CN109689295B - 化学机械抛光智能环 - Google Patents
化学机械抛光智能环 Download PDFInfo
- Publication number
- CN109689295B CN109689295B CN201780051335.8A CN201780051335A CN109689295B CN 109689295 B CN109689295 B CN 109689295B CN 201780051335 A CN201780051335 A CN 201780051335A CN 109689295 B CN109689295 B CN 109689295B
- Authority
- CN
- China
- Prior art keywords
- carrier head
- sensor
- chemical mechanical
- mechanical polishing
- support ring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/27—Work carriers
- B24B37/30—Work carriers for single side lapping of plane surfaces
- B24B37/32—Retaining rings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/005—Control means for lapping machines or devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/04—Lapping machines or devices; Accessories designed for working plane surfaces
- B24B37/042—Lapping machines or devices; Accessories designed for working plane surfaces operating processes therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/04—Lapping machines or devices; Accessories designed for working plane surfaces
- B24B37/046—Lapping machines or devices; Accessories designed for working plane surfaces using electric current
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/34—Accessories
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/003—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation involving acoustic means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B57/00—Devices for feeding, applying, grading or recovering grinding, polishing or lapping agents
- B24B57/02—Devices for feeding, applying, grading or recovering grinding, polishing or lapping agents for feeding of fluid, sprayed, pulverised, or liquefied grinding, polishing or lapping agents
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01H—MEASUREMENT OF MECHANICAL VIBRATIONS OR ULTRASONIC, SONIC OR INFRASONIC WAVES
- G01H1/00—Measuring characteristics of vibrations in solids by using direct conduction to the detector
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01H—MEASUREMENT OF MECHANICAL VIBRATIONS OR ULTRASONIC, SONIC OR INFRASONIC WAVES
- G01H11/00—Measuring mechanical vibrations or ultrasonic, sonic or infrasonic waves by detecting changes in electric or magnetic properties
- G01H11/06—Measuring mechanical vibrations or ultrasonic, sonic or infrasonic waves by detecting changes in electric or magnetic properties by electric means
-
- G—PHYSICS
- G08—SIGNALLING
- G08C—TRANSMISSION SYSTEMS FOR MEASURED VALUES, CONTROL OR SIMILAR SIGNALS
- G08C17/00—Arrangements for transmitting signals characterised by the use of a wireless electrical link
- G08C17/02—Arrangements for transmitting signals characterised by the use of a wireless electrical link using a radio link
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having at least one potential-jump barrier or surface barrier, e.g. PN junction, depletion layer or carrier concentration layer
- H01L21/18—Manufacture or treatment of semiconductor devices or of parts thereof the devices having at least one potential-jump barrier or surface barrier, e.g. PN junction, depletion layer or carrier concentration layer the devices having semiconductor bodies comprising elements of Group IV of the Periodic System or AIIIBV compounds with or without impurities, e.g. doping materials
- H01L21/30—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26
- H01L21/302—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26 to change their surface-physical characteristics or shape, e.g. etching, polishing, cutting
- H01L21/306—Chemical or electrical treatment, e.g. electrolytic etching
- H01L21/30625—With simultaneous mechanical treatment, e.g. mechanico-chemical polishing
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04Q—SELECTING
- H04Q9/00—Arrangements in telecontrol or telemetry systems for selectively calling a substation from a main station, in which substation desired apparatus is selected for applying a control signal thereto or for obtaining measured values therefrom
-
- G—PHYSICS
- G08—SIGNALLING
- G08C—TRANSMISSION SYSTEMS FOR MEASURED VALUES, CONTROL OR SIMILAR SIGNALS
- G08C2201/00—Transmission systems of control signals via wireless link
- G08C2201/50—Receiving or transmitting feedback, e.g. replies, status updates, acknowledgements, from the controlled devices
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04Q—SELECTING
- H04Q2209/00—Arrangements in telecontrol or telemetry systems
- H04Q2209/40—Arrangements in telecontrol or telemetry systems using a wireless architecture
- H04Q2209/43—Arrangements in telecontrol or telemetry systems using a wireless architecture using wireless personal area networks [WPAN], e.g. 802.15, 802.15.1, 802.15.4, Bluetooth or ZigBee
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04Q—SELECTING
- H04Q2209/00—Arrangements in telecontrol or telemetry systems
- H04Q2209/40—Arrangements in telecontrol or telemetry systems using a wireless architecture
- H04Q2209/47—Arrangements in telecontrol or telemetry systems using a wireless architecture using RFID associated with sensors
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04Q—SELECTING
- H04Q2209/00—Arrangements in telecontrol or telemetry systems
- H04Q2209/80—Arrangements in the sub-station, i.e. sensing device
- H04Q2209/88—Providing power supply at the sub-station
Abstract
本公开内容的实施方式总体涉及基板的化学机械抛光(CMP)。在一个实施方式中,本文公开了用于CMP设备的承载头。承载头包括主体、支撑环和传感器组件。支撑环耦接至主体。传感器组件至少部分地定位于主体中。传感器组件包括发射器、天线和振动传感器。发射器具有第一端和第二端。天线耦接至发射器的第一端。振动传感器耦接至第二端。振动传感器经配置以检测化学机械过程期间相对于承载头的径向轴、方位轴和角轴的振动。
Description
背景
技术领域
本公开内容的实施方式总体涉及基板的化学机械抛光(CMP),更具体地涉及具有形成于承载头中的一个或多个传感器组件的承载头。
背景技术
通常通过导电层、半导体层或绝缘层的顺序沉积来在基板上形成集成电路。在沉积每层之后,蚀刻所述层以形成电路特征。随着顺序地沉积并且蚀刻一系列层,基板的外表面或最上表面(即,基板的暴露表面)逐渐成为非平面的。此非平面的表面在集成电路制造工艺的光刻步骤中会出现问题。因此,需要周期性地平面化基板表面。
化学机械抛光(CMP)是一种公认的平面化方法。在平面化期间,基板通常安装在承载头或抛光头上。基板的暴露表面靠着旋转的抛光垫放置。抛光垫可以是“标准(standard)”或固定的研磨垫。标准抛光垫具有耐用的粗糙化的表面,而固定研磨垫具有保持在容纳介质(containment media)中的磨粒。承载头在基板上提供可控负载(即,压力),以将基板推靠在抛光垫。如果使用标准垫,则将包含至少一种化学反应剂和磨粒的抛光浆料供应至抛光垫的表面。
CMP工艺的有效性可通过CMP工艺的抛光速率、和所得光洁度(finish)(不存在小尺寸粗糙度)和基板表面的平面度(不存在大尺寸表面形态(topography))来测量。由垫和研磨浆料组合、基板与垫之间的相对速度和将基板压靠于垫的力来确定抛光速率、光洁度和平面度。
CMP支撑环用于在抛光期间保持基板。CMP支撑环还允许基板下方的浆料输送,并且影响针对均匀度的边缘性能。然而,传统的CMP支撑环没有能够用于工艺期间的闭环控制、诊断或提供化学机械抛光处理的终点和灾难性事件(例如,基板破裂或滑落)的反馈的集成传感器。
因此,需要一种具有形成在承载头中的一个或多个集成的传感器组件的经改善的承载头。
发明内容
本公开内容的实施方式总体涉及基板的化学机械抛光(CMP)。在一个实施方式中,本文公开了用于CMP设备的承载头。承载头包括主体、支撑环和传感器组件。支撑环耦接至主体。传感器组件至少部分地定位在主体中。传感器组件包括发射器(transmitter)、天线和振动传感器。发射器具有第一端和第二端。天线耦接至发射器的第一端。振动传感器耦接至第二端。振动传感器经配置以检测化学机械工艺期间相对于承载头的径向轴、方位轴和角轴的振动。
在另一实施方式中,本文公开了一种化学机械抛光系统。化学机械抛光系统包括承载头和控制器。承载头包括主体、支撑环和传感器组件。支撑环耦接至主体。传感器组件至少部分地定位于主体中。传感器组件包括发射器、天线和振动传感器。发射器具有第一端和第二端。天线耦接至发射器的第一端。振动传感器耦接至第二端。振动传感器经配置以检测化学机械工艺期间相对于承载头的径向轴、方位轴和角轴的振动。控制器与传感器组件通信。
在另一实施方式中,本文公开了一种用于确定化学机械抛光条件的方法。在设置于化学机械抛光设备中的基板上执行化学机械抛光工艺。至少部分地设置在化学机械抛光设备的承载头中的传感器组件捕获来自化学机械抛光设备的振动发射。将有关于振动发射的信息传输至与传感器组件无线通信的控制器。基于传输的信息的分析来确定化学机械抛光条件。
附图说明
因此,可详细理解本公开内容的上述特征的方式,可通过参考实施方式(其中一些实施方式在附图中图示)来进行上文所简要概述的本公开内容的更具体的描述。然而,要注意的是,附图仅图示本公开内容的典型实施方式,因此不被认为是对本公开内容的范围的限制,本公开内容可允许其他等效的实施方式。
图1图示根据一个实施方式的抛光台的横截面图。
图2A为根据一个实施方式的具有一个或多个传感器组件的承载头的横截面图。
图2B为根据一个实施方式的图2A中的传感器组件的传感器。
图3图示根据一个实施方式的具有一个或多个传感器组件的承载头的横截面图。
图4图示根据一个实施方式的具有一个或多个传感器组件的承载头的横截面图。
图5图示根据一个实施方式的计算环境。
图6是流程图,流程图图示根据一个实施方式的在化学机械抛光工艺期间监测基板的方法。
为了清楚起见,在适用的情况下,已使用相同的参考数字来指示图之间共有的相同元件。此外,一个实施方式的元件可有利地适用于本文所描述的其他实施方式中。
具体实施方式
下文所示出的图1是可位于包含多个抛光台100的较大的化学机械抛光(CMP)系统内的抛光台100的示意性截面图。抛光台100包括工作台102。工作台102可围绕中心轴104旋转。可将抛光垫106放置于工作台102上。通常来说,抛光垫106覆盖工作台102的上表面,所述上表面至少是要在抛光台100中处理的基板110的尺寸(例如,基板直径)的一至两倍大,
抛光垫106包括经配置以接触并处理一个或多个基板110的抛光表面112和定位在工作台102的表面上方的支撑表面103。工作台102支撑抛光垫106并在抛光期间旋转抛光垫106。承载头108将基板110保持靠在抛光垫106的抛光表面112上。承载头108通常包括用于将基板110推靠在抛光垫106上的柔性隔膜(diaphragm)111、主体101和用于校正抛光工艺期间跨基板表面发现的固有的、不均匀的压力分布的耦接至主体101的支撑环109。承载头108可围绕中心轴114旋转和/或以扫掠运动移动,以在基板110与抛光垫106之间产生相对运动。
在操作期间,柔性隔膜111定位成将基板110推靠在抛光垫106上,并且耦合至承载头108的安装部分(未示出)的承载头致动器(未示出)经配置以分别推动承载头108和支撑环109抵靠在抛光垫106的表面。柔性隔膜111经配置以将压力施加至基板110的背侧,并且承载头致动器经配置以将力施加至支撑环109。
传送臂118传送抛光流体116,如在抛光期间被供应至抛光表面112的研磨浆料。抛光流体116可含有磨粒、pH调节剂(adjuster)和/或化学活性组分,以使得能够对基板进行化学机械抛光。116的浆料化学性质经设计以抛光晶片表面和/或可包括金属、金属氧化物和半金属氧化物的特征。抛光台100通常也包括垫调节组件120,垫调节组件120包括调节臂122和致动器124与致动器126,致动器124和致动器126经配置以使垫调节盘128(例如,注入金刚石的盘)在抛光工艺循环期间的不同时间处抵靠并扫过抛光表面112,以磨蚀和复原(rejuvenate)抛光垫106的表面112。
抛光台100可进一步包括嵌入承载头108内的一个或多个传感器组件150。一个或多个传感器组件150经配置以检测影响基板处理的一个或多个因素(如振动、温度、湿度和诸如此类)。在一些配置中,传感器经配置以将所检测的信息无线传送至工艺控制器190。具有集成的(多个)传感器150的承载头108使得能够实时分析由CMP工艺产生的信号。从(多个)传感器150接收的检测并传输的信号可用于工艺控制,例如,如终点检测、如基板滑移的异常状况的检测、基板装载和卸载问题、CMP头部及其他有关的机械组件(所述机械组件是CMP抛光的组成部分)的机械性能的预测等等。所记录的信号信息可与其他检测到的处理条件进行比较,以确定是否在不同工艺运行之间发生了变化。所检测的传感器数据与储存在控制器的存储元件中的信息的比较可揭示工艺终点、异常状况和其他诊断信息。
因此,符合本公开内容的实施方式有利地提供故障检测和分类(FDC)系统和方法,所述系统和方法能使用统计分析技术而相对于预先配置的限制来连续地监测设备参数,以提供设备健康状态的主动且快速的反馈。此类FDC系统和方法有利地消除计划外的停机时间,而改善工具可用性并减少刮擦。
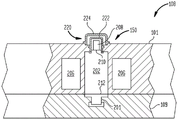
图2A是根据一个实施方式的承载头108的横截面图,承载头108具有嵌入在承载头108中所形成的通道160中的一个或多个传感器组件150。一个或多个传感器组件中的每一个传感器组件包括发射器202、传感器201、一个或多个电池206和天线208。发射器202延伸通过承载头108。发射器202具有第一端210和第二端212。第一端210耦接至天线208。天线208可部分地在承载头108上方延伸通过承载头108。天线208经配置以将信息无线地传送至系统控制器190。承载头108可进一步包括盖组件220。组件220经配置以覆盖在承载头108上方延伸的天线208的部分。盖组件220经配置以保护天线208并密封天线208所延伸穿过的开口。在一个实施方式中,盖组件220可包括第一帽222和第二帽224。第一帽222位于天线208上方,并延伸到承载头108中,使得第一帽222围绕天线208的至少三个侧边。第二帽224围绕第一帽222定位。第二帽224确保密封了天线208所延伸穿过的开口。例如,第二帽224至少部分地围绕天线208和第一帽222。
发射器202的第二端212耦接至传感器201。传感器201至少部分地延伸通过承载头108并延伸至支撑环109中。传感器201经配置以在基板处理期间检测声学振动。由基板上的CMP工艺产生的振动发射信息被传感器201捕获。具有传感器组件150的承载头108使得能够实时分析由CMP工艺产生的振动信号。被传感器201捕获的振动信号可用于工艺控制,如终点检测、如基板滑移的异常状况的检测、基板装载和卸载问题、CMP头部和其他有关的机械组件(所述机械组件是CMP抛光的组成部分)的机械性能的预测等等。在一些实施方式中,可将所捕获的振动信息解析成振动签名,监测所述振动签名的变化且将所述振动签名与振动签名库进行比较。振动频谱中的特性变化可揭示工艺终点、异常情况和其他诊断信息。可分析所捕获的振动信息以揭示机械故障,机械故障例如是由抛光工艺引起的基板划痕检测、浆料臂和头部碰撞、头部磨损(例如,密封件和环架(gimbal)等)、故障轴承和调节器头部致动等等。
传感器组件150可随时间推移而针对各种频率来向控制器190传输CMP处理期间的一个或多个加速度读数。例如,传感器组件150可使用如蓝牙、射频识别(RFID)信号和标准、近场通信(NFC)信号和标准和电气电子工程师协会(IEEE)802.11x或802.16x信号和标准,或其他通过发射器202的无线通信方法等短距离无线方法来将CMP处理期间的一个或多个加速度读数传输至控制器190。控制器190在时间对频率的图中绘制加速度读数。当图上所示的检测到的加速度数据的梯度沿着特定频率改变时,控制器190可向使用者指示事件已发生。例如,特定频率(例如230Hz)或多个频率(例如200-250Hz之间的频率)下的加速度数据的峰-峰变化中的改变可有关于破损和由于膜破损而引起的摩擦变化。如此一来,随着时间的推移在一定范围的频率中的加速度的连续绘图可为使用者提供可靠的终点检测技术,而不需光学传感器或检测系统中的一个或多个机械部件的磨损。
在一些实施方式中,传感器201可以是用于检测振动的加速度计,如微机电系统(MEMS)加速度计。在另一实施方式中,传感器201可以是三轴加速度计。三轴加速度计经配置以测量CMP工艺期间沿着承载头的三轴(即,径向轴、角轴和方位轴)的振动。测量相对于承载头108的振动提供了更多的在CMP工艺期间的振动信息。这是因为在CMP处理期间,基板不保持在支撑环109内的单个位置;相反地,基板系在支撑环109内进动。在承载头108包含两个传感器201(其中两个传感器皆是加速度计)的实施方式中,一个传感器(即,基线传感器)可经配置以仅检测在CMP处理期间的基线加速度数据(例如,环境的或非工艺相关的加速度),而第二传感器(即,工艺传感器)检测在CMP处理期间与工艺有关的加速度数据。系统控制器190接着可从与工艺相关的加速度数据中减去所检测的基线加速度数据,使得由工艺传感器检测的与CMP工艺相关的信息可与其他外部来源的振动或噪音分开。
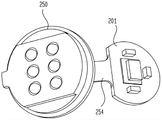
图2B更详细地图示传感器201。传感器201通过带状连接件254而耦接至传感器盖250。传感器盖250安装在支撑环109中。带状连接件254传感器201与支撑环109物理去耦合但保持电耦合。从传感器盖250去耦合传感器201也可用于将传感器201与各种外部振动来源机械隔离。
再次参考图2A,发射器202经配置以经由天线208将从(多个)传感器201接收到的与振动相关的信号发送至控制器190。因此,在一些实施方式中,将使用如蓝牙、射频识别(RFID)信号和标准、近场通信(NFC)、ZigBee或其他无线通信方法的短距离无线方法自CMP头108发射出传感器201所检测的CMP振动信号。
一个或多个电池206经配置以为传感器组件150提供电力。在图2A所示的实施方式中,图示两个电池206,每个电池206在发射器202的相应侧上。在其他实施方式中,可使用更多或更少的电池。在维修承载头108时可更换电池206。在一个实施方式中,电池206具有大致等于承载头108、支撑环109或抛光垫106的寿命的寿命。因此,在这些实施方式中,当电池206正在接近或靠近完全放电时,承载头108、支撑环109或抛光垫106正接近或靠近所述承载头108、所述支撑环109或所述抛光垫106的使用寿命,因此,可在预防性维护活动期间更换所述承载头108、所述支撑环109或所述抛光垫106。在另一实施方式中,电池206可以是可再充电的。
在另一实施方式中,传感器组件150可包括省电功能。例如,控制器190可与传感器201通信以确定承载头108是否仍在运动中。如果承载头108仍在运动中,则电池206将继续为传感器组件150提供电力。然而,如果承载头108不再运动,则控制器190可与发射器202通信以断电而得以保存电力。此外,控制器190还可与传感器201通信以确定承载头108是否开始移动。控制器190与发射器202通信以确定传感器201是否已获得任何数据。数据将包括表示承载头108移动的振动。如果控制器190确定承载头108正在运动,则控制器190将与发射器202通信以通电。如果控制器190确定承载头108不在运动中,则控制器190将不指示发射器202通电。此种功能通过在承载头运动时通电和在承载头保持静止时断电来延长传感器组件150的寿命。
图3图示根据另一实施方式的具有一个或多个传感器组件150的承载头300的横截面图。承载头300大体上类似于承载头108。承载头300进一步包括位于承载头300的顶表面(位于静止线圈306下方)上的移动线圈302。移动线圈302经由硬件保护装置(dongle)304而电耦合至一个或多个传感器组件150。移动线圈302包括发射器308和天线310。发射器308经定位于移动线圈302中。在一个实施方式中,发射器308嵌入于移动线圈302中。天线310耦合至发射器308。天线310部分地延伸穿过移动线圈302,在移动线圈302的顶表面上方延伸。在一些实施方式中,静止线圈306移动线圈302可通过AC信号通过静止线圈306的传送来被电感耦合在一起,使得可在设置于承载头300内的电路(例如,硬件保护装置304)内形成电压,以驱动传感器201和/或对电池206充电。在一些实施方式中,随着承载头300在CMP处理期间移动,移动线圈302的运动与位于上方的静止线圈306产生感应电荷。因此,可在CMP处理期间对一个或多个电池206充电。
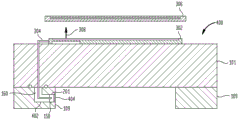
图4图示根据一个实施方式的具有一个或多个传感器组件150的承载头400的横截面图。承载头400大体上类似于承载头300。承载头400进一步包括与在承载头400和支撑环109中形成的通道160连通的垂直开口402。在此实施方式中,传感器201位于垂直开口402内。支撑环109进一步包括位于传感器201与在支撑环109中形成的开口之间的膜404。膜404经配置以在CMP处理期间保护传感器免受浆料的影响。在一个实施方式中,膜404可由硅基材料形成。将传感器201定位在垂直开口402中的膜404后方允许传感器201(例如,声学传感器)在CMP处理期间于声波穿过浆料时检测声波。例如,如果由于浆料干燥而在基板上发生划痕,则控制器190将能够通过对通过浆料的声波的传感器201检测来检测划痕。
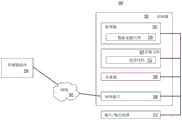
图5是根据一个实施方式的示例性计算环境500。示例性计算环境500包括传感器组件150和控制器190。传感器组件150在网络505上与控制器190通信。例如,将使用如蓝牙、射频识别(RFID)信号和标准、近场通信(NFC)、ZigBee或其他无线通信方法的短距离无线方法来传输传感器组件150所检测的CMP振动信号至控制器190。
控制器190包括处理器502、存储元件504、存储器506和网络接口508。处理器502检索并执行程序指令,如储存在存储元件504中的程序代码512。例如,程序代码512可为下文结合图6所讨论的方法600。包含处理器502以代表单个处理器、多个处理器、具有多个处理核心的单个处理器和诸如此类。如图所示,处理器502包括数据采集代理516。数据采集代理516经配置以从传感器组件150接收传感器数据。在一些实施方式中,数据采集代理516经配置以生成传感器组件150的数据集。
存储器506可以是磁盘驱动存储器。虽然存储器506被示出为单个单元,但存储器506可以是固定存储装置和/或可移动存储装置的组合,如固定硬盘驱动器、可移动存储卡、光存储器、附网存储(NAS)或存储区域网络(SAN)。网络接口508可以是允许控制器190经由网络105与其他计算机(举例而言如传感器组件150)通信的任何类型的网络通信。
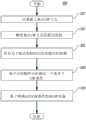
图6是图示根据一个实施方式的用于确定化学机械抛光条件的方法600的流程图。方法600于方框502处开始。在方框502处,可在设置在化学机械抛光设备中的基板上执行化学机械抛光工艺。在一些实施方式中,化学机械抛光工艺可包括抛光工艺、基板装载或卸载工艺、清洁工艺和诸如此类。
方法600进行至方框604。在方框604处,传感器组件150从所执行的化学机械抛光工艺捕获振动发射。例如,传感器组件150中的传感器201捕获由化学机械抛光工艺产生的振动发射信息。
在方框606处,通过传感器组件150将由传感器组件150捕获的有关于振动发射的信息传输至控制器190。例如,发射器202将有关于由传感器组件捕获的振动发射的信息传输至控制器190。在一些实施方式中,发射器202无线地将有关于振动发射的信息传输至控制器190。例如,将使用如蓝牙、射频识别(RFID)信号和标准、近场通信(NFC)、ZigBee或其他无线通信方法的短距离无线方法来将有关于由传感器组件150检测的振动发射的信息传输到控制器190。
在方框608处,基于对经传输的振动发射的分析来确定一个或多个化学机械抛光条件。例如,振动发射可用于工艺控制,如终点检测、如基板滑移的异常状况的检测、基板装载和卸载问题、CMP头部和其他相关的机械组件(所述机械组件是CMP抛光的组成部分)的机械性能的预测等等。振动频谱中的特性变化可揭示工艺终点、异常情况和其他诊断信息。可分析所捕获的振动信息以揭示故障,例如由抛光工艺引起的基板划痕检测、浆料臂和头部碰撞、头部磨损(例如,密封件、环架等)、故障轴承和调节器头部致动等等。
在方框610处,控制器190可基于所确定的化学机械抛光条件来控制化学机械抛光设备。
虽然前述内容针对本公开内容的实施方式,但可在不脱离本公开内容的基本范围的情况下设计本公开内容进一步的实施方式。
Claims (14)
1.一种用于化学抛光设备的承载头,包括:
主体;
支撑环,所述支撑环耦接至所述主体;和
传感器组件,所述传感器组件至少部分地定位在所述主体中并且部分地延伸至所述支撑环中,所述传感器组件包括:
发射器,所述发射器具有第一端和第二端;
天线,所述天线耦接至所述发射器的所述第一端;和
振动传感器,所述振动传感器耦接至所述第二端,所述振动传感器经配置以检测化学机械工艺期间相对于所述承载头的径向轴、方位轴和角轴的振动。
2.如权利要求1所述的承载头,其中所述传感器组件进一步包括:
一个或多个电池,所述一个或多个电池经配置以为传感器组件提供电力。
3.如权利要求2所述的承载头,其中所述一个或多个电池中的每一个电池的寿命大体上等于所述承载头的寿命。
4.如权利要求1所述的承载头,进一步包括:
传感器盖,所述传感器盖覆盖所述振动传感器,所述传感器盖经由带状连接件而耦接至所述振动传感器。
5.如权利要求4所述的承载头,其中所述传感器盖部分地在所述承载头的顶表面上方延伸。
6.如权利要求1所述的承载头,进一步包括:
移动线圈,所述移动线圈定位于所述承载头的顶表面上;和
静止线圈,所述静止线圈定位于所述移动线圈上方,所述移动线圈和所述静止线圈经由穿过所述静止线圈的交流信号的传送而电感耦合。
7.如权利要求6所述的承载头,其中所述承载头进一步包括:
垂直开口,所述垂直开口与形成于所述承载头和所述支撑环中的通道连通,其中所述振动传感器位于所述垂直开口中。
8.如权利要求7所述的承载头,其中所述承载头进一步包括膜,所述膜使所述振动传感器与所述支撑环中的开口屏蔽。
9.一种化学机械抛光系统,包括:
承载头,包括:
主体;
支撑环,所述支撑环耦接至所述主体;和
传感器组件,所述传感器组件至少部分地定位在所述主体中并且部分地延伸至所述支撑环中,所述传感器组件包括:
发射器,所述发射器具有第一端和第二端;
天线,所述天线耦接至所述发射器的所述第一端;和
振动传感器,所述振动传感器耦接至所述第二端,所述振动传感器经配置以检测化学机械工艺期间相对于所述承载头的径向轴、方位轴和角轴的振动;和
控制器,所述控制器与所述传感器组件通信。
10.如权利要求9所述的化学机械抛光系统,其中所述承载头进一步包括:
移动线圈,所述移动线圈定位于所述承载头的顶表面上;和
静止线圈,所述静止线圈定位于所述移动线圈上方,所述移动线圈和所述静止线圈经由穿过所述静止线圈的交流信号的传送而电感耦合。
11.如权利要求10所述的化学机械抛光系统,其中所述承载头进一步包括:
垂直开口,所述垂直开口与形成在所述承载头和所述支撑环中的通道连通,其中所述振动传感器定位于所述垂直开口中。
12.如权利要求11所述的化学机械抛光系统,其中所述承载头进一步包括膜,所述膜使所述振动传感器与所述支撑环中的开口屏蔽。
13.如权利要求9所述的化学机械抛光系统,其中所述承载头进一步包括:
传感器盖,所述传感器盖覆盖所述振动传感器,所述传感器盖经由带状连接件而耦接至所述振动传感器。
14.一种用于确定化学机械抛光条件的方法,包括以下步骤:
在设置于化学机械抛光设备中的基板上执行化学机械抛光工艺;
经由至少部分地设置于承载头的主体内并且部分地延伸至所述化学机械抛光设备的所述承载头的支撑环中的传感器组件来捕获来自所述化学机械抛光设备的振动发射;
将有关于所述振动发射的信息传输至与所述传感器组件无线通信的控制器;和
基于对经传输的所述信息的分析来确定化学机械抛光条件。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IN201641031439 | 2016-09-15 | ||
| IN201641031439 | 2016-09-15 | ||
| PCT/US2017/050822 WO2018052816A1 (en) | 2016-09-15 | 2017-09-08 | Chemical mechanical polishing smart ring |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN109689295A CN109689295A (zh) | 2019-04-26 |
| CN109689295B true CN109689295B (zh) | 2021-08-06 |
Family
ID=61559452
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201780051335.8A Active CN109689295B (zh) | 2016-09-15 | 2017-09-08 | 化学机械抛光智能环 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10513008B2 (zh) |
| JP (1) | JP7312103B2 (zh) |
| KR (2) | KR102420044B1 (zh) |
| CN (1) | CN109689295B (zh) |
| SG (1) | SG11201901352XA (zh) |
| TW (2) | TWI758323B (zh) |
| WO (1) | WO2018052816A1 (zh) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11731232B2 (en) * | 2018-10-30 | 2023-08-22 | Taiwan Semiconductor Manufacturing Company, Ltd. | Irregular mechanical motion detection systems and method |
| DE102019207168A1 (de) * | 2019-05-16 | 2020-11-19 | Prüftechnik Dieter Busch GmbH | Vorrichtung zum Erfassen mechanischer Schwingungen |
| KR20210047999A (ko) * | 2019-10-22 | 2021-05-03 | 삼성디스플레이 주식회사 | 연마 헤드 유닛, 이를 포함하는 기판 처리 장치, 그리고 이를 이용하는 기판 처리 방법 |
| CN113118966B (zh) * | 2019-12-31 | 2022-08-16 | 清华大学 | 一种用于化学机械抛光的承载头及其使用方法 |
| JP2023517454A (ja) * | 2020-06-24 | 2023-04-26 | アプライド マテリアルズ インコーポレイテッド | 圧電圧力制御によるキャリアヘッドの研磨 |
| JP2023177421A (ja) * | 2022-06-02 | 2023-12-14 | 株式会社荏原製作所 | 研磨装置 |
| US20230390883A1 (en) * | 2022-06-03 | 2023-12-07 | Applied Materials, Inc. | Acoustic monitoring of cmp retaining ring |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW320591B (zh) * | 1995-04-26 | 1997-11-21 | Fujitsu Ltd | |
| JP4704312B2 (ja) * | 1995-04-26 | 2011-06-15 | 富士通株式会社 | 研磨装置及び研磨方法 |
| US5908530A (en) * | 1995-05-18 | 1999-06-01 | Obsidian, Inc. | Apparatus for chemical mechanical polishing |
| US6010538A (en) * | 1996-01-11 | 2000-01-04 | Luxtron Corporation | In situ technique for monitoring and controlling a process of chemical-mechanical-polishing via a radiative communication link |
| US6106661A (en) | 1998-05-08 | 2000-08-22 | Advanced Micro Devices, Inc. | Polishing pad having a wear level indicator and system using the same |
| US6368189B1 (en) | 1999-03-03 | 2002-04-09 | Mitsubishi Materials Corporation | Apparatus and method for chemical-mechanical polishing (CMP) head having direct pneumatic wafer polishing pressure |
| US6390908B1 (en) | 1999-07-01 | 2002-05-21 | Applied Materials, Inc. | Determining when to replace a retaining ring used in substrate polishing operations |
| JP3573197B2 (ja) * | 1999-07-08 | 2004-10-06 | 聯華電子股▲分▼有限公司 | 完了点観測デバイスを備えた化学機械研磨ステーション |
| WO2003011517A1 (en) | 2001-08-01 | 2003-02-13 | Entegris, Inc. | Wafer carrier wear indicator |
| US6937915B1 (en) * | 2002-03-28 | 2005-08-30 | Lam Research Corporation | Apparatus and methods for detecting transitions of wafer surface properties in chemical mechanical polishing for process status and control |
| WO2004033152A1 (en) | 2002-10-11 | 2004-04-22 | Semplastics, L.L.C. | Retaining ring for use on a carrier of a polishing apparatus |
| US20040242121A1 (en) * | 2003-05-16 | 2004-12-02 | Kazuto Hirokawa | Substrate polishing apparatus |
| US20070235133A1 (en) * | 2006-03-29 | 2007-10-11 | Strasbaugh | Devices and methods for measuring wafer characteristics during semiconductor wafer polishing |
| US7840305B2 (en) * | 2006-06-28 | 2010-11-23 | 3M Innovative Properties Company | Abrasive articles, CMP monitoring system and method |
| JP5301931B2 (ja) | 2008-09-12 | 2013-09-25 | 株式会社荏原製作所 | 研磨方法および研磨装置 |
| TWI570791B (zh) * | 2011-09-30 | 2017-02-11 | 荏原製作所股份有限公司 | 研磨裝置及基板固持裝置 |
| US9067295B2 (en) * | 2012-07-25 | 2015-06-30 | Applied Materials, Inc. | Monitoring retaining ring thickness and pressure control |
| US20140329439A1 (en) * | 2013-05-01 | 2014-11-06 | Applied Materials, Inc. | Apparatus and methods for acoustical monitoring and control of through-silicon-via reveal processing |
| JP6030041B2 (ja) * | 2013-11-01 | 2016-11-24 | 株式会社荏原製作所 | 研磨装置および研磨方法 |
| US9878421B2 (en) * | 2014-06-16 | 2018-01-30 | Applied Materials, Inc. | Chemical mechanical polishing retaining ring with integrated sensor |
-
2017
- 2017-09-08 KR KR1020197010665A patent/KR102420044B1/ko active IP Right Grant
- 2017-09-08 CN CN201780051335.8A patent/CN109689295B/zh active Active
- 2017-09-08 SG SG11201901352XA patent/SG11201901352XA/en unknown
- 2017-09-08 KR KR1020227023278A patent/KR102564376B1/ko active IP Right Grant
- 2017-09-08 US US15/699,645 patent/US10513008B2/en active Active
- 2017-09-08 WO PCT/US2017/050822 patent/WO2018052816A1/en active Application Filing
- 2017-09-08 JP JP2019514732A patent/JP7312103B2/ja active Active
- 2017-09-13 TW TW106131336A patent/TWI758323B/zh active
- 2017-09-13 TW TW110133687A patent/TW202200308A/zh unknown
Also Published As
| Publication number | Publication date |
|---|---|
| KR102564376B1 (ko) | 2023-08-04 |
| JP7312103B2 (ja) | 2023-07-20 |
| KR20220100110A (ko) | 2022-07-14 |
| TW201822952A (zh) | 2018-07-01 |
| SG11201901352XA (en) | 2019-04-29 |
| US20180071889A1 (en) | 2018-03-15 |
| CN109689295A (zh) | 2019-04-26 |
| JP2019532825A (ja) | 2019-11-14 |
| TWI758323B (zh) | 2022-03-21 |
| WO2018052816A1 (en) | 2018-03-22 |
| KR20190042744A (ko) | 2019-04-24 |
| TW202200308A (zh) | 2022-01-01 |
| KR102420044B1 (ko) | 2022-07-11 |
| US10513008B2 (en) | 2019-12-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109689295B (zh) | 化学机械抛光智能环 | |
| US10946496B2 (en) | Chemical mechanical polishing retaining ring with integrated sensor | |
| US11848220B2 (en) | RFID part authentication and tracking of processing components | |
| TWI659803B (zh) | 用於研磨設備的承載頭的壓力控制組件 | |
| US20230390883A1 (en) | Acoustic monitoring of cmp retaining ring |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |