺钉定向成功,而螺钉定向盘(22)是倾斜设置的,因此,螺钉在自重下,保持螺钉头朝下、螺钉杆朝下的竖直状态并沿着第一滑槽(221)向下滑,而第一滑槽(221)与第二滑槽(231)相对应设置,螺钉从第一滑槽(221)可以直接过渡到第二滑槽(231)上,并从第二滑槽(231)的一端滑动至第二滑槽(231)的另一端,且最前排的螺钉会直接滑动至推料槽(232)上,并保持螺钉头朝下、螺钉杆朝下的竖直状态,从而完成螺钉的定向,然后推料装置(6)工作,将位于推料槽(232)上的螺钉推入工作轨道上,从而完成一批次的螺钉定向工作,便于螺钉后续的装配工作,而落入螺钉定向盘(22)的螺钉会有并未形成螺钉头朝下、螺钉杆朝下的竖直状态,即表示这类螺钉定向失败,但这类螺钉也会在自重下,沿着第一滑槽(221)的顶端滚下,此时,设置第一回收装置(7),将这类螺钉从螺钉定向盘(22)上回收走,然后将这些螺钉传送至第二回收装置(8)上,而第二回收装置(8)将这些螺钉传送回螺钉送料装置(5)上,然后由螺钉送料装置(5)再次输送至螺钉定向盘(22)上,直至螺钉定向成功;如此重复上述过程,可以连续进行多批次螺钉的定向工作。
2.根据权利要求1所述的一种螺钉定向方法,其特征在于,所述推料装置(6)包括L形的气缸安装板(61)、推料气缸(62)和L形的推板(63),所述气缸安装板(61)的长臂端固定在角度转接盘(23)上,所述推料气缸(62)固定在气缸安装板(61)的短臂端,所述推料气缸(62)的输出端穿过气缸安装板(61)的短臂端后与推板(63)的短臂端连接,所述推板(63)的长臂端滑动伸入推料槽(232)内。
3.根据权利要求1所述的一种螺钉定向方法,其特征在于,所述第一回收装置(7)包括第一回收电机(71)、回收电机支架(72)、螺旋叶片(73)和叶片外壳体(74),所述回收电机支架(72)固定在其中一个第一立板(3)上,所述第一回收电机(71)固定在回收电机支架(72)上,所述叶片外壳体(74)包括圆环部(741)和切线部(742),所述圆环部(741)的两端分别对应固定在两个第一立板(3)上,所述圆环部(741)设有进料缺口(7411),所述切线部(742)位于螺钉定向盘(22)的第一滑槽(221)的上方,所述切线部(742)的一端连接在进料缺口(7411)的一端,所述切线部(742)的另一端沿平行螺钉定向盘(22)方向延伸,所述螺旋叶片(73)位于圆环部(741)内,所述螺旋叶片(73)的两端分别对应转动连接在两个第一立板(3)上,所述第一回收电机(71)的输出端与螺旋叶片(73)的一端传动连接,所述切线部(742)与圆环部(741)之间形成有下料缺口(743)。
4.根据权利要求3所述的一种螺钉定向方法,其特征在于,所述第二回收装置(8)包括两个挡料板(81)、两个传送带轮(82)和传送带(83),两个所述传送带轮(82)的两端分别对应轴接在两个挡料板(81)上,远离螺钉定向装置(2)的所述挡料板(81)倾斜固定在第一立板(3)上,所述传送带(83)对应绕接在两个传送带轮(82)上,所述传送带(83)上间隔设有若干L形的储料板(84),所述传送带(83)的底端位于下料缺口(743)的下方,所述传送带(83)的顶端位于螺钉送料装置(5)的上方。
5.根据权利要求4所述的一种螺钉定向方法,其特征在于,所述螺钉送料装置(5)包括L形的送料安装板(51)、送料支撑架(52)、送料驱动电机(53)、送料电机支架(54)、圆柱形的分料壳体(55)、分料转子(56)和料斗(57),所述送料安装板(51)的一端固定在顶板(4)上,所述送料支撑架(52)固定在送料安装板(51)的另一端上,所述分料壳体(55)的一端固定在送料支撑架(52)上,所述分料壳体(55)的另一端通过一个端盖(58)固定在送料支撑架(52)上,所述分料转子(56)设于分料壳体(55)内,所述分料转子(56)的两端分别转动连接在送料支撑架(52)上,所述送料电机支架(54)固定在送料支撑架(52)上,所述送料驱动电机(53)固定在送料电机支架(54)上,所述送料驱动电机(53)的输出端与分料转子(56)的一端传动连接,所述料斗(57)固定在送料支撑架(52)上,所述料斗(57)的出口端伸入分料壳体(55)内,所述分料壳体(55)还设有出料口,所述出料口位于螺钉定向盘(22)的顶端上方。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910938236.2A CN110666474B (zh) | 2019-09-30 | 2019-09-30 | 一种螺钉定向方法 |
| CN202110174473.3A CN112811137A (zh) | 2019-09-30 | 2019-09-30 | 一种螺钉定向方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910938236.2A CN110666474B (zh) | 2019-09-30 | 2019-09-30 | 一种螺钉定向方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110174473.3A Division CN112811137A (zh) | 2019-09-30 | 2019-09-30 | 一种螺钉定向方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110666474A CN110666474A (zh) | 2020-01-10 |
| CN110666474B true CN110666474B (zh) | 2021-05-18 |
Family
ID=69080352
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110174473.3A Withdrawn CN112811137A (zh) | 2019-09-30 | 2019-09-30 | 一种螺钉定向方法 |
| CN201910938236.2A Active CN110666474B (zh) | 2019-09-30 | 2019-09-30 | 一种螺钉定向方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110174473.3A Withdrawn CN112811137A (zh) | 2019-09-30 | 2019-09-30 | 一种螺钉定向方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (2) | CN112811137A (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117584028B (zh) * | 2023-12-19 | 2024-04-30 | 宁波九龙创展紧固件股份有限公司 | 一种螺栓抛光去屑生产装置及使用方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6095314A (en) * | 1998-07-17 | 2000-08-01 | Mantissa Corporation | Multi-cell chute for a tilt tray sorter |
| CN202163841U (zh) * | 2011-07-06 | 2012-03-14 | 江苏省苏中建设集团股份有限公司 | 断路器接线柱螺钉旋松设备 |
| CN104148877A (zh) * | 2014-08-07 | 2014-11-19 | 广州小出钢管有限公司 | 一种钢管全自动滚花系统 |
| CN205274579U (zh) * | 2015-12-25 | 2016-06-01 | 中国热带农业科学院橡胶研究所 | 试管上料装置 |
| CN107032095A (zh) * | 2017-06-05 | 2017-08-11 | 广州市嘉特斯机电制造有限公司 | 一种螺栓自动上料装置 |
| CN108422168A (zh) * | 2018-05-08 | 2018-08-21 | 广州隆控机电设备有限公司 | 一种翻转机构和双头螺栓定向排列装置 |
| CN109795970A (zh) * | 2019-03-18 | 2019-05-24 | 江阴乐帕克智能机械有限公司 | 瓶盖整理及上盖装置 |
| CN208994523U (zh) * | 2018-09-28 | 2019-06-18 | 苏州工业园区精泰达自动化有限公司 | 一种五金制造用螺丝排序送料装置 |
| CN110039278A (zh) * | 2019-05-06 | 2019-07-23 | 迈得医疗工业设备股份有限公司 | 供料机构 |
| CN110194359A (zh) * | 2019-06-26 | 2019-09-03 | 深圳市德兴机械有限公司 | 一种全自动整理输送设备 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7273157B2 (en) * | 2003-10-08 | 2007-09-25 | Kval, Inc. | Article feeder |
-
2019
- 2019-09-30 CN CN202110174473.3A patent/CN112811137A/zh not_active Withdrawn
- 2019-09-30 CN CN201910938236.2A patent/CN110666474B/zh active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6095314A (en) * | 1998-07-17 | 2000-08-01 | Mantissa Corporation | Multi-cell chute for a tilt tray sorter |
| CN202163841U (zh) * | 2011-07-06 | 2012-03-14 | 江苏省苏中建设集团股份有限公司 | 断路器接线柱螺钉旋松设备 |
| CN104148877A (zh) * | 2014-08-07 | 2014-11-19 | 广州小出钢管有限公司 | 一种钢管全自动滚花系统 |
| CN205274579U (zh) * | 2015-12-25 | 2016-06-01 | 中国热带农业科学院橡胶研究所 | 试管上料装置 |
| CN107032095A (zh) * | 2017-06-05 | 2017-08-11 | 广州市嘉特斯机电制造有限公司 | 一种螺栓自动上料装置 |
| CN108422168A (zh) * | 2018-05-08 | 2018-08-21 | 广州隆控机电设备有限公司 | 一种翻转机构和双头螺栓定向排列装置 |
| CN208994523U (zh) * | 2018-09-28 | 2019-06-18 | 苏州工业园区精泰达自动化有限公司 | 一种五金制造用螺丝排序送料装置 |
| CN109795970A (zh) * | 2019-03-18 | 2019-05-24 | 江阴乐帕克智能机械有限公司 | 瓶盖整理及上盖装置 |
| CN110039278A (zh) * | 2019-05-06 | 2019-07-23 | 迈得医疗工业设备股份有限公司 | 供料机构 |
| CN110194359A (zh) * | 2019-06-26 | 2019-09-03 | 深圳市德兴机械有限公司 | 一种全自动整理输送设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110666474A (zh) | 2020-01-10 |
| CN112811137A (zh) | 2021-05-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110668129B (zh) | 一种螺钉定向机构 | |
| CN110666474B (zh) | 一种螺钉定向方法 | |
| CN108555374A (zh) | 一种汽车用一体式管体切割、堆码机构 | |
| CN207887796U (zh) | 一种金属线材连线切断设备 | |
| CN211197732U (zh) | 一种螺钉定向机构 | |
| CN117735159A (zh) | 一种纸管加工用运输装置 | |
| CN113243215A (zh) | 一种牧草深加工用防尘送料装置 | |
| CN209846138U (zh) | 冬瓜去皮机 | |
| CN114476290B (zh) | 一种预充针连续自动化扭杆贴标机 | |
| CN116174292A (zh) | 一种茶叶自动分拣及送料进给装置 | |
| CN214398541U (zh) | 一种射钉加工用送料装置 | |
| CN109909826A (zh) | 轴承外侧面磨削输送、加工一体机 | |
| CN210735414U (zh) | 高精度自动理瓶机 | |
| CN210648827U (zh) | 一种圆刀片材产品自动化接片装置 | |
| CN210048022U (zh) | 一种拉链头自动回收装置 | |
| CN106563843A (zh) | 一种铅棒切粒装置 | |
| CN221410304U (zh) | 一种核桃去皮设备 | |
| CN206384496U (zh) | 一种可以对针齿实现自动送料的进料装置 | |
| CN221136027U (zh) | 一种肉苁蓉趁鲜切片机 | |
| CN215205615U (zh) | 一种便于输送的药片分装机 | |
| CN115610903B (zh) | 一种灌木平茬机输送装置 | |
| CN219057759U (zh) | 一种石斛加工用切片设备的进料装置 | |
| CN219057661U (zh) | 二极管加工引线收拢机 | |
| CN217024210U (zh) | 一种芯片引脚切割用多排料管自动上料装置 | |
| CN207373234U (zh) | 一种连续传动的槟榔剖切机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| TA01 | Transfer of patent application right | ||
| TA01 | Transfer of patent application right |
Effective date of registration: 20210430 Address after: NO.3-4, North 4th Road, Jiyou Industrial Avenue, Xingtan town, Shunde District, Foshan City, Guangdong Province 528325 Applicant after: Foshan Shunde kaijinjia Hardware Products Co.,Ltd. Address before: Room 712, 525 Chuangxin Road, Zhonghe street, Yinzhou District, Ningbo City, Zhejiang Province 315000 Applicant before: Jinghailianke (Ningbo) Intelligent Equipment Co.,Ltd. |
|
| GR01 | Patent grant | ||
| GR01 | Patent grant |