CN108058373B - 用于对象的增材制造的系统和方法 - Google Patents
用于对象的增材制造的系统和方法 Download PDFInfo
- Publication number
- CN108058373B CN108058373B CN201710358660.0A CN201710358660A CN108058373B CN 108058373 B CN108058373 B CN 108058373B CN 201710358660 A CN201710358660 A CN 201710358660A CN 108058373 B CN108058373 B CN 108058373B
- Authority
- CN
- China
- Prior art keywords
- dispensing
- material composition
- building material
- scan
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/112—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using individual droplets, e.g. from jetting heads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/165—Processes of additive manufacturing using a combination of solid and fluid materials, e.g. a powder selectively bound by a liquid binder, catalyst, inhibitor or energy absorber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/307—Handling of material to be used in additive manufacturing
- B29C64/321—Feeding
- B29C64/336—Feeding of two or more materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/09—Use of materials for the conductive, e.g. metallic pattern
- H05K1/092—Dispersed materials, e.g. conductive pastes or inks
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/16—Printed circuits incorporating printed electric components, e.g. printed resistor, capacitor, inductor
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/10—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern
- H05K3/12—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern using thick film techniques, e.g. printing techniques to apply the conductive material or similar techniques for applying conductive paste or ink patterns
- H05K3/1283—After-treatment of the printed patterns, e.g. sintering or curing methods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0827—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using UV radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0003—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular electrical or magnetic properties, e.g. piezoelectric
- B29K2995/0005—Conductive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/34—Electrical apparatus, e.g. sparking plugs or parts thereof
- B29L2031/3425—Printed circuits
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/10—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern
- H05K3/12—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern using thick film techniques, e.g. printing techniques to apply the conductive material or similar techniques for applying conductive paste or ink patterns
- H05K3/1241—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern using thick film techniques, e.g. printing techniques to apply the conductive material or similar techniques for applying conductive paste or ink patterns by ink-jet printing or drawing by dispensing
- H05K3/125—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern using thick film techniques, e.g. printing techniques to apply the conductive material or similar techniques for applying conductive paste or ink patterns by ink-jet printing or drawing by dispensing by ink-jet printing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/24917—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.] including metal layer
Abstract
公开了一种三维对象的增材制造方法。该方法包括依次形成多个层,根据对象的截面的形状来形成每个层的图案,由此形成对象。在一些实施例中,对于所述多个层的中至少一个层,所述层的形成包括执行光栅扫描以分配至少第一建造材料成分,以及执行矢量扫描以分配至少第二建造材料成分。沿被选择来形成从组中选出的至少一个结构的路径进行所述矢量扫描,所述组由下述结构组成:(i)长条结构、(ii)至少部分地围绕被所述第一建造材料填充的区域的边线结构、以及(iii)层间连接结构。
Description
本申请是于2012年04月17日提交的申请号为201280023976.X、发明名称为“用于对象的增材制造的系统和方法”的专利申请的分案申请。
相关申请的交叉引用
本发明要求2011年4月17日提交的美国申请No.61/476275的优先权,该申请的内容通过引用整体并入本文。
技术领域
本发明在其一些实施例中涉及对象的增材制造(AM),更具体地但不是排他性地涉及一种利用材料和/或扫描模式的组合进行对象的增材制造的系统和方法。
背景技术
总体上,增材制造是其中利用对象的计算机模型来制造三维(3D)对象的工艺。这样的工艺被用于各种领域,例如针对可视性、展示和机械原型机制造的目的以及用于快速制造(RM)的设计相关领域。
任何AM系统的基本操作包括将三维计算机模型切片成薄的截面,将结果转换成二维位置数据,并将数据反馈给以逐成方式在工作表面上制造三维结构的控制设备。
增材制造使制造方法产生了许多不同的方案,包括三维打印、层叠对象制造、熔融沉积成型等。
例如,在三维打印工艺中,从具有一套喷嘴的分配头将建造材料分配至支撑结构上的沉积成上。随后可根据建造材料,利用适当装置使层弯曲或固化。建造材料可包括:形成对象的造型材料以及在建造对象时支撑对象的支撑材料。存在各种三维打印技术,而且例如,具有相同受让人的美国申请No.6,259,962、6,569,373、6,658,314、6,850,334、7,183,3357,209,797、7,225,045、7,300,619、7,479,510、7,500,846、7,658,976和7,962,237以及美国申请公开No.20100191360中公开了各种三维打印技术,其内容通过引用并入本文。
AM有利于以最少的设备和人力的投入进行功能原型的快速制造。这种快速原型成型通过为设计人员提供快速有效的反馈,缩短了产品开发周期,并改进了设计过程。AM还可以用于快速制造非功能部件,例如,用于评估诸如美学、匹配、组合之类的各个设计方面。此外,AM技术已经被证明在药品领域很有用,该领域中在执行程序之前先对期望的结果进行建模。可以认识到,许多其它领域可受益于快速原型成型技术,包括但是不限于其中具体设计和/或功能的视觉化是有用的的建筑领域、牙科领域和整形手术领域。
对于根据二维位置数据沉积材料以形成层,一般可通过沿一些运动模式在分配装置(例如,打印头、挤压喷嘴等)和工作表面之间建立相对横向运动来实现。本领域已知的两种类型的运动模式被称为"光栅扫描"和"矢量扫描"。光栅扫描的特点在于分配装置和工作表面之间的前后相对运动,通常利用几个喷嘴来进行并行沉积。在光栅扫描期间,工作表面上的所有位置均被分配装置访问,其中控制器根据二维位置数据选择性地针对每个访问位置激活及去激活分配喷嘴。在矢量扫描中,分配装置并不访问工作表面上的所有位置。相反,沿着基于需求材料沉积的位置而选择的路径进行相对运动。
Leyden的美国专利No.6,193,923公开了一种快速原型造型技术,其中打印头在工作表面上方沿扫描方向和索引方向进行位移。Leyden教导了两种扫描协议。在一种协议中,打印头在主扫描方向上的运动之后是次扫描方向上的更少量的运动而没有出现分配,然后是沿主扫描方向上的方向扫描,其中再次进行分配。在另一协议中,在进行主扫描的同时执行少量的次扫描运动。Leyden还公开了矢量扫描以及矢量扫描和光栅扫描的组合。
几种AM技术允许利用多于一种的造型材料进行对象的增材形成。例如,当前受让人的美国申请公开No.20100191360(其内容通过引用并入本文)公开了一种系统,其包括具有多个分配头的增材制造设备、配置成将多个建造材料提供给制造设备的建造材料供应设备、以及配置成用于控制制造设备和供应设备的控制单元。系统具有几种操作模式。在一种模式下,所有分配头在制造设备的单个建立扫描周期期间操作。在另一种模式下,一个或多个分配头在单个建立扫描周期或其一部分期间不可操作。
发明内容
根据本发明的一些实施例的方面,提供了一种三维对象的增材制造方法。该方法包括依次形成多个层,根据对象的截面的形状来形成每个层的图案,由此形成对象。在本发明的一些实施例中,对于所述多个层的中至少一个层,所述层的形成包括执行光栅扫描以分配至少第一建造材料成分,以及执行矢量扫描以分配至少第二建造材料成分。沿被选择来形成从组中选出的至少一个结构的路径进行所述矢量扫描,所述组由下述结构组成:(i)长条结构、(ii)至少部分地围绕被所述第一建造材料填充的区域的边线结构、以及(iii)层间连接结构。
根据本发明的一些实施例,第一建造材料成分不同于第二建造材料成分。
根据本发明的一些实施例,第一建造材料成分总体上不导电,而且第二建造材料总体上导电。
根据本发明的一些实施例,所述第一和所述第二建造材料成分中的至少一个包括UV固化组分。
根据本发明的一些实施例,所述第一和所述第二建造材料成分在所述分配期间处于不同温度下。
根据本发明的一些实施例,所述结构嵌入由所述光栅扫描形成的区域中。
根据本发明的一些实施例,所述结构在所述层的外周。
根据本发明的一些实施例,所述路径被选择来形成嵌入由所述光栅扫描形成的区域中的多个线。
根据本发明的一些实施例,所述矢量扫描至少部分地与所述光栅扫描同时发生。
根据本发明的一些实施例,所述矢量扫描和所述光栅扫描被依次执行。
根据本发明的一些实施例,所述至少一个层是所述多个层中的内层。
根据本发明的一些实施例,所述至少一个层是所述多个层中的最上层或最低层。
根据本发明的一些实施例,所述至少一个层包括至少两层。
根据本发明的一些实施例,方法还包括使溶剂从所述第二建造材料挥发。根据本发明的一些实施例,溶剂包括水。
根据本发明的一些实施例的方面,提供了一种可通过在此描述的方法制造的电路。
根据本发明的一些实施例的方面,提供了一种制品,包括由非导电UV固化材料制成的且通过三维打印制造的多个层,其中所述多个层的至少一个层包括由导电材料制成的导线图案。
根据本发明的一些实施例,导电材料被UV固化。
根据本发明的一些实施例的方面,提供了一种包括在此描述的制品的电路。
根据本发明的一些实施例的方面,提供了一种包括在此描述的制品的光电子系统。
根据本发明的一些实施例的方面,提供了一种包括在此描述的制品的传感器。
根据本发明的一些实施例的方面,提供了一种包括在此描述的制品的二极管系统。
根据本发明的一些实施例的方面,提供了一种包括在此描述的制品的晶体管系统。
根据本发明的一些实施例的方面,提供了一种包括在此描述的制品的存储器系统。
根据本发明的一些实施例的方面,提供了一种包括在此描述的制品的成像系统。
根据本发明的一些实施例的方面,提供了一种包括在此描述的制品的显示系统。
根据本发明的一些实施例的方面,提供了一种包括在此描述的制品的投影显示系统。
根据本发明的一些实施例的方面,提供了一种包括在此描述的制品的识别标签系统。
根据本发明的一些实施例的方面,提供了一种包括在此描述的制品的智能卡系统。
根据本发明的一些实施例的方面,提供了一种包括在此描述的制品的电池。
根据本发明的一些实施例的方面,提供了一种三维对象的增材制造系统,包括:第一分配头,其被配置成用于执行光栅扫描,并在所述光栅扫描期间分配第一建造材料成分。系统还包括第二分配头,其被配置成用于执行矢量扫描,并在所述矢量扫描期间分配第二建造材料成分。系统还包括控制器,用于控制所述第一分配头和所述第二分配头以便在与对象形状相对应的配置图案中依次形成多个层。在本发明的一些实施例中,所述控制器被配置成将所述第二分配头控制成,沿被选择来形成从组中选出的至少一个结构的路径分配所述第二建造材料成分,所述组由下述结构组成:(i)长条结构、(ii)至少部分地围绕被所述第一建造材料填充的区域的边线结构、以及(iii)层间连接结构。
根据本发明的一些实施例,所述控制器被配置成通过使所述第一头的光栅扫描分配非导电造型材料并且使所述第二头的矢量扫描分配导电材料,来形成至少一个层。
根据本发明的一些实施例,所述第一和所述第二建造材料中的至少一个被UV固化,而且所述系统还包括辐射源。
根据本发明的一些实施例,所述路径嵌入所述光栅扫描形成的区域中。
根据本发明的一些实施例,述路径被选择来形成嵌入由所述光栅扫描形成的区域中的多个导线。
根据本发明的一些实施例,所述第一和所述第二头被配置成独立移动。
根据本发明的一些实施例,所述第一头固定地附接至所述第二头。
根据本发明的一些实施例,所述矢量扫描至少部分地与所述光栅扫描同时发生。
根据本发明的一些实施例所述矢量扫描和所述光栅扫描依次执行。
根据本发明的一些实施例,所述至少一个层是所述多个层中的内层。
根据本发明的一些实施例,所述至少一个层是所述多个层中的最上层或最低层。
根据本发明的一些实施例,所述至少一个层包括至少两层。
根据本发明的一些实施例的方面,提供了一种三维对象的增材制造方法,包括依次形成多个层,根据对象的截面的形状来形成每个层的图案,由此形成对象。在本发明的一些实施例中,对于所述多个层的中至少一个层,所述层的形成包括在高于60C的温度下分配至少第一建造材料成分以及在低于40C的温度下分配至少第二建造材料成分。
根据本发明的一些实施例,所述第一建造材料成分总体上不导电,而所述第二建造材料总体上导电。
根据本发明的一些实施例,所述分配所述第一建造材料成分的特点是光栅扫描。
根据本发明的一些实施例,所述分配所述第二建造材料成分的特点是光栅扫描。
根据本发明的一些实施例,所述分配所述第二建造材料成分的特点是矢量扫描。
根据本发明的一些实施例,所述第一建造材料成分和所述第二建造材料成分中的至少一个被UV固化。
除非另有规定,此处使用的所有技术和/或科技术语的意思与本发明所属的领域的普通技术人员所理解的一般意义相同。虽然与本文描述的方法和材料类似或等效的方法和材料可在本发明的应用和测试中使用,但是下面将描述示例的方法和/或材料。在出现冲突的情况下,以包含定义的专利说明书为准。此外,材料、方法和示例仅仅是示例性的,而不必然用于的限制。
本发明实施例的方法和/或系统的实现可包括手动、自动或组合地执行所选任务。而且,根据本发明的方法和/或系统的实施例的实际器械和设备,可利用操作系统通过硬件、软件或其组合实现几个所选任务。
例如,用于执行根据本发明实施例的所选任务的硬件可被实现为芯片或电路。对于软件,根据本发明实施例所选任务可被实现为利用任意适当操作系统通过操作系统执行的多个软件指令。在本发明的示例实施例中,此处描述的方法和/或系统的根据示例实施例的一个或多个任务由数据处理器执行,利用用于执行多个指令的计算平台。可选地,数据处理器包括用于存储指令和/或数据的挥发性存储器和/或用于存储指令和/或数据的非挥发性存储器(例如,磁盘和/或可移动介质)。可选地,还提供网络连接。还可选地提供显示和/或用户输入装置(例如键盘或鼠标)。
附图说明
在此参考附图仅仅通过示例的方式描述了本发明的一些实施例。对于现在具体参考详细附图,需要强调的是,具体被示出为示例的方式并且用于说明性地讨论本发明的实施例。就此而言,具有附图的说明书使得如何实现本发明的实施例对于本领域技术人员而言变得明显。
附图中:
图1A-C是根据本发明一些实施例的增材制造系统的示意图;
图2A-D是通过根据本发明一些实施例的矢量扫描在层中形成的结构的示意图;
图3是根据本发明一些实施例的制品的示意图;以及
图4是根据本发明一些实施例的设备的示意图。
具体实施方式
本发明在其一些实施例中涉及一种对象的增材制造(AM),更具体地但不是排他性地涉及一种利用材料和/或扫描模式的组合进行对象的增材制造的系统和方法。
在详细解释本发明的至少一个实施例之前,应该理解的是本发明在应用中并不必然限于下述说明中阐述的和/或说明书中图示的和/或示例中的组分和/或方法的结构和布置的细节。本发明可以做出其它实施例或者能够以各种方式实现或执行。
本发明实施例的方法和系统以逐成方式通过按照对象形状相对应的配置图案形成多个层来制造三维对象。
就此处的使用而言,术语"对象"指的是整个对象或其部分。
通过一个扫描二维表面并形成其图案的AM设备来形成每层。根据本发明的一些实施例中,AM设备是三维打印设备。
本发明实施例的AM设备的扫描可包括光栅和/或矢量扫描。
就此处的使用而言,"光栅扫描"指的是这样的扫描模式,其中AM设备的分配头与工作表面之间的相对运动总是平行于一条或两条直线。在该扫描模式中,优选地,仅仅在沿直线的相对运动期间执行沉积。
光栅扫描的代表性示例如下。分配头在平行于工作表面的主扫描方向上运动。在扫描的同时,设备访问二维层或表面上的多个目标位置,并针对每个目标位置或目标位置的组来决定,是否通过建造材料来占据该目标位置或目标位置的组,以及将向其传送哪种类型的建造材料。根据表面的计算机图像来做出决定。
可选地,一旦完成沿主扫描方向的整个扫描,分配头可选择地在索引方向上运动而不分配建造材料。索引方向也平行于工作表面,但是正交于主扫描方向。分配头还可在主扫描方向上执行反向扫描,期间其选择性地分配建造材料。索引方向上的运动可处于扫描的任意阶段。
例如,如本领域已知的那样,索引方向上的运动可在每次反向扫描完成之后,或者在每两个连续的正向和反向扫描之间。分配头可包括沿索引方向布置的多个喷嘴,由此减少制成层所需的扫描次数。
光栅扫描中单个层的形成期间由分配头执行的一系列扫描在此被称为单个扫描周期。主扫描方向在此被称为X方向,索引方向在此被称为方向。X和Y方向通常平行于工作表面的边缘。
就此处的使用而言,"矢量扫描"指的是这样的扫描模式,其中AM设备的分配头与工作表面之间的相对运动沿着控制器根据层的计算机图像而动态选择的路径。
可选地,路径是曲线。可选地,至少部分路径不平行于在其上进行分配的工作表面的边缘。
由此,不同于其中分配头的任意运动都平行于X或Y方向的光栅扫描,矢量扫描中的运动可沿任意路径,而不是必须平行于X或Y方向。
通常,本发明实施例的AM设备沿几个通道扫描工作表面。当分配头沿Y方向的宽度小于工作表面的宽度时和/或当单个增材制造批次期间在同一工作表面上构建几个对象时实施该操作。
根据本发明的一些实施例中,AM设备根据与正在构建的层对应的二维位置数据来选择扫描模式。在矢量扫描中,给定层的生产能力由支撑或建造材料所覆盖的区域面积决定,因此体积不大的对象的建造快于体积大的对象。另一方面,在光栅扫描中,生产能力并非必然由需要沉积材料的面积决定,而且由支撑或造型材料分配装置为了沉积这些材料而必须做的扫描的通过的次数决定。
举例来说,如果利用光栅扫描模式来进行打印,则具有平行于Z轴的轴的条所花费的时间等同于建造具有相同长度和直径的管子;而如果利用矢量扫描来进行打印,则建造同一个条所花费的时间长于建造同一管子。
因此,在一些实施例中,当获取的生产能力类似于或者大于改为采用矢量扫描而获取的生产能力时,采用光栅扫描。这取决于系统特性,例如光栅和矢量的扫描速度、光栅材料沉积装置宽度(沿Y轴)、层厚度等。
在一些实施例中,根据沉积的材料的特性或属性和/或期望最终对象呈现的特性或属性,通过沉积所选的特定材料的用途和/或具体位置,光栅沉积被用来沉积一个或多个材料,矢量沉积被用来沉积一个或多个不同材料。
在一些实施例中,光栅扫描和矢量扫描都通过喷墨来沉积材料。
在一些实施例中,光栅扫描通过喷墨来沉积材料,而矢量扫描利用替换的不同技术来沉积材料,例如,融化的聚合物的挤出,类似液体或糨糊的材料的基于压力的分配系统。
由此,AM设备在将被占据的目标位置中分配建造材料,而在其它目标位置留下空白。设备通常包括多个分配头,每个分配头可被配置成分配不同建造材料。由此,不同目标位置可被不同建造材料占据。在本发明的各种示例性实施例中,设备包括配置用于执行光栅扫描的一个或多个分配头以及配置用于执行矢量扫描的一个或多个分配头。配置用于执行光栅扫描的头所分配的一个或多个建造材料可不同于矢量头分配的一个或多个建造材料。可替换地,光栅扫描头分配的一个或多个建造材料可以与矢量头分配的一个或多个材料相同。
建造材料的类型可被分成两个主要类别:造型材料和支撑材料。支撑材料作为用于在制造期间支撑对象或对象部分和/或用于其它目的的支撑矩阵或建造物,例如,提供中空或多孔对象。支撑建造物还可以额外地包括造型材料元素,例如用于更好的支撑强度。
造型材料通常是被构想用于增材制造并能够通过自己(即,无须被混合或组合任意其它物质)形成三维对象的成分。
最终的三维对象由造型材料或多个材料或造型和支撑材料的组合或其改型(例如,固化后)制成。所有这些操作对于固体无模成型领域的技术人员都是已知的。
当设备包括多于一个的配置用于光栅扫描的分配头时,这些分配头中的至少一个优选地分配造型材料,并且这些分配头中的至少一个优选地分配支撑材料。
根据本发明的一些实施例中,设备包括配置用于光栅扫描的几个分配头以及配置用于矢量扫描的单个分配头。可替换地,设备可包括用于矢量扫描的几个分配头。
光栅扫描头和矢量扫描头可在物理上彼此附接,或者它们可被配置成独立运动。当光栅扫描头和矢量扫描头在物理上彼此附接时,依次地或者间歇地执行光栅和矢量扫描。当光栅扫描头和矢量扫描头被配置成独立运动时,光栅和矢量扫描可同时地、部分同时地、间歇地或以交替方式执行。
在本发明的一些示例实施例中,通过分配两种或更多造型材料制造对象,每个材料来自AM的不同分配头。根据对象的期望特性来选择层内的材料以及材料组合。
图1A-C图示了根据本发明一些实施例的适合于对象12的AM的系统10的代表性非限制性示例。
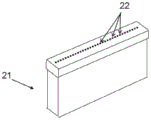
系统10包括具有分配单元21的增材制造设备14,分配单元21包括多个分配头21a-d。可选地,分配单元21包括配置用于执行光栅扫描的两个头以及配置用于执行矢量扫描的头,例如如图1A所示。可替换地,分配单元21可仅仅包括配置用于执行光栅扫描的头。在系统10的不同示例中,单元21包括多个分配头21a-c,配置用于执行矢量扫描沉积的分开的头23处于单元21外部,如图1B所示。
每个头至少包括一个喷嘴,通过该喷嘴分配建造材料24。优选地,一个或多个头(例如,光栅扫描头)包括喷嘴22的阵列,如图1C所示。
优选地,但不是必须的,设备14是三维打印设备,在该情况下分配头是打印头,建造材料通过喷墨技术分配。该需求并非必须的情况,这是因为对于一些应用,增材制造设备并非必须要采用三维打印技术。本发明的各种示例实施例构想出来的增材制造设备的代表性示例包括但不限于基于粉的粘合剂喷射的设备、熔融沉积造型设备和熔融材料沉积设备。
每个分配头是可选择地,而且优选地经由建造材料储藏器供料,储藏器可选择地包括温度控制单元(例如,温度传感器和/或加热装置)以及材料水平传感器。为了分配建造材料,电压信号被提供给分配头以选择性地经由分配头喷嘴沉积材料的液滴,例如,在压电喷墨打印技术中。每个头的分配速率取决于喷嘴数量、喷嘴类型以及施加的电压信号速率(频率)。这样的分配头对于固体无模成型领域的技术人员是已知的。
优选地,但不是必须的,配料喷嘴或喷嘴阵列的总数被选择成使得大约一半的配料喷嘴被设计用于分配支撑材料并且大约一半的配料喷嘴被设计用于分配造型材料。
根据本发明的一些实施例中,支撑配料喷嘴的数量大约等同于设计用于分配造型材料的喷嘴的数量。当存在两种造型材料时,支撑喷嘴的数量优选地是喷嘴总数的三分之一。
但是,应该理解的是,并不打算限制本发明的范围,造型材料沉积头(造型头)的数量以及支撑材料沉积头(支撑头)的数量可以不同。
设备14还可包括固化单元,其可包括一个或多个辐射源26,例如,辐射源26可以是紫外光或者可见光或红外光灯、或者其它电池辐射源、或者电子束源,具体取决于所使用的造型材料。辐射源26用于固化或凝固固化造型材料。
优选地,分配头和辐射源安装在框或块28中,框或块28优选地可在作为工作表面的托盘30上操作或来回运动。矢量扫描打印头可安装在块28中或者是一个独立的单元,如图1B所示。根据常规,托盘30被放置在X-Y平面上。优选地,托盘30被配置成垂直移动(沿Z方向),通常向下移动。在本发明的各种示例性实施例中,设备14还包括一个或多个矫平装置32,例如滚筒34。矫平装置32用于在新形成的层上形成后续层之前拉直、矫平和/或建立新形成的层的厚度。矫平装置32优选地包括废料收集装置36,用于矫平期间产生的收集材料。废料收集装置36可包括将材料传递至废料池或废料盒的任意机构。
在使用时,系统10的分配头根据预定扫描模式(光栅扫描或矢量扫描)移动,并且在它们通过托盘30上方的过程中按照预定配置有选择地分配建造材料。建造材料通常包括一个或多个类型的支撑材料以及一个或多个类型的造型材料。单元21的分配头的通过之后是辐射源26对(多种)造型材料的固化。分配头的通过之后还可以是将由此形成的层进行拉直的矫平装置32。
一旦完成该层,托盘30根据随后将要打印的层的期望厚度,沿Z方向下降至预定Z水平。以逐层方式重复程序以形成三维对象12。可替换地,托盘30可在完成该层之前被放置在Z方向上,例如,介于光栅扫描期间单元21的分配头的往返通过之间。
系统10可选择地并优选地包括建造材料供应设备50,其包括建造材料容器或者仓盒并将多个建造材料提供给制造设备14。
控制单元或控制器52控制制造设备14,并且可选择地并优选地还控制供应设备50。控制单元52选择地与数据处理器54通信,数据处理器54传输基于计算机对象数据(例如,计算机可读介质上的标准镶嵌语言(STL)格式的CAD配置等)的与制造指令有关的数字数据。通常,控制单元52控制提供给每个分配头或喷嘴阵列的电压、各个分配头中的建造材料的温度中的至少一个。控制单元52还选择各个分配头的扫描模式。
一旦制造数据被载入控制单元52,其可操作而无需用户干预。在一些实施例中,控制单元52接收来自操作人员的其它输入,例如,与单元52通信的利用数据处理器54或利用用户接口16。用户接口16可以具有本领域已知的任意类型,例如但是不限于键盘、触摸屏等。例如,控制单元52可接收作为其它输入的一个或多个建造材料类型和/或属性,例如但是不限于颜色、特性畸变和/或变迁温度、粘性、电特性、磁特性。还可以构想出其它属性和属性组。
一些实施例构想出通过从不同分配头分配不同材料来制造对象。这些实施例提供了除其它能力之外的从给定数量的材料中选择材料并定义所选材料的期望组合及其特性或属性的能力。根据本实施例,相对于层的每个材料沉积单独空间位置被定义,从而要么用于使得不同材料对不同三维空间位置的占据,要么用于用于使得两个或更多不同材料占据基本相同三维位置或相邻三维位置以允许在层内后沉积材料的空间组合,从而在各自的(多个)位置形成混合材料。
可以构想出造型材料的任何后沉积组合或混合。例如,一旦分配了特定材料,可以保持其初始特性。但是,在与另一造型材料或分配在相同或邻近位置的其它分配材料同时分配时,形成了与分配的材料具有不同特性的组合材料。
由此,本实施例使得能够沉积较宽范围的材料组合,使得能够根据对象的每个部分的期望特性来制造对象的不同部分可能由材料的多种不同组合构成的对象。
能够分配多个造型材料和造型材料组合的系统的原理和操作的其它细节可以在美国申请公开No.20100191360(其内容通过引用并入本文)找到。
当AM是通过三维打印执行的时候,建造材料的粘性优选地足够低(例如,20cps或者更低)以允许通过喷墨技术来进行分配。在AM技术中,有利地使用UV固化材料作为建造材料,这是因为这种材料受益于增强的特性。这些类型的材料通常在沉积之前被加热以降低它们的粘性。
可使用其它类型的建造材料(例如导电材料或墨水等)。在一些实施例中,导电墨水材料或墨水包含足够量的低粘性的挥发性溶剂,因此在分配之前,可在室温下、或者在低于40℃的温度下、或者在低到使得分配器/喷嘴处没有明显的溶剂挥发的温度下沉积。
例如,一般通过在溶剂中分配导电材料的微粒来产生导电墨水,例如但是不限于银或导电聚合物材料(例如,PDOT-PSS)。
电导率随着溶剂中的导电微粒的含量增大而增大。由此,利用高含量的导电微粒,可以实现高电导率。通过将几个导电微粒融合在一起可以进一步增大导电率。由于这些操作增大了墨水的粘性,所以利用大量将被原位蒸发掉的挥发性溶剂来制备导电墨水。
本发明的发明人发现,由于溶剂过早挥发而建造材料仍旧处于分配头中,所以将低粘度溶剂暴露至高温下是有问题的。本发明的发明人还发现,高温还可能损坏建立对象所基于的基底,例如,当基底是聚合物时。
因此,本发明的发明人已经认识到,在同一温度下对低温下太粘的UV固化材料以及包括挥发性溶剂的建造材料两者进行分配是有问题的。
通过其中在高温(例如,高于60℃或高于65℃或高于70℃或高于75℃或至少80℃)下分配一个建造材料并在低温(例如,低于40℃或低于35℃或低于30℃)下分配另一建造材料的技术,已经创造性地解决了上述问题。
这可以通过单独地控制每个建造材料的温度同时载入各个分配头来完成。由此,在本发明的各种示例性实施例中,控制器52在不同温度下至少保持两个分配头。可选择地而且优选地,控制器52实现更高温度下建造材料的分配的光栅扫描、以及更低温度下建造材料的分配的矢量扫描。可替换地,在光栅扫描期间分配更高温度下的建造材料以及更低温度下的建造材料。
在本发明的一些实施例的方面中,提供了一种适用于三维对象的增材制造的方法。可利用AM系统(例如,系统10)来执行该方法。方法包括依次形成多个层,根据对象的截面的形状来形成每个层的图案。在本发明的各种示例性实施例中,通过执行光栅扫描以分配至少第一建造材料成分以及执行矢量扫描以分配至少第二建造材料成分来形成至少一个层。如上所述,矢量和光栅扫描可依次进行的或者至少部分同时的。
第一和第二建造材料成分之一或者两者可选择地并且优选地包括UV固化组分。在一些实施例中,第一建造材料成分不同于第二建造材料成分。例如,第一建造材料成分可总体不导电,而第二建造材料可总体导电。
就此处的使用而言,"总体不导电"指的是室温下导电率小于1S/m或小于0.1S/m或小于0.01S/m或小于10-3S/m或小于10-4S/m或小于10-5S/m。
就此处的使用而言,"总体导电"指的是室温下导电率至少1S/m或至少10S/m或至少100S/m或至少1000S/m或至少10,000S/m或至少100,000S/m。
根据需要,可在相同或者不同温度下分配第一和第二建造材料成分。例如,第二建造材料成分可以是包括挥发性溶剂(例如,水)的UV固化材料,第一建造材料成分可以是没有挥发性溶剂或者具有减少的量的挥发性溶剂的UV固化材料。在这些实施例中,可以在比第一建造材料成分的分配温度低的温度(例如,至少低20℃)下分配第二建造材料成分。分配之后,溶剂可从第二建造材料蒸发出去。
矢量扫描有助于打印导电"轨迹",例如连续的长条结构,这是因为矢量沉积头可能在其平行于XY平面的运动中持续沉积导电材料。矢量分配头可布置在与光栅分配头分离或邻近的位置,并且与光栅头分离地或者接触地在制造区域上方移动,而且分配材料与光栅分配分离并实质同时地或依次进行,这取决于层中是否存在导电轨迹及其空间位置。例如,光栅分配头可扫描并有选择地分配建造材料(例如不导电材料)以形成层,之后是另一材料(例如导电材料)在层内的预定空间位置中的选择性矢量分配,以形成层的导电轨迹或图案。
矢量扫描沿被选择来形成层中的至少一个结构的路径进行。例如,结构可以是长条结构。
术语"长条结构"指的是三维主体,其中其一个尺寸比另两个尺寸中的任意一个都大至少2倍,更优选地至少10倍,更优选地至少100倍,例如,至少500倍。长条固体结构的最大尺寸在此被称为纵向尺寸,而且该尺寸在此被称为横向尺寸。
图2A图示了层60中通过矢量扫描形成的多个长条结构62的代表性示例。
结构还可以至少部分地围绕被所述第一建造材料填充的区域的边线结构。图2B图示了层60中通过矢量扫描形成的边线结构66的代表性示例。
结构还可是层间连接结构。在这些实施例中,结构优选地相对于层的总体较小(例如,小1%)。图2C图示了连接两个层60和70的层间结构68的代表性示例。
结构还可以嵌入由所述光栅扫描形成的区域中。例如,再次参考图2A,可通过光栅扫描形成层60的主区域72,其中结构62可嵌入区域72中。
结构还可以处于层的外周。图2D图示例该实施例,其中示出了层60以及在其外周的结构74。
可在形成对象的层的任意层中进行光栅和矢量扫描的组合。具体地,在一些实施例中针对多个层中的内层执行光栅和矢量扫描的组合,在一些实施例中针对最上层执行光栅和矢量扫描的组合,而且在一些实施例中针对最下层执行光栅和矢量扫描的组合。根据需要,还可以在多个层中执行光栅和矢量扫描的组合。
现在参考图3,图3是根据本发明一些实施例的制品80的示意图。
制品80通常包括由不导电材料制成并经由三维打印制造的多个层60(图3的俯视图中仅仅示出了一层),其中这些层中的至少一个层包括由导电材料制成的导线的图案82。图案82可沉积至或嵌入不导电材料的区域84。可通过上述系统10和/或方法制造制品80。
根据本发明的一些实施例中,制品80是电路,例如,电路板。图4是设备90的示意图,其包括电路80。设备90通常是但是不是必须是大规模电子设备。适合于本发明的设备的代表性示例包括但不限于光电子系统,显示系统(例如,主动矩阵显示系统)、投影显示系统,传感器、识别标签、存储介质、智能卡(例如,微处理器卡,密码卡,ATM卡、被称为S IM卡的客户身份识别模块卡)、以及投影显示器、电池。设备90还可以是电子组件,例如二极管系统或晶体管系统。
在一些实施例中,从具体分配器施加并沉积哪些沉积后可固化的材料,例如UV固化材料。此外,从另一些分配器施加并沉积不固化的材料,例如电解液。此外,还使用了沉积后产生导电材料的材料。所有材料可一起使用来构建单个装置,例如,电池。
可以预期的是,在从本申请衍生的专利的有效期内,会有许多相关电子设备(尤其是在大规模电子设备领域内)被开发出来,术语“设备”的范围旨在先验地包括所有这些新的技术。
由计算机实施本发明实施例的方法的一个或多个操作。实施本发明实施例的计算机程序实现方法总地发布给发布媒体(例如但不限于软盘、CD-ROM、闪存装置和便携式硬盘)的用户。从发布媒体中,计算机程序可被拷贝至硬盘或类似中间存储装置。计算机程序可这样运行,即,从其发布媒体或其中间存储装置将计算机指令载入执行计算机的存储器,并将计算机配置成根据本发明的方法来工作。所有这些操作对于计算机系统领域的技术人员是公知的。
本发明实施例的计算机实现方法能以多种形式体现。例如,可以在诸如用于执行方法操作的计算机之类的有形介质中实体化。可以在包含用于执行方法操作的计算机可读指令的计算机可读介质上实体化。还可以在具有配置用于运行有形介质上的计算机程序或执行计算机可读介质上的指令的数字计算机性能的电子设备中实体化。
可以预期的是,在从本申请衍生的专利的有效期内,会有许多用于AM的相关造型材料被开发出来,术语“造型材料”的范围旨在先验地包括所有这些新的技术。
就此处的使用而言,术语“大约”指的是±10%。
词语"示例性"在此被用来表示"作为示例、实例或说明"。描述为"示例性"的任意实施例都无须必然被解释为比其它实施例更优或更有利和/或排除来自其他实施例的特征的并入。
词语"选择性地"在此用来表示"在一些实施例中配置了但是在另一些实施例中没有配置"。本发明的任意具体实施例可包含多个"可选的"特征,除非这些特征冲突。
术语"包括"、"包括有"、"包含"、"包含有"、“具有”及其组合表示"包括当不限于"。
术语“由…构成"表示“包括并限于”。
术语"主要由…构成"表示成分、方法或结构可包括附加的元素、步骤和/或部分,但是前提是附加的元素、步骤和/或部分不会实质地改变所要求保护的成分、方法或结构的基本的新颖的特征。
就此处的使用而言,单数形式"一个"、"一种"以及"该"包括复数基准,除非上下文明确表示相反意思。例如,术语"一种化合物"、"至少一种"可能包括多个化合物,包括其混合物。
在整个申请中,本发明的各种实施例也可能以范围的形式呈现。应该理解的是,范围形式的说明仅仅出于方便和简洁的目的,而不被解释为对本发明的范围的僵化的限制。由此,范围的描述应该被认为具有具体公开的所有可能的从属范围以及该范围内的单独数值。例如,诸如从1至6之类的范围的描述应该被理解为具有具体公开的从属范围(例如,从1至3,从1至4,从1至5,从2至4,从2至6,从3至6等)以及该范围内的单独数值,例如,1、2、3、4、5和6。这些与范围的广度无关。
只要在此表示了数值范围,则它意味着包括所示范围内任意引用的数值(小数或整数)。短语第一指示值和第二指示值“内的范围/之间的范围”以及从第一指示值“至”第二指示值的“范围”在此以可互换地方式用来表示包括第一和第二指示值以及它们之间的所有小数或整数。
应该理解的是,为了清晰的目的而在分开的实施例的环境中描述的本发明的具体特征,可以组合地提供在单个实施例中。反之,出于简化的目的而在单个实施例的环境中描述的本发明的各种特征,也可单独提供、或者以任何适当的次级组合的方式提供、或者适当时在本发明描述的任意其它实施例中提供。各种实施例的环境中描述的具体特征不被认为是这些实施例的必要技术特征,除非该实施例在没有这些元素的情况下不可操作。
虽然已经结合本发明的具体实施例描述了本发明,但是显然,许多替换、变型和修改对于本领域技术人员来说是明显的。由此,落入所附权利要求的精神和广义范围的所有替换、变型和修改均包含在本发明内。
按照与具体地并单独地指出每个单独的出版物、专利和专利申请在此通过引用并入本说明书的程度相同的程度,说明书中提到的所有出版物、专利和专利申请在此通过引用整体并入本说明书。此外,说明书中对任何参考文献的引用或认同不应该理解成承认该参考文献可用作本发明的现有技术。就使用了段落标题而言,它们不应该被解释为必要的限制。
Claims (12)
1.一种三维对象的增材制造方法,所述方法包括:
依次形成多个层,根据对象的截面的形状来形成每个层的图案,由此形成对象;
其中对于所述多个层中的至少一个层,所述层的所述形成包括在第一温度下分配至少第一建造材料成分以及在低于所述第一温度的第二温度下分配至少第二建造材料成分;
其中所述第一温度高于60℃,所述第二温度低于40℃,其中所述第二建造材料成分包含挥发性溶剂,并且其中所述第一建造材料成分不含挥发性溶剂。
2.根据权利要求1所述的方法,其中所述第一温度高于65℃。
3.根据权利要求1和2之一所述的方法,其中所述第一建造材料成分总体上不导电,而且所述第二建造材料总体上导电。
4.根据权利要求1和2之一所述的方法,其中所述分配所述第一建造材料成分以光栅扫描为特征。
5.根据权利要求1和2之一所述的方法,其中所述分配所述第二建造材料成分以光栅扫描为特征。
6.根据权利要求1和2之一所述的方法,其中所述分配所述第二建造材料成分以矢量扫描为特征。
7.根据权利要求6所述的方法,其中所述矢量扫描沿被选择以形成从组中选出的至少一个结构的路径进行,所述组由下述结构组成:(i) 长条结构,(ii) 至少部分地围绕被所述第一建造材料填充的区域的边线结构以及(iii) 层间连接结构。
8.根据权利要求1和2之一所述的方法,其中所述第一建造材料成分和所述第二建造材料成分的至少一者被UV固化。
9.根据权利要求1和2之一所述的方法,其中所述分配所述第一建造材料成分是通过第一分配头进行的,并且所述分配所述第二建造材料成分是通过第二分配头进行的,并且其中所述方法包括将所述第一分配头和所述第二分配头保持在不同的温度。
10.根据权利要求9所述的方法,其中,所述将所述第一分配头和所述第二分配头保持在不同温度是由同一增材制造系统的控制器进行的。
11.根据权利要求1和2之一所述的方法,其中所述分配所述第一造材料成分是通过第一分配头进行的,并且所述分配所述第二建造材料成分是通过第二分配头进行的,并且其中所述方法包括:
当所述第一建造材料成分装载到所述第一分配头时单独控制所述第一温度,当所述第二建造材料成分装载到所述第二分配头时单独控制所述第二温度。
12.根据权利要求1和2之一的方法,其中所述分配所述第一建造材料成分以光栅扫描为特征,并且所述分配所述第二建造材料成分以矢量扫描为特征。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201161476275P | 2011-04-17 | 2011-04-17 | |
| US61/476,275 | 2011-04-17 | ||
| CN201280023976.XA CN103747943B (zh) | 2011-04-17 | 2012-04-17 | 用于对象的增材制造的系统和方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201280023976.XA Division CN103747943B (zh) | 2011-04-17 | 2012-04-17 | 用于对象的增材制造的系统和方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN108058373A CN108058373A (zh) | 2018-05-22 |
| CN108058373B true CN108058373B (zh) | 2021-03-16 |
Family
ID=46172830
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201710358660.0A Active CN108058373B (zh) | 2011-04-17 | 2012-04-17 | 用于对象的增材制造的系统和方法 |
| CN201280023976.XA Active CN103747943B (zh) | 2011-04-17 | 2012-04-17 | 用于对象的增材制造的系统和方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201280023976.XA Active CN103747943B (zh) | 2011-04-17 | 2012-04-17 | 用于对象的增材制造的系统和方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (5) | US9649811B2 (zh) |
| EP (1) | EP2699406B1 (zh) |
| JP (3) | JP6000334B2 (zh) |
| CN (2) | CN108058373B (zh) |
| ES (1) | ES2777174T3 (zh) |
| HK (1) | HK1252019A1 (zh) |
| IL (1) | IL228914B (zh) |
| WO (1) | WO2012143923A2 (zh) |
Families Citing this family (97)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2777174T3 (es) | 2011-04-17 | 2020-08-04 | Stratasys Ltd | Sistema y método para la fabricación aditiva de un objeto |
| US9473760B2 (en) * | 2012-08-08 | 2016-10-18 | Makerbot Industries, Llc | Displays for three-dimensional printers |
| US8961167B2 (en) | 2012-12-21 | 2015-02-24 | Stratasys, Inc. | Automated additive manufacturing system for printing three-dimensional parts, printing farm thereof, and method of use thereof |
| US9216544B2 (en) | 2012-12-21 | 2015-12-22 | Stratasys, Inc. | Automated additive manufacturing system for printing three-dimensional parts, printing farm thereof, and method of use thereof |
| US9533451B2 (en) | 2013-03-15 | 2017-01-03 | 3D Systems, Inc. | Direct writing for additive manufacturing systems |
| WO2014179679A1 (en) * | 2013-05-03 | 2014-11-06 | United Technologies Corporation | Method of eliminating sub-surface porosity |
| JP2016531770A (ja) * | 2013-06-24 | 2016-10-13 | プレジデント アンド フェローズ オブ ハーバード カレッジ | 印刷3次元(3d)機能部品および製造方法 |
| JP6145333B2 (ja) * | 2013-06-26 | 2017-06-07 | 矢崎総業株式会社 | 防食部成形方法 |
| DE102013220578A1 (de) * | 2013-10-11 | 2015-04-16 | Arburg Gmbh + Co. Kg | Dreidimensionaler Gegenstand mit selbsttragend hergestellter Wandung |
| TW201522013A (zh) * | 2013-12-12 | 2015-06-16 | 三緯國際立體列印科技股份有限公司 | 立體列印裝置 |
| EP2887011B1 (de) | 2013-12-20 | 2017-02-08 | Hexagon Technology Center GmbH | Koordinatenmessmaschine mit hochpräziser 3D-Druckfunktionalität |
| US9011136B1 (en) * | 2014-02-19 | 2015-04-21 | Massivit 3D Printing Technologies Ltd | Additive manufacturing device |
| WO2015145439A1 (en) | 2014-03-25 | 2015-10-01 | Stratasys Ltd. | Method and system for fabricating cross-layer pattern |
| TWI491496B (zh) * | 2014-05-08 | 2015-07-11 | 三緯國際立體列印科技股份有限公司 | 立體列印裝置及其列印校正板與立體列印校正方法 |
| US10052824B2 (en) * | 2014-05-13 | 2018-08-21 | Massachusetts Institute Of Technology | Systems, devices, and methods for three-dimensional printing |
| DE102014007562B4 (de) * | 2014-05-22 | 2017-02-23 | Hendrik John | Verfahren zur Herstellung von dreidimensionalen Formteilen mit integrierter Leiterbildstruktur durch Additive Manufacturing |
| CN104411122B (zh) * | 2014-05-31 | 2017-10-20 | 福州大学 | 一种多层柔性电路板的3d打印方法 |
| CN104407726B (zh) * | 2014-05-31 | 2017-09-22 | 福州大学 | 一种集成触摸功能显示屏及其制造方法 |
| CN104461211B (zh) * | 2014-05-31 | 2017-07-04 | 福州大学 | 一种电阻式触摸屏的3d制造方法 |
| CN104057611B (zh) * | 2014-06-05 | 2016-03-23 | 浙江大学 | 一种基于扫描线倾角优化的3d打印填充路径生成方法 |
| US9833802B2 (en) * | 2014-06-27 | 2017-12-05 | Pulse Finland Oy | Methods and apparatus for conductive element deposition and formation |
| JP2017530251A (ja) * | 2014-07-09 | 2017-10-12 | アプライド マテリアルズ インコーポレイテッドApplied Materials,Incorporated | 付加製造における、層別加熱、ライン別加熱、プラズマ加熱、及び複数の供給材料 |
| ES2733085T3 (es) * | 2014-07-13 | 2019-11-27 | Stratasys Ltd | Método y sistema para impresión 3D rotacional |
| US20160052056A1 (en) * | 2014-08-22 | 2016-02-25 | Arcam Ab | Enhanced electron beam generation |
| JP6396723B2 (ja) * | 2014-08-25 | 2018-09-26 | 株式会社ミマキエンジニアリング | 液滴吐出装置及び液滴吐出方法 |
| US9656428B2 (en) * | 2014-09-09 | 2017-05-23 | Disney Enterprises, Inc. | Three dimensional (3D) printed objects with embedded identification (ID) elements |
| US20160092041A1 (en) * | 2014-09-29 | 2016-03-31 | Madesolid, Inc. | System and method to facilitate material selection for a three dimensional printing object |
| US11458539B2 (en) * | 2014-11-24 | 2022-10-04 | Additive Industries B.V. | Apparatus for producing an object by means of additive manufacturing |
| US10173409B2 (en) | 2014-12-01 | 2019-01-08 | Sabic Global Technologies B.V. | Rapid nozzle cooling for additive manufacturing |
| FR3029838A1 (fr) * | 2014-12-11 | 2016-06-17 | Centre Nat Rech Scient | Procede de fabrication additive d'un objet mecatronique 3d |
| FR3030903B1 (fr) * | 2014-12-18 | 2018-04-20 | Commissariat A L'energie Atomique Et Aux Energies Alternatives | Procede de realisation d'un dispositif de communication radio frequence |
| US9610733B2 (en) | 2015-01-06 | 2017-04-04 | Stratasys, Inc. | Additive manufacturing with soluble build sheet and part marking |
| US11090860B2 (en) * | 2015-03-06 | 2021-08-17 | Signify Holding B.V. | 3D printing of graphene (oxide) composites |
| US20180050486A1 (en) * | 2015-03-17 | 2018-02-22 | Philipds Lighting Holdsing B.V. | Making 3d printed shapes with interconnects and embedded components |
| US11191167B2 (en) | 2015-03-25 | 2021-11-30 | Stratasys Ltd. | Method and system for in situ sintering of conductive ink |
| WO2016171717A1 (en) * | 2015-04-24 | 2016-10-27 | Hewlett-Packard Development Company, L.P. | Three-dimensional object representation |
| CN105094088A (zh) * | 2015-06-04 | 2015-11-25 | 周建钢 | 一种在流水线上大规模定制个性化产品的方法及设备 |
| CN106273521A (zh) * | 2015-06-05 | 2017-01-04 | 成都金采科技有限公司 | 一种多轴多喷嘴的3d打印机 |
| CN104943176B (zh) * | 2015-06-23 | 2017-04-12 | 南京信息工程大学 | 基于图像识别技术的3d打印机及其打印方法 |
| WO2017009830A1 (en) | 2015-07-13 | 2017-01-19 | Stratasys Ltd. | Operation of printing nozzles in additive manufacture and aparatus for cleaning printing nozzles |
| EP3261790B1 (en) | 2015-07-24 | 2020-09-02 | Hewlett-Packard Development Company, L.P. | Three-dimensional (3d) printing |
| CN108025359B (zh) * | 2015-07-24 | 2019-11-22 | 惠普发展公司,有限责任合伙企业 | 用于三维(3d)打印的稳定化液体功能材料 |
| CN108351908B (zh) * | 2015-08-28 | 2021-08-10 | 物化股份有限公司 | 在增材制造中的自支撑 |
| WO2017035584A1 (en) * | 2015-08-31 | 2017-03-09 | LAZAREVIC, Steven | Reinforced additive manufacturing process for the manufacture of composite materials |
| FI129702B (en) | 2015-10-09 | 2022-07-15 | Inkron Ltd | A material suitable for three-dimensional printing and a method for making a 3D-printed product |
| JP6718132B2 (ja) * | 2015-11-06 | 2020-07-08 | セイコーエプソン株式会社 | 三次元構造物の製造方法及びその製造装置 |
| WO2017088134A1 (en) | 2015-11-25 | 2017-06-01 | Siemens Product Lifecycle Management Software Inc. | System and method for modeling of parts with lattice structures |
| CN106926465A (zh) * | 2015-12-31 | 2017-07-07 | 周宏志 | 一种控制增材制造应力变形的分段扫描路径生成方法 |
| JP6682878B2 (ja) * | 2016-01-25 | 2020-04-15 | 富士ゼロックス株式会社 | 造形装置 |
| CN105690764B (zh) * | 2016-01-29 | 2017-09-01 | 北京工业大学 | 实现并行打印的喷头装置及3d打印方法 |
| WO2017142506A1 (en) * | 2016-02-15 | 2017-08-24 | Hewlett-Packard Development Company, L.P. | Build material supply for additive manufacturing |
| CN105657389B (zh) * | 2016-03-22 | 2018-05-18 | 耿得力 | 一种光投影装置及其校准方法 |
| CN105881897B (zh) * | 2016-03-30 | 2017-10-27 | 宁波大学 | 三维打印中喷头的最优移动路径规划方法 |
| EP3389994B1 (en) | 2016-04-04 | 2020-05-27 | Hewlett-Packard Development Company, L.P. | Definition of a shield feature for additive manufacture |
| EP3442781B1 (en) | 2016-04-15 | 2022-02-09 | Hewlett-Packard Development Company, L.P. | Material sets |
| KR101773717B1 (ko) * | 2016-07-08 | 2017-08-31 | 국방과학연구소 | 3차원 유연 복합재 구동기 프린터 |
| WO2018017096A1 (en) | 2016-07-21 | 2018-01-25 | Hewlett-Packard Development Company, L.P. | Additively formed 3d object with conductive channel |
| DE102016213609A1 (de) * | 2016-07-25 | 2018-01-25 | Eos Gmbh Electro Optical Systems | Verfahren und Vorrichtung zur Ermittlung der Bauteilqualität |
| US10901386B2 (en) * | 2016-09-06 | 2021-01-26 | Continuous Composites Inc. | Systems and methods for controlling additive manufacturing |
| CN108367487B (zh) * | 2016-10-17 | 2020-05-19 | 瓦克化学股份公司 | 用于生产打印质量提高的聚硅氧烷弹性体制品的方法 |
| BR112019005550B1 (pt) * | 2016-10-27 | 2022-10-04 | Hewlett-Packard Development Company, L.P | Aparelho de fabricação aditiva, método para fabricação aditiva e aparelho de processamento |
| DE102016225289A1 (de) * | 2016-12-16 | 2018-06-21 | Koenig & Bauer Ag | Verfahren zur Herstellung einer Struktur auf einer Trägerplatte |
| DE102016225290A1 (de) * | 2016-12-16 | 2018-06-21 | Koenig & Bauer Ag | Verfahren zur Herstellung einer Struktur auf einer Trägerplatte |
| IT201600128438A1 (it) * | 2016-12-20 | 2018-06-20 | Gimac Di Maccagnan Giorgio | Sistema per processi di additive manufacturing e relativo metodo di controllo |
| CN106493939B (zh) * | 2016-12-22 | 2019-03-19 | 青岛理工大学 | 嵌入式电子产品的3d打印方法及3d打印机 |
| US20180186073A1 (en) * | 2017-01-03 | 2018-07-05 | General Electric Company | Additive manufacturing systems including a particulate dispenser and methods of operating such systems |
| US10857726B2 (en) | 2017-01-24 | 2020-12-08 | Continuous Composites Inc. | Additive manufacturing system implementing anchor curing |
| DE102017000744A1 (de) | 2017-01-27 | 2018-08-02 | Friedrich-Alexander-Universität Erlangen-Nürnberg | Verfahren zur Herstellung eines elektronischen oder elektrischen Systems sowie nach dem Verfahren hergestelltes System |
| JP6868406B2 (ja) * | 2017-01-31 | 2021-05-12 | 株式会社ミマキエンジニアリング | 立体物造形装置 |
| CN106926452B (zh) * | 2017-03-02 | 2019-05-21 | 西安交通大学 | 一种用于材料挤出成形的多功能3d打印头及其使用方法 |
| CN106985390B (zh) * | 2017-04-20 | 2019-01-01 | 南京师范大学 | 一种基于三维打印机打印电机绕组的装置及其方法 |
| WO2018199943A1 (en) * | 2017-04-26 | 2018-11-01 | Hewlett-Packard Development Company, L.P. | Printing conductive elements |
| RU177332U1 (ru) * | 2017-05-31 | 2018-02-15 | Общество с ограниченной ответственностью "Центр аддитивных технологий" | Печатающий блок 3d-принтера |
| US11260599B2 (en) | 2017-07-28 | 2022-03-01 | Hewlett-Packard Development Company, L.P. | Modulating a three-dimensional printer system based on a selected mode |
| WO2019021292A1 (en) * | 2017-07-28 | 2019-01-31 | Stratasys Ltd. | METHOD AND SYSTEM FOR MANUFACTURING AN OBJECT HAVING PROPERTIES OF A BLOOD VESSEL |
| US11745426B2 (en) * | 2017-11-10 | 2023-09-05 | General Electric Company | Scan field variation for additive manufacturing |
| CN111356574A (zh) * | 2017-12-22 | 2020-06-30 | 惠普发展公司,有限责任合伙企业 | 三维对象中的编码 |
| WO2019130292A1 (en) * | 2017-12-28 | 2019-07-04 | Stratasys Ltd. | Method and system for additive manufacturing of peelable sacrificial structure |
| US10595440B2 (en) | 2018-03-02 | 2020-03-17 | Northrop Grumman Systems Corporation | Thermal gasket with high transverse thermal conductivity |
| US11203156B2 (en) | 2018-08-20 | 2021-12-21 | NEXA3D Inc. | Methods and systems for photo-curing photo-sensitive material for printing and other applications |
| WO2020065655A1 (en) | 2018-09-28 | 2020-04-02 | Stratasys Ltd. | Three-dimensional inkjet printing of a thermally stable object |
| WO2020065654A1 (en) * | 2018-09-28 | 2020-04-02 | Stratasys Ltd. | Method for additive manufacturing with partial curing |
| AU2019377511B2 (en) | 2018-11-09 | 2024-02-01 | NEXA3D Inc. | Three-dimensional printing system |
| EP3898195A4 (en) * | 2018-12-20 | 2022-01-19 | Jabil Inc. | APPARATUS, SYSTEM AND METHOD FOR COMBINING ADDITIVE MANUFACTURING PRINTING TYPES |
| US11675853B2 (en) * | 2018-12-28 | 2023-06-13 | Nbcuniversal Media, Llc | Systems and methods for processing metadata |
| US11498283B2 (en) * | 2019-02-20 | 2022-11-15 | General Electric Company | Method and apparatus for build thickness control in additive manufacturing |
| EP3941714B1 (en) | 2019-03-18 | 2023-03-08 | Nexa3D Inc. | Method and system for additive manufacturing |
| US11040487B2 (en) * | 2019-03-27 | 2021-06-22 | Xerox Corporation | Method for operating an extruder in a three-dimensional (3D) object printer to improve layer formation |
| US10967573B2 (en) | 2019-04-02 | 2021-04-06 | NEXA3D Inc. | Tank assembly and components thereof for a 3D printing system |
| CN109986779B (zh) * | 2019-04-09 | 2021-12-28 | 陈俊廷 | 一种电路板的增材制造挤出装置、使用其的增材制造装置及其使用方法 |
| WO2020222762A1 (en) * | 2019-04-29 | 2020-11-05 | Hewlett-Packard Development Company, L.P. | Three-dimensional printing |
| EP3738750B1 (en) * | 2019-05-17 | 2023-05-10 | Markforged, Inc. | 3d printing apparatus and method |
| CN112008976B (zh) * | 2019-05-31 | 2023-01-31 | 西门子股份公司 | 增材制造装置及方法 |
| WO2020263239A1 (en) * | 2019-06-26 | 2020-12-30 | Hewlett-Packard Development Company, L.P. | Geometrical transformations in additive manufacturing |
| CN111347674B (zh) * | 2020-03-30 | 2022-11-22 | 上海市黄浦区劳动技术教育中心 | 电磁矩阵式打印机 |
| IT202000007129A1 (it) * | 2020-04-03 | 2021-10-03 | Marco Zani | Procedimento di realizzazione di un oggetto mediante un dispositivo di manifattura additiva, dispositivo di manifattura additiva e prodotto informatico corrispondenti |
| DE102021208882A1 (de) | 2021-08-13 | 2023-02-16 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung eingetragener Verein | Vorrichtung und Verfahren zur Ausbildung von Funktionselementen an und/oder in Bauteilen |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW511429B (en) * | 2000-05-25 | 2002-11-21 | Oak Mitsui Inc | Process to manufacture tight tolerance embedded elements for printed circuit boards |
| EP1360062A1 (en) * | 2001-02-15 | 2003-11-12 | Vantico Gmbh | Three-dimensional printing |
Family Cites Families (80)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4747069A (en) * | 1985-03-18 | 1988-05-24 | Hughes Aircraft Company | Programmable multistage lensless optical data processing system |
| US4764891A (en) * | 1985-03-18 | 1988-08-16 | Hughes Aircraft Company | Programmable methods of performing complex optical computations using data processing system |
| US4944817A (en) * | 1986-10-17 | 1990-07-31 | Board Of Regents, The University Of Texas System | Multiple material systems for selective beam sintering |
| JP2658341B2 (ja) * | 1989-01-13 | 1997-09-30 | 松下電器産業株式会社 | 厚膜回路の形成装置 |
| JP2715527B2 (ja) * | 1989-03-14 | 1998-02-18 | ソニー株式会社 | 立体形状形成方法 |
| US5002855A (en) * | 1989-04-21 | 1991-03-26 | E. I. Du Pont De Nemours And Company | Solid imaging method using multiphasic photohardenable compositions |
| US6175422B1 (en) * | 1991-01-31 | 2001-01-16 | Texas Instruments Incorporated | Method and apparatus for the computer-controlled manufacture of three-dimensional objects from computer data |
| US6270335B2 (en) * | 1995-09-27 | 2001-08-07 | 3D Systems, Inc. | Selective deposition modeling method and apparatus for forming three-dimensional objects and supports |
| US5943235A (en) * | 1995-09-27 | 1999-08-24 | 3D Systems, Inc. | Rapid prototyping system and method with support region data processing |
| AU7550396A (en) * | 1995-09-27 | 1997-04-17 | 3D Systems, Inc. | Selective deposition modeling method and apparatus for forming three-dimensional objects and supports |
| US6136252A (en) * | 1995-09-27 | 2000-10-24 | 3D Systems, Inc. | Apparatus for electro-chemical deposition with thermal anneal chamber |
| US6347257B1 (en) * | 1995-09-27 | 2002-02-12 | 3D Systems, Inc. | Method and apparatus for controlling the drop volume in a selective deposition modeling environment |
| US6596224B1 (en) * | 1996-05-24 | 2003-07-22 | Massachusetts Institute Of Technology | Jetting layers of powder and the formation of fine powder beds thereby |
| US6357855B1 (en) * | 1996-09-27 | 2002-03-19 | 3D Systems, Inc. | Non-linear printhead assembly |
| US5922364A (en) * | 1997-03-03 | 1999-07-13 | Young, Jr.; Albert C. | Stereolithography layering control system |
| JP4314414B2 (ja) | 1997-06-13 | 2009-08-19 | マサチューセッツ インスティテュート オブ テクノロジー | パウダーのジェッティング層とこれによるファインパウダーベッドの形成 |
| US5902538A (en) * | 1997-08-29 | 1999-05-11 | 3D Systems, Inc. | Simplified stereolithographic object formation methods of overcoming minimum recoating depth limitations |
| ATE434259T1 (de) * | 1997-10-14 | 2009-07-15 | Patterning Technologies Ltd | Methode zur herstellung eines elektrischen kondensators |
| AU1818100A (en) * | 1998-11-12 | 2000-05-29 | Endale G. Haile-Mariam | Desktop projection monitor |
| US6399010B1 (en) * | 1999-02-08 | 2002-06-04 | 3D Systems, Inc. | Method and apparatus for stereolithographically forming three dimensional objects with reduced distortion |
| US6259962B1 (en) | 1999-03-01 | 2001-07-10 | Objet Geometries Ltd. | Apparatus and method for three dimensional model printing |
| US6658314B1 (en) | 1999-10-06 | 2003-12-02 | Objet Geometries Ltd. | System and method for three dimensional model printing |
| US6850334B1 (en) | 2000-01-18 | 2005-02-01 | Objet Geometries Ltd | System and method for three dimensional model printing |
| US20030207959A1 (en) | 2000-03-13 | 2003-11-06 | Eduardo Napadensky | Compositions and methods for use in three dimensional model printing |
| US7300619B2 (en) * | 2000-03-13 | 2007-11-27 | Objet Geometries Ltd. | Compositions and methods for use in three dimensional model printing |
| US6569373B2 (en) | 2000-03-13 | 2003-05-27 | Object Geometries Ltd. | Compositions and methods for use in three dimensional model printing |
| US6682684B1 (en) * | 2000-09-07 | 2004-01-27 | Honeywell International Inc. | Procedures for rapid build and improved surface characteristics in layered manufacture |
| GB0030095D0 (en) | 2000-12-09 | 2001-01-24 | Xaar Technology Ltd | Method of ink jet printing |
| US20020111707A1 (en) * | 2000-12-20 | 2002-08-15 | Zhimin Li | Droplet deposition method for rapid formation of 3-D objects from non-cross-linking reactive polymers |
| US20030151167A1 (en) | 2002-01-03 | 2003-08-14 | Kritchman Eliahu M. | Device, system and method for accurate printing of three dimensional objects |
| JP3975272B2 (ja) | 2002-02-21 | 2007-09-12 | 独立行政法人産業技術総合研究所 | 超微細流体ジェット装置 |
| US6890050B2 (en) * | 2002-08-20 | 2005-05-10 | Palo Alto Research Center Incorporated | Method for the printing of homogeneous electronic material with a multi-ejector print head |
| US20060054039A1 (en) | 2002-12-03 | 2006-03-16 | Eliahu Kritchman | Process of and apparratus for three-dimensional printing |
| AU2003900180A0 (en) * | 2003-01-16 | 2003-01-30 | Silverbrook Research Pty Ltd | Method and apparatus (dam001) |
| EP2292413B1 (en) | 2003-05-01 | 2016-09-07 | Stratasys Ltd. | Rapid prototyping apparatus |
| JP2004358300A (ja) * | 2003-06-02 | 2004-12-24 | Seiko Epson Corp | 液滴吐出装置と液滴吐出方法、及びデバイス製造装置とデバイス製造方法並びに電子機器 |
| US7108733B2 (en) * | 2003-06-20 | 2006-09-19 | Massachusetts Institute Of Technology | Metal slurry for electrode formation and production method of the same |
| JP2005183802A (ja) * | 2003-12-22 | 2005-07-07 | Canon Inc | 電気回路形成装置 |
| US20050263933A1 (en) * | 2004-05-28 | 2005-12-01 | 3D Systems, Inc. | Single side bi-directional feed for laser sintering |
| JP2006253255A (ja) * | 2005-03-09 | 2006-09-21 | Seiko Epson Corp | 配線形成方法及び電子デバイス |
| US7658603B2 (en) | 2005-03-31 | 2010-02-09 | Board Of Regents, The University Of Texas System | Methods and systems for integrating fluid dispensing technology with stereolithography |
| US7700016B2 (en) | 2005-08-02 | 2010-04-20 | Solidscape, Inc. | Method and apparatus for fabricating three dimensional models |
| JP3952480B2 (ja) * | 2005-09-12 | 2007-08-01 | 三共化成株式会社 | 成形回路部品及びその製造方法 |
| US7555357B2 (en) * | 2006-01-31 | 2009-06-30 | Stratasys, Inc. | Method for building three-dimensional objects with extrusion-based layered deposition systems |
| EP2001656B1 (en) * | 2006-04-06 | 2014-10-15 | 3D Systems Incorporated | KiT FOR THE PRODUCTION OF THREE-DIMENSIONAL OBJECTS BY USE OF ELECTROMAGNETIC RADIATION |
| US20080006966A1 (en) * | 2006-07-07 | 2008-01-10 | Stratasys, Inc. | Method for building three-dimensional objects containing metal parts |
| JP2008098280A (ja) | 2006-10-10 | 2008-04-24 | Shinano Kenshi Co Ltd | 電子部品立体成形装置 |
| CA2689675A1 (en) | 2007-02-07 | 2008-08-14 | Mcgill University | Bioceramic implants having bioactive substance |
| JP2008275970A (ja) * | 2007-05-01 | 2008-11-13 | Seiko Epson Corp | 立体/変化画像の形成方法およびインクジェット装置 |
| JP2009006538A (ja) * | 2007-06-27 | 2009-01-15 | Seiko Epson Corp | 三次元造形装置、および三次元造形方法 |
| EP2188114B1 (en) | 2007-07-25 | 2018-09-12 | Stratasys Ltd. | Solid freeform fabrication using a plurality of modeling materials |
| CN201077191Y (zh) * | 2007-08-28 | 2008-06-25 | 杭州宏华数码科技股份有限公司 | 光栅控制喷头架运动和定位的地毯印花机 |
| JP2009124029A (ja) * | 2007-11-16 | 2009-06-04 | Shinshu Univ | インクジェットによる電子回路基板の製造方法 |
| JP2009233573A (ja) * | 2008-03-27 | 2009-10-15 | Seiko Epson Corp | ヘッドユニット、吐出装置、及び吐出方法 |
| US20100021638A1 (en) | 2008-07-28 | 2010-01-28 | Solidscape, Inc. | Method for fabricating three dimensional models |
| US7962237B2 (en) | 2008-08-06 | 2011-06-14 | Objet Geometries Ltd. | Method and apparatus for optimizing a scanning plan in three-dimensional printing |
| JP2010118445A (ja) * | 2008-11-12 | 2010-05-27 | Bridgestone Corp | 薄膜トランジスタ及びその製造方法 |
| JP5540575B2 (ja) * | 2009-06-15 | 2014-07-02 | 日産自動車株式会社 | 双極型二次電池用の集電体、双極型二次電池、組電池、車両、双極型二次電池の制御装置、および双極型二次電池の制御方法 |
| US20100323102A1 (en) * | 2009-06-23 | 2010-12-23 | Xerox Corporation | System and Method for Preparing Conductive Structures Using Radiation Curable Phase Change Gel Inks |
| JP2011054620A (ja) * | 2009-08-31 | 2011-03-17 | Murata Mfg Co Ltd | 多層配線基板の製造方法 |
| WO2011029629A2 (de) * | 2009-09-14 | 2011-03-17 | Meas Deutschland Gmbh | Verfahren zur herstellung eines elektrischen bauteils und elektrisches bauteil |
| US8603612B2 (en) * | 2010-04-22 | 2013-12-10 | Xerox Corporation | Curable compositions for three-dimensional printing |
| WO2012021940A1 (en) * | 2010-08-20 | 2012-02-23 | Zydex Pty Ltd | Apparatus and method for making an object |
| ES2777174T3 (es) | 2011-04-17 | 2020-08-04 | Stratasys Ltd | Sistema y método para la fabricación aditiva de un objeto |
| US9776376B2 (en) * | 2011-08-29 | 2017-10-03 | Impossible Objects, LLC | Methods and apparatus for three-dimensional printed composites based on flattened substrate sheets |
| JP6397420B2 (ja) * | 2012-11-05 | 2018-09-26 | ストラタシス リミテッド | 3d物体の直接インクジェット印刷システムおよび方法 |
| CN105188993A (zh) * | 2013-03-15 | 2015-12-23 | 麦特法布公司 | 用于增材制造装置的料盒和方法 |
| TW201609934A (zh) * | 2014-07-01 | 2016-03-16 | 精工愛普生股份有限公司 | 三維造形用組合物、三維造形物之製造方法及三維造形物 |
| EP3253545B1 (en) * | 2015-02-02 | 2023-07-19 | Massivit 3D Printing Technologies Ltd. | A curing system for printing of 3d objects |
| JP6475328B2 (ja) * | 2015-06-08 | 2019-02-27 | 富士フイルム株式会社 | 3次元印刷用活性光線硬化型インクジェットインクセット、3次元印刷方法、及び、3次元印刷システム |
| GB2555268A (en) * | 2015-06-12 | 2018-04-25 | Chand Mathur Ashok | Method and apparatus of very much faster 3D printer |
| US20180207875A1 (en) * | 2015-07-13 | 2018-07-26 | Stratasys Ltd. | Method and system for 3d printing |
| US11059217B2 (en) * | 2015-11-23 | 2021-07-13 | Frank A. McKiel, Jr. | Method and apparatus for transposing extruded materials to fabricate an object surface |
| JP6782304B2 (ja) * | 2016-04-07 | 2020-11-11 | スリーディー システムズ インコーポレーテッド | 3dプリント用のチオール−エンインク |
| US10926454B2 (en) * | 2016-05-20 | 2021-02-23 | Sartorius Stedim Biotech Gmbh | Dispensing device and system for biological products |
| WO2017223375A1 (en) * | 2016-06-22 | 2017-12-28 | Service King Paint & Body, Llc | Automotive repair systems including three-dimensional (3d) printed attachment parts and methods of use |
| US11148358B2 (en) * | 2017-01-03 | 2021-10-19 | General Electric Company | Methods and systems for vacuum powder placement in additive manufacturing systems |
| US20180281237A1 (en) * | 2017-03-28 | 2018-10-04 | Velo3D, Inc. | Material manipulation in three-dimensional printing |
| US20180296343A1 (en) * | 2017-04-18 | 2018-10-18 | Warsaw Orthopedic, Inc. | 3-d printing of porous implants |
| US11660196B2 (en) * | 2017-04-21 | 2023-05-30 | Warsaw Orthopedic, Inc. | 3-D printing of bone grafts |
-
2012
- 2012-04-17 ES ES12723927T patent/ES2777174T3/es active Active
- 2012-04-17 EP EP12723927.5A patent/EP2699406B1/en active Active
- 2012-04-17 JP JP2014505781A patent/JP6000334B2/ja active Active
- 2012-04-17 US US14/112,252 patent/US9649811B2/en active Active
- 2012-04-17 CN CN201710358660.0A patent/CN108058373B/zh active Active
- 2012-04-17 CN CN201280023976.XA patent/CN103747943B/zh active Active
- 2012-04-17 WO PCT/IL2012/050137 patent/WO2012143923A2/en active Application Filing
-
2013
- 2013-10-16 IL IL228914A patent/IL228914B/en active IP Right Grant
-
2016
- 2016-08-30 JP JP2016167978A patent/JP6317791B2/ja active Active
-
2017
- 2017-04-24 US US15/494,577 patent/US10016937B2/en active Active
-
2018
- 2018-03-30 JP JP2018068439A patent/JP6626149B2/ja active Active
- 2018-05-22 US US15/985,778 patent/US10406752B2/en active Active
- 2018-09-05 HK HK18111349.5A patent/HK1252019A1/zh unknown
-
2019
- 2019-08-07 US US16/533,828 patent/US11254057B2/en active Active
-
2022
- 2022-02-10 US US17/668,435 patent/US11872766B2/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW511429B (en) * | 2000-05-25 | 2002-11-21 | Oak Mitsui Inc | Process to manufacture tight tolerance embedded elements for printed circuit boards |
| EP1360062A1 (en) * | 2001-02-15 | 2003-11-12 | Vantico Gmbh | Three-dimensional printing |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2012143923A2 (en) | 2012-10-26 |
| JP6317791B2 (ja) | 2018-04-25 |
| US10016937B2 (en) | 2018-07-10 |
| JP2018139292A (ja) | 2018-09-06 |
| JP6626149B2 (ja) | 2019-12-25 |
| US20140036455A1 (en) | 2014-02-06 |
| IL228914A0 (en) | 2013-12-31 |
| IL228914B (en) | 2019-05-30 |
| US11872766B2 (en) | 2024-01-16 |
| JP2016221975A (ja) | 2016-12-28 |
| US20170225390A1 (en) | 2017-08-10 |
| CN108058373A (zh) | 2018-05-22 |
| HK1252019A1 (zh) | 2019-05-10 |
| US20220266523A1 (en) | 2022-08-25 |
| CN103747943A (zh) | 2014-04-23 |
| CN103747943B (zh) | 2017-05-24 |
| US10406752B2 (en) | 2019-09-10 |
| JP6000334B2 (ja) | 2016-09-28 |
| US9649811B2 (en) | 2017-05-16 |
| US20190389133A1 (en) | 2019-12-26 |
| US20180264734A1 (en) | 2018-09-20 |
| US11254057B2 (en) | 2022-02-22 |
| EP2699406A2 (en) | 2014-02-26 |
| ES2777174T3 (es) | 2020-08-04 |
| EP2699406B1 (en) | 2020-02-19 |
| JP2014514193A (ja) | 2014-06-19 |
| WO2012143923A3 (en) | 2013-03-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108058373B (zh) | 用于对象的增材制造的系统和方法 | |
| US11904525B2 (en) | Method and system for fabricating cross-layer pattern | |
| US10688715B2 (en) | System and method for additive manufacturing of an object | |
| TWI606915B (zh) | 3D printing device with reciprocating spray forming mechanism | |
| CN107614265A (zh) | 导电油墨原位烧结的方法和系统 | |
| WO2008120183A1 (en) | Method and system for three-dimensional fabrication | |
| US20180194070A1 (en) | 3d printing using preformed reuseable support structure |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: DE Ref document number: 1252019 Country of ref document: HK |
|
| GR01 | Patent grant | ||
| GR01 | Patent grant |