CN108602133B - 具有非圆形周缘的圆形切削刀片 - Google Patents
具有非圆形周缘的圆形切削刀片 Download PDFInfo
- Publication number
- CN108602133B CN108602133B CN201780009561.XA CN201780009561A CN108602133B CN 108602133 B CN108602133 B CN 108602133B CN 201780009561 A CN201780009561 A CN 201780009561A CN 108602133 B CN108602133 B CN 108602133B
- Authority
- CN
- China
- Prior art keywords
- cutting insert
- cutting
- central axis
- peripheral edge
- edge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
- B23B27/1614—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with plate-like cutting inserts of special shape clamped against the walls of the recess in the shank by a clamping member acting upon the wall of a hole in the insert
- B23B27/1622—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with plate-like cutting inserts of special shape clamped against the walls of the recess in the shank by a clamping member acting upon the wall of a hole in the insert characterised by having a special shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/141—Specially shaped plate-like cutting inserts, i.e. length greater or equal to width, width greater than or equal to thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/04—Overall shape
- B23B2200/0461—Round
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/08—Rake or top surfaces
- B23B2200/081—Rake or top surfaces with projections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/12—Side or flank surfaces
- B23B2200/125—Side or flank surfaces discontinuous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/20—Top or side views of the cutting edge
- B23B2200/202—Top or side views of the cutting edge with curved cutting edge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/20—Top or side views of the cutting edge
- B23B2200/205—Top or side views of the cutting edge with cutting edge having a wave form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/36—Other features of cutting inserts not covered by B23B2200/04 - B23B2200/32
- B23B2200/3627—Indexing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/36—Other features of cutting inserts not covered by B23B2200/04 - B23B2200/32
- B23B2200/3627—Indexing
- B23B2200/3636—Indexing with cutting geometries differing according to the indexed position
Abstract
一种切削刀具具有刀片架,其中可转位切削刀片(20,120)可移除地固定在其中。切削刀片具有上端表面(22)和下端表面(24),其中外周侧表面(26)和通孔(40)在其间延伸,以及形成在上周缘(28)上的多个上切削刃(36)。外周侧表面(26)包括与上周缘(28)相邻的非圆形上离隙表面(32),以及与上周缘(28)间隔开的圆形上抵靠表面(34a)。每个上切削刃(36)关于平分平面呈现出镜像对称,且在侧视图中是非直线的。通孔(40)具有由位于中平面的相反侧上的上开孔表面和下开孔表面形成的内底切,且夹持部件在位于中平面与刀片架的座表面之间的内接触区处与上开孔表面和下开孔表面中的一个进行接触。
Description
技术领域
本发明涉及大体上在金属切削过程中使用的切削刀具和切削刀片,且具体用于车削和成型操作。
背景技术
在用于车削和成型操作中的切削刀具领域内,存在许多单面或双面切削刀片的示例,其在轴向截面图和/或轴向端视图中具有高度的圆度。
US7264425在其图3A-3C中公开了单面切削刀片,由于其调整的空隙表面,所以其在轴向端视图中是圆形的,且在轴向截面图中是非圆形,且其适用于车削操作。
US7677145公开了双面切削刀片,其在轴向截面图和轴向端视图两者中是圆形的,且适用于铁路车辆车轮的再成型。
US8371774其图1-4中公开了单面切削刀片,由于沿切削刃的点的径向位移,所以其在轴向端视图中是圆形且在轴向截面图中是非圆形的,且其适用于平面的纵向车削。
本发明的目的在于提供改进的圆形切削刀片,其具有非圆形的周缘,适用于铁路车辆车轮的再成型。
发明内容
根据本发明的一个方面,提供了可转位的切削刀片,包括:
相反的上端表面和下端表面,其中连续外周侧表面和中心轴线在其间延伸,
相应地形成在外周侧表面与上端表面和下端表面的相交处的上周缘和下周缘,以及
形成在上周缘上的N个上切削刃,其中N≥2,
外周侧表面包括:
与上周缘相邻的连续上离隙表面(relief surface),其在垂直于中心轴线的第一水平面中截取的截面中是非圆形的,以及
与上周缘间隔开的连续上抵靠表面,其在垂直于中心轴线的第二水平面中截取的截面中是圆形的,
其中:
每个上切削刃关于包含中心轴线的平分平面呈现出镜像对称,
在切削刀片的端视图中,上周缘是非圆形的,且关于中心轴线呈现出N重旋转对称;以及
在切削刀片的侧视图中,每个上切削刃是非直线的。
根据公开的主题的另一个方面,提供了可转位的切削刃,包括:
相反的上端表面和下端表面,其中连续的外周侧表面和中心轴线在其间延伸,
相应地形成在外周侧表面与上端表面和下端表面的相交处的上周缘和下周缘,
通向上端表面和下端表面两者、与中心轴线同轴的通孔,通孔具有上开孔表面和下开孔表面,以及
在上端表面与下端表面之间的中间,垂直于中心轴线、与通孔相交的中平面;
其中:
垂直于中心轴线的通孔的截面面积在中平面处比在沿中心轴线的更接近上端表面和下端表面的点处更大,
通孔和外周侧表面相应地具有相对于平行于中心轴线的向上向下方向的内底切和外底切;以及
内底切和外底切在包含中心轴线的相互垂直的第一垂直平面和第二垂直平面中截取的截面中可见。
还公开了切削刀具,包括:
具有形成在其前端中的刀片接收凹穴的刀片架,刀片接收凹穴具有座表面和横穿其的侧壁,以及
由夹持部件可移除地固定在刀片接收凹穴中的根据前述第二方面的可转位切削刀片,
其中:
刀片的上端表面和下端表面中的一个面朝座表面,
夹持部件在至少一个内接触区处与上开孔表面和下开孔表面中的仅一个进行接触;以及
至少一个内接触区完全位于中平面与座表面之间。
附图说明
为了更好地理解,现在将仅借助于示例参考附图描述本发明,附图中的点划线表示用于部件的局部视图的截止边界,并且在附图中:
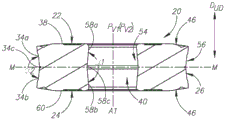
图1A为根据本发明的第一实施例的切削刀片的透视图;
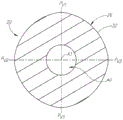
图1B为图1A中所示的切削刀片的端视图;
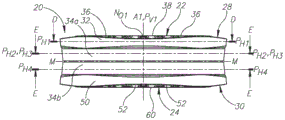
图1C为图1A中所示的切削刀片的侧视图;
图1D为沿线D-D截取的图1C中所示的切削刀片的截面切开视图;
图1E为沿线E-E截取的图1C中所示的切削刀片的截面切开视图;
图1F为沿线F-F截取的图1B中所示的切削刀片的截面图;
图1G为沿线G-G截取的图1B中所示的切削刀片的截面图;
图1H为沿线H-H截取的图1B中所示的切削刀片的截面图;
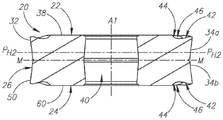
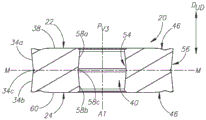
图2A为根据本发明的第二实施例的切削刀片的透视图;
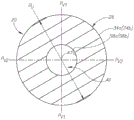
图2B为图2A中所示的切削刀片的端视图;
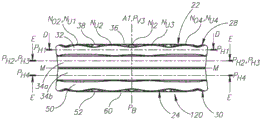
图2C为图2A中所示的切削刀片的侧视图;
图2D为沿线D-D截取的图2C中所示的切削刀片的截面切开视图;
图2E为沿线E-E截取的图2C中所示的切削刀片的截面切开视图;
图2F为沿线F-F截取的图2B中所示的切削刀片的截面图;
图2G为沿线G-G截取的图2B中所示的切削刀片的截面图;
图2H为沿线H-H截取的图2B中所示的切削刀片的截面图;
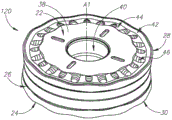
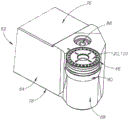
图3为根据本发明的一些实施例的切削刀具的透视图;
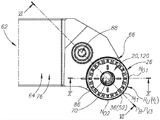
图4为图3中所示的切削刀具的俯视图;
图5为图3中所示的切削刀具的分解透视图;
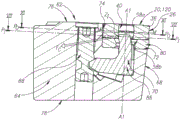
图6为沿线VI-VI截取的图5中所示的切削刀具的截面图;
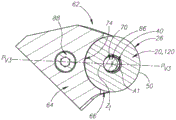
图7为沿线VII-VII截取的图6中所示的切削刀具的截面图;
图8为图3中所示的切削刀具的侧视图;
图9为图3中所示的切削刀具的正视图;
图10为沿线X-X截取的图5中所示的切削刀具的截面图;以及
图11为沿线XI-XI截取的图6中所示的切削刀具的截面图。
具体实施方式
本发明涉及如图1A-1C和2A-2C中所示的可转位切削刀片20,120,其具有相反的上端表面22和下端表面24, 其中连续的外周侧表面26和中心轴线A1在其间延伸。
上周缘28和下周缘30相应地形成在外周侧表面26与上端表面22和下端表面24的相交处。
在本发明的一些实施例中,切削刀片20,120可围绕中心轴线A1成可转位的。
在本发明的一些实施例中,切削刀片20,120可优选通过形状压制和烧结硬质合金(如碳化钨)制成,且可为涂覆或未涂覆的。
在本发明的第一方面中,外周侧表面26包括与上周缘28相邻的连续的上离隙表面32,以及与上周缘28间隔开的连续的上抵靠表面34a。
在本发明的第一方面中,如图1D和2D中所示,上离隙表面32在垂直于中心轴线A1的第一水平面PH1中截取的截面中是非圆形的,且如图1E和2E中所示,上抵靠表面34a在垂直于中心轴线A1的第二水平面PH2中截取的截面中是圆形的。
应认识到,图1D和2D中的上离隙表面32的非圆度已夸大来提供本发明的改善的理解。
另外,在本发明的第一方面中,N个(N≥2)上切削刃36形成在上周缘28上,其中每个上切削刃36关于包含中心轴线A1的平分平面PB呈现出镜像对称。
如图1C和2C中所示,在切削刀片20,120的侧视图中,每个上切削刃36是非直线的。
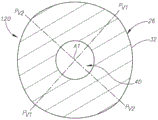
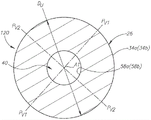
如图1B和2B中所示,在切削刀片20,120的端视图中,上周缘28是非圆形的,且关于中心轴线A1呈现出N重旋转对称,因此向切削刀片20,120提供了N个转位位置。
应认识到,图1B和2B中的上周缘28的非圆度已夸大来提供本发明的改善的理解。
虽然上周缘28在切削刀片20,120的端视图中是非圆形的,但如图4中所示,通过在一个平分平面PB中倾斜切削刀片20,120,相关联的操作的上切削刃36可呈现出大致恒定的上曲率半径RU,以接合旋转工件,使得切削刀片20,120特别适于铁路车辆车轮的再成型。
如图1B和2B中所示,在切削刀片20,120的端视图中,第一假想圆C1可在N个离散的径向最外点NO1,NO2,NO3,NO4处外接上周缘28。
在本发明的一些实施例中,上曲率半径RU可大于第一假想圆C1的半径。
另外,在本发明的一些实施例中,上曲率半径RU可比第一假想圆C1的半径大不超过5%。
此外,在本发明的一些实施例中,每个上切削刃36可在N个径向最外点NO1,NO2,NO3,NO4中的两个之间延伸。
再进一步,在本发明的一些实施例中,任何两个沿周向相邻的上切削刃36可在N个径向最外点NO1,NO2,NO3,NO4中的一个处合并,且每个上切削刃36的两个端点可与N个径向最外点NO1,NO2,NO3,NO4中的两个重合。
当考虑本发明的第一实施例中的切削刀片20时,如图1C中所示,N个径向最外点NO1,NO2,NO3,NO4可位于比上周缘28上的任何其它点更接近第二水平面PH2处。
凭借N个径向最外点NO1,NO2,NO3,NO4位于比上周缘28上的任何其它点更接近第二水平面PH2处,每个上切削刃36的高度在其从其两个端点中的每个朝其相关联的平分平面PB延伸时增大,使得操作的上切削刃36有利地将切屑引导离旋转工件。
当考虑本发明的第二实施例中的切削刀片120时,如图2C中所示,每个上切削刃36可具有位于比所述上切削刃36上的任何其它点离第二水平面PH2更远处的多个离散的轴向最上点NU1,NU2,NU3,NU4。
另外,在本发明的第二实施例中,每个上切削刃36的轴向最上点中的两个NU1,NU4可与N个径向最外点NO1,NO2,NO3,NO4中的两个重合。
如图2C中所示,在切削刃120的侧视图中,每个上切削刃36可为波形的。
凭借具有多个离散的轴向最上点NU1,NU2,NU3,NU4且为波形的每个上切削刃36,允许了切削操作以相对较低的切削力执行,且改善了屑的破碎和移除。
应认识到,除具体参考本发明的第一实施例或第二实施例的情况外,描述和权利要求可应用于本发明的一些实施例,其包括本发明的第一实施例和第二实施例两者。
在本发明的一些实施例中,每个上切削刃36可沿上周缘28沿周向延伸360/N°。
另外,在本发明的一些实施例中,上周缘28可具有正好四个上切削刃36,且N=4。
如图1B和2B中所示,在切削刀片20,120的端视图中,每个上切削刃36可为非直线的。
另外,如图1B和2B中所示,在切削刀片20,120的端视图中,每个上切削刃36可关于中心轴线A1向外凸出。
在本发明的一些实施例中,上周缘28上的任何点都可位于比上抵靠表面34a上的任何点离中心轴线A1更远处。
另外,在本发明的一些实施例中,上周缘28可具有N个径向最内点NI1,NI2,NI3,NI4,每个都包含在至少一个平分平面PB中。
如图1C,1E和2C,2E中所示,上抵靠表面34a可为圆锥形,具有上抵靠直径DU,其沿远离上端表面22的方向减小。
另外,如图1C和2C中所示,上端表面22可包括平面上支承表面38,且上周缘28可完全位于比上支承表面38更接近第二水平面PH2处。
在本发明的一些实施例中,与中心轴线A1同轴的通孔40可通向上支承表面38。
如图1A,1B和2A,2B中所示,上端表面22可包括与上周缘28相邻的连续前刀面42,以及与上支承表面38相邻的斜面44。
在本发明的一些实施例中,如图1F和2F中所示,前刀面42可朝第二水平面PH2沿径向向内延伸,且斜面44可朝第二水平面PH2沿径向向外延伸。
另外,在本发明的一些实施例中,如图1A,1B和2A,2B中所示,斜面44可由多个沿周向间隔开的凸起46中断。
此外,在本发明的一些实施例中,每个凸起46可部分地位于前刀面42上。
如图1B和2B中所示,在切削刀片20,120的端视图中,每个凸起46可包括凸形的径向外部48。
在本发明的一些实施例中,多个凸起46可在数量上大于多个(N)上切削刃36。
另外,在本发明的一些实施例中,多个凸起46可在数量上是多个(N)上切削刃36的至少六倍。
如图1C和2C中所示,外周侧表面26可包括与下周缘30相邻的连续下离隙表面50,以及与下周缘30间隔开的连续下抵靠表面34b。
在本发明的一些实施例中,下离隙表面50可与上离隙表面32相同,且下抵靠表面34b可与上抵靠表面34a相同。
另外,在本发明的一些实施例中,下周缘30可与上周缘28相同,具有形成在其上的多个(N)下切削刃52,且切削刀片20,120可描述为‘双面’,具有总共N*2个上切削刃36和下切削刃52。
在反转‘双面’切削刀片20,120和倾斜平分平面PB中的一个中的切削刀片20,120时,如图4中所示,相关联的操作的下切削刃52可呈现出大致恒定的下曲率半径RL来接合旋转工件。
通过倾斜‘双面’切削刀片20,120,足够的空隙提供在外周侧表面26与旋转工件之间。
在本发明的一些实施例中,下曲率半径RL可等于上曲率半径RU。
如图1F-1H和2F-2H中所示,垂直于中心轴线A1的中平面M可与通孔40相交。
在本发明的一些实施例中,中平面M可位于上端表面22与下端表面24之间的中间。
另外,在本发明的一些实施例中,通孔40可关于中平面M呈现出镜像对称。
此外,在本发明的一些实施例中,外周侧表面26可关于中平面M呈现出镜像对称。
再进一步,在本发明的一些实施例中,切削刀片20,120可关于中平面M呈现出镜像对称,且上离隙表面32和上抵靠表面34a可位于上端表面22与中平面M之间。
在本发明的第二方面中,通孔40通向上端表面22和下端表面24两者。
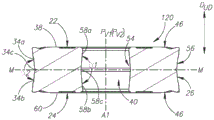
另外,在本发明的第二方面中,通孔40和外周侧表面26相应地具有相对于平行于中心轴线A1的向上-向下方向DUD的内底切54和外底切56。
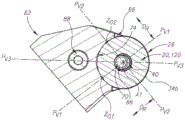
此外,在发明的第二方面中,如图1G和2G中所示,内底切54和外底切56在包含中心轴线A1的相互垂直的第一垂直平面PV1和第二垂直平面PV2中截取的截面中可见。
应认识到,贯穿描述和权利要求的用语“底切”的使用是指凹口或通路,其中沿向上-向下方向DUD从凹口或通路的给定子表面延伸的直线与相同凹口或通路的另一个子表面相交。
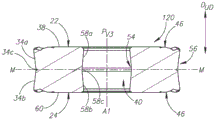
如图1H和2H中所示,内底切54和外底切56还可在包含中心轴线A1且平分第一垂直平面PV1和第二垂直平面PV2的第三垂直平面PV3中截取的截面中可见。
在本发明的一些实施例中,内底切54和外底切56可在包含中心轴线A1的任何平面中截取的截面中可见。
如图1G和2G中所示,在第一垂直平面PV1和第二垂直平面PV2中截取的截面中,通孔40可相应地关于第二垂直平面PV2和第一垂直平面PV1呈现出镜像对称。
在本发明的一些实施例中,内底切54可由通孔40的上开孔表面58a和下开孔表面58b形成,且上开孔表面58a和下开孔表面58b可完全位于中平面M的相反侧上。
另外,在本发明的一些实施例中,上开孔表面58a和下开孔表面58b可由中间开孔表面58c与彼此间隔开。
如图1E和2E中所示,上开孔表面58a和下开孔表面58b可相应地在垂直于中心轴线A1的第三水平面PH3和第四水平面PH4中截取的截面中是圆形。
在本发明的一些实施例中,第二水平面PH2和第三水平面PH3可为共面的。
在本发明的其它实施例(未示出)中,第一水平面PH1和第三水平面PH3可为共面的。
如图1G和2G中所示,在第一垂直平面PV1和第二垂直平面PV2中截取的截面中,上开孔表面58a和下开孔表面58b可形成V形。
如图1G和2G中所示,在第一垂直平面PV1和第二垂直平面PV2中截取的截面中,上开孔表面58a和下开孔表面58b可形成外开孔钝角α1。
应认识到,贯穿描述和权利要求的用语“外角”的使用是指在这些构件形成于其上的部件外部测得的两个表面构件之间的角。
在本发明的一些实施例中,开孔钝角αl可具有等于或大于160°的值。
另外,如图1G和2G中所示,在第一垂直平面PV1和第二垂直平面PV2中截取的截面中,外周侧表面26可相应地关于第二垂直平面PV2和第一垂直平面PV1呈现出镜像对称。
在本发明的一些实施例中,外底切56可由上抵靠表面34a和下抵靠表面34b形成,且上抵靠表面34a和下抵靠表面34b可完全位于中平面M的相反侧上。
另外,在本发明的一些实施例中,上抵靠表面34a和下抵靠表面34b可由中外周表面34c间隔开。
如图1G和2G中所示,在第一垂直平面PV1和第二垂直平面PV2中截取的截面中,上抵靠表面34a和下抵靠表面34b可形成V形。
在本发明的一些实施例中,在包含中心轴线A1的任何平面中截取的截面中,上抵靠表面34a和下抵靠表面34b可形成V形。
如图1G和2G中所示,在第一垂直平面PV1和第二垂直平面PV2中截取的截面中,上抵靠表面34a和下抵靠表面34b可形成外抵靠钝角α2。
在本发明的一些实施例中,抵靠钝角a2可具有等于或大于160°的值。
另外,在本发明的一些实施例中,上端表面22和下端表面24两者可相应地包括平面上支承表面38和平面下支承表面60,且通孔40可通向上支承表面38和下支承表面60。
如图1C和2C中所示,上周缘28和下周缘30可完全位于比上支承表面38和下支承表面60相应地更接近中平面M处。
在本发明的一些实施例中,上支承表面38和下支承表面60可垂直于中心轴线A1。
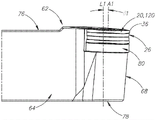
如图3至5中所示,本发明的第二方面还涉及切削刀具62,其具有刀片架64,其中刀片接收凹穴66形成在其前端68中,以及由夹持部件70可移除地固定在刀片接收凹穴66中的切削刀片20,120。
在本发明的第二方面中,刀片接收凹穴66具有座表面72和横穿其的侧壁74,且上端表面22和下端表面24中的一个面朝座表面72。
在本发明的一些实施例中,如图6中所示,座表面72可为平面,且中平面M可平行于座表面72。
另外,在本发明的一些实施例中,上切削刃36和下切削刃52中的仅一个可为操作的,且操作的上切削刃36和或下切削刃52可与背对座表面72的上端表面22和下端表面24中的一个相关联。
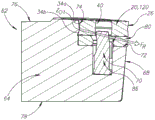
在本发明的第二方面中,如图6中所示,夹持部件70在至少一个内接触区ZI处与上开孔表面58a和下开孔表面58b中的仅一个进行接触,且至少一个内接触区ZI完全位于中平面M与座表面72之间。
如图7中所示,在与至少一个内接触区ZI相交且垂直于中心轴线A1的内接触平面PI中截取的截面中,通孔40可为圆形的。
另外,如图7中所示,外周侧表面26可在内接触平面PI中截取的截面中不与侧壁74进行接触。
在本发明的一些实施例中,夹持部件70可在单个内接触区ZI处与上开孔表面58a和下开孔表面58b中的一个进行接触,且平分第一垂直平面PV1和第二垂直平面PV2的第三垂直平面PV3可与单个内接触区ZI和侧壁74相交。
如图6中所示,在第三垂直平面PV3中截取的截面中,上开孔表面58a和下开孔表面58b可形成V形。
凭借上开孔表面58a和下开孔表面58b在第三垂直平面PV3中截取的截面中形成V形,由夹持部件70施加在内接触区ZI处的夹持力FC可有利地具有方向朝座表面72的垂直分量,因此确保牢固且稳定的夹持。
在本发明的一些实施例中,刀片架64可具有相反的顶部架表面76和底部架表面78,且刀片接收凹穴66可位于与顶部架表面76相邻。
另外,在本发明的一些实施例中,底部架表面78可为平面,且中心轴线A1可与底部架表面78相交,且不垂直于其。
如图8和9中所示,在切削刀具62的侧视图和正视图中,中心轴线A1可相应地与垂直于底部架表面78的第一假想直线L1和第二假想直线L2形成第一倾斜角β1和第二倾斜角β2。
在本发明的一些实施例中,第一倾斜角β1和第二倾斜角β2可具有1度到3度之间的相等值。
另外,在本发明的一些实施例中,第一倾斜角β1和第二倾斜角β2可对应于操作的上切削刃36和下切削刃52呈现出大致恒定的曲率半径RU,RL来接合旋转的工件所需的切削刀片20,120的倾斜程度。
在本发明的一些实施例中,上抵靠表面34a和下抵靠表面34b中的仅一个可在两个间隔开的外接触区ZO1,ZO2处与刀片接收凹穴66的侧壁74进行接触,且两个外接触区ZO1,ZO2可完全位于中平面M与座表面72之间。
如图10和11中所示,两个外接触区ZO1,ZO2可包括第一外接触区ZO1和第二外接触区ZO2,且第一垂直平面PV1和第二垂直平面PV2可相应地与第一外接触区ZO1和第二外接触区ZO2相交。
凭借上抵靠表面34a和下抵靠表面34b在第一垂直平面PV1和第二垂直平面PV2中截取的截面中形成V形,方向远离刀片接收凹穴66的侧壁74的两个外接触区ZO1,ZO2处的反应力FR可有利地具有方向远离座表面72的垂直分量,因此确保牢固且稳定的夹持。
如图11中所示,在与两个外接触区ZO1,ZO2相交且垂直于中心轴线A1的外接触平面PO中截取的截面中,两个外接触区ZO1,ZO2可位于距中心轴线A1相等的径向接触距离DR处。
另外,如图11中所示,外周侧表面26可在外接触平面PO中截取的截面中是圆形的,允许了切削刀片20,120围绕中心轴线A1转位,而不从刀片接收凹穴66移除。
此外,如图11中所示,夹持部件70可在外接触平面PO中截取的截面中不与通孔40进行接触。
在本发明的一些实施例中,内接触平面PI可位于比外接触平面PO更接近座表面72处,因此确保了夹持力FC和反应力FR产生的任何力矩朝座表面72推动切削刀片20,120。
与上切削刃36和下切削刃52相邻的视觉标记,以及刀片架64上的视觉参考标记可提供成在使切削刀片20,120转位时协助操作者。
在本发明的一些实施例中,具有相反的顶部垫片表面82和底部垫片表面84的垫片80可位于切削刀片20,120与座表面72之间。
如图5中所示,面朝座表面72的上端表面22和下端表面24中的一个与顶部垫片表面82进行接触,且底部垫片表面84与座表面72进行接触。
在本发明的一些实施例中,夹持部件70可以非螺纹的方式保持在刀片架64中。
另外,在本发明的一些实施例中,夹持部件70可为可操作地连接到促动部件88上的夹持杆86的形式。
如图6中所示,促动部件88可以螺纹的方式保持在刀片架64中,且不与切削刀片20,120进行接触。
尽管已经参照一个或多个特定实施例描述了本发明,但描述旨在总体为例示的,且不看作是将本发明限于所示实施例。将认识到的是,本领域的技术人员可想到各种修改,尽管其在本文中未具体示出,但仍在本发明的范围内。
Claims (26)
1.一种可转位的切削刀片(20,120),包括:
相反的上端表面(22)和下端表面(24),其中连续的外周侧表面(26)和中心轴线(A1)在其间延伸,
相应地形成在所述外周侧表面(26)与所述上端表面(22)和所述下端表面(24)的相交处的上周缘(28)和下周缘(30),以及
形成在所述上周缘(28)上的N个上切削刃(36),其中N≥2,
所述外周侧表面(26)包括:
与所述上周缘(28)相邻的连续上离隙表面(32),其在垂直于所述中心轴线(A1)的第一水平面(PH1)中截取的截面中是非圆形的,以及
与所述上周缘(28)间隔开的连续上抵靠表面(34a),其在垂直于所述中心轴线(A1)的第二水平面(PH2)中截取的截面中是圆形的,
其中:
在所述切削刀片(20,120)的端视图和侧视图二者中,每个上切削刃(36)关于包含所述中心轴线(A1)的平分平面(PB)呈现出镜像对称;
在所述切削刀片(20,120)的端视图中,所述上周缘(28)是非圆形的,且关于所述中心轴线(A1)呈现出N重旋转对称;以及
在所述切削刀片(20,120)的侧视图中,每个上切削刃(36)是非直线的。
2.根据权利要求1所述的切削刀片(20,120),其特征在于,每个上切削刃(36)沿所述上周缘(28)沿周向延伸360/N°。
3.根据权利要求1所述的切削刀片(20,120),其特征在于,所述上抵靠表面(34a)是圆锥形的,具有沿远离所述上端表面(22)的方向减小的上抵靠直径(DU)。
4.根据权利要求1所述的切削刀片(20,120),其特征在于,所述上周缘(28)上的任何点可位于比所述上抵靠表面(34a)上的任何点离所述中心轴线(A1)更远处。
5.根据权利要求1所述的切削刀片(20,120),其特征在于:
所述切削刀片(20,120)关于垂直于所述中心轴线(A1)的中平面(M)呈现出镜像对称,以及
所述上离隙表面(32)和所述上抵靠表面(34a)位于所述上端表面(22)与所述中平面(M)之间。
6.根据权利要求1所述的切削刀片(20,120),其特征在于,在所述切削刀片(20,120)的端视图中,每个上切削刃(36)是非直线的。
7.根据权利要求1所述的切削刀片(20,120),其特征在于,在所述切削刀片(20,120)的端视图中,每个上切削刃(36)关于所述中心轴线(A1)向外凸出。
8.根据权利要求1所述的切削刀片(20,120),其特征在于:
所述外周侧表面(26)包括与所述下周缘(30)相邻的连续下离隙表面(50),以及与所述下周缘(30)间隔开的连续下抵靠表面(34b);以及
所述下离隙表面(50)与所述上离隙表面(32)相同;以及
所述下抵靠表面(34b)与上抵靠表面(34a)相同。
9.根据权利要求8所述的切削刀片(20,120),其特征在于,在包含所述中心轴线(A1)的相互垂直的第一垂直平面(PV1)和第二垂直平面(PV2)中截取的截面中,所述上抵靠表面(34a)和所述下抵靠表面(34b)形成V形。
10.根据权利要求9所述的切削刀片(20,120),其特征在于,在所述第一垂直平面(PV1)和所述第二垂直平面(PV2)中截取的截面中,所述上抵靠表面(34a)和所述下抵靠表面(34b)形成外抵靠钝角(α2)。
11.根据权利要求8所述的切削刀片(20,120),其特征在于,在包含所述中心轴线(A1)的任何平面中截取的截面中,所述上抵靠表面(34a)和所述下抵靠表面(34b)形成V形。
12.根据权利要求1所述的切削刀片(20,120),其特征在于,所述切削刀片(20,120)的端视图中,第一假想圆(C1)在N个离散的径向最外点(NO1,NO2,NO3,NO4)处外接所述上周缘(28)。
13.根据权利要求12所述的切削刀片(20,120),其特征在于,每个上切削刃(36)在N个所述径向最外点(NO1,NO2,NO3,NO4)中的两个之间延伸。
14.根据权利要求12所述的切削刀片(20,120),其特征在于,任何两个沿周向相邻的上切削刃(36)在N个所述径向最外点(NO1,NO2,NO3,NO4)中的一个处合并。
15.根据权利要求12所述的切削刀片(20),其特征在于,N个所述径向最外点(NO1,NO2,NO3,NO4)比所述上周缘(28)上的任何其它点更接近所述第二水平面(PH2)。
16.根据权利要求1所述的切削刀片(120),其特征在于,每个上切削刃(36)具有多个离散的轴向最上点(Nu1,Nu2,Nu3,Nu4),其位于比所述上切削刃(36)上的任何其它点离所述第二水平面(PH2)更远处。
17.根据权利要求1所述的切削刀片(20,120),其特征在于,所述上周缘(28)具有正好四个上切削刃(36),且N=4。
18.根据权利要求1所述的切削刀片(20,120),其特征在于:
所述上端表面(22)包括平面上支承表面(38),以及
所述上周缘(28)完全位于比所述上支承表面(38)更接近所述第二水平面(PH2)处。
19.根据权利要求18所述的切削刀片(20,120),其特征在于,所述切削刀片(20,120)包括通向所述上支承表面(38)的与所述中心轴线(A1)同轴的通孔(40)。
20.根据权利要求18所述的切削刀片(20,120),其特征在于:
所述上端表面(22)包括与所述上周缘(28)相邻的连续前刀面(42),以及与所述上支承表面(38)相邻的斜面(44);
所述前刀面(42)朝所述第二水平面(PH2)沿径向向内延伸;以及
所述斜面(44)朝所述第二水平面(PH2)沿径向向外延伸。
21.根据权利要求20所述的切削刀片(20,120),其特征在于,所述斜面(44)由多个沿周向间隔开的凸起(46)中断。
22.根据权利要求21所述的切削刀片(20,120),其特征在于,各个所述凸起(46)部分地位于所述前刀面(42)上。
23.根据权利要求21所述的切削刀片(20,120),其特征在于,在所述切削刀片(20,120)的端视图中,每个所述凸起(46)包括凸形的径向外部(48)。
24.根据权利要求21所述的切削刀片(20,120),其特征在于,多个所述凸起(46)在数量上大于多个、N个上切削刃(36)。
25.根据权利要求21所述的切削刀片(20,120),其特征在于,多个所述凸起(46)在数量上是所述多个、N个上切削刃(36)的至少六倍。
26.一种可转位的切削刀片(20,120),包括:
相反的上端表面(22)和下端表面(24),其中连续的外周侧表面(26)和中心轴线(A1)在其间延伸,
相应地形成在所述外周侧表面(26)与所述上端表面(22)和所述下端表面(24)的相交处的上周缘(28)和下周缘(30),以及
形成在所述上周缘(28)上的N个上切削刃(36),其中N≥2,
所述外周侧表面(26)包括:
与所述上周缘(28)相邻的连续上离隙表面(32),其在垂直于所述中心轴线(A1)的第一水平面(PH1)中截取的截面中是非圆形的,以及
与所述上周缘(28)间隔开的连续上抵靠表面(34a),其在垂直于所述中心轴线(A1)的第二水平面(PH2)中截取的截面中是圆形的,
其中:
每个上切削刃(36)沿所述上周缘(28)沿周向延伸360/N°并且关于包含所述中心轴线(A1)的平分平面(PB)呈现出镜像对称;
在所述切削刀片(20,120)的端视图中,所述上周缘(28)是非圆形的,且关于所述中心轴线(A1)呈现出N重旋转对称;以及
在所述切削刀片(20,120)的侧视图中,每个上切削刃(36)是非直线的。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201662290587P | 2016-02-03 | 2016-02-03 | |
| US62/290587 | 2016-02-03 | ||
| PCT/IL2017/050068 WO2017134650A1 (en) | 2016-02-03 | 2017-01-18 | Circular cutting insert having non-circular peripheral edge |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN108602133A CN108602133A (zh) | 2018-09-28 |
| CN108602133B true CN108602133B (zh) | 2021-07-09 |
Family
ID=58108700
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201780009561.XA Active CN108602133B (zh) | 2016-02-03 | 2017-01-18 | 具有非圆形周缘的圆形切削刀片 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US10183333B2 (zh) |
| EP (1) | EP3411172B1 (zh) |
| JP (1) | JP7023235B2 (zh) |
| KR (1) | KR102611090B1 (zh) |
| CN (1) | CN108602133B (zh) |
| BR (1) | BR112018015661B1 (zh) |
| CA (1) | CA3012290A1 (zh) |
| IL (1) | IL260312B (zh) |
| RU (1) | RU2722360C2 (zh) |
| TW (1) | TWI722094B (zh) |
| WO (1) | WO2017134650A1 (zh) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10406608B2 (en) * | 2015-01-19 | 2019-09-10 | Kennametal Inc. | Cutting insert and pocket with uninterrupted and continuous seating surface perimeter |
| DE112016002931B4 (de) * | 2015-06-29 | 2022-09-08 | Mitsubishi Hitachi Tool Engineering, Ltd. | Doppelseitiger kreisförmiger Schneideinsatz und Wende-Drehschneidwerkzeug |
| US10646927B2 (en) * | 2018-02-19 | 2020-05-12 | Iscar, Ltd. | Round double-sided cutting insert having a peripheral surface provided with protruding indexing latches, insert holder therefor and cutting tool |
| EP3738697B1 (en) * | 2019-05-16 | 2023-02-22 | AB Sandvik Coromant | Turning tool for metal cutting |
| CN110860723B (zh) * | 2019-12-05 | 2021-01-29 | 株洲钻石切削刀具股份有限公司 | 一种用于孔加工的切削刀片 |
| CN113333799A (zh) * | 2021-05-17 | 2021-09-03 | 贾中正 | 一种等分定向波浪形刃口的高效断削钢轮粗车圆刀片 |
Family Cites Families (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4274766A (en) * | 1979-11-28 | 1981-06-23 | The Valeron Corporation | Cutter assembly for broaching |
| SU1046026A1 (ru) * | 1981-08-03 | 1983-10-07 | Предприятие П/Я М-5287 | Режуща многогранна пластина |
| US4606678A (en) | 1985-04-22 | 1986-08-19 | Gte Valeron Corporation | Circular chip control insert |
| SU1590202A1 (ru) * | 1988-03-18 | 1990-09-07 | Всесоюзный заочный машиностроительный институт | Кругла режуща пластина |
| GB9520436D0 (en) | 1995-10-06 | 1995-12-06 | Sandvik Ab | Cutting insert |
| ATE197686T1 (de) | 1996-01-31 | 2000-12-15 | Widia Gmbh | Schneideinsatz zum schruppen und schlichten |
| IL123685A (en) | 1998-03-16 | 2001-09-13 | Iscar Ltd | Modular cutting tool dispenser |
| SE525913C2 (sv) | 2002-12-20 | 2005-05-24 | Seco Tools Ab | Skär, verktyg samt metod för montering av skär där skäret kan orienteras i önskad position |
| JP4762635B2 (ja) * | 2005-08-05 | 2011-08-31 | 吉田プラ工業株式会社 | 気密コンパクト容器 |
| JP4752427B2 (ja) | 2005-09-29 | 2011-08-17 | 株式会社タンガロイ | 旋削加工用スローアウェイチップ |
| JP4650272B2 (ja) | 2006-01-11 | 2011-03-16 | 三菱マテリアル株式会社 | 丸駒インサート着脱式ラフィングエンドミル |
| SE0600338L (sv) | 2006-02-15 | 2007-08-16 | Seco Tools Ab | Verktyg |
| DE102006023740B4 (de) | 2006-05-18 | 2017-05-11 | Kennametal Widia Produktions Gmbh & Co. Kg | Schneideinsatz und Werkzeug, bestehend aus Werkzeughalter und Schneideinsatz |
| DE102006025293C5 (de) | 2006-05-31 | 2010-12-23 | Kennametal Inc. | Verfahren zur Bearbeitung eines Rades |
| DE102008037915B3 (de) | 2008-08-14 | 2009-08-13 | Kennametal Inc. | Wendeschneidplatte |
| DE202008018646U1 (de) * | 2008-08-31 | 2017-03-24 | Iscar Ltd. | Schneideinsatz |
| US9586264B2 (en) * | 2009-04-28 | 2017-03-07 | Kennametal Inc. | Double-sided cutting insert for drilling tool |
| KR101103216B1 (ko) | 2009-05-19 | 2012-01-05 | 대구텍 유한회사 | 원형 형상을 갖는 양면형 절삭 삽입체 및 이를 사용하는 절삭 공구 |
| EP2437907A4 (en) | 2009-06-02 | 2012-11-21 | Taegu Tec Ltd | CUTTING PLATE AND TOOL ASSEMBLY HAVING THE SAME |
| US8388274B2 (en) | 2010-01-06 | 2013-03-05 | Kennametal Inc. | Round cutting insert with asymmetric chipbreaker feature |
| KR20120123463A (ko) * | 2010-03-10 | 2012-11-08 | 가부시키가이샤 탕가로이 | 커팅 인서트 및 절삭 공구 |
| RU2433390C1 (ru) * | 2010-06-02 | 2011-11-10 | Институт машиноведения и металлургии Дальневосточного отделения Российской академии наук | Модель устройства для охлаждения жидких металлов |
| AT12527U1 (de) * | 2011-02-24 | 2012-07-15 | Ceratizit Austria Gmbh | Schneideinsatz zur spanabhebenden bearbeitung |
| US8657539B2 (en) | 2011-03-28 | 2014-02-25 | Kennametal Inc. | Round cutting insert with reverse anti-rotation feature |
| CN103619519B (zh) * | 2011-06-30 | 2016-09-07 | 京瓷株式会社 | 切削镶刀及切削工具以及使用该切削工具的切削加工物的制造方法 |
| EP2596889B1 (en) * | 2011-11-23 | 2017-04-26 | Sandvik Intellectual Property AB | A cutting insert and a milling tool |
| SE536344C2 (sv) * | 2012-01-30 | 2013-09-03 | Sandvik Intellectual Property | Fräsverktyg jämte frässkär där skäreggen har spetsig stigningsvinkel |
| US8858130B2 (en) | 2012-04-24 | 2014-10-14 | Kennametal Inc. | Indexable circular cutting insert |
| CN104321155B (zh) * | 2012-05-30 | 2016-08-24 | 京瓷株式会社 | 切削镶刀、切削工具及被切削加工物的制造方法 |
| US9283626B2 (en) * | 2012-09-25 | 2016-03-15 | Kennametal Inc. | Double-sided cutting inserts with anti-rotation features |
| RU134466U1 (ru) * | 2013-02-21 | 2013-11-20 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Комсомольский-на-Амуре государственный технический университет" | Пластина колесотокарная чашечная |
| CN104475827B (zh) * | 2014-11-20 | 2017-04-05 | 厦门金鹭特种合金有限公司 | 一种四幅拳形刃分层钻削专用刀片 |
-
2016
- 2016-12-05 US US15/368,999 patent/US10183333B2/en active Active
-
2017
- 2017-01-17 TW TW106101470A patent/TWI722094B/zh active
- 2017-01-18 EP EP17706900.2A patent/EP3411172B1/en active Active
- 2017-01-18 JP JP2018539326A patent/JP7023235B2/ja active Active
- 2017-01-18 CA CA3012290A patent/CA3012290A1/en active Pending
- 2017-01-18 CN CN201780009561.XA patent/CN108602133B/zh active Active
- 2017-01-18 WO PCT/IL2017/050068 patent/WO2017134650A1/en active Application Filing
- 2017-01-18 BR BR112018015661-2A patent/BR112018015661B1/pt active IP Right Grant
- 2017-01-18 RU RU2018131346A patent/RU2722360C2/ru active
- 2017-01-18 KR KR1020187021750A patent/KR102611090B1/ko active IP Right Grant
-
2018
- 2018-06-27 IL IL260312A patent/IL260312B/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| IL260312A (en) | 2018-08-30 |
| IL260312B (en) | 2021-10-31 |
| BR112018015661A2 (pt) | 2018-12-18 |
| TW201728390A (zh) | 2017-08-16 |
| RU2018131346A (ru) | 2020-03-03 |
| RU2018131346A3 (zh) | 2020-04-16 |
| KR102611090B1 (ko) | 2023-12-08 |
| BR112018015661B1 (pt) | 2022-05-31 |
| US20170216932A1 (en) | 2017-08-03 |
| CA3012290A1 (en) | 2017-08-10 |
| WO2017134650A1 (en) | 2017-08-10 |
| JP7023235B2 (ja) | 2022-02-21 |
| US10183333B2 (en) | 2019-01-22 |
| EP3411172A1 (en) | 2018-12-12 |
| TWI722094B (zh) | 2021-03-21 |
| JP2019508268A (ja) | 2019-03-28 |
| EP3411172B1 (en) | 2024-04-24 |
| CN108602133A (zh) | 2018-09-28 |
| KR20180111820A (ko) | 2018-10-11 |
| RU2722360C2 (ru) | 2020-05-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108602133B (zh) | 具有非圆形周缘的圆形切削刀片 | |
| US10005132B2 (en) | Cutting tool and cutting insert having exactly three cutting portions therefor | |
| EP2978552B1 (en) | Rhombus-shaped indexable cutting insert and cutting tool | |
| US7905687B2 (en) | Cutting insert, tool holder, and related method | |
| JPH01115504A (ja) | 切削インサートの工具保持器 | |
| US10384278B2 (en) | Square-shaped cutting insert having curved secondary and corner cutting edges, and rotary cutting tool | |
| EP3266547A1 (en) | Cutting insert and cutting edge-replaceable rotary cutting tool | |
| JP3769020B2 (ja) | 切削インサート | |
| EP3600734B1 (en) | Blade-shaped cutting insert and cutting tool therefor | |
| US10035199B2 (en) | Cutting tool and triangular-shaped indexable cutting insert therefor | |
| US10632548B2 (en) | Triangular-shaped indexable cutting insert having recessed side surfaces and rotary cutting tool | |
| WO2018079491A1 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| CN110582366B (zh) | 具有带升高拐角和降低拐角的不同矩形面的切削刀具及切削工具 | |
| EP3512656B1 (en) | Cutting tool having an indexable cutting insert |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |