CN109045433B - 医疗管和制造方法 - Google Patents
医疗管和制造方法 Download PDFInfo
- Publication number
- CN109045433B CN109045433B CN201811053333.5A CN201811053333A CN109045433B CN 109045433 B CN109045433 B CN 109045433B CN 201811053333 A CN201811053333 A CN 201811053333A CN 109045433 B CN109045433 B CN 109045433B
- Authority
- CN
- China
- Prior art keywords
- tube
- medical tube
- wall
- opening
- region
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




















Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M16/00—Devices for influencing the respiratory system of patients by gas treatment, e.g. mouth-to-mouth respiration; Tracheal tubes
- A61M16/08—Bellows; Connecting tubes ; Water traps; Patient circuits
- A61M16/0875—Connecting tubes
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M16/00—Devices for influencing the respiratory system of patients by gas treatment, e.g. mouth-to-mouth respiration; Tracheal tubes
- A61M16/0003—Accessories therefor, e.g. sensors, vibrators, negative pressure
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M16/00—Devices for influencing the respiratory system of patients by gas treatment, e.g. mouth-to-mouth respiration; Tracheal tubes
- A61M16/021—Devices for influencing the respiratory system of patients by gas treatment, e.g. mouth-to-mouth respiration; Tracheal tubes operated by electrical means
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M16/00—Devices for influencing the respiratory system of patients by gas treatment, e.g. mouth-to-mouth respiration; Tracheal tubes
- A61M16/06—Respiratory or anaesthetic masks
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M16/00—Devices for influencing the respiratory system of patients by gas treatment, e.g. mouth-to-mouth respiration; Tracheal tubes
- A61M16/10—Preparation of respiratory gases or vapours
- A61M16/1075—Preparation of respiratory gases or vapours by influencing the temperature
- A61M16/109—Preparation of respiratory gases or vapours by influencing the temperature the humidifying liquid or the beneficial agent
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M16/00—Devices for influencing the respiratory system of patients by gas treatment, e.g. mouth-to-mouth respiration; Tracheal tubes
- A61M16/10—Preparation of respiratory gases or vapours
- A61M16/1075—Preparation of respiratory gases or vapours by influencing the temperature
- A61M16/1095—Preparation of respiratory gases or vapours by influencing the temperature in the connecting tubes
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M16/00—Devices for influencing the respiratory system of patients by gas treatment, e.g. mouth-to-mouth respiration; Tracheal tubes
- A61M16/10—Preparation of respiratory gases or vapours
- A61M16/14—Preparation of respiratory gases or vapours by mixing different fluids, one of them being in a liquid phase
- A61M16/16—Devices to humidify the respiration air
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M39/00—Tubes, tube connectors, tube couplings, valves, access sites or the like, specially adapted for medical use
- A61M39/08—Tubes; Storage means specially adapted therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/13—Articles with a cross-section varying in the longitudinal direction, e.g. corrugated pipes
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M13/00—Insufflators for therapeutic or disinfectant purposes, i.e. devices for blowing a gas, powder or vapour into the body
- A61M13/003—Blowing gases other than for carrying powders, e.g. for inflating, dilating or rinsing
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M16/00—Devices for influencing the respiratory system of patients by gas treatment, e.g. mouth-to-mouth respiration; Tracheal tubes
- A61M16/08—Bellows; Connecting tubes ; Water traps; Patient circuits
- A61M16/0816—Joints or connectors
- A61M16/0841—Joints or connectors for sampling
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M16/00—Devices for influencing the respiratory system of patients by gas treatment, e.g. mouth-to-mouth respiration; Tracheal tubes
- A61M16/10—Preparation of respiratory gases or vapours
- A61M16/1075—Preparation of respiratory gases or vapours by influencing the temperature
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M2205/00—General characteristics of the apparatus
- A61M2205/02—General characteristics of the apparatus characterised by a particular materials
- A61M2205/0238—General characteristics of the apparatus characterised by a particular materials the material being a coating or protective layer
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M2205/00—General characteristics of the apparatus
- A61M2205/33—Controlling, regulating or measuring
- A61M2205/3368—Temperature
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M2205/00—General characteristics of the apparatus
- A61M2205/36—General characteristics of the apparatus related to heating or cooling
- A61M2205/3633—General characteristics of the apparatus related to heating or cooling thermally insulated
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M2205/00—General characteristics of the apparatus
- A61M2205/75—General characteristics of the apparatus with filters
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M2207/00—Methods of manufacture, assembly or production
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M2207/00—Methods of manufacture, assembly or production
- A61M2207/10—Device therefor
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M2209/00—Ancillary equipment
- A61M2209/02—Equipment for testing the apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0013—Extrusion moulding in several steps, i.e. components merging outside the die
- B29C48/0015—Extrusion moulding in several steps, i.e. components merging outside the die producing hollow articles having components brought in contact outside the extrusion die
- B29C48/0016—Extrusion moulding in several steps, i.e. components merging outside the die producing hollow articles having components brought in contact outside the extrusion die using a plurality of extrusion dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/15—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor incorporating preformed parts or layers, e.g. extrusion moulding around inserts
- B29C48/151—Coating hollow articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/303—Extrusion nozzles or dies using dies or die parts movable in a closed circuit, e.g. mounted on movable endless support
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2023/00—Tubular articles
- B29L2023/005—Hoses, i.e. flexible
- B29L2023/007—Medical tubes other than catheters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/753—Medical equipment; Accessories therefor
- B29L2031/7542—Catheters
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Heart & Thoracic Surgery (AREA)
- Hematology (AREA)
- Veterinary Medicine (AREA)
- Anesthesiology (AREA)
- Biomedical Technology (AREA)
- Pulmonology (AREA)
- Public Health (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Emergency Medicine (AREA)
- Mechanical Engineering (AREA)
- Rigid Pipes And Flexible Pipes (AREA)
- Media Introduction/Drainage Providing Device (AREA)
- Infusion, Injection, And Reservoir Apparatuses (AREA)
- Materials For Medical Uses (AREA)
- External Artificial Organs (AREA)
Abstract
本发明涉及包括细长导管的医疗管,该细长导管具有第一开口、第二开口、纵向轴线、在该第一开口与该第二开口之间沿着该纵向轴线延伸的内腔、以及由挤压材料形成、在该第一开口与该第二开口之间延伸并且围绕该内腔的波纹状壁。该壁在邻近该第一开口的该导管的第一长度中比在邻近该第二开口的该导管的第二长度中更硬。该管壁的可变硬度可以改善该管的热分布并且改善冷凝物到向该管提供加湿气体的加湿器中的回流。
Description
分案说明
本发明专利申请是一个分案专利申请。
本分案专利申请的原始(母案)申请,是国际申请日为2012年10月12日、国际申请号为PCT/NZ2012/000184、中国国家申请号为201280058622.9、发明名称为“医疗管和制造方法”的发明专利申请。
技术领域
本公开总体上涉及适合于医疗用途的管,并且具体是涉及在适合于对患者提供气体和/或从患者移除气体的医疗回路中使用的管,如在气道正压(PAP)、呼吸器、麻醉、通风机、以及吹气系统中使用。
背景技术
在医疗回路中,各种部件将温暖的、加湿的气体传送给患者。例如,在PAP或辅助呼吸回路等一些呼吸回路中,患者吸入的气体通过吸气管从加热器-加湿器被输送。作为另一个实例,管可以将加湿气体(通常为CO2)输送到吹气回路中的腹腔中。这可以有助于防止患者的内部器官的“脱水”,并且可以减少手术后恢复所需要的时间量。
在这些医疗应用中,这些气体优选地在具有接近饱和水平的湿度的条件下并且在接近体温处(通常在33℃与37℃之间的温度处)被输送。冷凝或“凝雨”可以随着高湿度呼吸气体冷却和/或与相对较冷的呼吸管表面发生接触而在呼吸管的内部表面上形成。仍然需要隔离热损耗并且(例如)实现在医疗回路中的改善的温度和/或湿度控制的管。
因此,本发明的目的是提供医疗管和/或制造医疗管的方法,该医疗管将至少在一定程度上解决前述问题或该医疗管将至少将有用的选择提供给行业或公众或两者。
在其中已经对专利说明书、其他外部文献或其他信息来源进行参考的本说明书中,这总体上是出于提供论述本发明特征的背景的目的。除非另有明确规定,否则对此类外部文献的参考不应被理解为承认在任何司法管辖权限内此类文献或此类信息来源是现有技术,或形成本领域内公共常识的一部分。
本发明的其他方面和优点将从仅举例给出的以下说明中变得显而易见。
发明内容
在此在各种实施例中公开了医疗管和呼吸管以及制造此类管的方法。
在最少一个实施例中,用于将加湿气体提供给患者的医疗管可以包括细长导管,该导管具有在大小和形状上被配置成用于连接到加湿气体源上的第一开口、在大小和形状上被配置成用于连接到患者接口上的第二开口、纵向轴线、在第一开口与第二开口之间沿着纵向轴线延伸的内腔、以及由挤压材料形成、在第一开口与第二开口之间延伸并且围绕内腔的壁。该壁在邻近第一开口的导管的第一区域中比在邻近第二开口的导管的第二区域中更硬。
在至少一个实施例中,加热呼吸管可以包括单一波纹状挤压导管,该单一波纹状挤压导管包括近端患者端和远端腔室端;以及在导管上或其中的一个或多个加热元件,其中该导管具有在腔室端处具有第一硬度的第一区域和在患者端处具有第二硬度的第二区域,并且第一硬度比第二硬度大。
在各种实施例中,在前述医疗管和/或加热呼吸管中,第一区域被配置成用于从加湿气体源竖直地延伸。该竖直延伸可以界定回流长度。举例来说,回流长度可以在约350mm与约400mm之间。
在各种实施例中,前述医疗管和/或加热呼吸管具有以下特性、以及在本公开中的其他地方所描述的特性中的一者、一些、或全部。医疗或呼吸管可以进一步包括在导管中或其上的一个或多个传导性细丝。该一个或多个传导性细丝中的至少一者可以是加热丝。该一个或多个传导性细丝中的至少一者可以是感测线。导管可以为总体上圆柱形。壁可以为波纹状。挤压材料可以是泡沫。泡沫可以是聚合物泡沫。泡沫可以是闭孔泡沫。挤压材料可以包括一种或多种表面改性剂。壁可以具有小于50度(或约50度)的平均接触角。在第一区域中的壁的厚度可以在0.5mm与2.0mm(或约0.5mm与约2.0mm)之间。在第二区域中的壁的厚度可以在0.1mm与1.0mm(或约0.1mm与约1.0mm)之间。在第一区域中的壁的质量可以在50g/m与110g/m(或约50g/m与约110g/m)之间。在第二区域中的壁的质量可以在20g/m与50g/m(或约20g/m与约50g/m)之间。在第一区域中的壁的体积可以在1.0cm3/m与2.0cm3/m(或约1.0cm3/m与约2.0cm3/m)之间。在第二区域中的壁的体积在约0.2cm3/m与约1.0cm3/m之间。在第一区域中的壁的挠曲模数与在第二区域中的壁的挠曲模数的比率可以在10:1与250:1(或约10:1与约250:1)之间。在第一区域与第二区域之间的导管的第三区域中的壁的硬度可以在第一区域与第二区域中的壁的硬度中间。平均壁厚度可以是约100微米。
在各种实施例中,前述医疗管或加热呼吸管(包括上述特性中的任一者或全部)具有以下特性、以及本公开中的其他地方所描述的特性中的一者、一些、或全部。医疗或呼吸管可以进一步包括围绕细长导管的外表面的至少一部分的护套。护套可以包括围绕细长导管的外表面的至少一部分挤压的挤压材料。护套可以包括总体上以螺旋方式缠绕细长导管的外表面的至少一部分的材料。护套可以包括套在细长导管的外表面的至少一部分周围的衬套材料。护套可以包括护套壁。护套壁可以具有总体上恒定的硬度。护套壁可以在护套的第一区域中比在护套的第二区域中更硬。护套壁可以在接近导管的第一开口处比在接近导管的第二开口处更硬。护套壁可以在接近导管的第二开口处比在接近导管的第一开口处更硬。护套壁可以在接近导管的第一开口和第二开口处比在导管的中间区域中更硬。
根据前述实施例中的一者或全部的前述医疗管可以结合到呼吸回路或吹气系统以及其他应用中。呼吸管可以结合到呼吸回路以及其他应用中。
在至少一个实施例中,将加湿气体输送给患者的方法可以包括提供单一波纹状挤压导管,该导管包括近端患者端、远端腔室端、在导管壁上或其中的多个加热元件、邻近腔室端具有第一硬度的第一区域、以及邻近患者端具有第二硬度的第二区域,第一硬度比第二硬度大;将导管的腔室端连接到腔室上,其中在第一区域中的导管从腔室竖直地延伸;将导管的患者端连接到患者接口上;以及通过导管输送加湿空气。在各种实施例中,导管可以具有上文关于医疗和呼吸管所描述的特性、以及在本公开中的其他地方所描述的特性中的一者、一些、或全部。
在至少一个实施例中,根据上述实施例中的一者、一些、或全部的制造管或导管的方法包括挤压一条带,其中该带的第一长度比该带的第二长度更厚、更重、或更硬;使挤压带以螺旋方式缠绕心轴,使得挤压带的相邻匝触碰或重叠,由此形成具有纵向轴线和沿着该纵向轴线延伸的内腔的细长导管;使细长导管成波纹状并冷却细长导管以形成医疗管,该管具有围绕内腔的壁,其中该壁在邻近第一末端的导管的第一区域中比在邻近第二末端的导管的第二区域中更硬。如上文所说明,壁可以具有在0.5mm与2.0mm(或在第一区域中约0.5mm与约2.0mm)之间的厚度。在第二区域中的壁可以具有在0.1mm与1.0mm(或约0.1mm与约1.0mm)之间的厚度。在第一区域中的壁的挠曲模数与在第二区域中的壁的挠曲模数的比率可以在或约10:1与约250:1之间。
在各种实施例中,前述方法可以具有上述管或导管特性、以下特性、以及在本公开中的其他地方所描述的特性中的一者、一些、或全部。挤压带可以包括泡沫。泡沫可以是聚合物泡沫。聚合物泡沫可以是闭孔的。挤压带可以包括一种或多种表面改性剂。壁的面向内腔的表面可以具有小于50度(或约50度)的表面接触角。该方法可以进一步包括以螺旋方式将加强条缠绕在挤压带的相邻匝之间。加强条可以包括一个或多个传导性细丝。该方法可以进一步包括使一个或多个传导性细丝以螺旋方式缠绕细长导管。
在至少一个实施例中,根据前述实施例中的一者、一些、或全部的制造管或导管的方法包括挤压细长导管,该导管具有纵向轴线和沿着该纵向轴线延伸的内腔;以及使细长导管成波纹状并且冷却细长导管以形成医疗管,该管具有围绕内腔的壁,其中该壁在邻近第一末端的导管的第一区域中比在邻近第二末端的导管的第二区域中更硬。在各种实施例中,前述方法可以具有上述管或导管特性、以下特性、以及在本公开中的其他地方所描述的特性中的一者、一些、或全部。如上文所说明,第一区域可以被配置成用于从加湿气体源竖直地延伸。该竖直延伸可以界定回流长度。举例来说,回流长度可以在350mm与400mm(或约350mm与约400mm)之间。在某些实施例中,该方法可以进一步包括共同挤压一个或多个传导性细丝,使得该一个或多个传导性细丝被安置在导管上或其中。
如本说明书中所使用的术语“包括”意指“至少部分由...组成”。当解释本说明书中包括术语“包括”的每一个表述时,除了以该术语为开端的一个或多个特征之外的多个特征也可以存在。“包括”等相关的术语将以相同方式被解释。
广义地说,本发明还可以主要在于单独地或共同地在本申请的说明书中提及或指示的零件、元件和特征,和任何两个或更多个所述零件、元件或特征的任何或全部组合,并且当在此提到具有本发明所涉及的领域中的已知等效物的特定整体时,此类已知等效物被认为如单独地进行阐述一般在此并入。
本发明主要在于前文并且还设想多个构造,下文仅给出这些构造的实例。
附图说明
现在将参考附图描述实施所公开的系统和方法的各种特征的示例实施方案。附图以及相关联的描述被提供用于图示多个实施例并且不限制本公开的范围。
图1示出了结合一个或多个医疗管的医疗回路的示意性图示。
图2A到2C示出了实例复合管的纵向截面。
图3示出了演示管的回流长度的医疗回路。
图4A到4E图示了用于测量管的挠曲模数的测试设备。
图5A为绘制具有100g/m质量的管样本的测试结果的图表。
图5B为绘制具有40g/m质量的管样本的测试结果的图表。
图5C为图5A的挠曲测试曲线的线性部分的放大曲线。
图5D为图5B的挠曲测试曲线的线性部分的放大曲线。
图6到7图示了加热器丝的实例放置。
图8为将在均匀硬度管中的冷凝物积累与在可变硬度管中的冷凝物积累进行比较的图。
图9示出了根据至少一个实施例的实例医疗回路。
图10示出了根据至少一个实施例的吹气系统。
图11为医疗管的制造方法的示意性图示,该医疗管包括进料斗、朝向模头的螺旋送料机,并且以波纹板轧机终止。
图12为医疗管的螺旋成形制造方法的示意性图示。
在整个这些附图中,参考标号被再使用以指示所参考的(或类似的)元件之间的对应。此外,每一个参考标号的第一个数字指示该元件第一次出现在其中的附图。
具体实施方式
下文参考附图描述了关于用于实施在此描述的设备和方法的若干说明性实施例的细节。本发明不限于这些所描述的实施例。
包括一个或多个医疗管的呼吸回路
为了更详细地理解本公开,首先参考图1,该图示出了根据至少一个实施例的呼吸回路,该呼吸回路包含一个或多个医疗管。管是广义术语,并且对本领域的普通技术人员给出了它的普通且惯例的含义(也就是说,它不限于特殊或自定义的含义),而且包括(不限于)非圆柱形的通道。呼吸回路结合了一个或多个可变硬度管,该管一般可以被定义为在管的每一个末端具有相异硬度的管。此呼吸回路可以是连续、可变或双级的气道正压(PAP)系统或另一种形式的呼吸疗法。
可以如下在图1的回路中传送气体。干燥气体从通风机/鼓风机105传递到加湿器107,该加湿器对这些干燥气体进行加湿。加湿器107经由端口111连接到吸气管103的入口109(用于接收加湿气体的末端)上,由此将加湿气体供应给吸气管103。吸气管是被配置成用于将呼吸气体输送给患者的管,并且可以由可变硬度管制成,如在下文中更加详细地描述。气体通过吸气管103流动到出口113(用于排出加湿气体的末端),并且随后通过连接到出口113上的患者接口115流动到患者101。
呼气管117也连接到患者接口115上。呼气管是被配置成用于使呼出的加湿气体移动远离患者的管。此处,呼气管117使呼出的加湿气体从患者接口115返回到通风机/鼓风机105。
在此实例中,干燥气体通过通风口119进入通风机/鼓风机105中。风扇121可以通过抽取经过通风口119空气或其他气体来改善进入通风机/鼓风机中的气流。举例来说,风扇121可以是变速风扇,其中电子控制器123控制风扇速度。具体地说,电子控制器123的功能可以由电子主控制器125响应于来自主控制器125的输入以及由用户经由拨盘127设置的压力或风扇速度的预定所需值(预设值)来控制。
加湿器107包括加湿腔室129,该腔室包含一定体积的水130或其他合适的加湿液体。优选地,加湿腔室129是在使用之后从加湿器107可移除的。可移除性使得更容易对加湿腔室129进行消毒或安置。然而,加湿器107的加湿腔室129部分可以是整体构造。加湿腔室129的主体可以由非传导性的玻璃或塑料材料形成。但加湿腔室129还可以包括多个传导性部件。举例来说,加湿腔室129可以包括高导热性的基底(例如,铝基底),该基底与加湿器107上的加热器板131接触或相关联。举例来说,加湿器107可以是独立加湿器,例如在新西兰奥克兰市的费雪派克(Fisher&Paykel)医疗保健有限公司的呼吸加湿范围内的加湿器中的任一者。
加湿器107还可以包括多个电子控制件。在此实例中,加湿器107包括电子的模拟或数字主控制器125。优选地,主控制器125是基于微处理器的控制器,它执行存储在相关联的存储器中的计算机软件命令。响应于经由(例如)用户接口133输入的由用户设置的湿度或温度值以及其他输入,主控制器125确定何时(或以何种水平)对加热器板131进行供能,以便对加湿腔室129内的水130进行加热。
可以结合任何合适的患者接口115。患者接口是广义术语,并且对本领域的普通技术人员给出了它的普通并且惯例的含义(也就是说,它不限于特殊或自定义的含义),并且包括(不限于)遮罩(如气管罩、面罩以及鼻罩)、套管以及鼻枕。温度探头135可以连接到靠近患者接口115的吸气管103上,或连接到患者接口115上。温度探头135监视患者接口115附近或在患者接口处的温度。与温度探头相关联的加热细丝(未图示)可以被用于调整患者接口115和/或吸气管103的温度,以便将吸气管103和/或患者接口115的温度升高到饱和温度之上,由此减少不想要的冷凝的机会。
在图1中,呼出的加湿气体经由呼气管117从患者接口115返回到通风机/鼓风机105。呼气管117还可以是可变硬度管,如下文更加详细地描述。然而,呼气管117还可以是医疗管,如本领域中先前已知的。在任一情况下,呼气管117可以具有与它整合的温度探头和/或加热细丝(如上文关于吸气管103所描述),从而减少冷凝的机会。此外,呼气管117不需要使呼出气体返回到通风机/鼓风机105。可替代地,呼出的加湿气体可以直接被传递到周围环境中或被传递到其他辅助设备中,例如空气洗涤器/过滤器(未图示)。在某些实施例中,完全省略了呼气管。
可变硬度管
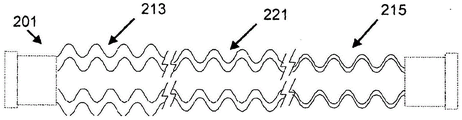
图2A示出了实例可变厚度管201的纵向截面。一般来说,医疗管201包括细长导管203,该导管具有第一开口205、第二开口207、以及纵向轴线LA—LA。在此实例中,细长导管203具有总体圆柱形的形状。然而,“导管”是广义术语,并且对本领域的普通技术人员给出了它的普通且惯例的含义(也就是说,它不限于特殊或自定义的含义),并且包括(不限于)非圆柱形的通道。内腔209在第一开口205与第二开口207之间沿着纵向轴线LA—LA延伸。导管203在邻近第一开口205处比它在邻近第二开口207处更硬。
导管203包括壁211,该壁在第一开口205与第二开口207之间延伸并且围绕内腔209。在此实例中,壁211在邻近第一开口205的导管203的第一区域213中比在邻近第二开口207的导管203的第二区域215中更硬。壁211可以任选地为波纹状的、或具有波纹型面。如此实例中所示,波纹型面可以包括交替的外部波峰(或环形突起)和内部波谷(或环形凹处)。外部波峰可以对应于细长导管的具有最大内部半径和最大外部半径的位置,并且内部波谷可以对应于细长导管的具有最小内部半径和最小外部半径的位置。此类波纹可以具有环形波纹或螺旋形波纹形式。可替代地,壁211可以具有平滑的或非波纹状型面。任选地,第一开口205在大小和形状上被配置成用于连接到加湿气体源上,如上文所描述的加湿器,并且第二开口207在大小和形状上被配置成用于连接到患者接口上。举例来说,一个或多个末端可以被配置成用于连接到连接端口上,该端口促进到患者接口和/或加湿器上的连接。其他配置也可以是令人希望的。例如,在其他实施例中,第一开口205可以被配置成用于连接到患者接口上,而第二开口207可以被配置成用于连接到通风机/鼓风机上,如上文所描述。
如下文更加详细描述,管201可以任选地包括一个或多个传导性(加热或感测)细丝。细丝的任选的位置为:典型地以未固定的螺旋形方式被放置在内腔内;典型地结合外部护套被放置成与管壁处于紧密外部接触,以便将传导性细丝固定在适当的位置中并且防止热损耗;或被嵌入在管壁中。
管在一个末端处增加的硬度可以通过改善“回流”来导致对冷凝物的更好管理。此外,增加的硬度与改善壁的隔热面的特性(如,增加的厚度、质量和/或体积)有关。因此,对于未加热的管或具有放置在内腔内的加热细丝的管,第一末端优选地为加湿器端以便使管在发生大多数冷凝的地方较好地隔离热损耗。此配置还在管退出加湿器处增加了管的硬度,因此该管可以在朝向水平弯曲之前在更大的距离上维持更加竖直的位置。以此方式,更多的冷凝物回流到加湿器,而非进入呼吸管中。在患者端处的较薄的管改善了柔性、减少了质量,并且改善了患者的舒适度。
对于放置在外部(例如,在与内腔径向相反的管壁上)或嵌入在壁中的加热细丝,第二末端优选地为加湿器端,以便使得来自元件的热量更加容易地穿透管并且加热气流。隔离外部护套(如下文所描述)将典型地被安装到此类型的管上以防止热损耗。在患者端处的较硬的管被较薄的护套补偿,以便增加柔性并且减少质量以改善用户的舒适度。
因此,在使用中,根据各种实施例的管产生较少的冷凝物以及更大范围的环境条件,在这些环境条件下,这些管可以在冷凝累积物变成实质性问题之前使用。
一般来说,管的总长度可以在1.0m与3.0m(或约1.0m与3.0m)之间或在1.0与2.0m(或约1.0与2.0m)之间。优选地,管的长度为1.5m(或约1.5m)或1.8m(或约1.8m)。优选地,内腔的平均直径(考虑到由在任选的波纹中的波峰和波谷引起的直径的可变性)在10mm与30mm(或约10mm与30mm)之间。优选地,内腔直径为20mm(或约20mm)或22mm(或约22mm)。实际上,在此考虑了在此描述的可变硬度管可以被用作本领域中先前使用的管的代替,这些可变硬度管典型地具有在10mm与30mm之间的平均内腔直径以及在约1m与2.5m之间变化的长度。
还优选的是,抗碾压、抗在弯曲时在流动上的限制、抗扭结、抗在内部压力下在长度和/或体积上的变化、抗泄漏(在6kPa下<25mL/min)的管具有较低的流动阻力(在最大额定流量下在压力上的增加小于0.2kPa),并且是电力安全的。优选地,管可以围绕25mm直径的金属圆筒弯曲而不会扭结、闭塞或塌陷,如根据ISO 5367:2000(E)的随着弯曲增加流动阻力的测试中所界定。
硬度
再次参考图2A,优选地,邻近第一开口205的导管203的第一区域213比邻近第二开口207的导管203的第二区域215更硬。各种实施例包括在第一区域213与第二区域215之间具有与第一区域213和第二区域215不同的硬度特征(例如,在第一区域213和第二区域215的硬度特征中间的硬度特征)的一个或多个额外区域。例如,三区域管201可以给予与两区域管201相比更好的弯曲型面。在图2B中示出示意性的三区域管201。此实例包括在第一区域213与第二区域215中间的第三区域221。
第一区域213和/或第二区域215可以是绝对距离,如5cm或10cm(或约5cm或10cm)。第一区域213和/或第二区域215还可以表示相对距离。在至少一个实施例中,第一区域213包括管201的总长度的10%-30%(或约10%-30%)、或30%-50%(或约30%-50%)(其中例如,管201的总长度为除套箍(cuff)或连接器223或附接到管201的末端上的任何其他单独终端部件外,从第一开口205到第二开口207的距离)。例如,第一区域213可以包括管201的总长度的33%(或约33%)、或35%(或约35%)(其中例如,管201的总长度为从第一开口205到第二开口207的距离)。在至少一个实施例中,第二区域215包括管201的总长度的5%-15%(或约5%-15%)、或15%-50%(或约15%-50%)(其中例如,管201的总长度为从第一开口205到第二开口205的距离)。例如,其第二区域215可以包括管201的总长度的10%(或约10%)、或15%(或约15%)(其中例如,管201的总长度为从第一开口205到第二开口207的距离)。在标准1.8m的管201的至少一个实施例中,第一区域213在长度上为0.3m到0.7m(或约0.3m到0.7m)并且优选地为0.5m或附近,第二区域215在长度上为0.1m到0.2m(或约0.1到0.2m)并且优选地为1.15m或附近,并且在第一区域213与第二区域215中间的第三区域221在长度上为在1.0m到1.5m之间并且优选地为0.15m或附近。在任何情况下,第一区域213和第二区域215表示管201的实质长度。
在这些区域中在硬度上的差值表示与现有技术的显著偏离。典型的现有技术输送管可能结合挤压波纹导管。在极其局部的水平处,例如在波纹的典型地小于1cm的节距内,导管的硬度将变化。波纹成形过程可以在波纹的波谷处产生比在波峰处更硬的壁。然而,在管连接器的两个末端之间,跨越任何实质长度的硬度特性基本上与导管的任何其他实质长度的特性相同。也就是说,这些特性在宏观水平上实质上不变化,在此描述的实施例中就是这样。
某些实施例包括以下认识:第一区域213的硬度可以根据“回流长度”被界定。如图3中所示,当管201与加湿器107或其他加湿气体源接合时,管201一般在接合点处为直立的。换句话说,通过管201的中心所画出的假想线的斜率是近似无限的。在没有将管201固持在此位置中的一些种类的支架的情况下,管201的柔性自然地使它在距离接合点一定的距离处弯曲。因此,随着距接合点的距离增加,通过管201的中心的假想线的斜率逐渐减小。在距离接合点一定距离处,假想线的斜率达到零。在此距离之后,假想线的斜率逐渐变得更负。当假想线的斜率为正时,在围绕内腔209的管的壁211上收集的冷凝物在重力下可以理论上“回流”到加湿器107中。相反,当假想线的斜率为负时,冷凝物将理论上从加湿器107排离。
因此,对于未支撑的管201,可以根据到加湿器107(或其他湿度源)的连接的点与当通过管201的中心的假想线的斜率为零时的点之间的距离来界定回流长度301。一般来说,回流长度301为从到加湿器107的连接的点所测量的管201的长度,其中,在围绕内腔209的壁211上收集的冷凝物将自然地回流到加湿器107中。因为第一区域213变得更硬,所以回流长度301增加。如果第一区域213较不硬,那么回流长度301减小。在某些实施例中,回流长度301为350mm到400mm(或约350mm到400mm),例如,380mm(或约380mm)。进行研究以评估硬度对管201使管壁211上的冷凝物回流到加湿器107中的能力的影响。具有较厚包层的管201被连接到由新西兰奥克兰市的费雪派克(Fisher&Paykel)医疗保健有限公司制造的AIRVO加湿器上。回流长度被测量为380mm。为了消除包层的隔离影响并且专注于回流长度的影响,使用不带有包层的管。使用铁架来复制380mm的回流长度以便将管固持在适当的位置。AIRVO加湿器随后被开启并且以15L/min的流速运行。小台扇被放置在远离加湿器出口40cm处并且被开启到最高设置。强加此不现实的通风条件以放大可能的冷凝。在铁架的远端,允许管采取安放在桌子上的水平位置。保持AIRVO加湿器和风扇运行16个小时。在此时间之后,将管从AIRVO加湿器中移除,并且对管进行称重。
通过形成管201使得较大的长度被定向成邻近加湿气体输送装置而朝上(或至少正向倾斜),形成在管201的此部分中的冷凝物流回到加湿气体输送装置中。某些实施例包括以下认识:形成具有合适的回流长度301的管201会提供此朝上延伸,同时避免了对庞大或复杂的刚性连接器的需要。再次参考图2A,若干特性可以影响导管203的硬度。例如,在至少一个实施例中,导管203在邻近第一开口205处比它在邻近第二开口207处更硬这一事实是由导管203的壁211在邻近第一开口205处比它在邻近第二开口207处更厚而导致。优选地,第一区域213具有0.5mm到2.0mm(或约0.5mm到2.0mm)、或1.0mm到2.0mm(或约1.0mm到2.0mm)、或1.1mm到1.6mm(或约1.1mm到1.6mm)、或1.6mm(或约1.6mm)、或1.58mm(或约1.58mm)、或1.18mm(或约1.18mm)的平均壁211厚度。优选地,第二区域215具有0.1mm到1.0mm(或约0.1mm到1.0mm)、或0.1mm到0.7mm(或约0.1mm到0.7mm)、或0.1mm到0.5mm(或约0.1mm到0.5mm)、或0.2mm到0.7mm(或约0.2mm到0.7mm)、或0.3mm到0.6mm(或约0.3mm到0.6mm)、或0.30mm(或约0.30mm)、0.33mm(或约0.33mm)、0.37mm(或约0.37mm)、0.50mm(或约0.50mm)、0.53mm(或约0.53mm)、0.54mm(或约0.54mm)、或0.56mm(或约0.56mm)的平均壁211厚度。第一区域213与第二区域215中间的第三区域211可以具有0.5mm到1.0mm(或约0.5mm到1.0mm)、优选地0.6mm或附近的平均壁211厚度。在某些实施例中,平均壁211厚度在第一区域213中比在第二区域215中大至少25%(或约25%)、大至少100%(或约100%)、或大至少200%(或约200%)。
厚度的另一实例量度为每单位长度的平均厚度。优选地,每单位长度,在第一区域213中的平均壁211厚度与在第二区域221中的平均壁211厚度的比率为1.5:1到5.5:1(或约1.5:1到5.5:1)、或4.5:1到5.0:1(或约4.5:1到5.0:1)、或2.0:2.5(或约2.0:2.5)。对于实例波纹管201,该比率可以是在波峰处测量的4.8:1(或约4.8:1)和在波谷处测量的2.2:1(或约2.2:1)。
在至少一个实施例中,导管203在邻近第一开口205处比它在邻近第二开口207处更硬这一事实是由导管203的壁211在邻近第一开口207处比在邻近第二开口207处具有更大的质量而导致。每单位长度,在第一区域213中的平均壁211质量与在第二区域215中的管201的平均壁211质量的比率可以是1.5:1到1.9:1(或约1.5:1到1.9:1)、或1.5:1到2:1(或约1.5:1到2:1)。第一区域213可以具有50g/m到110g/m(或约50g/m到110g/m)、或65g/m到100g/m(或约65g/m到100g/m)、或65g/m到80g/m(或约65g/m到80g/m)、或70g/m(或约70g/m)、或75g/m(或约75g/m)的平均壁211质量。第二区域215可以具有20g/m到50g/m(或约20g/m到50g/m)、或30g/m到50g/m(或约30g/m到50g/m)、或30g/m到45g/m(或约30g/m到45g/m)、或35g/m到45g/m(或约35g/m到45g/m)、或40g/m(或约40g/m)、或42g/m(或约42g/m)的平均壁211质量。第一区域213与第二区域215中间的第三区域221可以具有45g/m到65g/m(或约45g/m到65g/m)、优选地50g/m或附近的平均壁211质量。在某些实施例中,平均壁211质量在第一区域213中比在第二区域215中大至少25%(或约25%)、大至少100%(或约100%)、或大至少200%(或约200%)。
在至少一个实施例中,导管203在邻近第一开口205处比它在邻近第二开口207处更硬这一事实是由导管203的壁211在邻近第一开口207处比在邻近第二开口207处具有更大的体积而导致。每单位长度,在第一区域213中的平均壁211体积与在第二区域215中的平均壁211体积的比率可以是1.5:1到3.5:1(或约1.5:1到3.5:1)、或2.0:1到3.0:1(或约2.0:1到3.0:1)、或2.5:1到2.6:1(或约2.5:1到2.6:1)。第一区域213可以具有1.0cm3/cm到2.0cm3/cm(或约1.0cm3/cm到2.0cm3/cm)、或1.0cm3/cm到1.5cm3/cm(或约1.0cm3/cm到1.5cm3/cm)、或1.20cm3/cm(或约1.20cm3/cm)、或1.17cm3/cm(或约1.17cm3/cm)的平均壁211体积。第二区域215可以具有0.2cm3/cm到1.0cm3/cm(或约0.2cm3/cm到1.0cm3/cm)、或0.40cm3/cm到0.55cm3/cm(或约0.40cm3/cm到0.55cm3/cm)、或0.45cm3/cm(或约0.45cm3/cm)、或0.50cm3/cm(或约0.50cm3/cm)的平均壁211体积。在某些实施例中,平均壁211体积在第一区域213中比在第二区域215中大至少25%(或约25%)、大至少100%(或约100%)、或大至少200%(或约200%)。
在至少一个实施例中,导管203在邻近第一开口205处比它在邻近第二开口207处更硬这一事实是由壁211在邻近第一开口205处比在邻近第二开口207处具有更大的挠曲模数而导致。
图4A到4E图示了用于测量管的挠曲模数的测试设备。图示的设备包括市售的英斯特朗(Instron)机器。
如图4A中所示,为了测试管201,插塞401被插入到管201样本的开口中。
如图4B中所示,插塞401被连接到测试轮405的臂403上。管201被缠绕在测试轮405(该测试轮具有78mm的直径)上并且由具有75mm的直径的支撑轮407固定。支撑轮407触碰管201以固定其位置。它并不碾压管201样本。支撑轮407的位置通过沿着在支撑轮407的支撑框架413中的狭槽411调整螺钉409的位置而被相应地调整。
如图4C中所示,一根绳子415被附接到测试轮405上。从其中测试轮405的臂403邻近支撑轮407并且管201在未挠曲条件下的点开始,绳子415随后以每分钟250mm的恒定速率被拉动100mm的距离。绳子415上的拉伸负荷被记录为距离的函数。
在管201关于管轴线(图4D和4E中示出)朝向四个定向中的每一者旋转的情况下重复测试,以考虑管201的形状中的不对称性。根据此过程的测试提供了管201的挠曲特性数据。测试具有在沿着管201的多个位置处可能不同的挠曲模数的管201包括通过切割出区域、安装区域、以及根据此过程进行测试来测试管201的每一个区域。
对于被测试的区段,挠曲模数被计算为通过该测试所产生的负荷对延伸曲线的线性部分的梯度。该测试区段的挠曲模数为计算用于四个定向中的每一者的平均挠曲模数。举例来说,图5A图示了具有100g/m的管质量的波纹管的区段的四个定向的挠曲测试数据;图5B图示了具有40g/m的管质量的波纹管的区段的四个定向的挠曲测试数据。
图5C仅图示了图5A的曲线的线性部分,具有管的每一个定向的最佳拟合线。在第一定向上的管的最佳拟合线并且具有0.3377N/mm的梯度。第二定向的管的最佳拟合线具有0.3652N/mm的梯度。在第三定向上的管的最佳拟合线具有0.342N/mm的梯度。在第四位置中定向的管的最佳拟合线并且具有0.3506N/mm的梯度。平均梯度、以及因此根据此测试针对此管部分而计算的挠曲模数为0.3488N/mm。
图5D图示了图5B中的曲线的放大部分,具有管的每一个定向的最佳拟合线。在第一定向上的管的最佳拟合线具有0.0208N/mm的梯度。在第二定向上的管的最佳拟合线具有0.0194N/mm的梯度。在第三定向上的管的最佳拟合线具有0.0076N/mm的梯度。在第四定向上的管的最佳拟合线具有0.0103N/mm的梯度。平均梯度、以及因此根据此测试针对此管部分而计算的挠曲模数为0.01452N/mm。
从这些测试中可以看出,具有40g/m的管质量的波纹管的部分具有约0.015N/mm的测试挠曲模数,而具有100g/m的管质量的波纹管的部分具有0.349N/mm的测试挠曲模数。因此,100g/m样本的挠曲模数超过40g/m管的挠曲模数的20倍。
如通过前述测试方法所界定,每单位长度,在第一区域中的挠曲模数与在第二区域中的挠曲模数的比率可以是10:1到250:1(或约10:1到250:1)、100:1到220:1(或约100:1到220:1)、或170:1到200:1(或约170:1到200:1)、或188:1(或约188:1)、或185:1(或约185:1)。在某些实施例中,平均挠曲模数在第一区域中比在第二区域中大至少25%(或约25%)、大至少100%、或大至少200%。
壁成分
在至少一个实施例中,壁由包括一种或多种聚合物的挤出物形成。优选的聚合物包括线性低密度聚乙烯(LLDPE)、低密度聚乙烯(LDPE)、聚丙烯(PP)、聚烯烃塑料(POP)、乙烯乙酸乙烯酯(EVA)、增塑聚氯乙烯(PVC)、或这些材料中的两者或更多者的共混物。聚合物形成总挤出物的至少98.4(或约98.4)、98.5(或约98.5)、98.6(或约98.6)、98.7(或约98.7)、98.8(或约98.8)、98.9(或约98.9)、99.0(或约99.0)、99.1(或约99.1)、99.2(或约99.2)、99.3(或约99.3)、99.4(或约99.4)、99.5(或约99.5)、99.6(或约99.6)、99.7(或约99.7)、99.8(或约99.8)、或99.9(或约99.9)的重量百分比(重量%)。在具体实施例中,挤出物包括99.488(或约99.488)重量%或约99.49(或约99.49)重量%的LLDPE。
挤出物还可以任选地包括一种或多种表面改性剂。表面改性剂为或者单独或者结合另一物质来影响材料的表面的特性的添加剂。此剂可以帮助增加壁表面的表面能(或可湿性)。增加表面能可以有利地促进可以在表面上累积的冷凝物或液体的液滴或水珠之间的减小的接触角。确切地说,液滴或水珠可以扩散越过壁的较大的表面区域并且因此,较可能重新蒸发到流过内腔的气流中。
在波纹管中包括表面改性剂可以是特别有利的。在波纹管中,冷凝物的小液滴或水珠较可能在低温位置的波纹的部分中形成。低温位置典型地为最靠近围绕管的环境条件或最暴露于环境条件的波纹的部分。改变管壁的表面特性可以使在低温位置处形成的小液滴或水珠扩散越过管表面并且在进行此过程时,朝向较暖温度的区域移动。由于小液滴朝向较暖温度的区域以及朝向暴露于更大或更快的气流流动下的管的区域移动,所以小液滴或水珠的移动的此迁移可以实现提高的重新蒸发速率。
合适的表面改性剂包括单硬脂酸甘油酯(GMS)、乙氧基化胺、烷基磺酸钠盐、和月桂酸二乙醇酰胺以及包括这些物质的添加剂。由科莱恩(Clariant)(新西兰)有限公司供应的并且产品名称为“418LD抗静电母料”的MLDNA-418是表面改性剂母料,其中5(±0.25)%的单硬脂酸甘油酯(CAS号123-94-4)作为活性成份。优选地,表面改性剂包括总挤出物的至少约0.05(或约0.05)、0.1(或约0.1)、0.15(或约0.15)、0.2(或约0.2)、0.25(或约0.25)、0.3(或约0.3)、0.35(或约0.35)、0.4(或约0.4)、0.45(或约0.45)、0.5(或约0.5)、1.1(或约1.1)、1.2(或约1.2)、1.3(或约1.3)、1.4(或约1.4)、或1.5(或约1.5)重量%。例如,在至少一个实施例中,挤出物包括表面改性剂的0.25重量%(或约0.25重量%)。作为另一个实例,在至少一个实施例中,挤出物包括表面改性剂的0.5重量%(或约0.5重量%)。
其他方法也可以被用于增加表面能并且减小接触角。合适的方法包括物理、化学、以及辐射方法。物理方法包括(例如)物理吸附和朗缪尔-布洛杰特膜。化学方法包括通过强酸、臭氧处理、化学吸附、以及火焰处理进行氧化。辐射方法包括等离子体(辉光放电)、电晕放电、光活化(UV)、激光、离子束、电子束、以及伽马辐照。
通过选择合适的表面改性法或表面改性剂,有可能提供导管壁,该导管壁具有小于50(或约50)、45(或约45)、40(或约40)、35(或约35)、30(或约30)、25(或约25)、20(或约20)度(°)的表面特性接触角,如通过角度测量装置(例如测角计)可测量。举例来说,具有小于35°(或约35°)的表面特性接触角的管壁提供有用的结果。
下方的表1示出了对于不同的LLDPE样本的接触角测量,这些样本包括利用表面改性剂进处理的样本以及利用辐射进行处理的样本。接触角测量是基于根据ASTM标准D7334,2008,“通过推进接触角测量来进行的涂层、衬底和色素的表面可湿性的标准实践”进行的静态液滴形状测试方法。
表1

与所测试的其他表面改性法相比,具有5%MLDNA-418表面改性剂的样本产生最低的所测量的接触角。
泡沫
在某些实施例中,上文所描述的管壁可以由聚合物泡沫形成。泡沫为具有散布在整个泡沫中的气体空隙的固体材料。空隙可以是开孔的或网状的(使得大部分(例如,51%-100%)空隙与其他空隙互连)。空隙还可以是闭孔的,使得大部分(例如,80%、90%或更多)单元不与其他空隙互连。具有开孔空隙的泡沫可以是有利的,因为它们一般较稀疏、需要较少的材料,并且因此比闭孔空隙生产起来更廉价。然而,优选地,空隙为闭孔的,这改善并且较好地控制壁的绝缘特性。具有闭孔空隙的泡沫可以具有比具有开孔空隙的泡沫更容易制造这一额外优点。
在包括泡沫壁的实施例中,泡沫壁优选地为单片聚合物泡沫,例如,由单一挤出物的挤压形成。
与由非泡沫壁提供的隔热的水平相比,泡沫壁可以有利地为内腔提供改善的隔热的水平。因此,在至少一个实施例中,壁将细长导管的内容物(例如流过气流通道的加湿气体等)与围绕医疗管的环境的可能的冷却效果隔热(例如,与围绕呼吸回路、或腹腔镜吹气系统的环境空气隔离)。围绕医疗管的环境为(例如)医院病房或房间、手术室、家庭卧室、或患者可以位于的其他位置。
在各种实施例中,泡沫壁具有或提供0.2W/m-K到0.4W/m-K(瓦/米开尔文)(或约0.2W/m-K到0.4W/m-K)的热导率。然而,应了解,泡沫壁可以有益地实现其他水平的热导率,并且0.15W/m-K到0.35W/m-K(或约0.15到0.35W/m-K)或0.25W/m-K到0.45W/m-K(W/m-K)的热导率也被考虑。
用于形成泡沫壁的实例方法包括将化学发泡剂添加到挤出物上。化学发泡剂有时也被称为发泡剂。化学发泡剂使得挤出物材料的发泡作为挤压过程的一部分或在挤压过程之后实现挤出物材料的发泡,该挤压过程在下文得到更加详细的说明。化学发泡剂可以包括总挤出物的至少0.005(或约0.005)、0.006(或约0.006)、0.007(或约0.007)、0.008(或约0.008)、0.009(或约0.009)、0.01(或约0.10)、0.011(或约0.011)、0.012(或约0.012)、0.013(或约0.013)、0.014(或约0.014)、0.015(或约0.015)、0.016(或约0.016)、0.017(或约0.017)、0.018(或约0.018)、0.019(或约0.019)、或0.02(或约0.02)重量%。例如,化学发泡剂可以包括总挤出物的0.01到0.012(或约0.01到0.012)重量%。作为化学发泡挤压过程的一部分,挤出物的聚合物组分与化学发泡剂混合。一些优选的化学发泡剂包括氧化钙。例如,由科莱恩(Clariant)(新西兰)有限公司供应的产品名称为Hydrocerol CF20E的MHYNA-CF20E为采用发泡剂母料形式的化学发泡剂,该发泡剂母料具有约0.5%-1%的氧化钙作为活性成份。
在化学泡沫挤压过程期间,聚合树脂组分和化学发泡剂被混合并且熔化。化学发泡剂分解并且释放气体,该气体被散布在聚合物(或母料或挤出物)熔体中并且该气体在退出挤压机的模具之后发生膨胀。
还应了解,例如通过物理而非化学发泡方法,其他发泡技术可以被用于形成泡沫壁。物理发泡方法包括当在压力下时将气体直接引入到挤出物中。随着挤出物被挤压,压力减小,从而使得气体膨胀。例如,一种此物理发泡技术包括在挤压点处或附近将气体发泡或注入到挤出物中。此类气体可以包括氮气、二氧化碳、戊烷或丁烷。
护套
在某些实施例中,细长导管203可以进一步包括护套227,如图2C中所示。护套227为部分或完全围绕壁211的构件。护套225可以在沿着壁211的位置处被固定到导管203的壁211上或可以仅被固定到管201的末端上。护套227可以用于将传导性细丝(下文所述)固定在适当的位置和/或防止由于冷空气流冲击管壁211而导致的热损耗。
尽管护套227可以被结合到包括平滑壁(未图示)或波纹状壁211的导管203中,但将此护套227与波纹状壁包括在一起可以是特别有利的。护套可以捕集波纹的相邻外部波峰(或环形突起)之间的空气。这可以帮助对穿过内腔209的气体的进一步隔离。
对于结合护套227的输送管,护套227可以被应用在壁211周围以作为挤压外层、作为在壁211周围的包装材料、或作为被滑动或拉动到在壁211周围的位置中的衬套。此护套227可以由与壁211(上文所描述)类似的材料形成,例如LLDPE。护套227可以帮助进一步改善管201的热性能。
护套227可以具有任何必需的厚度,但厚度和所使用的材料应该与维持导管203的柔性的需要平衡。在一个实施例中,考虑护套227可以具有100微米(或约100微米)的平均壁厚度。
然而,每单位长度平均厚度、每单位长度平均质量、每单位长度平均体积、或挠曲模数可以沿着护套227的长度在宏观水平上变化。在一些实施例中,特性测量可以在邻近管201的一个末端的护套227的一个区域处比邻近另一个末端的护套227的一个区域处更大。在其他实施例中,特性测量可以沿着护套227的长度逐渐变化。在其他实施例中,特性测量可以具有沿着护套227的长度移动的相异转变。在某些实施例中,测量或特性可以在邻近管201的一个末端的区域处比在管201的中间长度部分处的区域中更大,并且可以在邻近管201的另一个末端的区域处比在管201的中间部分处的区域处更大。
举例来说,外部护套227可以在管201的加湿器端处是较厚的,以便较好隔离管201并且防止在很可能发生大部分冷凝的地方的热损耗。在加湿器端处的较厚护套227还可以增加管201的硬度,使得它在朝向水平弯曲之前在更大距离上维持更加竖直的位置,由此增加回流长度(未图示)。以此方式,更多的冷凝返回到加湿器(未图示)中,而非进入呼吸管201中。在患者端处的较薄的护套227可以增加柔性并且减少质量以改善用户的舒适度。
当护套227在壁211的周围被挤压时,(例如)此挤压可以是壁211的初始挤压的连续步骤,也就是说,壁211的形成后的挤压步骤。此外,当外部护套227(例如)为在壁211周围的包裹物时,护套227在适当的位置由以螺旋方式缠绕壁211的长度的带或带状物构造。再者,当外部护套227被预形成为中空管时,它可以套在壁211的外侧周围的位置中。
传导性细丝
在某些实施例中,管201可以进一步包括一个或多个传导性细丝。这些传导性细丝可以是加热细丝和/或感测细丝。
细丝可以(例如)采用在导管的壁上或其中的线或带的形式。图6图示了在管201的内腔209内的加热器线601的实例放置。尽管细丝可以在内腔209内,但将细丝移出气流路径也可以是令人希望的。例如,细丝可以被放置在与内腔径向相反的壁上或该壁的内部。图7图示了在壁211的外部表面周围的加热器线601的放置。此类放置可以减小在富氧气流中的引燃的风险并且还改善了层状气流。
此类细丝的材料是包括铜或铝的传导性金属、或PTC(正温度系数)类型的材料。铝的传导性不如铜,但可以是经济的选择,只不过在相同的电阻下其线直径较大。尽管所施加的回路电压本质上是安全的(小于50V),但为了在壁或护套被损坏的情况下的耐腐蚀性和电气安全,该线将或者通过搪瓷涂覆、或者通过在铝的情况下进行阳极氧化而理想地为自绝缘的。
在某些实施例中,细丝可以被放置在壁211的外表面(从内腔209径向朝外)上,并且塑料护套227可以被安装在细丝周围。在此配置中,护套227可以有助于将细丝限制在适当位置上。此外,当细丝被放置在内腔209中或壁211中时,也可以包括护套。如上文所说明,隔离外部护套227防止热损耗。然而,不管是否还包括细丝,都可以采用外部护套227。
与均匀硬度管的比较
图8将在均匀硬度管中的冷凝物积累与在可变硬度管中的冷凝物积累进行比较。在此实验中,三个均匀硬度管和一个可变硬度管被连接在具有加湿气体来源的回路中并且被放置在具有冷空气流的测试腔室中,从而模拟具有流经该回路的调节空气的典型的医院病房。在16小时周期上积累的冷凝物被收集并且被称重。结果指示将均匀厚度管中的壁的质量从50g/m增加到63g/m到74g/m会减少冷凝物积累。由具有在第一末端处74g/m、在中间区域中63g/m、以及在第二末端处50g/m的质量的三个区段制成的可变硬度管出乎意料地积累了比74g/m管更少的冷凝物。
可变硬度管比最硬均匀厚度管在性能上出乎意料地提高的一个解释可能是与充当加湿气体源的加湿器的相互作用。由新西兰奥克兰市的费雪派克(Fisher&Paykel)医疗保健有限公司制造的MR850加湿器检测患者端温度并且控制在腔室下的加热器板以及在管中的加热细丝。加湿器所使用的算法包括37℃下将气体放入管中使之完全饱和,随后加热该管,使得在管的末端所感测到的温度测量为40℃。因为50/63/74g/m可变硬度管在患者端具有相对较薄的壁,所以温度在患者端比它在74g/m均匀壁管的患者端更低。因此,加湿器的控制算法将更多的功率置于具有可变硬度样本的加热器板和加热细丝中,从而在管的加湿器端产生较少的冷凝。
医疗回路中的部件
接下来参考图9,该图示出了根据至少一个实施例的实例医疗回路。回路包括如上文所描述的用于吸气管103的可变硬度管。吸气管103的特性类似于上文所描述的管。吸气管103具有与加湿气体源115形成连通的入口109、以及出口113,通过该出口将加湿气体提供给患者101。如上文所描述,加热器丝601可以被放置在吸气管103内以通过将管壁温度保持在露点温度之上来减小管中凝雨的风险。
在图9中,还提供了呼气管117。呼气管117还具有入口109和出口113,该入口接收来自患者的呼出加湿气体。如上文关于图1所描述,呼气管117的出口113可以将呼出气体排放到大气中、到通风机/鼓风机单元115中、到空气洗涤器/过滤器(未图示)中、或到任何其他合适的位置中。
然而,呼气管是任选的。根据上述实施例的吸气管103可以与其他形式的呼吸支架一起使用,例如,使用不带有呼气返回路径的独立鼓风机加湿器。此类产品的实例包括新西兰克兰市的费雪派克(Fisher&Paykel)医疗保健有限公司的加湿CPAP输送产品和COPD治疗产品。在这些系统中,合并的鼓风机/加湿器将加湿气体供应给连接的输送管。输送管将这些气体供应给连接到输送管的患者端上的患者接口。患者接口典型地为用于CPAP治疗的完整面罩、鼻罩、鼻枕、用于COPD治疗的鼻插针或鼻套管或者插管患者的气管连接器,其中该装置可以用于帮助完全通风的转换。
吹气系统的部件
腹腔镜手术,也称为微创手术(MIS)或锁孔手术,是一种现代手术技术,其中与传统手术程序中需要的较大切口相比,腹部中的操作通过较小切口(通常0.5cm到1.5cm)来执行。腹腔镜手术包含在腹腔或骨盆腔内的操作。在具有吹气的腹腔镜手术期间,可能希望吹气气体(通常为CO2)在被传递到腹腔中之前被加湿。这可以有助于防止患者的内部器官的“脱水”,并且可以减少手术后恢复所需要的时间量。吹气系统一般包括里面保存着一定量的水的多个加湿器腔室。加湿器一般包括对水进行加热以产生水蒸汽的加热器板,该水蒸汽被传输到引入的气体中以对这些气体进行加湿。这些具有水蒸汽的气体被传送出加湿器。
接下来参考图10,该图示出了根据至少一个实施例的吹气系统1001。吹气系统1001包括吹入器1003,该吹入器在大气之上的压力下产生吹气气体流以用于输送到患者1005的腹腔或腹膜腔中。气体传递到加湿器1007(包括加热器基底1009和加湿器腔室1011)中,其中腔室1011在使用中与加热器基底1009接触,使得加热器基底1009提供热量给腔室1011。在加湿器1007中,吹气气体被传递通过腔室1011,使得吹气气体被加湿到适合的水分水平。
系统1001包括在加湿器腔室1011与患者1005腹膜腔或手术部位之间连接的输送导管1013。导管1013为如上文所描述的可变硬度管。导管1013具有第一末端和第二末端,第一末端被连接到加湿器腔室1011的出口上并且接收来自腔室1011的加湿气体。导管1013的第二末端被放置在患者1005手术部位或腹膜腔中,并且加湿吹气气体从腔室1011行进、通过导管1013并且进入到手术部位中以便对手术部位或腹膜腔进行吹气并使之膨胀。该系统还包括控制器(未图示),该控制器通过控制供应到加热器基底1009的功率来调节供应到气体的湿度的量。控制器还可以用于监视在加湿器腔室1011中的水。排烟系统1015被示出为通往患者1005的身体空腔外。
排烟系统1015可以结合上文所描述的吹气系统1001来使用,或者可以与其他合适的吹气系统一起使用。排烟系统1015包括排放或排气分支1017、排放组件1019、以及过滤器1021。排放分支1017连接在过滤器1021与排放组件1019之间,该排放组件在使用中位于患者1005手术部位或腹膜腔中或与之相邻。排放分支1017为具有两个开放末端的自撑管(也就是说,该管能够支撑其自身的质量而不会塌陷),这些末端为:手术部位端和出口端。
至少一个实施例包括以下认识:将可变硬度管用作导管1013可以在最小化热损耗的情况下将加湿气体输送给患者1005手术部位。这可以有利地减少吹气系统中的总体能量消耗,因为需要较少的热输入来补偿热损耗。
制造方法
输送管的导管、护套、或这两者都可以根据被适配成用于提供管中的硬度变化的多个过程来制造。导管和护套可以由相同制造方法、或通过不同制造方法形成。在一些制造方法中,管和护套可以在制造方法期间被整合,使得护套在沿着管的长度或沿着沿着管的长度的一个连续螺旋在许多位置处被连接到导管上。可替代地,护套可以自由地围绕导管并且仅在末端连接器处或邻近末端连接器处连接导管。
典型地,导管、护套、或这两者可以由一个或多个挤压聚合物部件制成。挤出物的特性(包括成分、表面改性剂、用于增加表面能的方法、以及发泡剂)在上文被描述。
参考图11描述了第一制造方法。该方法包括挤压细长导管,该导管具有纵向轴线、沿着纵向轴线延伸的内腔以及围绕内腔的壁,其中该壁在导管的第一长度中比在导管的第二长度中更硬。该方法还可以包括使细长导管成波纹状,例如利用波纹成形模具。更确切地说,该过程涉及混合或提供挤出物材料(即,用于挤压的材料)的母料、将母料馈送到挤压模头中、如上文所描述挤压挤出物、以及(任选地)使用模具块的无端链条将细长导管馈送到波纹板轧机中以形成波纹管。
图11总体上图示了一种设置,其中提供了用于接收原始成份或材料(例如,母料和其他材料)的进料斗1101,该进料斗将在朝向模头1107的方向A上被传递通过由电动机1105驱动的螺旋送料机1103。熔融管1109从模头1111被挤压出。传导性细丝可以任选地在熔融管1109上或其中被共同挤压。该方法可以进一步包括一个或多个螺旋挤压过程,这些过程逐渐地增加材料层以便产生沿着管的不同硬度的部分。此类螺旋挤压过程在下文被更加详细地描述。
已经发现挤压机,例如配备有30mm到40mm直径的螺钉并且典型地具有0.5mm到1.0mm的间隙的12mm到16mm的环形模头的威莱克斯(Welex)挤压机,适合于快速生产低成本管。类似的挤压机器由美国库内(Kuhne)(德国)、AXON AB塑料机械(瑞典)、AMUT(意大利)、以及巴顿菲尔(Battenfeld)(德国和中国)提供。已经发现例如由 (德国哈斯福特)制造并且供应的波纹板轧机等的波纹板轧机适合于波纹成形步骤。类似的机器由OLMAS(意大利卡拉泰布里亚恩扎)、青岛HUASU机械制造有限公司(中国青岛胶州市)、或拓普工业(成都)有限公司(中国成都)提供。
(德国哈斯福特)制造并且供应的波纹板轧机等的波纹板轧机适合于波纹成形步骤。类似的机器由OLMAS(意大利卡拉泰布里亚恩扎)、青岛HUASU机械制造有限公司(中国青岛胶州市)、或拓普工业(成都)有限公司(中国成都)提供。
在制造期间,熔融管1109在退出挤压机模头1111之后在波纹板轧机上的一系列旋转模具/块之间被传递并且形成波纹管。熔融管由经由穿过这些块的狭槽和通道施加到管的外侧的真空和/或经由穿过挤压机模具芯杆的中心的空气通道施加到管内部的压力形成。如果施加内部压力,那么可能需要从模具芯杆延伸并且紧密符合波纹的内侧的专门成形的长内部杆以防止空气压力沿着管在两端逸出。可以改变波纹板轧机速度以获得不同的壁厚度。较慢的波纹板轧机速度给出较厚的壁,并且较快的速度给出较薄的壁。
管还可以包括用于到末端连接器配件的连接的平坦的套箍区域。因此,在制造期间,模制塑料末端连接器配件可以通过摩擦配合、胶粘剂粘结、包覆模制、或通过热或超声波焊接成为永久固定的和/或气密的。
根据此处所描述的实施例的用于制造管的另一合适的方法涉及螺旋成形,如图12中所示。一般来说,该方法包括挤压一条胶带,其中该带的第一长度比该带的第二长度更硬;使挤压带以螺旋方式缠绕心轴,使得挤压带的相邻匝触碰或重叠,由此形成细长导管,该导管具有纵向轴线、沿着纵向轴线延伸的内腔、以及围绕内腔的壁,其中该壁在导管的第一长度中比在导管的第二长度中更硬。该方法还可以包括任选地使细长导管成波纹状。
挤压过程涉及混合或提供挤出物材料(即,用于挤压的材料)的母料、将母料馈送到挤压模头中、将挤出物挤压成一条带。
随后,挤压或预形成的带被缠绕成螺旋状,使得在每一个匝内,带的一个边缘重叠在先前匝的边缘上并且重叠在随后匝的边缘下。此类以螺旋方式缠绕的导管可以利用单一成螺旋状安置的带或交错的多个成螺旋状安置的带制成。在某些实施例中,一条加强条覆盖在带的匝之间的重叠上。该条可以为管提供抗碾压的螺旋加强并且还可以提供用于熔合或接合带的重叠部分的热的、化学的或机械的胶粘剂的来源。在一些实例中,双壁导管可以通过将额外的带、或相同带的各部分放置在外侧上来构造并且被支撑在由条形成的螺旋脊状物上。
在此方法中,管的硬度取决于带的硬度,并且管的硬度可以通过改变带的厚度、质量、体积、挠曲模数等来调整。可以根据此过程通过改变带的厚度来构造具有沿着管的长度的可变壁厚度的管,使得(例如)在第一区域中,带可以具有比在另一区域中更大的厚度,其中该厚度可以是稍薄的,并且在第二区域中厚度可以是更薄的。
用于螺旋成形的另一合适的方法包括挤压具有总体上均匀的硬度的一条带;使挤压带以螺旋方式缠绕心轴,使得挤压带的相邻匝触碰或重叠,由此形成细长导管,该导管具有纵向轴线、沿着纵向轴线延伸的内腔、以及围绕内腔的壁,其中该壁在导管的第一长度中比在导管的第二长度中更硬。该方法可以包括使细长导管成波纹状以提供具有可变硬度壁的导管。例如,可以改变波纹板轧机速度以获得不同的壁厚度。较慢的波纹板轧机速度给出较厚的壁,并且较快的速度给出较薄的壁。
图12中示出在传递到波纹板轧机1205中之前退出挤压机的模具1203的熔融挤压管1201。在退出波纹板轧机1205后,加热器丝601便缠绕在形成的管状部件201的外部。
上文参考图12所描述的优选类型的管制造的一个优点为模具块B中的一些可以包括同时形成为管状部件201的末端套箍特征。可以通过复杂性的降低和二次制造过程的消除来显著增加制造速度。尽管此方法为在单独套箍形成过程上的改进,但现有技术平坦套箍的缺点为波纹板轧机必须减速以使在此区域中的管的壁厚度增加(挤压机以相同的速度继续)。增加套箍厚度以利用套箍适配器配件来实现增加的箍强度和密封特性。此外,在与波纹板轧机块的有限接触时间期间,在此较厚区域中的熔融聚合物的热量难以去除并且这会变成对管生产线的最大运行速度的重要限制因素。
本发明的前述描述包括其优选的形式。在不脱离本发明的范围的情况下可对其作出修改。对于本发明涉及的领域的普通技术人员,在构造上的许多变化以及本发明的广泛不同的实施例和应用将表明它们自身在不脱离如所附权利要求书中所界定的本发明的范围的情况下。在此的公开和描述仅仅是说明性的且并不意欲以任何意义进行限制。
Claims (25)
1.一种用于向患者提供加湿气体的医疗管,医疗管包括:
加湿器端,大小和形状配置成连接到加湿气体源;
患者端,大小和形状配置成连接到患者接口;
其中,管壁在医疗管加湿器端具有增大的厚度、质量和/或体积以便比在医疗管患者端包括更大的隔热性或更好地隔离热损耗。
2.一种用于向患者提供加湿气体的医疗管,医疗管包括:
加湿器端,大小和形状配置成连接到加湿气体源;
患者端,大小和形状配置成连接到患者接口;
其中,加湿器端的管壁具有增大的厚度、质量和/或体积,以便使医疗管在发生大多数冷凝的部位隔离热损耗。
3.如权利要求1或2所述的医疗管,其中,增大的厚度、质量和/或体积是基于每单位长度而言的。
4.如权利要求2所述的医疗管,其中,加湿器端增大的厚度、质量和/或体积是相对于患者端而言的。
5.如权利要求2所述的医疗管,其中,加湿器端增大的厚度、质量和/或体积位于邻近加湿器端的区域中。
6.一种医疗管,包括:
细长的导管,具有第一开口、第二开口、纵向轴线、沿着纵向轴线在第一开口与第二开口之间延伸的内腔、以及在第一开口与第二开口之间延伸并且围绕内腔并且由挤压材料形成的管壁;
其中,管壁在邻近第一开口的导管第一区域中具有增大的厚度、质量和/或体积以便在邻近第一开口的导管第一区域中比在邻近第二开口的导管第二区域中包括更大的隔热性或更好地隔离热损耗。
7.如权利要求6所述的医疗管,其中,第一开口的大小和形状配置成连接到加湿气体源。
8.如权利要求6或7所述的医疗管,其中,第二开口的大小和形状配置成连接到患者接口。
9.如权利要求6所述的医疗管,其中,挤压材料是泡沫。
10.如权利要求9所述的医疗管,其中,泡沫是闭孔泡沫。
11.如权利要求6所述的医疗管,其中,挤压材料包括一种或多种表面改性剂。
12.如权利要求1、2或6所述的医疗管,还包括围绕医疗管外表面至少一部分的护套。
13.如权利要求12所述的医疗管,其中,护套包括围绕医疗管外表面的至少一部分挤压的挤压材料。
14.如权利要求12所述的医疗管,其中,护套包括总体上以螺旋方式缠绕在细长导管外表面至少一部分上的材料。
15.如权利要求12所述的医疗管,其中,护套包括套在医疗管外表面至少一部分周围的衬套材料。
16.如权利要求12所述的医疗管,其中,护套包括护套壁,护套壁具有总体上恒定的硬度。
17.如权利要求12所述的医疗管,其中,护套包括护套壁,护套壁在护套的第一区域中比在护套的第二区域中更硬。
18.如权利要求12所述的医疗管,其中,护套壁在接近医疗管第一开口处比在接近医疗管第二开口处更硬。
19.如权利要求12所述的医疗管,其中,护套壁在接近医疗管第二开口处比在接近医疗管第一开口处更硬。
20.如权利要求12所述的医疗管,其中,护套壁在接近医疗管第一开口和第二开口处比在导管中间区域中更硬。
21.如权利要求1、2或6所述的医疗管,还包括在医疗管中或医疗管上的一个或多个传导性细丝。
22.如权利要求21所述的医疗管,其中,所述一个或多个传导性细丝中的至少一个是加热丝。
23.如权利要求21所述的医疗管,其中,所述一个或多个传导性细丝中的至少一个是感测丝。
24.一种呼气管,包括:
入口,配置成接收来自患者的呼出加湿气体;
出口,配置成将呼出气体排放到以下之中的一种或多种:大气中、通风机/鼓风机单元、空气洗涤器/过滤器、其他辅助设备、任何其他合适的位置;
其中,管壁在呼气管入口处具有增大的厚度、质量和/或体积以便比在呼气管出口处包括更大的隔热性或更好地隔离热损耗。
25.一种呼气管,包括:
入口,配置成接收来自患者的呼出加湿气体;
出口,配置成将呼出气体排放到以下之中的一种或多种:大气、通风机/鼓风机单元、空气洗涤器/过滤器、其他辅助设备、任何其他合适的位置;
其中,管壁在所述入口处具有增大的厚度、质量和/或体积,以便使呼气管在发生大多数冷凝的部位隔离热损耗。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201161547482P | 2011-10-14 | 2011-10-14 | |
| US61/547,482 | 2011-10-14 | ||
| PCT/NZ2012/000184 WO2013055235A1 (en) | 2011-10-14 | 2012-10-12 | Medical tubes and methods of manufacture |
| CN201280058622.9A CN103987420B (zh) | 2011-10-14 | 2012-10-12 | 医疗管和制造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201280058622.9A Division CN103987420B (zh) | 2011-10-14 | 2012-10-12 | 医疗管和制造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN109045433A CN109045433A (zh) | 2018-12-21 |
| CN109045433B true CN109045433B (zh) | 2022-07-08 |
Family
ID=48082144
Family Applications (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201280058622.9A Active CN103987420B (zh) | 2011-10-14 | 2012-10-12 | 医疗管和制造方法 |
| CN202210728125.0A Pending CN115105707A (zh) | 2011-10-14 | 2012-10-12 | 医疗管和制造方法 |
| CN201811053334.XA Active CN108992757B (zh) | 2011-10-14 | 2012-10-12 | 医疗管和制造方法 |
| CN201811053333.5A Active CN109045433B (zh) | 2011-10-14 | 2012-10-12 | 医疗管和制造方法 |
Family Applications Before (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201280058622.9A Active CN103987420B (zh) | 2011-10-14 | 2012-10-12 | 医疗管和制造方法 |
| CN202210728125.0A Pending CN115105707A (zh) | 2011-10-14 | 2012-10-12 | 医疗管和制造方法 |
| CN201811053334.XA Active CN108992757B (zh) | 2011-10-14 | 2012-10-12 | 医疗管和制造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US10828455B2 (zh) |
| EP (2) | EP2766079B1 (zh) |
| JP (4) | JP6357101B2 (zh) |
| CN (4) | CN103987420B (zh) |
| AU (4) | AU2012321401B2 (zh) |
| CA (4) | CA2852045C (zh) |
| WO (1) | WO2013055235A1 (zh) |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU2003244171B2 (en) | 2002-09-09 | 2007-11-15 | Fisher & Paykel Healthcare Limited | Limb for Breathing Circuit |
| US9872966B2 (en) * | 2012-04-17 | 2018-01-23 | Koninklijke Philips N.V. | Gas delivery conduit for a respiratory therapy system |
| EP2657418B1 (en) * | 2012-04-26 | 2015-01-14 | Airbus Operations GmbH | Noise reduction unit for vacuum suction drains |
| EP4316559A3 (en) * | 2012-12-04 | 2024-03-27 | Fisher & Paykel Healthcare Limited | Medical tubes and methods of manufacture |
| DE202013103243U1 (de) * | 2013-07-19 | 2014-10-20 | Rehau Ag + Co | Medienleitung, insbesondere zum Transport einer Harnstoff-Wasser-Lösung |
| GB2579322B (en) | 2015-07-24 | 2020-12-02 | Fisher & Paykel Healthcare Ltd | Tracheostomy guard |
| WO2018016975A1 (en) | 2016-07-21 | 2018-01-25 | Fisher & Paykel Healthcare Limited | Medical tubes for breathing circuit |
| US10953185B2 (en) * | 2017-03-31 | 2021-03-23 | Koninklijke Philips N.V. | Moisture wicking conduit and system |
| WO2018217105A1 (en) * | 2017-05-26 | 2018-11-29 | Fisher And Paykel Healthcare Limited | Neonatal flexible and hybrid medical tubes |
| GB2569802B (en) * | 2017-12-22 | 2021-12-15 | Intersurgical Ag | Medical tubing |
| CN112105410A (zh) * | 2018-01-24 | 2020-12-18 | 菲舍尔和佩克尔保健有限公司 | 用于呼吸回路的医用管 |
| WO2020005772A1 (en) * | 2018-06-25 | 2020-01-02 | Booker Charles Kent | Surface energy enhancing fluid and applications on living tissues |
| USD958968S1 (en) | 2018-11-28 | 2022-07-26 | Fisher & Paykel Healthcare Limited | Breathing tube with mesh |
| EP3817799A4 (en) * | 2019-02-15 | 2022-05-18 | Vincent Medical (Dong Guan) Manufacturing Co., Ltd. | VENTILATION CIRCUIT WITH EMBEDDED HEATING WIRE AND TEMPERATURE SENSOR |
| CN110433376A (zh) * | 2019-08-09 | 2019-11-12 | 贾凌 | 一种气道湿化雾化器管道的控温装置 |
| WO2021138731A1 (en) * | 2020-01-08 | 2021-07-15 | Giesbrecht Owen | Cleanable respiratory circuit |
| JP2021122750A (ja) * | 2020-02-07 | 2021-08-30 | ジャイラス エーシーエムアイ インク | 複数のベアリングを有する可撓性シャフトを含む医療装置 |
| US20220241568A1 (en) * | 2020-09-10 | 2022-08-04 | Gerard V. Sunnen | Integrated portable apparatus for topical wound therapy, using ambient air for the creation of three bioactive gases that independently and synergistically assist in the resolution of pathogenic dermatological conditions |
| JP2022154079A (ja) * | 2021-03-30 | 2022-10-13 | 福展美科技有限公司 | 呼吸療法においてユーザインタフェースと共に使用される医療用チューブ |
| US20240238548A1 (en) * | 2021-05-28 | 2024-07-18 | ResMed Pty Ltd | Conduit for use in a respiratory apparatus |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1189261B (de) * | 1961-04-07 | 1965-03-18 | Lipat G M B H Fuer Lizenzen Un | Verfahren und Vorrichtung zum Herstellen von geraden Schlaeuchen mit ueber den Umfang ungleicher Wandstaerke aus thermoplastischem Werkstoff durch Strangpressen, insbesondere von Schlaeuchen fuer die Weiterverarbeitung zu Hohlkoerpern |
| US4279857A (en) * | 1976-11-27 | 1981-07-21 | Harald Feuerherm | Method for controlling wall thickness in extruded tubular synthetic-resin blank |
| WO1986007267A1 (en) * | 1985-06-11 | 1986-12-18 | Genus Catheter Technologies, Inc. | Variable diameter catheter |
| US5377670A (en) * | 1986-09-23 | 1995-01-03 | Smith; Charles A. | Insulated breathing tube |
Family Cites Families (42)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3871373A (en) * | 1972-10-30 | 1975-03-18 | Richard R Jackson | Humidifying gas |
| US4000341A (en) * | 1975-05-23 | 1976-12-28 | Minnesota Mining And Manufacturing Company | Autoclavable, corrugated, respiratory care tubing |
| US4275724A (en) * | 1979-04-02 | 1981-06-30 | Barry Behrstock | Endotracheal intubation device |
| US5090408A (en) * | 1985-10-18 | 1992-02-25 | Bryan T. Spofford | Transtracheal catheter system and method |
| US5623922A (en) * | 1986-09-23 | 1997-04-29 | Smith; Charles A. | Insulated breathing tube |
| US5143409A (en) * | 1989-08-30 | 1992-09-01 | Titeflex Corporation | Stress relief device |
| JP2842691B2 (ja) | 1990-02-02 | 1999-01-06 | オーセ プリンテイング システムズ ゲゼルシャフト ミット ベシュレンクテル ハフツング | プリンタまたはコピー機における記録担体の側方位置決め装置 |
| US5640951A (en) * | 1994-03-15 | 1997-06-24 | Fisher & Paykel Limited | Humidifier conduit |
| US5848223A (en) * | 1994-05-27 | 1998-12-08 | Steward Plastics, Inc. | Double-walled flexible tubing product with helical support bead and heating conductor and apparatus and method for making |
| DE19805832A1 (de) * | 1998-02-13 | 1999-08-19 | Dyneon Gmbh | Mischungen aus thermoplastischen Fluorpolymeren |
| US6026811A (en) * | 1998-03-12 | 2000-02-22 | Settle; Romaine A. | Protective cover for nasal air supply hose |
| EP1075848B1 (en) * | 1999-08-10 | 2005-11-16 | Fisher & Paykel Healthcare Limited | Mouthpiece with bendable extra-oral sealing means |
| US6512054B2 (en) * | 2000-01-19 | 2003-01-28 | The Ohio State University Research Foundation | Synthesis of free racdical or visible light curable acid containing polymers |
| BR0102116B1 (pt) * | 2000-05-10 | 2010-09-21 | componente para um membro de circuito de respiração. | |
| US20030132552A1 (en) * | 2000-05-18 | 2003-07-17 | Gamble Jonathan D. | Process for controlling the manufacturing of dimensionally varying tubular members |
| US8206337B2 (en) * | 2000-10-16 | 2012-06-26 | Fisher & Paykel Healthcare Limited | Apparatus used for the humidification of gases in medical procedures |
| US6895803B2 (en) * | 2000-10-20 | 2005-05-24 | Fisher & Paykel Healthcare Limited | Humidity sensor |
| US6427694B1 (en) * | 2000-11-22 | 2002-08-06 | Mpv-Truma Gesellschaft Fur Medizintechnische Produkte Gmbh | Nasal breathing mask |
| GB0122097D0 (en) | 2001-09-13 | 2001-10-31 | Intersurgical Ltd | Anti-condensation sheath for breathing tube |
| US6926509B2 (en) * | 2002-05-31 | 2005-08-09 | Ndh Medical, Inc. | Apparatus for extruding tubing having a variable wall thickness |
| US7291240B2 (en) * | 2002-09-09 | 2007-11-06 | Fisher & Paykel Healthcare Limited | Method of forming a conduit using a wound sacrificial layer |
| US20050165366A1 (en) * | 2004-01-28 | 2005-07-28 | Brustad John R. | Medical tubing having variable characteristics and method of making same |
| US7367364B2 (en) * | 2003-04-08 | 2008-05-06 | Omega Flex, Inc. | Fire retardant jacket for tubing |
| US20050011524A1 (en) * | 2003-07-17 | 2005-01-20 | Marguerite Thomlinson | Nasal interface apparatus |
| LT4049703T (lt) * | 2004-08-20 | 2023-11-10 | Fisher & Paykel Healthcare Limited | Prietaisas pacientui tiekiamų dujų savybėms matuoti |
| EP1793885B1 (de) * | 2004-09-03 | 2016-09-28 | Löwenstein Medical Technology GmbH + Co. KG | Kunststoffe für medizintechnische geräte |
| CA2633151C (en) * | 2005-12-15 | 2012-05-29 | Fisher & Paykel Healthcare Limited | Breathing assistance apparatus |
| EP2018336B1 (en) * | 2006-05-18 | 2018-08-22 | Applied Medical Resources Corporation | Method of making medical tubing having variable characteristics using thermal winding |
| US8297285B2 (en) * | 2006-07-28 | 2012-10-30 | Resmed Limited | Delivery of respiratory therapy |
| EP3782688B8 (en) * | 2006-11-08 | 2022-11-02 | ResMed Pty Ltd | Respiratory apparatus |
| NZ625605A (en) | 2006-11-08 | 2016-04-29 | Resmed Ltd | Conduit for use in a respiratory apparatus |
| WO2008060587A2 (en) | 2006-11-15 | 2008-05-22 | Vapotherm, Inc. | Nasal cannula with reduced heat loss to reduce rainout |
| AU2008221506B2 (en) * | 2007-09-20 | 2011-01-20 | ResMed Pty Ltd | Retractable Tube for CPAP |
| JP5409655B2 (ja) | 2008-02-05 | 2014-02-05 | スティーラブル・インスツルメンツ・ベー.フェー.ベー.アー. | 操向可能チューブ |
| NZ742900A (en) * | 2008-06-05 | 2020-02-28 | ResMed Pty Ltd | Treatment of respiratory conditions by automatic control of flow and/or temperature and/or humidity independently to nares via separate flow paths |
| JP2010179025A (ja) | 2009-02-09 | 2010-08-19 | Fujifilm Corp | 内視鏡用可撓管の製造方法 |
| IT1395037B1 (it) * | 2009-08-12 | 2012-09-05 | Covidien Ag | Cartuccia di umidificazione |
| GB2489178B (en) * | 2009-12-22 | 2016-12-14 | Fisher & Paykel Healthcare Ltd | Components for medical circuits |
| US8978648B2 (en) | 2010-04-07 | 2015-03-17 | Resmed Limited | Air delivery conduit |
| JP6005631B2 (ja) * | 2010-05-25 | 2016-10-12 | フィッシャー アンド ペイケル ヘルスケア リミテッド | 改良型呼吸管 |
| EP3821937A1 (en) * | 2010-06-22 | 2021-05-19 | Fisher & Paykel Healthcare Limited | Breathing tube for medical circuits |
| EP2613836B1 (en) * | 2010-09-10 | 2023-03-08 | Fisher & Paykel Healthcare Limited | A component for conveying gases |
-
2012
- 2012-10-12 CN CN201280058622.9A patent/CN103987420B/zh active Active
- 2012-10-12 CA CA2852045A patent/CA2852045C/en active Active
- 2012-10-12 US US14/351,344 patent/US10828455B2/en active Active
- 2012-10-12 CA CA3086533A patent/CA3086533A1/en not_active Withdrawn
- 2012-10-12 JP JP2014535687A patent/JP6357101B2/ja active Active
- 2012-10-12 CN CN202210728125.0A patent/CN115105707A/zh active Pending
- 2012-10-12 EP EP12840138.7A patent/EP2766079B1/en active Active
- 2012-10-12 EP EP22159110.0A patent/EP4074358A1/en active Pending
- 2012-10-12 CA CA3086509A patent/CA3086509A1/en not_active Withdrawn
- 2012-10-12 CN CN201811053334.XA patent/CN108992757B/zh active Active
- 2012-10-12 CA CA3086495A patent/CA3086495A1/en not_active Abandoned
- 2012-10-12 AU AU2012321401A patent/AU2012321401B2/en active Active
- 2012-10-12 CN CN201811053333.5A patent/CN109045433B/zh active Active
- 2012-10-12 WO PCT/NZ2012/000184 patent/WO2013055235A1/en active Application Filing
-
2017
- 2017-12-05 AU AU2017272155A patent/AU2017272155B2/en active Active
-
2018
- 2018-06-15 JP JP2018114323A patent/JP6932107B2/ja active Active
-
2020
- 2020-05-26 AU AU2020203451A patent/AU2020203451B2/en active Active
- 2020-09-22 US US17/028,443 patent/US20210069447A1/en active Pending
-
2021
- 2021-08-17 JP JP2021132531A patent/JP7274541B2/ja active Active
-
2022
- 2022-11-03 AU AU2022263547A patent/AU2022263547A1/en active Pending
-
2023
- 2023-05-01 JP JP2023075651A patent/JP2023101520A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1189261B (de) * | 1961-04-07 | 1965-03-18 | Lipat G M B H Fuer Lizenzen Un | Verfahren und Vorrichtung zum Herstellen von geraden Schlaeuchen mit ueber den Umfang ungleicher Wandstaerke aus thermoplastischem Werkstoff durch Strangpressen, insbesondere von Schlaeuchen fuer die Weiterverarbeitung zu Hohlkoerpern |
| CH417934A (de) * | 1961-04-07 | 1966-07-31 | Lipat Gmbh Fuer Lizenzen Und P | Verfahren und Vorrichtung zur Herstellung von Schläuchen aus Kunststoff oder zähelastischen Massen mit ungleichen Wandstärken, insbesondere für die Erzeugung von Hohlkörpern aus solchen Schläuchen |
| US4279857A (en) * | 1976-11-27 | 1981-07-21 | Harald Feuerherm | Method for controlling wall thickness in extruded tubular synthetic-resin blank |
| WO1986007267A1 (en) * | 1985-06-11 | 1986-12-18 | Genus Catheter Technologies, Inc. | Variable diameter catheter |
| US5377670A (en) * | 1986-09-23 | 1995-01-03 | Smith; Charles A. | Insulated breathing tube |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AU2020203451B2 (en) | Medical tubes and methods for manufacture | |
| US11358318B2 (en) | Component for conveying gases | |
| AU2022204918A1 (en) | A component for conveying gases |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |