CN109137247B - 网孔内具有中线的网布及其制作方法 - Google Patents
网孔内具有中线的网布及其制作方法 Download PDFInfo
- Publication number
- CN109137247B CN109137247B CN201811168855.XA CN201811168855A CN109137247B CN 109137247 B CN109137247 B CN 109137247B CN 201811168855 A CN201811168855 A CN 201811168855A CN 109137247 B CN109137247 B CN 109137247B
- Authority
- CN
- China
- Prior art keywords
- yarns
- mesh
- gear
- adopted
- knitting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B21/00—Warp knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B21/10—Open-work fabrics
- D04B21/12—Open-work fabrics characterised by thread material
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/04—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyesters, e.g. polyethylene terephthalate [PET]
Abstract
本发明网孔内具有中线的网布,在底层上布置中线且通过面层上的网孔显示在网布面部,增强网布的立体感;中线与底层重叠交织在一起使得网布的结构更为稳定,保型性良好,更加的耐磨。本发明还提出了该网孔内具有中线的网布的制作方法,其加工效率更高,制作的网布结构稳定。
Description
技术领域
本发明涉及一种网布及其制作方法,特别是涉及网孔内具有中线的网布及其制作方法。
背景技术
网布是鞋类服装行业常用的一种布料,是一种具有网孔的织物。近几年来,随着飞织鞋面技术的不断发展,网布在鞋面上的应用也越来越多。现在市场的网布产品缺乏多样性,无法满足消费者对时尚的追求。
因此研发一种具有新型网孔且又结构稳定的网布具与重要意义。
有鉴于此,本发明人对网布的网孔结构进行深入研究,遂有本案产生。
发明内容
本发明的目的在于提供网孔内具有中线的网布,以获得网孔结构稳定的且具有中线的新型网布,使得网布产品更加多样化。
本发明的目的还在于提供一种该网孔内具有中线的网布的制作方法,使其加工效率更高,制作的网布结构稳定。
为了达成上述目的,本发明采用如下技术方案:
网孔内具有中线的网布,包括面层、底层和用于连接所述面层与所述底层的连接层,所述面层上形成有多个沿纬向排布且沿经向延伸的网孔纵列,各所述网孔纵列均布有多个网孔,所述底层均布多根中线,所述中线的颜色与所述面层、所述底层和所述连接层的颜色均不同,所述中线沉浮交织在所述底层的上表面和下表面。
进一步地,所述中线沿纬向排布且沿经向延伸,各所述中线布置于所述底层对应于各所述网孔纵列处,且各所述网孔内均显示有两根相互平行的所述中线。
进一步地,所述中线均分为相互交叉的左倾中线和右倾中线,所述网孔纵列分为间隔布置的第一纵列和第二纵列;所述第一纵列中的所述网孔和所述第二纵列中的所述网孔错位设置;各所述第一纵列中的所述网孔内均显示有所述左倾中线和所述右倾中线的一个交叉处,所述第二纵列的所述网孔内均不显示所述中线。
进一步地,所述网孔为方形网孔,所述中线沿纬向排布且沿经向延伸,各所述中线布置于所述底层对应于各所述网孔纵列处,且各所述网孔内均显示有一根所述中线。
网孔内具有中线的网布的制作方法,包括以下具体步骤:
S1:穿纱,在双针床经编机上,依次如下排列不少于六把的梳栉:GB1、GB2、GB3、GB4、GB5和GB6,所述GB1和所述GB2都以三穿三空的方式进行穿纱,所述GB3、所述GB5和所述GB6都以满穿的方式进行穿纱,所述GB4以二穿一空的方式进行穿纱;
S2:编织,所述GB1和所述GB2编织形成所述面层,其中所述GB1的纱垫走如下第一变化经缎网孔组织:(6-7/4-3)*3/(1-0/3-4)*3//,所述GB2的纱垫走如下第二变化经缎网孔组织:(1-0/3-4)*3/(6-7/4-3)*3//;
所述GB3编织形成所述连接层,所述GB3的纱垫走如下编链组织:1-0/0-1//;
所述GB4编织形成所述中线,所述GB4的纱垫走如下第一变化编链组织:0-0/0-0/0-0/1-0//;
所述GB5和所述GB6编织形成所述底层,其中所述GB5的纱垫走如下第一经平组织:1-0/1-2//,所述GB6的纱垫走如下变化经平组织:3-4/1-0//;
编织完成后获得坯布;
S3:染整,依次对所述坯布进行前处理、染色处理、柔软处理和热定型处理,获得圆形网孔内具有中线的网布。
进一步地,所述GB1和所述GB2都采用200D涤纶低弹轻网纱线进行穿纱,其采用的涤纶低弹轻网纱线的含量都占纱线总质量的15.912%;所述GB3采用30D涤纶单丝纱线进行穿纱,其采用的涤纶单丝纱线的含量占纱线总质量的12.275%;所述GB4采用200D CD低弹轻网纱线进行穿纱,其采用的CD低弹轻网纱线的含量占纱线总质量的4.758%;所述GB5和所述GB6都采用150D涤纶低弹轻网纱线进行穿纱,其中所述GB5采用的涤纶低弹轻网纱线的含量占纱线总质量的19.289%,所述GB6采用的涤纶低弹轻网纱线的含量占纱线总质量的31.856%;
所述GB1和所述GB2的齿轮送经量都为2450mm/腊克,所述GB3的齿轮送经量6300mm/腊克,所述GB4的齿轮送经量550mm/腊克,所述GB5的齿轮送经量1980mm/腊克,所述GB6的齿轮送经量3270mm/腊克;
各所述梳栉分别具有六个盘头,所述GB1和所述GB2的每个盘头分别穿有238根纱线,所述GB3、所述GB5和所述GB6的每个盘头上分别穿有476根纱线,所述GB4的每个盘头上分别穿有317根纱线。
网孔内具有中线的网布的制作方法,包括以下具体步骤:
S1:穿纱,在双针床经编机上,依次如下排列不少于七把的梳栉:GB1、GB2、GB3、GB4、GB5、GB6和GB7,所述GB1、所述GB2和所述GB5都以满穿的方式进行穿纱,所述GB3和所述GB4都以一穿五空的方式进行穿纱,所述GB6和所述GB7都以三穿三空的方式进行穿纱;
S2:编织,所述GB1和所述GB2编织形成所述面层,其中所述GB1的纱垫走如下第一经绒组织:0-1/3-2//,所述GB2的纱垫走如下第二经平组织:2-1/0-1//;
所述GB3编织形成所述右倾中线,所述GB3的纱垫走如下第二变化编链组织:3-3/3-3/3-3/3-3/3-3/3-4/2-2/2-2/2-2/2-2/2-2/1-0//;
所述GB4编织形成所述左倾中线,所述GB4的纱垫走如下第三变化编链组织:1-1/1-1/1-1/1-1/1-1/1-0/2-2/2-2/2-2/2-2/2-2/3-4//;
所述GB5编织形成所述连接层,所述GB5的纱垫走如下编链组织:1-0/0-1//;
所述GB6和所述GB7编织形成所述底层,其中所述GB6的纱垫走如下第一变化经缎组织:(6-7/4-3)*3/(1-0/3-4)*3//,所述GB7的纱垫走如下第二变化经缎组织:(1-0/3-4)*3/(6-7/4-3)*3//;
编织完成后获得坯布;
S3:染整,依次对所述坯布进行前处理、染色处理、柔软处理和热定型处理,获得圆形网孔内具有“X”提花的网布。
进一步地,所述GB1和所述GB2都采用100D涤纶低弹轻网纱线进行穿纱,其中所述GB1采用的涤纶低弹轻网纱线的含量占纱线总质量的24.349%,所述GB2采用的涤纶低弹轻网纱线的含量占纱线总质量的17.755%;所述GB3和所述GB4都采用150D CD有光长丝纱线进行穿纱,其采用的CD有光长丝纱线的含量都占纱线总质量的1.212%;所述GB5采用30D涤纶半光单丝纱线进行穿纱,其采用的涤纶半光单丝纱线的含量占纱线总质量的5.759%;所述GB6和所述GB7都采用200D涤纶低弹轻网纱线进行穿纱,其采用的涤纶低弹轻网纱线的含量都占纱线总质量的24.856%;所述GB1的齿轮送经量为2400mm/腊克,所述GB2的齿轮送经量为1750mm/腊克,所述GB3和所述GB4的齿轮送经量都为480mm/腊克,所述GB5的齿轮送经量1900mm/腊克,所述GB6和所述GB7的齿轮送经量都为2450mm/腊克;
各所述梳栉分别具有六个盘头,所述GB1和所述GB2的每个盘头分别穿有476根纱线,所述GB3和所述GB4的每个盘头分别穿有79根纱线,所述GB5的每个盘头分别穿有474根纱线,所述GB6和所述GB7的每个盘头分别穿有238根纱线。
网孔内具有中线的网布的制作方法,包括以下具体步骤:
S1:穿纱,在双针床经编机上,依次如下排列不少于六把的梳栉:GB1、GB2、GB3、GB4、GB5和GB6,所述GB1、所述GB2、所述GB3、和所述GB4都以二穿二空的方式进行穿纱,所述GB5和所述GB6都以满穿的方式进行穿纱;
S2:编织,所述GB1和所述GB2编织形成所述面层,其中所述GB1的纱垫走如下第三变化经缎网孔组织:1-0/4-5/3-2/4-5/3-2/4-5//,所述GB2的纱垫走如下第四变化经缎网孔组织:4-5/1-0/2-3/1-0/2-3/1-0//;
所述GB3编织形成所述连接层,所述GB3的纱垫走如下编链组织:1-0/0-1//;
所述GB4编织形成所述中线,所述GB4的纱垫走如下第三变化编链组织:0-1/1-1/1-1/1-1/1-1/1-1//;
所述GB5和所述GB6编织形成所述底层,其中所述GB5的纱垫走如下经绒组织:1-0/2-3//,所述GB6的纱垫走如下第三经平组织:1-2/1-0//;
编织完成后获得坯布;
S3:染整,依次对所述坯布进行前处理、染色处理、柔软处理和热定型处理,获得方形网孔内具有中线的网布。
进一步地,所述GB1和所述GB2都采用200D涤纶低弹轻网纱线进行穿纱,其采用的涤纶低弹轻网纱线的含量都占纱线总质量的16.812%;所述GB3采用150D涤纶低弹轻网纱线进行穿纱,其采用的涤纶低弹轻网纱线的含量占纱线总质量的34.997%;所述GB4采用150D CD有光长丝纱线进行穿纱,其采用的CD有光长丝纱线的含量占纱线总质量的2.213%;所述GB5和所述GB6都采用100D涤纶低弹轻网纱线进行穿纱,其中所述GB5采用的涤纶低弹轻网纱线的含量占纱线总质量的16.469%,所述GB6采用的涤纶低弹轻网纱线的含量占纱线总质量的12.695%;
所述GB1和所述GB2的齿轮送经量都为2450mm/腊克,所述GB3的齿轮送经量6800mm/腊克,所述GB4的齿轮送经量430mm/腊克,所述GB5的齿轮送经量2400mm/腊克,所述GB6的齿轮送经量1800mm/腊克;
各所述梳栉分别具有六个盘头,所述GB1、所述GB2、所述GB3和所述GB4的每个盘头分别穿有238根纱线,所述GB5和所述GB6的每个盘头上分别穿有476根纱线。
采用上述技术方案,本发明网孔内具有中线的网布,在底层上布置中线且通过面层上的网孔显示在网布面部,增强网布的立体感;中线与底层重叠交织在一起使得网布的结构更为稳定,保型性良好,更加的耐磨。
本发明还提出了该网孔内具有中线的网布的制作方法,其加工效率更高,制作的网布结构稳定。
附图说明
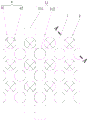
图1为本发明网孔内具有中线的网布实施例一的结构示意图;
图2为本发明网孔内具有中线的网布图1中A-A处的剖面结构示意图;
图3为本发明网孔内具有中线的网布实施例一的实物图;
图4为本发明网孔内具有中线的网布实施例二的结构示意图;
图5为本发明网孔内具有中线的网布图4中A-A处的剖面结构示意图;
图6为本发明网孔内具有中线的网布实施例二的实物图;
图7为本发明网孔内具有中线的网布实施例三的结构示意图;
图8为本发明网孔内具有中线的网布实施例三的实物图。
标号说明:
网孔内具有中线的网布
面层 1
网孔纵列 11
第一纵列 111 第二纵列 112
网孔 12
底层 2
连接层 3 中线 4
左倾中线 41 右倾中线 42
具体实施方式
为了进一步解释本发明的技术方案,下面结合附图和具体实施例对本发明进行详细阐述。
本发明网孔内具有中线的网布:
实施例一(圆形网孔内具有中线的网布):
如图1至3所示,包括面层1、底层2和用于连接面层1与底层2的连接层3,面层1和底层2复合在一起,连接层3为连接纱,通过连接纱将网布转化成一层结构;面层1上形成有多个如图2所示沿纬向排布且沿经向延伸的网孔纵列11,各网孔纵列11沿经向间隔布置有多个网孔12,相邻两个网孔12的距离相等;底层2均布多根中线4,中线4的颜色与面层1、底层2和连接层3的颜色均不同,中线4沉浮交织在底层2的上表面和下表面。
中线4包括位于底层2上表面的上部41、位于底层2下表面的下部42以及连接上部和下部的连接部43,中线4通过上部41、下部42和连接部43沉浮交织在底层2的上表面和下表面。使得网布的结构更稳定,且具有不皱,透气效果好,保型性良好,耐磨等优点。
中线4如图2所示沿纬向排布且沿经向延伸,各中线4布置于底层2对应于各网孔纵列11处,且各网孔12内均显示有两根相互平行的中线4。中线4的布置增强网布的立体感,突破了现有网布只能做网孔12面部纹路,是一种新型的网孔,具备时尚特性的网布。
实施例二(圆形网孔内具有“X”提花的网布):
本发明网孔内具有中线的网布,实施例二如图4至6所示,其与实施例一的不同之处在于:中线4均分为相互交叉的左倾中线41和右倾中线42,网孔纵列11分为间隔布置的第一纵列111和第二纵列112;第一纵列111中的网孔12和第二纵列112中的网孔12错位设置;各第一纵列111中的网孔12内均显示有左倾中线41和右倾中线42的一个交叉处,该处的左倾中线41和右倾中线42形成一“X”型的提花;第二纵列112的网孔12内均不显示中线4,底层2与下表面上对应第二纵列112上的网孔12位置处,布置有左倾中线41和右倾中线42的一个交叉处,该处的左倾中线41和右倾中线42形成一“X”型的提花。
左倾中线41和右倾中线42在底层2的上形成“X”型的提花,不仅使得底层2的结构更加稳定,还使得网布的结构更为新颖,更具时尚的特性。
实施例三(方形网孔内具有中线的网布):
本发明网孔内具有中线的网布,实施例三如图7和8所示,其与实施例一和实施例二的不同之处在于:网孔12为方形网孔,中线4如图7所示沿纬向排布且沿经向延伸,且各中线4布置于底层2对应于各网孔纵列11处,且各网孔12内均显示有一根中线4。采用方形网孔使的网布具时尚特性,且底部布置一根中线4与方形网孔配合产生独特的视觉效果,使得网布整体独具一格。
本发明还对应上述网孔内具有中线的网布提出其制作方法。
圆形网孔内具有中线的网布的制作方法包括以下具体步骤:
1、穿纱并编织:
选取具有不少于六把依次排列的梳栉的经编机,其中六把相邻布置的梳栉依次为GB1、GB2、GB3、GB4、GB5和GB6,通过GB1和GB2编织形成具有多列网孔纵列11的面层1,通过GB3编织形成连接层3,通过GB4编链形成中线4,通过GB5和GB6编织形成底层2。
编织面层1的梳栉:
GB1:整经时采用200D涤纶低弹轻网纱线进行穿纱,GB1的涤纶低弹轻网的纱线含量占纱线总质量的15.912%左右,且GB1具有6个盘头,每个盘头分别穿有238根纱线,GB1纱线以三穿三空的方式在机台上穿纱,GB1的齿轮送经量为2400mm/腊克至2500mm/腊克,GB1的纱垫走如下第一变化经缎网孔组织:(6-7/4-3)*3/(1-0/3-4)*3//。
GB2:整经时采用200D涤纶低弹轻网纱线进行穿纱,GB2的涤纶低弹轻网的纱线含量占纱线总质量的15.9126%左右,且GB2具有6个盘头,每个盘头分别穿有238根纱线,GB2纱线以三穿三空的方式在机台上穿纱,GB2的齿轮送经量为2400mm/腊克至2500mm/腊克,GB2的纱垫走如下第二变化经缎网孔组织:(1-0/3-4)*3/(6-7/4-3)*3//。
编织连接层3的梳栉:
GB3:整经时采用30D涤纶单丝纱线进行穿纱,GB3的涤纶单丝纱线的含量占纱线总质量的12.275%左右,且GB3具有6个盘头,每个盘头分别穿有476根纱线,GB3纱线以满穿的方式在机台上穿纱,GB3的齿轮送经量为6000mm/腊克至6300mm/腊克,GB3的纱垫走如下编链组织:1-0/0-1//。
编织中线4的梳栉:
GB4:整经时采用200D CD有光长丝纱线进行穿纱,GB4的CD有光长丝纱线的含量占纱线总质量的4.758%左右,且GB4具有6个盘头,每个盘头分别穿有317根纱线,GB4纱线以二穿一空的方式在机台上穿纱,GB4的齿轮送经量为500mm/腊克至550mm/腊克,GB4的纱垫走如下第一变化编链组织:0-0/0-0/0-0/1-0//。
编织底层2的梳栉:
GB5:整经时采用150D涤纶低弹轻网纱线进行穿纱,GB5的涤纶低弹轻网纱线的含量占纱线总质量的19.289%左右,且GB5具有6个盘头,每个盘头分别穿有476根纱线,GB5纱线以满穿的方式在机台上穿纱,GB5的齿轮送经量为1900mm/腊克至2000mm/腊克,GB5的纱垫走如下第一经平组织:1-0/1-2//。
GB6:整经时采用150D涤纶低弹轻网纱线进行穿纱,GB6的涤纶低弹轻网纱线的含量占纱线总质量的31.856%左右,且GB6具有6个盘头,每个盘头分别穿有476根纱线,GB6纱线以满穿的方式在机台上穿纱,GB6的齿轮送经量为3100mm/腊克至3300mm/腊克,GB6的纱垫走如下变化经平组织:3-4/1-0//。
需要说明的是,200D、30D和150D指的都是纱线的粗细,涤纶低弹轻网纱线、CD有光长丝纱线和涤纶单丝纱线都是可从市场上直接购买获得的纱线,其中CD有光长丝纱线指的是阳离子涤纶纱线的一种;此外各梳栉穿纱时所使用的纱线都是单根纱线。
编织完成后获得坯布。
此外,对于特殊要求的面料设计也可以对使用纱线作以下修改:将使用纱线更换为低弹纱提高柔软手感;使用纱线更换为七彩丝提高面料网孔的闪光性等使面料在特殊网孔的基础上结合新的技术设计,能够编织出更生动、灵活、多变的网布。
2、染整:
依次对坯布进行前处理、染色处理、柔软处理和热定型处理,获得圆形网孔内具有中线的网布。
其中,前处理主要用于清除织物表面的油污和在纺丝或编织过程中加入的油剂,前处理中除油剂的用量为1G/L;柔软处理主要通过添加柔软剂改善织物的柔软度。
优选的,在本实施例中,染色处理采用高温高压染色,使得染料分子弃染液而上染纤维,染色温度为130℃,染色时间为120分钟。
此外,本实施例的热定型处理采用拉幅定型机进行定型,利用纤维的热可塑性,采用热拉幅定型的方法进行整理,使外形不规则的编织物结成圈状结构的针织物,获得布面平整,可去除残缩率,尺寸稳定,抗皱性好,从而使针织物具有较好的服用性能,热定型的温度为170℃-195℃,车速25码/分钟。
采用上述制作方法,圆形网孔内具有中线的网布的加工效率更高,制作的网布结构稳定。
圆形网孔内具有“X”提花的网布的制作方法包括以下具体步骤:
1、穿纱并编织:
选取具有不少于六把依次排列的梳栉的经编机,其中七把相邻布置的梳栉依次为GB1、GB2、GB3、GB4、GB5、GB6和GB7,通过GB1和GB2编织形成具有多列网孔纵列11的面层1,通过GB3编织形成右倾中线42,通过GB4编织形成左倾中线41,通过GB5编织形成连接层3,通过GB6和GB7编织形成底层2。
编织面层1的梳栉:
GB1:整经时采用100D涤纶低弹轻网纱线进行穿纱,GB1采用的涤纶低弹轻网纱线的含量占纱线总质量的24.349%左右,且GB1具有6个盘头,每个盘头分别穿有476根纱线,GB1纱线以满穿的方式在机台上穿纱,GB1的齿轮送经量为2300mm/腊克至2500mm/腊克,GB1的纱垫走如下第一经绒组织:0-1/3-2//。
GB2:整经时采用100D涤纶低弹轻网纱线进行穿纱,GB2采用的涤纶低弹轻网纱线的含量占纱线总质量的17.755%左右,且GB2具有6个盘头,每个盘头分别穿有476根纱线,GB2纱线以满穿的方式在机台上穿纱,GB2的齿轮送经量为1700mm/腊克至1800mm/腊克,GB2的纱垫走如下第二经平组织:2-1/0-1//。
编织右倾中线42的梳栉:
GB3:整经时采用150D CD有光长丝纱线进行穿纱,GB3采用的CD有光长丝纱线的含量占纱线总质量的1.212%左右,且GB3具有6个盘头,每个盘头分别穿有79根纱线,GB3纱线以一穿五空的方式在机台上穿纱,GB3的齿轮送经量为400mm/腊克至500mm/腊克,GB3的纱垫走如下第二变化编链组织:3-3/3-3/3-3/3-3/3-3/3-4/2-2/2-2/2-2/2-2/2-2/1-0//。
编织左倾中线41的梳栉:
GB4:整经时采用150D CD有光长丝纱线进行穿纱,GB4采用的CD有光长丝纱线的含量占纱线总质量的1.212%左右,且GB3具有6个盘头,每个盘头分别穿有79根纱线,GB4纱线以一穿五空的方式在机台上穿纱,GB4的齿轮送经量为400mm/腊克至500mm/腊克,GB4的纱垫走如下第三变化编链组织:1-1/1-1/1-1/1-1/1-1/1-0/2-2/2-2/2-2/2-2/2-2/3-4//。
编织连接层3的梳栉:
GB5:整经时采用30D涤纶半光单丝纱线进行穿纱,GB5采用的涤纶半光单丝纱线的含量占纱线总质量的5.759%左右,且GB5具有6个盘头,每个盘头分别穿有474根纱线,GB5纱线以满穿的方式在机台上穿纱,GB5的齿轮送经量为1800mm/腊克至2000mm/腊克,GB5的纱垫走如下编链组织:1-0/0-1//。
编织底层2的梳栉:
GB6:整经时采用200D涤纶低弹轻网纱线进行穿纱,GB6采用的涤纶低弹轻网纱线的含量占纱线总质量的24.856%左右,且GB6具有6个盘头,每个盘头分别穿有238根纱线,GB6纱线以三穿三空的方式在机台上穿纱,GB6的齿轮送经量为2300mm/腊克至2600mm/腊克,GB6的纱垫走如下第一变化经缎组织:(6-7/4-3)*3/(1-0/3-4)*3//。
GB7:整经时采用200D涤纶低弹轻网纱线进行穿纱,GB7采用的涤纶低弹轻网纱线的含量占纱线总质量的24.856%左右,且GB7具有6个盘头,每个盘头分别穿有238根纱线,GB7纱线以三穿三空的方式在机台上穿纱,GB7的齿轮送经量为2300mm/腊克至2600mm/腊克,GB7的纱垫走如下第二变化经缎组织:(1-0/3-4)*3/(6-7/4-3)*3//。
需要说明的是,100D、150D、30D、200D和30D指的都是纱线的粗细,涤纶低弹轻网纱线、CD有光长丝纱线和涤纶半光单丝纱线都是可从市场上直接购买获得的纱线,其中CD有光长丝纱线指的是阳离子涤纶纱线的一种;此外各梳栉穿纱时所使用的纱线都是单根纱线。
编织完成后获得坯布。
此外,对于特殊要求的面料设计也可以对使用纱线作以下修改:将使用纱线更换为低弹纱提高柔软手感;使用纱线更换为七彩丝提高面料网孔的闪光性等使面料在特殊网孔的基础上结合新的技术设计,能够编织出更生动、灵活、多变的网布。
2、染整:
依次对坯布进行前处理、染色处理、柔软处理和热定型处理,获得圆形网孔内具有“X”提花的网布。
其中,前处理主要用于清除织物表面的油污和在纺丝或编织过程中加入的油剂,前处理中除油剂的用量为1G/L;柔软处理主要通过添加柔软剂改善织物的柔软度。
优选的,在本实施例中,染色处理采用高温高压染色,使得染料分子弃染液而上染纤维,染色温度为130℃,染色时间为120分钟。
此外,本实施例的热定型处理采用拉幅定型机进行定型,利用纤维的热可塑性,采用热拉幅定型的方法进行整理,使外形不规则的编织物结成圈状结构的针织物,获得布面平整,可去除残缩率,尺寸稳定,抗皱性好,从而使针织物具有较好的服用性能,热定型的温度为170℃-195℃,车速25码/分钟。
采用上述制作方法,圆形网孔内具有“X”提花的网布的加工效率更高,制作的网布结构稳定。
方形网孔内具有中线的网布的制作方法包括以下具体步骤:
1、穿纱并编织:
选取具有不少于六把依次排列的梳栉的经编机,其中六把相邻布置的梳栉依次为GB1、GB2、GB3、GB4、GB5和GB6,通过GB1和GB2编织形成具有多列网孔纵列11的面层1,通过GB3编织形成连接层3,通过GB4编链形成中线4,通过GB5和GB6编织形成底层2。
编织面层1的梳栉:
GB1:整经时采用200D涤纶低弹轻网纱线进行穿纱,GB1的涤纶低弹轻网纱线的含量占纱线总质量的16.812%左右,且GB1具有6个盘头,每个盘头分别穿有238根纱线,GB1纱线以二穿二空的方式在机台上穿纱,GB1的齿轮送经量为2400mm/腊克至2500mm/腊克,GB1的纱垫走如下第三变化经缎网孔组织。
GB2:整经时采用200D涤纶低弹轻网纱线进行穿纱,GB2的涤纶低弹轻网纱线的含量占纱线总质量的16.812%左右,且GB2具有6个盘头,每个盘头分别穿有238根纱线,GB2纱线以二穿二空的方式在机台上穿纱,GB2的齿轮送经量为2400mm/腊克至2500mm/腊克,GB2的纱垫走如下第四变化经缎网孔组织:4-5/1-0/2-3/1-0/2-3/1-0//。
编织连接层3的梳栉:
GB3:整经时采用150D涤纶低弹轻网纱线进行穿纱,GB3的涤纶低弹轻网纱线的含量占纱线总质量的34.997%左右,且GB3具有6个盘头,每个盘头分别穿有238根纱线,GB3纱线以二穿二空的方式在机台上穿纱,GB3的齿轮送经量为6600mm/腊克至7000mm/腊克,GB3的纱垫走如下编链组织:1-0/0-1//。
编织中线4的梳栉:
GB4:整经时采用150D CD有光长丝纱线进行穿纱,GB4的CD有光长丝纱线的含量占纱线总质量的2.213%左右,且GB4具有6个盘头,每个盘头分别穿有238根纱线,GB4纱线以二穿二空的方式在机台上穿纱,GB4的齿轮送经量为400mm/腊克至460mm/腊克,GB4的纱垫走如下第三变化编链组织:0-1/1-1/1-1/1-1/1-1/1-1//。
编织底层2的梳栉:
GB5:整经时采用100D涤纶低弹轻网纱线进行穿纱,GB5的涤纶低弹轻网纱线的含量占纱线总质量的16.469%左右,且GB5具有6个盘头,每个盘头分别穿有476根纱线,GB5纱线以满穿的方式在机台上穿纱,GB5的齿轮送经量为2200mm/腊克至2600mm/腊克,B5的纱垫走如下经绒组织:1-0/2-3//。
GB6:整经时采用100D涤纶低弹轻网纱线进行穿纱,GB6的涤纶低弹轻网纱线的含量占纱线总质量的12.695%左右,且GB6具有6个盘头,每个盘头分别穿有476根纱线,GB6纱线以满穿的方式在机台上穿纱,GB6的齿轮送经量为1600mm/腊克至2000mm/腊克,GB6的纱垫走如下第三经平组织:1-2/1-0//。
需要说明的是,200D、150D和100D指的都是纱线的粗细,涤纶低弹轻网纱线和CD有光长丝纱线都是可从市场上直接购买获得的纱线,其中CD有光长丝纱线指的是阳离子涤纶纱线的一种;此外各梳栉穿纱时所使用的纱线都是单根纱线。
编织完成后获得坯布。
此外,对于特殊要求的面料设计也可以对使用纱线作以下修改:将使用纱线更换为低弹纱提高柔软手感;使用纱线更换为七彩丝提高面料网孔的闪光性等使面料在特殊网孔的基础上结合新的技术设计,能够编织出更生动、灵活、多变的网布。
2、染整:
依次对坯布进行前处理、染色处理、柔软处理和热定型处理,获得方形网孔内具有中线的网布。
其中,前处理主要用于清除织物表面的油污和在纺丝或编织过程中加入的油剂,前处理中除油剂的用量为1G/L;柔软处理主要通过添加柔软剂改善织物的柔软度。
优选的,在本实施例中,染色处理采用高温高压染色,使得染料分子弃染液而上染纤维,染色温度为130℃,染色时间为120分钟。
此外,本实施例的热定型处理采用拉幅定型机进行定型,利用纤维的热可塑性,采用热拉幅定型的方法进行整理,使外形不规则的编织物结成圈状结构的针织物,获得布面平整,可去除残缩率,尺寸稳定,抗皱性好,从而使针织物具有较好的服用性能,热定型的温度为170℃-195℃,车速25码/分钟。
采用上述制作方法,方形网孔内具有中线的网布的加工效率更高,制作的网布结构稳定。
上述的纱线总质量是指坯布中所有纱线的质量。
上面结合附图对本发明做了详细的说明,但是本发明的实施方式并不仅限于上述实施方式,本领域技术人员根据现有技术可以对本发明做出各种变形,均属于本发明的保护范围。
Claims (6)
1.网孔内具有中线的网布的制作方法,其特征在于,
网孔内具有中线的网布包括面层、底层和用于连接所述面层与所述底层的连接层,所述面层上形成有多个沿纬向排布且沿经向延伸的网孔纵列,各所述网孔纵列均布有多个网孔,所述底层均布多根中线,所述中线的颜色与所述面层、所述底层和所述连接层的颜色均不同,所述中线沉浮交织在所述底层的上表面和下表面,
所述中线沿纬向排布且沿经向延伸,各所述中线布置于所述底层对应于各所述网孔纵列处,且各所述网孔内均显示有两根相互平行的所述中线;
包括以下具体步骤:
S1:穿纱,在双针床经编机上,依次如下排列不少于六把的梳栉:GB1、GB2、GB3、GB4、GB5和GB6,所述GB1和所述GB2都以三穿三空的方式进行穿纱,所述GB3、所述GB5和所述GB6都以满穿的方式进行穿纱,所述GB4以二穿一空的方式进行穿纱;
S2:编织,所述GB1和所述GB2编织形成所述面层,其中所述GB1的纱垫走如下第一变化经缎网孔组织:(6-7/4-3)*3/(1-0/3-4)*3//,所述GB2的纱垫走如下第二变化经缎网孔组织:(1-0/3-4)*3/(6-7/4-3)*3//;
所述GB3编织形成所述连接层,所述GB3的纱垫走如下编链组织:1-0/0-1//;
所述GB4编织形成所述中线,所述GB4的纱垫走如下第一变化编链组织:0-0/0-0/0-0/1-0//;
所述GB5和所述GB6编织形成所述底层,其中所述GB5的纱垫走如下第一经平组织:1-0/1-2//,所述GB6的纱垫走如下变化经平组织:3-4/1-0//;
编织完成后获得坯布;
S3:染整,依次对所述坯布进行前处理、染色处理、柔软处理和热定型处理,获得圆形网孔内具有中线的网布。
2.根据权利要求1所述的网孔内具有中线的网布的制作方法,其特征在于:所述GB1和所述GB2都采用200D涤纶低弹轻网纱线进行穿纱,其采用的涤纶低弹轻网纱线的含量都占纱线总质量的15.912%;所述GB3采用30D涤纶单丝纱线进行穿纱,其采用的涤纶单丝纱线的含量占纱线总质量的12.275%;所述GB4采用 200D CD有光长丝纱线进行穿纱,其采用的CD有光长丝纱线的含量占纱线总质量的4.758%;所述GB5和所述GB6都采用150D涤纶低弹轻网纱线进行穿纱,其中所述GB5采用的涤纶低弹轻网纱线的涤纶低弹轻网含量占纱线总质量的19.289%,所述GB6采用的涤纶低弹轻网纱线的涤纶低弹轻网含量占纱线总质量的31.856%;
所述GB1和所述GB2的齿轮送经量都为2450mm/腊克,所述GB3的齿轮送经量6300mm/腊克,所述 GB4的齿轮送经量550mm/腊克,所述 GB5的齿轮送经量1980mm/腊克,所述 GB6的齿轮送经量3270mm/腊克;
各所述梳栉分别具有六个盘头,所述GB1和所述 GB2的每个盘头分别穿有238根纱线,所述GB3、所述 GB5和所述GB6的每个盘头上分别穿有476根纱线,所述 GB4的每个盘头上分别穿有317根纱线。
3.网孔内具有中线的网布的制作方法,其特征在于,
网孔内具有中线的网布,包括面层、底层和用于连接所述面层与所述底层的连接层,所述面层上形成有多个沿纬向排布且沿经向延伸的网孔纵列,各所述网孔纵列均布有多个网孔,所述底层均布多根中线,所述中线的颜色与所述面层、所述底层和所述连接层的颜色均不同,所述中线沉浮交织在所述底层的上表面和下表面;
所述中线均分为相互交叉的左倾中线和右倾中线,所述网孔纵列分为间隔布置的第一纵列和第二纵列;所述第一纵列中的所述网孔和所述第二纵列中的所述网孔错位布置;各所述第一纵列中的所述网孔内均显示有所述左倾中线和所述右倾中线的一个交叉处,所述第二纵列的所述网孔内均不显示所述中线;
包括以下具体步骤:
S1:穿纱,在双针床经编机上,依次如下排列不少于七把的梳栉:GB1、GB2、GB3、GB4、GB5、GB6和GB7,所述GB1、所述GB2和所述GB5都以满穿的方式进行穿纱,所述GB3和所述GB4都以一穿五空的方式进行穿纱,所述GB6和所述GB7都以三穿三空的方式进行穿纱;
S2:编织,所述GB1和所述GB2编织形成所述面层,其中所述GB1的纱垫走如下第一经绒组织: 0-1/3-2//,所述GB2的纱垫走如下第二经平组织:2-1/0-1//;
所述GB3编织形成所述右倾中线,所述GB3的纱垫走如下第二变化编链组织:3-3/3-3/3-3/3-3/3-3/3-4/2-2/2-2/2-2/2-2/2-2/1-0//;
所述GB4编织形成所述左倾中线,所述GB4的纱垫走如下第三变化编链组织:1-1/1-1/1-1/1-1/1-1/1-0/2-2/2-2/2-2/2-2/2-2/3-4//;
所述GB5编织形成所述连接层,所述GB5的纱垫走如下编链组织:1-0/0-1//;
所述GB6和所述GB7编织形成所述底层,其中所述GB6的纱垫走如下第一变化经缎组织:(6-7/4-3)*3/(1-0/3-4)*3//,所述GB7的纱垫走如下第二变化经缎组织:(1-0/3-4)*3/(6-7/4-3)*3//;
编织完成后获得坯布;
S3:染整,依次对所述坯布进行前处理、染色处理、柔软处理和热定型处理,获得圆形网孔内具有“X”提花的网布。
4.根据权利要求3所述的网孔内具有中线的网布的制作方法,其特征在于:所述GB1和所述GB2都采用100D涤纶低弹轻网纱线进行穿纱,其中所述GB1采用的涤纶低弹轻网纱线的含量占纱线总质量的24.349%,所述GB2采用的涤纶低弹轻网纱线的含量占纱线总质量的17.755%;所述GB3和所述GB4都采用150D CD有光长丝纱线进行穿纱,其采用的CD有光长丝纱线的含量都占纱线总质量的1.212%;所述GB5采用30D涤纶半光单丝纱线进行穿纱,其采用的涤纶半光单丝纱线的含量占纱线总质量的5.759%;所述GB6和所述GB7都采用200D涤纶低弹轻网纱线进行穿纱,其采用的涤纶低弹轻网纱线的含量都占纱线总质量的24.856%;
所述GB1的齿轮送经量为2400mm/腊克,所述GB2的齿轮送经量为1750mm/腊克,所述GB3和所述GB4的齿轮送经量都为480mm/腊克,所述 GB5的齿轮送经量1900mm/腊克,所述GB6和所述GB7的齿轮送经量都为2450mm/腊克;
各所述梳栉分别具有六个盘头,所述GB1和所述 GB2的每个盘头分别穿有476根纱线,所述GB3和所述 GB4的每个盘头分别穿有79根纱线,所述 GB5的每个盘头分别穿有474根纱线,所述GB6和所述 GB7的每个盘头分别穿有238根纱线。
5.网孔内具有中线的网布的制作方法,其特征在于,
网孔内具有中线的网布,包括面层、底层和用于连接所述面层与所述底层的连接层,所述面层上形成有多个沿纬向排布且沿经向延伸的网孔纵列,各所述网孔纵列均布有多个网孔,所述底层均布多根中线,所述中线的颜色与所述面层、所述底层和所述连接层的颜色均不同,所述中线沉浮交织在所述底层的上表面和下表面;
所述网孔为方形网孔,所述中线沿纬向排布且沿经向延伸,各所述中线布置于所述底层对应于各所述网孔纵列处,且各所述网孔内均显示有一根所述中线;
包括以下具体步骤:
S1:穿纱,在双针床经编机上,依次如下排列不少于六把的梳栉:GB1、GB2、GB3、GB4、GB5和GB6,所述GB1、所述GB2、所述GB3、和所述GB4都以二穿二空的方式进行穿纱,所述GB5和所述GB6都以满穿的方式进行穿纱;
S2:编织,所述GB1和所述GB2编织形成所述面层,其中所述GB1的纱垫走如下第三变化经缎网孔组织:1-0/4-5/3-2/4-5/3-2/4-5//,所述GB2的纱垫走如下第四变化经缎网孔组织:4-5/1-0/2-3/1-0/2-3/1-0//;
所述GB3编织形成所述连接层,所述GB3的纱垫走如下编链组织:1-0/0-1//;
所述GB4编织形成所述中线,所述GB4的纱垫走如下第三变化编链组织:0-1/1-1/1-1/1-1/1-1/1-1//;
所述GB5和所述GB6编织形成所述底层,其中所述GB5的纱垫走如下经绒组织:1-0/2-3//,所述GB6的纱垫走如下第三经平组织:1-2/1-0//;
编织完成后获得坯布;
S3:染整,依次对所述坯布进行前处理、染色处理、柔软处理和热定型处理,获得方形网孔内具有中线的网布。
6.根据权利要求5所述的网孔内具有中线的网布的制作方法,其特征在于:所述GB1和所述GB2都采用200D涤纶低弹轻网纱线进行穿纱,其采用的涤纶低弹轻网纱线的含量都占纱线总质量的16.812%;所述GB3采用150D涤纶低弹轻网纱线进行穿纱,其采用的涤纶低弹轻网纱线的含量占纱线总质量的34.997%;所述GB4采用150D CD有光长丝纱线进行穿纱,其采用的CD有光长丝纱线的含量占纱线总质量的2.213%;所述GB5和所述GB6都采用100D涤纶低弹轻网纱线进行穿纱,其中所述GB5采用的涤纶低弹轻网纱线的含量占纱线总质量的16.469%,所述GB6采用的涤纶低弹轻网纱线的含量占纱线总质量的12.695%;
所述GB1和所述GB2的齿轮送经量都为2450mm/腊克,所述GB3的齿轮送经量6800mm/腊克,所述 GB4的齿轮送经量430mm/腊克,所述 GB5的齿轮送经量2400mm/腊克,所述 GB6的齿轮送经量1800mm/腊克;
各所述梳栉分别具有六个盘头,所述GB1、所述 GB2、所述 GB3和所述GB4的每个盘头分别穿有238根纱线,所述 GB5和所述GB6的每个盘头上分别穿有476根纱线。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201811168855.XA CN109137247B (zh) | 2018-10-08 | 2018-10-08 | 网孔内具有中线的网布及其制作方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201811168855.XA CN109137247B (zh) | 2018-10-08 | 2018-10-08 | 网孔内具有中线的网布及其制作方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN109137247A CN109137247A (zh) | 2019-01-04 |
| CN109137247B true CN109137247B (zh) | 2023-05-09 |
Family
ID=64810777
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201811168855.XA Active CN109137247B (zh) | 2018-10-08 | 2018-10-08 | 网孔内具有中线的网布及其制作方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN109137247B (zh) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112030344B (zh) * | 2020-08-12 | 2022-04-29 | 信泰(福建)科技有限公司 | 一种孔中提绒工艺网布、其制作方法与应用 |
| CN112267204B (zh) * | 2020-09-02 | 2024-04-12 | 信泰(福建)科技有限公司 | 具有变色功能的三层网布及其制作方法和应用 |
| CN112779661A (zh) * | 2020-12-30 | 2021-05-11 | 福建信泰新材料科技有限公司 | 具有开放式网眼结构的织物及其制作方法 |
| CN113322572B (zh) * | 2021-05-21 | 2022-04-12 | 东莞百宏实业有限公司 | 一种间隔丝衬纬经编织物以及织造工艺 |
| CN113789603B (zh) * | 2021-08-14 | 2023-09-05 | 信泰(福建)科技有限公司 | 一种可隐藏杂色的半透挑孔编织面料及其编织方法、应用 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN205821639U (zh) * | 2016-07-25 | 2016-12-21 | 信泰(福建)科技有限公司 | 双色渐变网孔导气三层网布 |
| CN106757741A (zh) * | 2017-01-11 | 2017-05-31 | 信泰(福建)科技有限公司 | 一种具有锥形网孔的三明治网布及其制作方法 |
| CN206448015U (zh) * | 2017-01-11 | 2017-08-29 | 信泰(福建)科技有限公司 | 一种具有锥形网孔的三明治网布 |
| CN108265387A (zh) * | 2018-03-30 | 2018-07-10 | 信泰(福建)科技有限公司 | 一种具有雀鸟眼网孔的单面或双面网布及其制作方法 |
| CN108456992A (zh) * | 2018-05-29 | 2018-08-28 | 信泰(福建)科技有限公司 | 一种双面提花三层网布及其制作方法 |
-
2018
- 2018-10-08 CN CN201811168855.XA patent/CN109137247B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN205821639U (zh) * | 2016-07-25 | 2016-12-21 | 信泰(福建)科技有限公司 | 双色渐变网孔导气三层网布 |
| CN106757741A (zh) * | 2017-01-11 | 2017-05-31 | 信泰(福建)科技有限公司 | 一种具有锥形网孔的三明治网布及其制作方法 |
| CN206448015U (zh) * | 2017-01-11 | 2017-08-29 | 信泰(福建)科技有限公司 | 一种具有锥形网孔的三明治网布 |
| CN108265387A (zh) * | 2018-03-30 | 2018-07-10 | 信泰(福建)科技有限公司 | 一种具有雀鸟眼网孔的单面或双面网布及其制作方法 |
| CN108456992A (zh) * | 2018-05-29 | 2018-08-28 | 信泰(福建)科技有限公司 | 一种双面提花三层网布及其制作方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN109137247A (zh) | 2019-01-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109137247B (zh) | 网孔内具有中线的网布及其制作方法 | |
| CN108642697B (zh) | 一种双色变色三层网布的制作方法 | |
| CN108589013B (zh) | 一种粗针显色提花贾卡网布及其制作方法 | |
| WO2021249412A1 (zh) | 一种网孔式提花纱架双贾卡网布及其制作方法 | |
| CN105420911A (zh) | 一种双面贾卡提花编织工艺 | |
| CN108277574B (zh) | 一种具有变色功能的提花贾卡面料及其制作方法 | |
| CN111005137B (zh) | 渔丝仿电绣纬编鞋面材料及其生产方法 | |
| CN216585469U (zh) | 具有分段效果的面料及其鞋面 | |
| WO2022252433A1 (zh) | 一种经编结构空气层纹理面料及其制作方法 | |
| CN109023756B (zh) | 具有立体中绣线的网布及其制作方法 | |
| CN108589012A (zh) | 一种单面双贾卡提花网布编织工艺 | |
| CN113564798A (zh) | 一种带花梳三明治贾卡花边提花工艺网布及其制作方法 | |
| CN112779661A (zh) | 具有开放式网眼结构的织物及其制作方法 | |
| CN108754805A (zh) | 一种针织编织方法、编织结构、编织面料及服装 | |
| CN109930299B (zh) | 一种双贾卡提花面料的制作方法 | |
| CN109594190B (zh) | 一种换色提花织物的制作工艺 | |
| CN108790332B (zh) | 一种水滴形网孔网布及制作方法 | |
| CN218539983U (zh) | 一种地梳空针配贾卡对拉提花织物 | |
| CN216274615U (zh) | 一种带花梳三明治贾卡花边提花工艺网布 | |
| CN215906345U (zh) | 具有飘纱提花的三明治网布 | |
| CN113265758A (zh) | 一种地梳空针配贾卡对拉提花织物及其制作方法 | |
| CN209338809U (zh) | 具有立体中绣线的网布 | |
| CN210481672U (zh) | 一种tpu包芯段染纱贾卡网布 | |
| CN208346392U (zh) | 一种网孔呈纺锤形的单面或双面网布 | |
| CN113550060A (zh) | 具有飘纱提花的三明治网布及其制作方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |