CN107922641B - 具有提高的表面粗糙度的聚合物夹层 - Google Patents
具有提高的表面粗糙度的聚合物夹层 Download PDFInfo
- Publication number
- CN107922641B CN107922641B CN201680041876.8A CN201680041876A CN107922641B CN 107922641 B CN107922641 B CN 107922641B CN 201680041876 A CN201680041876 A CN 201680041876A CN 107922641 B CN107922641 B CN 107922641B
- Authority
- CN
- China
- Prior art keywords
- sheet
- tapered
- interlayer
- regions
- region
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images













Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
- B29C59/022—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing characterised by the disposition or the configuration, e.g. dimensions, of the embossments or the shaping tools therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
- B29C59/04—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing using rollers or endless belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10559—Shape of the cross-section
- B32B17/10568—Shape of the cross-section varying in thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10559—Shape of the cross-section
- B32B17/10577—Surface roughness
- B32B17/10587—Surface roughness created by embossing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10761—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing vinyl acetal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10807—Making laminated safety glass or glazing; Apparatus therefor
- B32B17/10889—Making laminated safety glass or glazing; Apparatus therefor shaping the sheets, e.g. by using a mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/22—Layered products comprising a layer of synthetic resin characterised by the use of special additives using plasticisers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
- B32B27/365—Layered products comprising a layer of synthetic resin comprising polyesters comprising polycarbonates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/42—Layered products comprising a layer of synthetic resin comprising condensation resins of aldehydes, e.g. with phenols, ureas or melamines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by features of form at particular places, e.g. in edge regions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/263—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer having non-uniform thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/06—Embossing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
- B32B9/04—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising such particular substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B9/045—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising such particular substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/308—Heat stability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/518—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/536—Hardness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/538—Roughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2419/00—Buildings or parts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/12—Photovoltaic modules
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2571/00—Protective equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/006—Transparent parts other than made from inorganic glass, e.g. polycarbonate glazings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2607/00—Walls, panels
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Ceramic Engineering (AREA)
- Medicinal Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Joining Of Glass To Other Materials (AREA)
- Laminated Bodies (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
Abstract
提供了具有至少一个锥形区域的压花聚合物片材和夹层。该片材和夹层的压花部分的粗糙度可以是基本均匀的。本文中还描述了制造此类夹层的方法与系统,并可以使用至少一对基本彼此平行取向的辊。当用于多层面板如安全玻璃层压材料时,本文中描述的压花锥形夹层表现出优异的光学性能,如通过所得面板的低雾度和高透明度所显示的那样。
Description
相关申请的交叉参考
本申请要求2015年7月16日提交的美国临时专利申请系列号62/193,393的权益,其全部公开内容经此引用并入本文。
发明背景
1.技术领域
本发明通常涉及聚合物树脂和使用其的方法。特别地,本发明涉及聚合物片材和夹层以及制造与使用其的方法。
2.相关技术描述
聚(乙烯醇缩丁醛)(PVB)常常用于制造聚合物片材,所述聚合物片材可以用作多层面板(包括例如透光层压板如安全玻璃或聚合物层压材料)中的夹层。PVB也用在光伏太阳能面板中以封装用于产生和供应电力以供商业和居民应用的面板。
安全玻璃通常是指包括至少一个设置在两个玻璃片材之间的聚合物片材或夹层的透明层压材料。安全玻璃常常在建筑和汽车应用中用作透明屏障,其主要功能是吸收冲击或打击产生的能量,而不允许物体穿透玻璃,并且甚至在施加的力足以破坏玻璃时也保持玻璃粘结。这防止了尖锐的玻璃碎片的分散,尽量减少了封闭区域内对人或物体的伤害和损坏。安全玻璃还可以提供其它益处,如减少紫外(UV)和/或红外(IR)辐射,并且其还可以通过增加颜色、纹理等等提高窗户开口的美学外观。此外,已经制造了具有合意的声学性质的安全玻璃,其产生更安静的内部空间。
在安全玻璃或其它多层面板的生产过程中,在夹层的一个或多个表面上可以形成通道,以提供空气可以由此在层压过程中从玻璃-聚合物界面处逸出的途径。由于例如在随后的生产和使用过程中气泡的成核和/或传播,不能在层压过程中从面板中充分除去空气可能不利地影响最终的层压材料的外观和性能。充分除去空气需要对该夹层施加特定的表面结构,尤其是在使用真空型脱气工艺时。此外,当该夹层是多层夹层时,必须格外小心以避免将外表面结构转移至内层或界面,以避免最终层压材料中的过度斑驳或光学畸变。当使用具有非均匀厚度的夹层并且必须用常规表面粗糙化技术(如压花)加工时,这样的要求更加复杂。通常,对此类夹层进行压花导致严重的不均匀性和不合意的粗糙度水平。
由此,需要对锥形聚合物片材或锥形夹层进行压花的方法,该方法可以形成一致的、合意的粗糙度水平和图案。理想地,由根据这样的方法压花的夹层形成的多层面板将表现出最佳的脱气性能,同时获得具有合意的视觉、光学和(如果需要的话)声学性质的层压材料。
发明概述
本发明的一个实施方案涉及适于生产夹层的聚合物片材。该片材包含至少一种聚合物树脂,并且该片材包括至少一个锥形区域和至少一个基本平坦的区域。该锥形区域具有至少0.10毫弧度的楔角,该基本平坦的区域具有小于0.05毫弧度的楔角。该片材包括至少一个压花表面,并且该压花表面的至少75%具有在整个压花表面的平均Rz值的25%以内的Rz值。
本发明的另一实施方案涉及适于生产夹层的聚合物片材。该片材包含至少一种聚合物树脂和至少两个成角度区域,各自具有至少0.1毫弧度的楔角。该片材表现出下列特征的一个或多个:(i)所述两个成角度区域具有不同的楔角;(ii)所述两个成角度区域相对倾斜;和(iii)该片材包括至少一个具有小于0.05毫弧度的楔角的基本平坦的区域。该片材包括至少一个压花表面,并且该压花表面的至少75%具有在整个压花表面的平均Rz值的25%以内的Rz值。
本发明的再一实施方案涉及制造夹层的方法。该方法包括提供至少一对在其间限定辊隙的辊,其中所述辊的至少一个包括压花表面,使聚合物片材在辊之间通过该辊隙;在通过过程中,使该聚合物片材在足以在该聚合物片材的至少一个表面的至少一部分上形成压花区域的条件下与压花表面的至少一部分接触。该聚合物片材包括至少一个具有至少0.1毫弧度的最小楔角的锥形区域。在各个辊的旋转轴之间限定的角度小于该最小楔角。
附图概述
参照附图在下文中详细描述了本发明的各种实施方案,其中:
图1是如何根据国际标准化组织的DIN ES ISO-4287和美国机械工程师学会的ASME B46.1测量表面粗糙度Rz的图示;
图2是根据本发明的至少一个实施方案构造的锥形夹层的截面图,其中标记了该锥形夹层的各种特征以便参考;
图3是具有在该夹层的整个宽度上延伸的锥形区域的锥形夹层的截面图,其中整个锥形区域具有恒定的楔角和线性厚度分布;
图4是具有在该夹层的部分宽度上延伸的锥形区域和在该夹层的部分宽度上延伸的恒定厚度区域的锥形夹层的截面图,其中该锥形区域包括恒定角区域和可变角区域;
图5是具有在该夹层的部分宽度上延伸的锥形区域和在该夹层的部分宽度上延伸的两个恒定厚度区域的锥形夹层的截面图,其中该锥形区域包括恒定角区域和两个可变角区域;
图6是具有在该夹层的部分宽度上延伸的锥形区域和在该夹层的部分宽度上延伸的两个恒定厚度区域的锥形夹层的截面图,其中该锥形区域完全由具有曲线厚度分布的可变角区域构成;
图7是具有在该夹层的整个宽度上延伸的锥形区域的锥形夹层的截面图,其中该锥形区域包括彼此被两个可变角区域间隔的三个恒定角区域;
图8是具有在该夹层的部分宽度上延伸的锥形区域和在该夹层的部分宽度上延伸的两个恒定厚度区域的锥形夹层的截面图,其中该锥形区域包括三个恒定角区域和四个可变角区域;
图9是锥形聚合物片材的截面图,其包括两个形状类似但相对倾斜的锥形区域,具有设置在两个锥形区域之间的薄的中央平坦区域,其中标记了该锥形片材的各种特征以便参考;
图10是锥形聚合物片材的截面图,其包括两个形状类似但相对倾斜的锥形区域,具有设置在两个锥形区域之间的厚的中央平坦区域,其中标记了该锥形片材的各种特征以便参考;
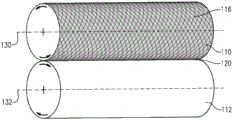
图11是适用于根据本发明的各种实施方案压花聚合物片材的一对压花辊的截面图;
图12是图11中显示的一对压花辊的局部透视图,特别示出了各个辊的旋转轴的相对取向;
图13a是构造用于车辆挡风玻璃的锥形夹层的平面图,其中该夹层的厚度分布类似于图3中显示的夹层的厚度分布;和
图13b是图13a的夹层的截面图,显示了该夹层的厚度分布。
发明详述
本文中描述了适用于多层面板(包括安全玻璃板)的聚合物树脂片材和夹层。根据一些实施方案,本发明的聚合物片材和夹层可以包括至少一个锥形部分或区域。本文中所用的术语“锥形”是指在聚合物片材或夹层中具有非均匀或变化的厚度的区域。在一些实施方案中,锥形区域可以具有大致楔形的轮廓,使得该锥形区域的厚度沿其长度和/或宽度的至少一部分改变,并且该锥形区域的一个边缘具有大于另一边缘的厚度。由该锥形区域限定的至少一个楔角可以基本恒定,或其可以是可变的,并且该锥形区域可以具有线性和/或曲线的厚度分布。具有至少一个锥形区域的聚合物片材和夹层的附加实施方案稍后将详细讨论。本文中描述的聚合物片材和夹层可用于各种类型的多层面板,包括例如在用于汽车和飞机应用中的平视显示器(HUD)面板中。
本文中所用的术语“聚合物树脂片材”和“树脂片材”指的是已经成型为片材的任选与一种或多种增塑剂结合的一种或多种聚合物树脂。聚合物片材可以进一步包含一种或多种附加的添加剂,并可以包括一个或多个树脂层。在一些实施方案中,该聚合物片材可以是用于形成一个或多个本文中描述的夹层的中间体聚合物树脂片材。本文中所用的术语“夹层”指的是适于与至少一个刚性基材一起使用以形成多层面板的单层或多层聚合物片材。术语“单片”夹层指的是由单一聚合物片材形成的夹层,而术语“多个层”和“多层”指的是具有两个或更多个彼此堆叠的树脂层的夹层,所述树脂层是共挤出的、层压的或以其它方式彼此联结。
除了包括至少一个锥形区域外,本文中描述的聚合物片材和夹层还可以包括至少一个具有形成小于0.05毫弧度的楔角的相对侧的基本平坦的区域。该基本平坦的区域可以具有小于0.025毫弧度、小于0.010毫弧度、或零的楔角。该基本平坦的区域可以具有均匀的厚度。
在一些实施方案中,聚合物片材或夹层可以包括至少大约1个、至少大约2个、至少大约3个、至少大约4个或更多个基本平坦的区域,其可以相邻该片材或夹层的一个或多个锥形区域定位。在一些实施方案中,该聚合物片材或夹层可以不包括平坦区域。当存在时,该基本平坦的区域可以构成该片材或夹层的最薄部分,或该平坦区域可以构成该片材或夹层的最厚部分。如果片材或夹层包括两个或更多个平坦区域,至少一个平坦区域可以构成该片材或夹层的最薄部分,并且至少一个其它平坦区域可以构成该片材或夹层的最厚部分。具有至少一个锥形区域和至少一个任选的平坦区域的聚合物片材和夹层的具体实例将在下面参照附图详细讨论。
根据本发明的一些实施方案,可以包括至少一个锥形区域和任选的至少一个平坦区域的聚合物片材或夹层可以具有至少一个表面,所述表面包括具有提高的表面粗糙度的区域。此类粗糙度可以通过例如在其形成过程中熔体压裂该聚合物片材和/或通过形成后加工(如压花)来产生。当具有提高的表面粗糙度的区域通过压花来形成时,其可以被称为“压花表面区域”。当该聚合物片材或夹层的至少一个表面包括压花表面区域时,压花区域的总表面积可以是该聚合物片材或夹层的至少一个表面的总面积的至少大约50%、至少大约60%、至少大约70%、至少大约75%、至少大约80%、至少大约85%、至少大约90%、至少大约95%或至少大约97%。在一些实施方案中,该聚合物片材或夹层的至少一个表面的总面积的小于大约5%、小于大约3%、小于大约2%或小于大约1%可以未被压花。
该片材或夹层的压花表面区域可以具有至少大约10、至少大约15、至少大约20、至少大约25、至少大约30或至少大约35微米(µm)和/或不超过大约120、不超过大约100、不超过大约80或不超过大约75 µm的通过Rz量度的表面粗糙度,或其可以具有大约10至大约120µm、大约15至大约100 µm、或大约20至大约90 µm的表面粗糙度。该聚合物片材的表面的表面粗糙度Rz根据国际标准化组织的DIN ES ISO-4287和美国机械工程师学会的ASME B46.1通过10点平均粗糙度来测量。通常,在这些规格下,作为连续取样长度的单粗糙度深度Rzi(即取样长度内的最高峰与最深谷之间的垂直距离)的算数平均值计算Rz:

在图1中提供了根据国际标准化组织的DIN ES ISO-4287和美国机械工程师学会的ASME B46.1计算Rz值的图形描述。在该计算中,各迹线的长度(lR)为17.5毫米,由七个各自为2.5毫米的连续样品长度(lc)组成。测量长度(lm)为12.5毫米,并由5个连续样品长度(lc)组成,通过消除各迹线的第一部分和最后一部分来获得。
在本发明的一些实施方案中,该聚合物片材或夹层的压花表面区域的粗糙度可以是基本均匀的。例如,该压花表面区域的至少大约75%可以具有在整个压花表面区域的平均Rz值的25%以内的表面粗糙度。换句话说,该压花表面区域的至少75%可以具有高于整个压花表面区域的平均Rz值不超过25%且低于整个压花表面区域的平均Rz值不超过25%的表面粗糙度。
在某些实施方案中,该压花表面区域的至少大约80%、至少大约85%、至少大约90%、至少大约95%、或至少大约97%可以具有在整个压花表面区域的平均Rz值的大约25%以内、大约20%以内、大约15%以内、大约10%以内、或大约5%以内的表面粗糙度。在某些实施方案中,该压花表面区域的至少大约80%、至少大约85%、至少大约90%、或至少大约95%可以具有在整个压花表面区域的平均Rz值的大约25%以内的表面粗糙度,并且在一些实施方案中,该压花表面区域的至少大约75%可以具有在整个压花表面区域的平均Rz值的大约20%以内、大约15%以内、大约10%以内、或大约5%以内的表面粗糙度。在一些实施方案中,该压花表面区域的至少大约90%可以具有在整个压花表面区域的平均Rz值的大约15%以内的表面粗糙度。
现在转向图2,提供了示例性锥形夹层的截面图。如图2中所示,该夹层的锥形区域具有在该锥形区域的第一边界处测得的最小厚度T最小和在该锥形区域的第二边界处测得的最大厚度T最大。在某些实施方案中,T最小可以为至少大约0.25、至少大约0.40、或至少大约0.60毫米(mm)和/或不超过1.2、不超过大约1.1、或不超过大约1.0 mm。此外,T最小可以为0.25至1.2 mm、0.4至1.1 mm、或0.60至1.0 mm。在某些实施方案中,T最大可以为至少大约0.38、至少大约0.53、或至少大约0.76 mm和/或不超过2.2、不超过大约2.1、或不超过大约2.0 mm。此外,T最大可以为0.38至2.2 mm、0.53至2.1 mm、或0.76至2.0 mm。在某些实施方案中,T最大与T最小之间的差值可以为至少大约0.13、至少大约0.15、至少大约0.2、至少大约0.25、至少大约0.3、至少大约0.35、至少大约0.4 mm和/或不超过1.2、不超过大约0.9、不超过大约0.85、不超过大约0.8、不超过大约0.75、不超过大约0.7、不超过大约0.65、或不超过大约0.6 mm。此外,T最大与T最小之间的差值可以为0.13至1.2 mm、0.25至0.75 mm、或0.4至0.6mm。在某些实施方案中,该锥形区域的第一和第二边界之间的距离(即“锥形区域宽度”)可以为至少大约5、至少大约10、至少大约15、至少大约20、或至少大约30厘米(cm)和/或不超过大约200、不超过大约150、不超过大约125、不超过大约100或不超过大约75 cm。此外,该锥形区域宽度可以为5至200 cm、15至125 cm、或30至75 cm。
如图2中所示,该锥形夹层包括相对的第一和第二外部末端边缘。在某些实施方案中,该第一和第二外部末端边缘之间的距离(即“夹层宽度”)可以为至少大约20、至少大约40、或至少大约60 cm和/或不超过大约400、不超过大约200、或不超过大约100 cm。此外,该夹层宽度可以为20至400 cm、40至200 cm、或60至100 cm。在图2中描绘的实施方案中,该锥形区域的第一和第二边界从该夹层的第一和第二外部末端边缘向内隔开。在这样的实施方案中,仅该夹层的一部分是锥形的。当该锥形区域仅构成该夹层的一部分时,夹层宽度对锥形区域宽度的比率可以为至少大约0.05:1、至少大约0.1:1、至少大约0.2:1、至少大约0.3:1、至少大约0.4:1、至少大约0.5:1、至少大约0.6:1、或至少大约0.7:1和/或不超过大约1:1、不超过大约0.95:1、不超过大约0.9:1、不超过大约0.8:1、或不超过大约0.7:1。此外,夹层宽度对锥形区域宽度的比率可以为0.05:1至1:1或0.3:1至0.9:1。在下面讨论的一个替代实施方案中,整个夹层可以是锥形的。当整个夹层是锥形的时,锥形区域宽度等于夹层宽度,并且该锥形区域的第一和第二边界分别位于该第一和第二外部末端边缘处。根据此类实施方案,该夹层可以不具有平坦区域。
如图2中所示,该夹层的锥形区域具有楔角,其定义为延伸穿过其中第一和第二锥形区域边界与该夹层的第一(上)表面相交的该夹层的两个点的第一参考线与延伸穿过其中第一和第二锥形区域边界与该夹层的第二(下)表面相交的两个点的第二参考线之间形成的角度。在某些实施方案中,该锥形区域的楔角可以为至少大约0.10、至少大约0.13、至少大约0.15、至少大约0.2、至少大约0.25、至少大约0.3、至少大约0.35、至少大约0.4毫弧度(mrad)和/或不超过大约1.2、不超过大约1.0、不超过大约0.9、不超过大约0.85、不超过大约0.8、不超过大约0.75、不超过大约0.7、不超过大约0.65、或不超过大约0.6毫弧度。此外,该锥形区域的楔角可以为0.13至1.2毫弧度、0.25至0.75毫弧度、或0.4至0.6毫弧度。
当该锥形区域的第一和第二表面各自为平面时,该锥形区域的楔角简单地为第一(上)和第二(下)表面之间的角度。在一些实施方案中,该楔角可以是具有线性厚度分布的基本恒定的楔角。但是,如下文中更详细地讨论的那样,在某些实施方案中,该锥形区域可以包括至少一个具有曲线厚度分布和连续变化的楔角的可变角区域。此外,在某些实施方案中,该锥形区域可以包括两个或更多个恒定角区域。在这些实施方案中,所述恒定角区域各自可以具有线性厚度分布,但是至少两个恒定角区域可以具有不同的楔角。
如图2中所示,该夹层被描绘为包括位于锥形区域与第一和第二外部末端边缘之间的一对平坦区域。设置在第一外部末端边缘与锥形区域之间的第一平坦区域构成该夹层的最薄部分。如图2中所示,该第一平坦区域具有大致等于该锥形层的最小厚度T最小的厚度。设置在图2中显示的夹层的锥形区域与第二外部末端边缘之间的第二平坦区域构成该夹层的最厚部分。如图2中所示,该第二平坦区域具有大致等于该锥形层的最大厚度T最大的厚度。所述第一和第二平坦区域各自可以具有小于0.10、小于大约0.05、或零的楔角,因为,如图2中所示,各平坦区域的顶部和底部表面彼此平行。在某些实施方案中,图2中显示的第一和第二平坦区域的至少一个可以不存在于该夹层中。
现在转向图3-8,显示了根据本发明的多个实施方案构造的各种锥形夹层。图3描绘了包括完全由该夹层20的第一外部末端边缘24a延伸至该夹层20的第二外部末端边缘24b的锥形区域22的夹层20。在这种构造中,该锥形区域的第一和第二边界位于该夹层的第一和第二外部末端边缘24a,b处。图3中描绘的该夹层20的整个锥形区域22具有恒定的楔角Ѳ,其简单地为该夹层20的第一(上)平坦表面和第二(下)平坦表面之间形成的角度。
图4显示了包括锥形区域32和平坦区域33的夹层30。该锥形区域32的第一边界35a位于该夹层30的第一外部末端边缘34a处,而该锥形区域32的第二边界35b位于锥形区域32与平坦区域33交会处。该锥形区域32包括两个具有不同楔角的成角度区域,在图4中显示为恒定角区域36和可变角区域37。该恒定角区域36具有线性厚度分布和基本恒定的楔角Ѳc,而该可变角区域37具有曲线厚度分布和连续变化的楔角。该可变角区域37的起始楔角等于该恒定楔角Ѳc,并且该可变角区域37的终止楔角为零。图4中描绘的夹层 30具有大于整个锥形区域32的整体楔角的恒定楔角Ѳc。
图5显示了包括位于第一和第二平坦区域43a,b之间的锥形区域42的夹层40。该锥形区域42的第一边界45a位于锥形区域42与第一平坦区域43a交会处,而该锥形区域42的第二边界45b位于锥形区域42与平坦区域43b交会处。该锥形区域42包括位于第一和第二 可变角区域47a,b之间的恒定角区域46。该第一可变角区域47a构成具有恒定厚度的第一区域43a与恒定角区域46之间的过渡区域。该第二可变角区域47b构成具有恒定厚度的第二区域43b与恒定角区域46之间的过渡区域。该恒定角区域46具有线性厚度分布和恒定的楔角Ѳc,而该第一和第二可变角区域47a,b具有曲线厚度分布和连续变化的楔角。第一可变角区域47a的起始楔角等于零,并且第一可变角区域47b的终止楔角等于恒定楔角Ѳc。该第二可变角区域47b的起始楔角等于该恒定楔角Ѳc,并且该第二可变角区域47b的终止楔角为零。图5中描绘的夹层40具有大于整个锥形区域42的整体楔角的恒定楔角Ѳc。
图6显示了包括位于第一和第二具有恒定厚度的区域53a,b之间的锥形区域52的夹层50。该夹层50的锥形区域52不包括恒定角区域。相反,该夹层50的整个锥形区域52是具有曲线厚度分布和连续变化的楔角的可变角区域。如上所述,该锥形区域52的整体楔角Ѳ作为延伸穿过其中锥形区域52的第一和第二边界55a,b与该夹层50的第一(上)表面交会的两个点的第一参考线“A”与延伸穿过其中锥形区域52的第一和第二边界55a,b与该夹层50的第二(下)表面交会的两个点的第二参考线“B”之间的角度来测得。但是,在该锥形区域52中,该曲线厚度分布提供了无数个楔角,其可以大于、小于或等于整个锥形区域52的整体楔角Ѳ。
图7显示了不包括平坦区域的夹层60。相反,该夹层60的锥形区域62构成了整个夹层60。由此,该锥形区域60的第一和第二边界65a,b位于该夹层60的第一和第二外部末端边缘64a,b处。该夹层60的锥形区域62包括超过两个具有不同楔角的成角度区域,在图7中显示为第一、第二和第三恒定角区域46a,b,c,其被第一和第二可变角区域47a,b分隔。该第一、第二和第三恒定角区域46a,b,c各自具有线性厚度分布,并各自分别具有独特的第一、第二和第三恒定楔角Ѳca,Ѳc2,Ѳc3。第一可变角区域47a充当第一和第二恒定角区域46a,b之间的过渡区域。第二可变角区域47b充当第二和第三恒定角区域46b,c之间的过渡区域。如上所述,该锥形区域62的整体楔角Ѳ作为第一参考线“A”与第二参考线“B”之间的角度来测得。第一恒定楔角Ѳc1小于该锥形区域62的整体楔角Ѳ。第二恒定楔角Ѳc2大于该锥形区域62的整体楔角Ѳ。第三恒定楔角Ѳc3小于该锥形区域62的整体楔角Ѳ。第一可变角区域47a的楔角由第一恒定楔角 Ѳc1连续提高至第二恒定楔角Ѳc2。第二可变角区域47b的楔角由第二恒定楔角 Ѳc2连续降低至第三楔角Ѳc3。
图8显示了包括位于第一和第二具有恒定厚度的区域73a,b之间的锥形区域72的夹层70。该锥形区域72的第一和第二边界75a,b从该夹层70的第一和第二外部末端边缘74a,b向内隔开。该夹层70的锥形区域72可以包括两个或更多个具有不同楔角的成角度区域,并且如图8中所示,可以包括第一、第二、第三和第四可变角区域77a,b,c,d和第一、第二和第三恒定角区域76a,b,c。该第一可变角区域77a充当第一具有恒定厚度的区域73a与第一恒定角区域76a之间的过渡区域。该第二可变角区域77b充当第一恒定角区域76a与第二恒定角区域76b之间的过渡区域。该第三可变角区域77c充当第二恒定角区域76b与第三恒定角区域76c之间的过渡区域。该第四可变角区域77d充当第三恒定角区域76c与第二具有恒定厚度的区域73b之间的过渡区域。该第一、第二和第三恒定角区域76a,b,c各自具有线性厚度分布,并且各自分别具有独特的第一、第二和第三恒定楔角Ѳca,Ѳc2,Ѳc3。如上所述,该第一、第二、第三和第四可变角区域77a,b,c,d具有由可变角区域77一侧上的恒定角区域的楔角向可变角区域77另一侧上的恒定角区域的楔角连续过渡的楔角。
如上所述,该锥形夹层可以包括一个或多个成角度区域,各自具有小于整个锥形区域的整体宽度的宽度,并且各自具有与整个锥形区域的整体楔角相同或不同的楔角。例如,该锥形区域可以包括一个、两个、三个、四个、五个或更多个成角度区域,其可以是基本恒定角区域和/或可变角区域。当使用多个恒定角区域时,该恒定角区域可以被可变角区域彼此分隔,所述可变角区域充当相邻恒定角区域之间的过渡。
在某些实施方案中,各成角度区域(包括例如各恒定角区域)的宽度可以为至少大约2、至少大约5、至少大约10、至少大约15、或至少大约20 cm和/或不超过大约150、不超过大约100、或不超过大约50 cm。在某些实施方案中,各成角度区域或各恒定角区域的宽度对整个锥形区域的整体宽度的比率可以为至少大约0.1:1、至少大约0.2:1、至少大约0.3:1或至少大约0.4:1和/或不超过大约0.9:1、不超过大约0.8:1、不超过大约0.7:1、不超过大约0.6:1、或不超过大约0.5:1。
在某些实施方案中,各恒定角区域的楔角可以为至少大约0.10、至少大约0.13、至少大约0.15、至少大约0.2、至少大约0.25、至少大约0.3、至少大约0.35、或至少大约0.4毫弧度和/或不超过大约1.2、不超过大约1.0、不超过大约0.9、不超过大约0.85、不超过大约0.8、不超过大约0.75、不超过大约0.7、不超过大约0.65、或不超过大约0.6毫弧度。此外,各恒定角区域的楔角可以为0.13至1.2毫弧度、0.25至0.75毫弧度、或0.4至0.6毫弧度。在某些实施方案中,至少一个恒定角区域的楔角比整个锥形区域的整体楔角大至少大约0.01、至少大约0.05、至少大约0.1、至少大约0.2、至少大约0.3、或至少大约0.4毫弧度。在某些实施方案中,至少一个恒定角区域的楔角比整个锥形区域的整体楔角小至少大约0.01、至少大约0.05、至少大约0.1、至少大约0.2、至少大约0.3、或至少大约0.4毫弧度。在某些实施方案中,至少一个恒定角区域的楔角比整个锥形区域的整体楔角大不超过大约0.4、不超过大约0.3、不超过大约0.2、不超过大约0.1、不超过大约0.05、或不超过大约0.01毫弧度。在某些实施方案中,至少一个恒定角区域的楔角比整个锥形区域的整体楔角小不超过大约0.4、不超过大约0.3、不超过大约0.2、不超过大约0.1、不超过大约0.05、或不超过大约0.01毫弧度。
现在转向图9和10,提供了根据本发明的实施方案构造的两种聚合物树脂片材。在相应的图9和10中显示的各聚合物片材80和90包括相对倾斜的锥形区域(显示为锥形区域A和B)和至少一个平坦区域。片材80和90的各个锥形区域限定在一对第一和第二边界线之间并包括至少一个楔角。该锥形区域的尺寸,包括最大(图9中的TA最大和TB最大,以及图10中的T最大)厚度和最小(图9中的T最小,以及图10中的TA最小和TB最小)厚度的值,以及各楔角的类型和范围,可以落在一个或多个前述范围内。在一些实施方案中,聚合物片材80和90可以是围绕中心线对称的,如图9和10中所示,使得在中心线一侧上的锥形区域是另一锥形区域的镜像。在其它实施方案中,该锥形区域A和B的形状可以不同,使得该片材并非围绕其中心线对称。尽管在图9和10中显示为具有类似于图5中描绘的夹层的轮廓,应当理解的是,根据本发明的实施方案构造的聚合物片材的锥形区域的轮廓可以是任何合适的形状,包括上面在图3-8中显示的形状的一种或多种。
如图9和10中所示,聚合物片材80和90各自包括设置在相对倾斜的锥形区域A和B之间的中央平坦区域。当聚合物片材的锥形区域彼此靠近地相对成角度时,如图9中所示,设置在两个锥形区域之间的中央平坦区域可以构成该片材的最薄部分。或者,当该锥形区域彼此远离地相对成角度时,如图10中所示,该中央平坦区域可以构成该片材的最厚部分。或者,如图9和10中所示,聚合物片材80和90可以进一步包括一对外部平坦区域,其彼此隔开并位于中心线的相对侧上。如图9中所示,该外部平坦区域可以构成该片材的最厚部分,或者如图10中所示构成该片材的最薄部分。尽管在图9和10中显示为包括两个锥形区域,本文中描述的聚合物片材可以包括至少大约3个、至少大约4个、或至少大约5个类似于图9和/或10中显示的实施方案构造的锥形区域。或者,一个或多个外部平坦区域可以不存在于聚合物片材80和/或90中。
本文中描述的聚合物树脂片材和夹层可以包含至少一种聚合物树脂。该树脂可以是任何合适的聚合物,包括例如一种或多种热塑性聚合物。合适的热塑性聚合物的实例包括但不限于聚(乙烯醇缩醛)树脂、聚氨酯(PU)、聚(乙烯-共-乙酸乙烯酯)(EVA)、聚氯乙烯(PVC)、聚(氯乙烯-共-甲基丙烯酸酯)、聚乙烯、聚烯烃、乙烯-丙烯酸酯共聚物、聚(乙烯-共-丙烯酸丁酯)、硅酮弹性体、环氧树脂和衍生自任何前面列举的聚合物的酸共聚物,如乙烯/羧酸共聚物及其离聚物,以及其组合。在一些实施方案中,该热塑性聚合物可以选自聚(乙烯醇缩醛)树脂、聚氯乙烯和聚氨酯,或者该树脂可以包含一种或多种聚(乙烯醇缩醛)树脂。
当本文中描述的聚合物片材或夹层包含至少一种聚(乙烯醇缩醛)树脂时,该聚(乙烯醇缩醛)树脂可以根据任何合适的方法来形成。聚(乙烯醇缩醛)树脂可以通过聚乙烯醇与一种或多种醛在酸催化剂的存在下的缩醛化反应来形成。所得树脂随后可以根据已知方法分离、稳定化和干燥,如美国专利号2,282,057和2,282,026以及B.E. Wade在Encyclopedia of Polymer Science & Technology, 第3版, 第8卷, 第381-399页中的“Vinyl Acetal Polymers”(2003)中描述的那些方法。除非另行说明,所得聚(乙烯醇缩醛)树脂可以具有根据ASTM D-1396测得的至少大约50重量%、至少大约60重量%、至少大约70重量%、至少大约75重量%、至少大约80重量%、或至少大约85重量%的总缩醛化百分比。聚(乙烯醇缩醛)树脂中醛残基的总量可以统称为缩醛组分,该聚(乙烯醇缩醛)树脂的余量是残余的羟基和残余的乙酸酯基团,其将在下文中更详细地讨论。
该聚(乙烯醇缩醛)树脂可以包含任何合适的醛的残基,并且在一些实施方案中可以包含至少一种C1至C10醛、至少一种C4至C8醛的残基。合适的C4至C8醛的实例包括但不限于正丁醛、异丁醛、2-甲基戊醛、正己醛、2-乙基己醛、正辛醛及其组合。该聚(乙烯醇缩醛)树脂可以包含该树脂的醛残基总重量的至少大约20重量%、至少大约30重量%、至少大约40重量%、至少大约50重量%、至少大约60重量%、或至少大约70重量%的至少一种C4至C8醛的残基,和/或可以包含不超过大约90重量%、不超过大约85重量%、不超过大约80重量%、不超过大约75重量%、不超过大约70重量%、或不超过大约65重量%的至少一种C4至C8醛,或大约20至大约90重量%、大约30至大约80重量%、或大约40至大约70重量%的至少一种C4至C8醛。该C4至C8醛可以选自上面列举的组,或者其可以选自正丁醛、异丁醛、2-乙基己醛及其组合。
当该聚(乙烯醇缩醛)树脂是聚(乙烯醇缩正丁醛)(PVB)树脂时,缩醛组分或总醛残基的大于90重量%、至少大约95重量%、至少大约97重量%、或至少大约99重量%可以包含正丁醛的残基。此外,聚(乙烯醇缩正丁醛)树脂可以包含该树脂的醛残基总重量的小于10重量%、不超过大约5重量%、不超过大约2重量%、不超过大约1重量%、或不超过大约0.5重量%的除正丁醛之外的醛的残基。
在一些实施方案中,当存在时,该聚合物片材或夹层中的聚(乙烯醇缩醛)树脂可以具有在本文中提供的一个或多个范围内的残余羟基含量与残余乙酸酯含量。本文中所用的术语“残余羟基含量”和“残余乙酸酯含量”分别是指在加工完成后保留在树脂上的羟基和乙酸酯基团的量。例如,聚乙烯醇缩正丁醛可以通过将聚乙酸乙烯酯水解成聚乙烯醇,并随后用正丁醛将聚乙烯醇缩醛化以形成聚乙烯醇缩正丁醛来制造。在水解该聚乙酸乙烯酯的过程中,并非所有的乙酸酯基团均转化成羟基基团,残余的乙酸酯基团保留在该树脂上。类似地,在缩醛化该聚乙烯醇的过程中,并非所有的羟基基团均转化成缩醛基团,还在树脂上留下了残余的羟基基团。结果,大多数聚(乙烯醇缩醛)树脂包含残余羟基基团(作为乙烯基羟基基团)和残余乙酸酯基团(作为乙酸乙烯酯基团)作为聚合物链的一部分。除非另行说明,该残余羟基含量和残余乙酸酯含量按聚合物树脂的重量计以重量%为单位表示,并根据ASTM D-1396测得。
在某些实施方案中,用于形成本文中描述的聚(乙烯醇缩醛)树脂颗粒的树脂可以具有至少大约14、至少大约14.5、至少大约15、至少大约15.5、至少大约16、至少大约16.5、至少大约17、至少大约17.5、至少大约18、至少大约18.5、至少大约19、或至少大约19.5和/或不超过大约45、不超过大约40、不超过大约35、不超过大约33、不超过大约30、不超过大约27、不超过大约25、不超过大约22、不超过大约21.5、不超过大约21、不超过大约20.5、或不超过大约20重量%、或为大约14至大约45重量%、大约16至大约30重量%、大约18至大约25重量%、大约18.5至大约20重量%、或大约19.5至大约21重量%的残余羟基含量。在某些实施方案中,该聚(乙烯醇缩醛)树脂可以具有至少大约8、至少大约9、至少大约10、或至少大约11重量%和/或不超过大约16、不超过大约14.5、不超过大约13、不超过大约11.5、不超过大约11、不超过大约10.5、不超过大约10、不超过大约9.5、或不超过大约9重量%、或为大约8至大约16重量%、大约9至大约15重量%、或大约9.5至大约14.5重量%的残余羟基含量。
该聚(乙烯醇缩醛)树脂的残余乙酸酯含量可以是例如不超过大约25、不超过大约20、不超过大约15、不超过大约12、不超过大约10、不超过大约8、不超过大约5、不超过大约2、或不超过大约1重量%和/或该聚(乙烯醇缩醛)树脂可以具有至少大约1、至少大约2、至少大约3、至少大约5、至少大约10、至少大约12、或至少大约15重量%的乙酸酯含量。
除了聚(乙烯醇缩醛)树脂之外,该聚合物片材可以进一步包含至少一种增塑剂。该增塑剂可以以至少大约5、至少大约10、至少大约15、至少大约20、至少大约25、至少大约30、至少大约35、至少大约40、至少大约45、至少大约50、至少大约55、至少大约60、至少大约65、或至少大约70份/100份树脂(phr)和/或不超过大约120、不超过大约110、不超过大约105、不超过大约100、不超过大约95、不超过大约90、不超过大约85、不超过大约75、不超过大约70、不超过大约65、不超过大约60、不超过大约55、不超过大约50、不超过大约45、或不超过大约40 phr、或为大约5至大约120 phr、大约10至大约110 phr、大约20至大约90 phr、或大约25至大约75 phr的量存在于该片材或夹层中。
本文中所用的术语“份数/100份树脂”或“phr”是指按重量计与一百份树脂相比存在的增塑剂的量。例如,如果将30克增塑剂添加到100克树脂中,增塑剂将以30 phr的量存在。如果该树脂片材或夹层包含两种或更多种树脂,该增塑剂的重量与存在的树脂的合并量比较以确定每一百份树脂的份数。此外,当在本文中提供片材或夹层的增塑剂含量时,其参考用于制造该片材或夹层的混合物或熔体中的增塑剂的量来提供。
合适的增塑剂的实例可以包括但不限于三乙二醇二-(2-乙基己酸酯)(“3GEH”)、三乙二醇二-(2-乙基丁酸酯)、三乙二醇二庚酸酯、四乙二醇二庚酸酯、四乙二醇二-(2-乙基己酸酯)(“4GEH”)、聚乙二醇双(2-乙基己酸酯)、二丙二醇二苯甲酸酯、己二酸二己酯、己二酸二辛酯、环己基己二酸己酯、己二酸二异壬酯、己二酸庚基壬酯、己二酸二(丁氧基乙酯)和己二酸双(2-(2-丁氧基乙氧基)乙酯)、癸二酸二丁酯、癸二酸二辛脂及其混合物。该增塑剂可以选自三乙二醇二-(2-乙基己酸酯)、四乙二醇二-(2-乙基己酸酯)及其组合。
此外,在该片材或夹层中可以存在其它添加剂以赋予该片材或夹层特殊的性质或特征。此类添加剂可以包括但不限于染料、颜料、稳定剂如紫外线稳定剂、抗氧化剂、防粘连剂、阻燃剂、IR吸收剂或阻断剂如氧化铟锡、氧化锑锡、六硼化镧(LaB6)和氧化铯钨、加工助剂、流动增强添加剂、润滑剂、冲击改性剂、成核剂、热稳定剂、UV吸收剂、分散剂、表面活性剂、螯合剂、偶联剂、粘合剂、底漆、增强添加剂和填料及其组合。
尽管并未显示在附图中,应当理解,在某些实施方案中,本文中描述的锥形聚合物片材或夹层可以是包括两个或更多个单独层的多层片材或夹层。当该片材或夹层包括多个单独层时,所有单独层可以是锥形的,所述单独层的一部分可以是锥形的,或者仅一个单独层可以是锥形的。在一些实施方案中,当该片材或夹层包括三个分离的聚合物层时,至少一个、至少两个或所有三个层的至少一部分可以是锥形的以形成多层锥形夹层。
当该片材或夹层是多层片材或夹层时,其可以包括至少第一树脂层和第二树脂层,其中第一和第二树脂层在该片材或夹层中彼此相邻。第一和第二树脂层各自可以包含任选与至少一种增塑剂和/或一种或多种上述添加剂结合的至少一种如上所述的聚合物树脂。在一些实施方案中,存在于各个层中的第一和第二聚合物可以具有不同的组成。例如,在一些实施方案中,该第一聚合物树脂可以是聚(乙烯醇缩醛)树脂,其具有不同于存在于相同层中或不同层中的另一种聚(乙烯醇缩醛)树脂的残余羟基含量和/或残余乙酸酯含量的残余羟基含量和/或残余乙酸酯含量。在某些实施方案中,其中该聚合物片材或夹层包含两种或更多种聚(乙烯醇缩醛)树脂,该第一和第二聚(乙烯醇缩醛)树脂的残余羟基含量之间的差值还可以为至少大约2重量%、至少大约5重量%、至少大约10重量%、至少大约12重量%、至少大约15重量%、至少大约20重量%、或至少大约30重量%。
本文中所用的术语“重量百分比差异”或“该差值为至少重量%”是指通过从另一数字中减去一数字计算的两种给定重量百分比之间的差值。例如,具有12重量%的残余羟基含量的聚(乙烯醇缩醛)树脂具有比具有14重量%的残余羟基含量的聚(乙烯醇缩醛)树脂低2重量%的残余羟基含量(14重量% -12重量% = 2重量%)。本文中所用的术语“不同”是指高于或低于另一值的值。
当该聚合物片材或夹层包含两种或更多种聚(乙烯醇缩醛)树脂时,该聚(乙烯醇缩醛)树脂的至少一种可以具有不同于该片材或夹层中的另一聚(乙烯醇缩醛)树脂的残余乙酸酯含量。在某些实施方案中,两种或更多种聚(乙烯醇缩醛)树脂的残余乙酸酯含量之间的差值可以为至少大约2重量%、至少大约3重量%、至少大约4重量%、至少大约5重量%、至少大约8重量%、或至少大约10重量%。在其它实施方案中,两种或更多种聚(乙烯醇缩醛)树脂的残余乙酸酯含量之间的差值可以在上文提供的范围内,或者该差值可以小于大约3重量%、不超过大约2重量%、不超过大约1重量%、或不超过大约0.5重量%。
当该聚合物片材或夹层包括两个或更多个相邻层时,第一和第二树脂层可以表现出不同的玻璃化转变温度。玻璃化转变温度或Tg是标志着聚合物由玻璃态向橡胶态转化的温度。聚合物树脂或片材的玻璃化转变温度可以通过动态力学热分析(DTMA)来测定。DTMA在给定振荡频率和温度扫描速率下测量作为温度的函数的以帕斯卡为单位的储能(弹性)模量(G’)、以帕斯卡为单位的损耗(粘性)模量(G”)和试样的tan δ(G”/G’)。随后通过温度尺度上的tan δ峰的位置来确定玻璃化转变温度。本文中提供的玻璃化转变温度在剪切模式下的1 Hz的振荡频率和3℃/分钟的温度扫描速率下测定。
多层片材或夹层中第一树脂层和第二树脂层的玻璃化转变温度的差值可以为至少大约3℃、至少大约5℃、至少大约8℃、至少大约10℃、至少大约12℃、至少大约15℃、至少大约18℃、至少大约20℃、至少大约22℃、或至少大约25℃。该第一和第二树脂层之一可以具有至少大约26℃、至少大约28℃、至少大约30℃、至少大约33℃、至少大约35℃和/或不超过大约70℃、不超过大约65℃、不超过大约60℃、不超过大约55℃、不超过大约50℃、或为大约26至大约70℃、大约30至大约60℃、大约35至大约50℃的玻璃化转变温度。该第一和第二聚(乙烯醇缩醛)树脂的另一种可以具有不超过25℃、不超过大约20℃、不超过大约15℃、不超过大约10℃、不超过大约5℃、不超过大约0℃、不超过大约-5℃、或不超过大约-10℃的玻璃化转变温度。
无论单层或多层,本文中描述的片材和夹层可以根据任何合适的方法来形成。形成聚合物片材和夹层的示例性方法包括但不限于溶液浇铸、压塑、注塑、熔体挤出、熔体吹塑及其组合。包括两个或更多个树脂层的多层夹层也可以根据任何合适的方法制得,如例如共挤出、吹塑膜、熔体吹塑、浸涂、溶液涂覆、刮刀、桨叶、气刀、印刷、粉末涂覆、喷涂及其组合。在本发明的各种实施方案中,该聚合物片材或夹层可以通过挤出或共挤出来形成。
一旦形成,该聚合物片材或夹层的至少一部分可以经由通过至少一组辊来压花以形成如前所述的压花表面区域。现在转向图11和12,提供了适于根据本发明的一个或多个实施方案制造压花的聚合物片材的一对辊110和112。特别地,如图11和12中所示,辊110和112在其间限定了在压花过程中用于聚合物片材通过的辊隙120。该辊的至少一个(在图11和12中显示为上辊110)可以是具有脊与沟槽的图案的压花辊,以将压花图案施加到通过辊隙120的聚合物片材的至少一部分表面上。辊110的表面可以具有任何合适的图案,包括例如直线锯齿图案,并且可以将相似但负像的图案压印到该聚合物片材的至少一部分表面上。图11和12中显示的这对辊110, 112可以直接位于挤出机和模头(未显示)之后,没有中间冷却辊,或该辊可以位于一个或多个位于挤出模头出口处的冷却辊(未显示)之后。此外,在一些实施方案中,这对辊110和112可以与用于形成该片材的生产线分离,并可以构造成压花来自固定储存辊(未显示)的预成型的、再加热的聚合物片材。
该压花辊可以包括金属辊或具有金属表面的辊。在一些实施方案中,该压花辊可以是加热辊,其可以具有至少大约100℃、至少大约110℃、至少大约120℃、或至少大约130℃和/或不超过大约250℃、不超过大约240℃、不超过大约230℃、不超过大约220℃的表面温度。此外,在一些实施方案中,该压花辊表面可以具有大约100至大约250℃、大约110至大约240℃、大约120至大约220℃的温度。或者,该压花辊可以不是加热的辊,并可以具有类似于聚合物片材温度的温度。在一些实施方案中,该压花辊的至少一部分表面可以涂覆有防粘脱模涂层和/或润滑材料以防止聚合物树脂粘附到辊上。
如图11和12中所示,用于压花该聚合物片材或夹层的这对辊中的另一个辊112可以不是压花辊。该非压花辊112的表面可以是基本光滑的,并且可能不会向聚合物片材(当该片材通过辊隙120时接触该片材)的表面赋予任何明显程度的表面粗糙度。该辊112的表面可以由任何合适的材料形成,在一些实施方案中,其可以至少部分涂覆有橡胶或类似橡胶的材料。根据一个实施方案,用以涂覆非压花辊(在图11和12中显示为辊112)的至少一部分表面的橡胶或类似橡胶的材料可以具有根据ASTM D-2240测得的至少大约20、至少大约30、至少大约40和/或不超过大约100、不超过大约95、不超过大约90、不超过大约85的肖氏A硬度。此外,在一些实施方案中,存在于至少一部分非压花辊上的橡胶涂层的肖氏A硬度可以为大约20至大约100、大约30至大约95、大约40至大约90。
在一些实施方案中,如图11和12中所示,辊110和112可以被定向以使得各个辊110和112的旋转轴130和132之间的角度小于压花的聚合物片材的的最小楔角。例如,当通过辊110和112的辊隙120的聚合物片材具有至少大约0.10毫弧度的最小楔角时,辊110和112的旋转轴130、132之间的角度可以是小于0.10毫弧度。在一些实施方案中,在辊110和112的旋转轴130、132之间的角度可以为小于大约0.10、小于大约0.075、小于大约0.05、或小于大约0.01毫弧度,或者例如如图12中所示当辊110和112平行时,其可以为零。即使当彼此平行定向时,辊110和112仍能压花本文中描述的锥形夹层或片材以实现在所述范围内的表面粗糙度Rz并具有如前所述的整体均匀性。
此外,用于根据本发明的各种实施方案压花聚合物片材和夹层的系统可以包括任意合适数量的其它组件,如一个或多个固定辊、张力辊、冷却辊和其它加热和/或冷却的辊,视需要而定。在一些实施方案中,用于压印锥形片材或夹层的系统可以包括位于图11和12中显示的这对辊110和112之前或之后的至少另一对辊。另一对辊可以类似于辊110和112那样构造,并可以包括至少一个压花辊。但是,与图11和12中显示的这对辊110和112相反,第二对中的压花辊可以是下辊,并且上辊可能不是压花的。使用具有两对以这种方式构造的辊的系统可以在单次通过压花系统的情况下对锥形片材或夹层的两侧进行压花。
再次参照图11,在操作中,如图11中所示,聚合物片材100(其可以是如前所述的锥形片材或夹层)可以通过辊110和112的辊隙120。在通过过程中,该聚合物片材100的至少一部分表面(在图11中显示为上表面102)可以在足以将至少一部分表面压花的条件下与上辊110的压花表面116的至少一部分接触。在一些实施方案中,通过辊隙120的片材100的温度可以为至少大约0℃、至少大约10℃、至少大约20℃、至少大约30℃和/或不超过大约90℃、不超过大约80℃、不超过大约70℃,或其可以为大约0至大约90℃、大约10至大约80℃、或大约20至大约70℃。在其它实施方案中,通过辊隙120的片材100的温度可以为至少大约90℃、至少大约100℃、至少大约110℃、至少大约120℃和/或不超过大约230℃、不超过大约225℃、不超过大约220℃,或者其可以为大约90至大约230℃、大约110至大约225℃、或大约120至大约220℃。
在辊隙120处辊110和112之间的力可以为至少大约50、至少大约75、或至少大约100磅/线性英寸(pli)和/或不超过大约300、不超过大约275、不超过大约250 pli。在一些实施方案中,辊110和112之间的力可以为大约50至大约300 pli、大约75至大约275 pli、或大约100至大约250 pli。片材100可以具有压花表面区域118,该区域具有如上文中详细描述的基本均匀的Rz值。
如果所得压花片材是相对图9和10在上文中所讨论的包括例如两个相对倾斜的锥形区域的中间体聚合物树脂片材,该压花片材可以沿着或靠近其中心线切割以提供一对类似形状的压花锥形夹层。该锥形夹层(其可以具有如上所述的轮廓形状)可以随后用于包括夹层和至少一个刚性基材的多层面板。可以使用任何合适的刚性基材,并且在一些实施方案中可以选自玻璃、聚碳酸酯、双轴取向PET、共聚酯、丙烯酸类及其组合。当该刚性基材包括玻璃时,该玻璃可以选自前面列举的组。当该刚性基材包括聚合物材料时,该聚合物材料可以包括或不包括硬质涂层表面层。在一些实施方案中,该多层面板包括一对刚性基材,树脂夹层设置在其间。
当在两个刚性基材(如玻璃)之间层压该树脂层或夹层时,该方法可以包括至少以下步骤:(1)组装所述两个基材与夹层;(2)经由IR辐射器或对流装置加热该组装件第一短时间段;(3)将所述组装件送入压力轧辊以便进行第一次脱气;(4)将该组装件经一段短时间加热到大约60℃至大约120℃,以使该组装件具有足够的临时粘合性以密封该夹层的边缘;(5)将该组装件送入第二压力轧辊以进一步密封该夹层的边缘并允许进一步处理;和(6)在135℃至150℃的温度和150 psig至200 psig的压力下对该组装件进行高温高压处理大约30至90分钟。如上述步骤(2)至(5)中一些实施方案所述的将夹层-玻璃界面脱气的其它方法包括真空袋和真空环方法,这二者也可用于如本文中所述使用本发明的夹层形成多层面板。
在一些实施方案中,本文中所述的压花锥形夹层在层压后可以表现出与常规锥形夹层相比提高的光学性能。透明度是用于描述本文中所述夹层的光学性能的一个参数,并可以通过测量雾度值或百分比来测定。雾度值代表与入射光相对照被样品散射的光的量化。在一些实施方案中,本文中描述的锥形夹层可以具有根据ASTM D1003-13–程序B使用光源C在2°的观察角度下测得的小于5%、小于大约4%、小于大约3%、小于大约2%、小于大约1%、或小于大约0.5%的雾度值。用分光光度计,如Hunterlab UltraScan XE仪器(可商购自Hunter Associates, Reston, VA)在厚度为0.76毫米的聚合物样品上测量夹层的雾度,所述聚合物样品已经层压在各自具有2.3毫米的厚度的两个透明玻璃片材(可商购自Pennsylvania的Pittsburgh Glass Works)之间。
此外,本文中描述的压花锥形夹层当如上所述层压在两个或更多个刚性基材之间时可以具有不超过3、不超过2、或不超过1的斑驳值。斑驳是光学品质的另一量度,其作为纹理或粒状来进行检测。斑驳是如果水平过高或过于严重,由此造成令人不快的视觉外观的视觉缺陷。通过受试层压材料的阴影投影图与一组代表一系列由1至4的斑驳值或标度的标准层压材料阴影图的并列定性比较来对斑驳进行评估和归类,其中1代表低斑驳标准(即少量中断),4代表高斑驳标准(即大量中断)。高斑驳通常被认为是令人不快的,特别是在汽车和建筑应用中。任选地,使用具有零斑驳(无斑驳)的单层夹层的模型层压材料来促进对具有低于标准组的标度的斑驳评级(例如低于1的评级)的受试层压材料的评估。显示出类似于零斑驳层压材料的阴影投影图的受试层压材料被评估为具有零的斑驳评级。该受试层压材料用两个各自具有2.3 mm的厚度的透明玻璃片材(可商购自Pennsylvania的PittsburghGlass Works)和具有大约35至40微米的随机粗糙表面Rz和0.76至0.86 mm的厚度的夹层来制备。
夹层的斑驳值可以使用清晰斑驳分析仪(CMA)来测定,其包括氙弧灯、样品架、投影屏和数字照相机。氙弧灯用于将层压样品的阴影图投影到屏幕上,照相机用于捕捉所得阴影图的图像。该图像随后使用计算机成像软件进行数字分析并与预先捕捉的标准样品的图像进行比较以确定样品的斑驳值。使用CMA测量斑驳的方法详细描述在美国专利申请号US 2012-0133764中。
用于测定夹层的光学性能的另一参数是透明度,或百分比可见透光率(%Tvis),其使用分光光度计如HunterLab UltraScan EX根据ASTM D1003程序B使用光源C在2°的观察角度下测得。通过分析具有大约0.76 mm的夹层厚度和2.3 mm的透明玻璃(可商购自Pennsylvania的Pittsburgh Glass Works)厚度的玻璃层压样品来测量夹层的透明度。在一些实施方案中,本发明的锥形夹层可以具有至少大约70、至少大约75、至少大约80、至少大约81、至少大约82、至少大约83、至少大约84, 至少大约85、至少大约85.5、至少大约86,至少大约86.5、至少大约87, 至少大约87.5、至少大约88、或至少大约88.5%的百分比可见透光率。更具体而言,本发明的夹层对仅含有ACA、UV稳定剂和抗氧化剂的添加剂的夹层具有大于85的%Tvis,或对含有如上所述的附加添加剂如颜料、IR吸收剂或阻断剂的夹层具有大于80%的%Tvis。
由本文中描述的夹层形成的面板可用于多种最终应用,包括例如用于汽车挡风玻璃和窗户,飞机挡风玻璃和窗户,用于各种运输应用如海运应用、铁路应用等等的面板,结构建筑面板如窗户、门、楼梯、人行道、栏杆,装饰性建筑面板,耐候性面板如防飓风玻璃或防龙卷风玻璃,防弹面板以及其它类似应用。
在图13a和13b中提供了使用本文中描述的锥形夹层的挡风玻璃的一个实施方案,其描绘了厚度分布类似于图4的夹层30的夹层180。图13a和13b的夹层180通过将该夹层固定在两个玻璃片材之间来构造用于汽车挡风玻璃。如图13a中所示,该夹层180的第一末端边缘184a可以位于该挡风玻璃的底部,而该夹层180的第二末端边缘184b可以位于该挡风玻璃的顶部。该夹层180的锥形区域182定位在其中要安置平视显示器的该挡风玻璃的区域中。夹层180的锥形区域182包括恒定角区域186和可变角区域187。如图13a中所示,在某些实施方案中,该锥形区域182在该夹层180的第一侧边缘188a和第二侧边缘188b之间完全跨越该夹层180延伸。图13b(其类似于图4)显示了在该挡风玻璃底部与该挡风玻璃顶部之间该夹层180的厚度分布。
下面的实施例意在描述本发明以教导本领域技术人员实施和使用本发明,并非意在以任何方式限制本发明的范围。
实施例
通过将增塑的聚(乙烯醇缩正丁醛)树脂共挤出成具有0.35毫弧度的楔角的三层夹层来形成多个夹层。各夹层随后在加热的纹理化金属辊与可变形的橡胶辊之间压花以形成压花夹层。各夹层通过该辊两次以便将各夹层的上表面和下表面均压花。该夹层之一在第一组条件(条件#1)下压花,其它在不同的一组条件(条件#2)下压花。各组条件的辊温度和辊隙印迹列举在下表1中。

在压花后,使用上文中详述的Rz方法测定各压花样品的外层的表面粗糙度。在上表面和下表面上,在各锥形夹层的最薄(“T最小”)、最厚(“T最大”)和中间(“T中间”)部分处进行测量。四种夹层各自的表面粗糙度测量结果概括在下表2中。
随后将各压花样品的部分放置在2.3毫米厚的平板玻璃片材之间以形成多个玻璃/层压材料/玻璃结构体。对所述结构体的两种(结构体1和2)施以如上文所述的真空袋脱气,其在-1.0巴的压力下进行。真空袋脱气步骤过程中的温度曲线包括保持10分钟的25℃的初始温度,接着是15分钟的加热期,在此过程中温度升高至120℃。该温度在120℃下保持10分钟,随后经15分钟降低至50℃。其它两个结构体(结构体3和4)施以轧辊脱气,轧辊辊隙为3毫米,轧辊压力为4巴。辊隙前的温度为75℃至80℃。
所得面板在143℃的温度和13巴的压力下高温高压处理20分钟。在高温高压处理后,根据上述方法在各夹层的各最薄、最厚和中间部分处测量高温高压处理过的样品各自的斑驳值。结果概括在下表2中。

如表2中所示,本发明的实施方案的压花锥形夹层表现出良好的脱气性能和良好的斑驳特性。
尽管已经结合某些实施方案(包括目前据信是优选实施方案的那些)的描述公开了本发明,该详述意在举例说明,并且不应被理解为限制本公开的范围。如本领域普通技术人员所理解,本发明包括本文中详细描述的那些以外的实施方案。可以在不背离本发明的精神和范围的情况下作出所述实施方案的修改和变动。
要进一步理解的是,如本文通篇给出的那样,对本公开的任意单一组分给出的任何范围、数值或特征在相容的情况下可以与对本公开的任意其它组分给出的任何范围、数值或特征互换使用,以便形成具有对各组分的限定值的实施方案。例如,可以形成夹层,其包含具有任意给定范围的残余羟基含量的聚(乙烯醇缩丁醛),此外还包含任意给定范围内的增塑剂,从而形成在本公开范围内但难以列举的许多排列组合。此外,除非另行说明,对一个种类或一个类别如邻苯二甲酸酯或苯甲酸酯提供的范围也可以适用于该种类内的物质或该类别的成员,如对苯二甲酸二辛酯。
Claims (15)
1.适于制造夹层的聚合物片材,所述片材包含:
至少一种聚合物树脂,
其中所述片材包括至少一个锥形区域和至少一个基本平坦的区域,其中所述锥形区域具有至少0.10毫弧度的楔角,其中所述基本平坦的区域具有小于0.05毫弧度的楔角,
其中所述片材进行了压花,从而包括至少一个压花表面,其中所述压花表面的至少75%具有高于整个压花表面区域的平均Rz值不超过25%且低于整个压花表面区域的平均Rz值不超过25%的表面粗糙度Rz值。
2.权利要求1的片材,其中所述锥形区域包括至少一个具有连续变化的楔角的可变角区域。
3.权利要求2的片材,其中所述锥形区域进一步包括至少一个具有恒定的楔角的恒定角区域。
4.权利要求1的片材,其中所述锥形区域包括至少一个具有恒定的楔角的恒定角区域。
5.权利要求4的片材,其中所述锥形区域包括两个或更多个具有不同的恒定的楔角的恒定角区域。
6.权利要求1的片材,其中所述至少一个基本平坦的区域包括两个分离的基本平坦的区域,其中所述基本平坦的区域之一构成所述片材的最薄部分,所述基本平坦的区域的另一个构成所述片材的最厚部分。
7.权利要求1的片材,其中所述至少一个锥形区域包括一对相对倾斜的锥形区域,其中所述至少一个基本平坦的区域包括设置在这对相对倾斜的锥形区域之间的基本平坦的中央区域和/或其中所述至少一个基本平坦的区域包括两个基本平坦的边缘区域,所述边缘区域彼此被这对相对倾斜的锥形区域隔开。
8.权利要求1的片材,其中所述压花表面具有20至90微米的平均Rz值。
9.权利要求1的片材,其中所述片材是多层片材,其包括至少第一聚合物层和与所述第一聚合物层相邻的第二聚合物层,其中存在于所述片材中的所述至少一种聚合物树脂包括聚乙烯醇缩醛树脂,并且其中所述第一和所述第二聚合物层的至少一个包含所述聚乙烯醇缩醛树脂和至少一种增塑剂。
10.适于制造夹层的聚合物片材,所述片材包含:
至少一种聚合物树脂,
其中所述片材包括至少两个成角度区域,各自具有至少0.1毫弧度的楔角,
其中所述片材表现出以下特性的一种或多种:
i. 所述两个成角度区域具有不同的楔角,
ii. 所述两个成角度区域相对倾斜,
iii. 所述片材包括至少一个具有小于0.05毫弧度的楔角的基本平坦的区域;
其中所述片材进行了压花,从而包括至少一个压花表面,其中所述压花表面的至少75%具有高于整个压花表面区域的平均Rz值不超过25%且低于整个压花表面区域的平均Rz值不超过25%的表面粗糙度Rz值。
11.权利要求10的片材,其中所述片材表现出特性(i),并且其中所述片材进一步包括一个锥形区域,所述锥形区域包括所述两个成角度区域。
12.权利要求10的片材,其中所述片材表现出特性(ii)并进一步包括位于中心线的相对侧上的两个相对倾斜的锥形区域,其中所述相对倾斜的锥形区域各自包括所述两个成角度区域之一。
13.权利要求10的片材,其中所述片材进一步表现出特性(iii),并且其中所述至少一个基本平坦的区域包括被中心线平分的基本平坦的中央区域和/或其中所述至少一个基本平坦的区域包括彼此间隔并且位于中心线相对侧上的两个基本平坦的边缘区域。
14.权利要求10的片材,其中所述成角度区域的至少一个是具有连续变化的楔角的可变角区域。
15.权利要求10的片材,其中所述片材包括多层聚合物片材,其包括至少第一聚合物层和与所述第一聚合物层相邻的第二聚合物层,其中所述第一和所述第二聚合物层的至少一个包含聚乙烯醇缩醛树脂和至少一种增塑剂。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201562193393P | 2015-07-16 | 2015-07-16 | |
| US62/193393 | 2015-07-16 | ||
| US14/830902 | 2015-08-20 | ||
| US14/830,902 US20170015082A1 (en) | 2015-07-16 | 2015-08-20 | Polymeric interlayers having enhanced surface roughness |
| PCT/US2016/041850 WO2017011435A1 (en) | 2015-07-16 | 2016-07-12 | Polymeric interlayers having enhanced surface roughness |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN107922641A CN107922641A (zh) | 2018-04-17 |
| CN107922641B true CN107922641B (zh) | 2021-03-12 |
Family
ID=57757571
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201680041876.8A Active CN107922641B (zh) | 2015-07-16 | 2016-07-12 | 具有提高的表面粗糙度的聚合物夹层 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US20170015082A1 (zh) |
| EP (2) | EP3322747B1 (zh) |
| JP (1) | JP6837051B2 (zh) |
| KR (1) | KR102578547B1 (zh) |
| CN (1) | CN107922641B (zh) |
| MX (1) | MX2017016709A (zh) |
| WO (1) | WO2017011435A1 (zh) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10300681B2 (en) * | 2015-07-31 | 2019-05-28 | Sekisui Chemical Co., Ltd. | Intermediate film for laminated glass, method for producing intermediate film for laminated glass, and laminated glass |
| US10596784B2 (en) * | 2015-09-28 | 2020-03-24 | Sekisui Chemical Co., Ltd. | Interlayer for laminated glass and laminated glass |
| AU2016332384A1 (en) * | 2015-09-30 | 2018-03-15 | Sekisui Chemical Co., Ltd. | Interlayer for laminated glass, and laminated glass |
| EP3357892A4 (en) * | 2015-09-30 | 2019-05-29 | Sekisui Chemical Co., Ltd. | INTERMEDIATE LAYER FOR LAMINATED GLASS AND LAMINATED GLASS |
| JP6949715B2 (ja) | 2016-08-03 | 2021-10-13 | 積水化学工業株式会社 | 着色合わせガラス用中間膜及び着色合わせガラス |
| JP2020503192A (ja) * | 2016-12-29 | 2020-01-30 | サン−ゴバン グラス フランス | ヘッドアップディスプレイ(hud)用pvbフィルム、並びにその成形型及び成形方法 |
| US11203182B2 (en) * | 2017-01-17 | 2021-12-21 | Sekisui Chemical Co., Ltd. | Filling-bonding material, protective sheet-equipped filling-bonding material, laminated body, optical device, and protective panel for optical device |
| US20180326696A1 (en) | 2017-05-10 | 2018-11-15 | Kuraray Europe Gmbh | Interlayer film with shade band |
| PL3658371T3 (pl) * | 2017-07-27 | 2021-11-02 | Saint-Gobain Glass France | Termoplastyczna folia z tworzywa sztucznego do szyby wielowarstwowej |
| CN111225887B (zh) | 2017-12-28 | 2023-03-28 | 积水化学工业株式会社 | 夹层玻璃用中间膜和夹层玻璃 |
| EP3569408A1 (en) * | 2018-05-15 | 2019-11-20 | Kuraray Europe GmbH | Interlayer films having asymmetric surface roughness |
| CN115991919A (zh) * | 2021-10-18 | 2023-04-21 | 长春石油化学股份有限公司 | 聚合物膜及其应用 |
| US11746198B2 (en) * | 2021-10-18 | 2023-09-05 | Chang Chun Petrochemical Co., Ltd. | Polymer film and uses of the same |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1131927A (zh) * | 1993-08-16 | 1996-09-25 | 孟山都公司 | 粗糙表面的夹层 |
| US6093471A (en) * | 1999-02-08 | 2000-07-25 | Solutia Inc. | Polyvinyl butyral sheet |
| US20070009714A1 (en) * | 2005-05-11 | 2007-01-11 | Lee David J | Polymeric interlayers having a wedge profile |
| US20080268204A1 (en) * | 2007-04-29 | 2008-10-30 | David Paul Bourcier | Multiple layer polymer interlayers having an embossed surface |
| CN101678660A (zh) * | 2007-04-30 | 2010-03-24 | 索罗蒂亚公司 | 高抗冲聚合物夹层 |
| CN104781205A (zh) * | 2012-11-14 | 2015-07-15 | 积水化学工业株式会社 | 夹层玻璃用中间膜及夹层玻璃 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2282057A (en) | 1939-04-29 | 1942-05-05 | Du Pont | Purification and stabilization of polyvinyl acetal resins |
| US2282026A (en) | 1939-04-29 | 1942-05-05 | Du Pont | Treatment of polyvinyl acetal resins |
| US3235426A (en) * | 1961-08-01 | 1966-02-15 | Du Pont | Method of rendering thermoplastic resins receptive to coatings |
| US4744936A (en) * | 1986-01-30 | 1988-05-17 | Plastic Film Corporation Of America | Process for embossing thermoplastic material |
| US5087502A (en) * | 1987-11-17 | 1992-02-11 | Monsanto Company | Process and intermediate sheet for forming shaped interlayer blanks |
| US5812332A (en) * | 1989-09-28 | 1998-09-22 | Ppg Industries, Inc. | Windshield for head-up display system |
| PT893726E (pt) * | 1997-07-24 | 2004-04-30 | Saint Gobain | Para-brisas em vidro folheado destinado a ser utilizado ao mesmo tempo como reflector de sistema hud |
| JP2005068006A (ja) * | 1998-03-11 | 2005-03-17 | Sekisui Chem Co Ltd | 合わせガラス用中間膜ロール体及び合わせガラス用中間膜ロール体の製造方法 |
| DE10100681B4 (de) * | 2001-01-09 | 2005-11-24 | Kuraray Specialities Europe Gmbh | Weichmacherhaltige Polyvinylbutyrale, Verfahren zu deren Herstellung sowie deren Verwendung, insbesondere zur Herstellung von Folien zum Einsatz in Verbundsicherheitsgläsern |
| EP1395867B1 (en) * | 2001-06-15 | 2014-11-05 | Kuraray America Inc. | Shaped interlayer for heads-up display windshields and processes for preparing same |
| US7807253B2 (en) * | 2005-03-21 | 2010-10-05 | Sealed Air Corporation (Us) | Formed inflatable cellular cushioning article and method of making same |
| JP4151688B2 (ja) * | 2005-06-30 | 2008-09-17 | セイコーエプソン株式会社 | 集積回路装置及び電子機器 |
| JP2007223883A (ja) | 2005-12-26 | 2007-09-06 | Asahi Glass Co Ltd | 車両用合せガラス |
| US9311699B2 (en) | 2010-11-30 | 2016-04-12 | Solutia Inc. | Clear mottle analyzer for multilayer laminates |
| JP2013001595A (ja) * | 2011-06-15 | 2013-01-07 | Sekisui Chem Co Ltd | 合わせガラス用中間膜及び合わせガラス |
| US9574028B2 (en) * | 2013-04-09 | 2017-02-21 | Solutia Inc. | Embossed polymer sheet |
| US10870254B2 (en) | 2013-08-01 | 2020-12-22 | Sekisui Chemical Co., Ltd. | Interlayer film for laminated glass and laminated glass |
-
2015
- 2015-08-20 US US14/830,902 patent/US20170015082A1/en not_active Abandoned
-
2016
- 2016-07-12 EP EP16825022.3A patent/EP3322747B1/en active Active
- 2016-07-12 JP JP2018502066A patent/JP6837051B2/ja active Active
- 2016-07-12 WO PCT/US2016/041850 patent/WO2017011435A1/en active Application Filing
- 2016-07-12 CN CN201680041876.8A patent/CN107922641B/zh active Active
- 2016-07-12 EP EP22201442.5A patent/EP4141055A1/en active Pending
- 2016-07-12 KR KR1020187004546A patent/KR102578547B1/ko active IP Right Grant
- 2016-07-12 MX MX2017016709A patent/MX2017016709A/es unknown
-
2021
- 2021-07-27 US US17/443,546 patent/US20210354419A1/en not_active Abandoned
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1131927A (zh) * | 1993-08-16 | 1996-09-25 | 孟山都公司 | 粗糙表面的夹层 |
| US6093471A (en) * | 1999-02-08 | 2000-07-25 | Solutia Inc. | Polyvinyl butyral sheet |
| US20070009714A1 (en) * | 2005-05-11 | 2007-01-11 | Lee David J | Polymeric interlayers having a wedge profile |
| US20080268204A1 (en) * | 2007-04-29 | 2008-10-30 | David Paul Bourcier | Multiple layer polymer interlayers having an embossed surface |
| CN101678660A (zh) * | 2007-04-30 | 2010-03-24 | 索罗蒂亚公司 | 高抗冲聚合物夹层 |
| CN104781205A (zh) * | 2012-11-14 | 2015-07-15 | 积水化学工业株式会社 | 夹层玻璃用中间膜及夹层玻璃 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3322747A1 (en) | 2018-05-23 |
| EP3322747B1 (en) | 2022-10-19 |
| JP2018527217A (ja) | 2018-09-20 |
| EP3322747A4 (en) | 2019-03-06 |
| MX2017016709A (es) | 2018-03-09 |
| WO2017011435A1 (en) | 2017-01-19 |
| JP6837051B2 (ja) | 2021-03-03 |
| CN107922641A (zh) | 2018-04-17 |
| KR20180021216A (ko) | 2018-02-28 |
| KR102578547B1 (ko) | 2023-09-13 |
| EP4141055A1 (en) | 2023-03-01 |
| US20170015082A1 (en) | 2017-01-19 |
| US20210354419A1 (en) | 2021-11-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107922641B (zh) | 具有提高的表面粗糙度的聚合物夹层 | |
| US10442168B2 (en) | Polymer interlayers having improved optical properties | |
| JP5415402B2 (ja) | エンボス表面を有する複数層ポリマー中間層 | |
| JP5694763B2 (ja) | メルトフラクチャー表面を有する複数層ポリマー中間層 | |
| KR102490775B1 (ko) | 결함 형성 저항성 다층 중간층 | |
| US10946632B2 (en) | Multiple layer interlayers having enhanced properties | |
| US10259203B2 (en) | Multiple layer interlayers having enhanced properties | |
| KR20180120691A (ko) | 향상된 성질 및 성능을 나타내는 중합체 중간층 및 이로부터 형성된 다층 패널 | |
| US20200139678A1 (en) | Polymeric interlayers and multiple layer panels made therefrom exhibiting enhanced properties and performance | |
| EP3562669A1 (en) | Multiple layer interlayers having enhanced properties | |
| WO2023069406A1 (en) | Polymer interlayers with low mottle and reduced iceflower defects |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |