CN106423710B - 一种涂布装置和自动涂布设备及其方法 - Google Patents
一种涂布装置和自动涂布设备及其方法 Download PDFInfo
- Publication number
- CN106423710B CN106423710B CN201610606237.3A CN201610606237A CN106423710B CN 106423710 B CN106423710 B CN 106423710B CN 201610606237 A CN201610606237 A CN 201610606237A CN 106423710 B CN106423710 B CN 106423710B
- Authority
- CN
- China
- Prior art keywords
- fixed
- conveying
- clamp
- movable
- workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C1/00—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating
- B05C1/04—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length
- B05C1/08—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line
- B05C1/0826—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line the work being a web or sheets
- B05C1/0834—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line the work being a web or sheets the coating roller co-operating with other rollers, e.g. dosing, transfer rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/02—Apparatus for spreading or distributing liquids or other fluent materials already applied to a surface ; Controlling means therefor; Control of the thickness of a coating by spreading or distributing liquids or other fluent materials already applied to the coated surface
- B05C11/04—Apparatus for spreading or distributing liquids or other fluent materials already applied to a surface ; Controlling means therefor; Control of the thickness of a coating by spreading or distributing liquids or other fluent materials already applied to the coated surface with blades
- B05C11/041—Apparatus for spreading or distributing liquids or other fluent materials already applied to a surface ; Controlling means therefor; Control of the thickness of a coating by spreading or distributing liquids or other fluent materials already applied to the coated surface with blades characterised by means for positioning, loading, or deforming the blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C13/00—Means for manipulating or holding work, e.g. for separate articles
- B05C13/02—Means for manipulating or holding work, e.g. for separate articles for particular articles
Landscapes
- Coating Apparatus (AREA)
- Specific Conveyance Elements (AREA)
Abstract
本发明公开了一种涂布装置和自动涂布设备及其方法。涂布装置设有一对能自动调节间隙的并利用摩擦力对工件输送的输送轮,以较简单的机构实现了把工件输送到涂布轮之间;两个涂布轮通过两个相同的传动组件和同一个动力源传动联接,有效的减少了涂布轮在工作的过程中出现的蹿动和速度的不均匀性。涂抹完成后的工件在升降机构、夹持机构和接收移料装置的共同配合下把安装有夹具的工件输送到下一步工序中;其中夹持机构驱动夹具对工件的夹持,减少了在运送的过程中工件脱落的风险;接收移料装置的把已完成涂布安装夹具的工件一件件的存储成安装夹具的工件组,然后整组的搬运到下一工序的烤箱中,减少了烤箱内部热量的损失,以达到节能和高效的目的。
Description
技术领域
本发明涉及涂布机设备的技术领域,尤其涉及一种涂布装置和自动涂布设备及其方法。
背景技术
通常涂布机的涂布结构不能独自完成对基材的涂膜,需要其它机构对板材的夹持来辅助完成。需要辅助机构来完成的涂布设备,不仅增加了设备的复杂性而且效率低。
一般的涂布机在对基材涂膜完成后,都是通过机械手夹出送到烤箱链条夹板处。每次涂膜完一片基材就送一片至烤箱,不仅造成了烤箱内的热量的流失而且增加了机械手维修成本。
发明内容
为了弥补上述现有技术的缺陷,本发明的目的是提供一种涂布装置和自动涂布设备及其方法。
为达到上述目的,本发明的技术方案是:
一种涂布装置,包括固定于机架上的一对相对平行安装的底板;固定于底板上的动力源;分别固定于两底板上方的一对固定安装板和一对活动安装板,所述的活动安装板与底板滑动联接;一对平行旋转联接于安装板内侧的涂布轮,所述的涂布轮包括设于固定安装板之间的固定涂布轮和设于活动安装板之间的活动涂布轮;及一对分别固定于两安装板下方的输送轮,所述的输送轮包括设于固定安装板的固定输送轮和设于活动安装板的活动输送轮;其中,所述固定涂布轮的一端通过设有的传动组件与所述的动力源传动联接,所述的活动轮涂布轮的一端通过滑动式传动机构与所述的动力源传动联接;所述固定输送轮的一端与设有的输送动力件传动联接;还包括用于驱动活动安装板并用于调节活动涂布轮与固定涂布轮之间间隙的横向动力组件,及用于推动固定输送轮、活动输送轮以产生输送摩擦力的固定横向推动机构、活动横向推动机构。
其进一步技术方案为:所述动力源为通过电机支架与底板固定的涂布电机,所述的涂布电机位于一活动安装板的外侧;所述的传动组件包括与涂布电机传动联接的花键轴,用于支撑花键轴一端的固定传动座,固定于花键轴上且近于固定传动座的第一主动齿轮,及传动联接于第一主动齿轮与固定涂布轮之间的第一齿轮传动组;所述的第一齿轮传动组固定于固定传动座;所述的固定传动座固定于固定安装板;所述的滑动式传动机构包括与花键轴滑动式传动联接的第二主动齿轮,传动联接于第二主动齿轮与活动涂布轮之间的第二齿轮传动组,及用于支撑第二主动齿轮和第二齿轮传动组的滑动传动座;所述的第二主动齿轮设有与花键轴配合的花键孔;所述的滑动传动座固定于活动安装板;所述的输送动力件为输送电机,且所述的输送电机与固定输送轮固定于设有的固定输送轮支架,所述的活动输送轮固定于设有的活动输送轮支架,所述的固定输送轮支架和活动输送轮支架均与固定安装板滑动联接;所述的固定横向推动机构包括与固定输送支架联接的第一滑柱,与第一柱滑动配合的第一滑座,及固定端设于固定安装板、活动端与固定输送支架联接的第一横向气缸,所述的第一滑座固定于固定安装板;所述的活动横向推动机构包括与活动输送支架联接的第二滑柱,与第二柱滑动配合的第二滑座,及固定端设于活动安装板、活动端与活动输送支架联接的第二横向气缸,所述的第二滑座固定于活动安装板;所述的横向动力组件包括固定于底板的横向电机和丝杆固定座,与横向电机传动联接的丝杆,及与活动安装板固定的螺母座,所述的丝杆与螺母座之间采用滚珠为传动介质进行螺纹联接。
其进一步技术方案为:还包括设于固定涂布轮外侧上方的第一刮刀,用于固定第一刮刀的第一固定板,及用于驱动第一固定板以调节第一刮刀与固定涂布轮之间的间隙的第一气缸,所述的第一固定板与固定安装板为采用线性滑轨的滑动联接;还包括设于活动涂布轮外侧上方的第二刮刀,用于固定第二刮刀的第二固定板,及用于驱动第二固定板以调节第二刮刀与活动涂布轮之间的间隙的第二气缸,所述的第二固定板与活动安装板为采用线性滑轨的滑动联接;被涂布的片状工件的移动方向为从下向上的竖直方向;固定涂布轮、活动涂布轮旋转时的涂布上料方向与片状工件的移动方向相同。
一种自动涂布设备,包括机架,如上所述的涂布装置,用于驱动夹具夹持工件的夹持机构,用于提供夹持机构上下运动的升降机构,用于输送和储存夹具的夹具输送机构,用于从夹具输送机构转移夹具至夹持机构的抓送机构,及接收移料装置,以接收并移动安装有夹具的工件;所述的升降机构设于涂布装置上方的一侧;所述接收移料装置设于涂布装置上方的另一侧,所述的夹具输送机构设于接收移料装置的上方,所述的抓送机构设于夹具输送机构的出料端与升降机构上端之间。
其进一步技术方案为:所述的接收移料装置包括用于从夹持机构对安装有夹具的工件进行转移操作的圆盘转移机构,用于接走圆盘转移机构转移过来安装有夹具的工件的偏心轴往复式移料机构,及用于整组移走偏心轴往复式移料机构上安装有夹具的工件的搬运机构;夹持机构远于升降机构的一侧依次设有所述的圆盘转移机构、所述的偏心轴往复式移料机构和所述的搬运机构。
其进一步技术方案为:所述的夹持机构包括至少两个平行布置的支座,两端传动联接于支座的轴心,固定联接于轴心且能随轴心转动的若干平行布置的安装架,固定于安装架之间的若干夹持件,与夹持件相邻的若干导正件;所述轴心一端设有齿轮,并设有与之啮合并驱动齿轮旋转的齿条;所述齿条一端与设有提供动力的翻转动力件联接;所述齿条与支座滑动联接;所述翻转动力件固定联接于支座上;所述夹持件下端设有用于夹持夹具的夹持部;所述导正件下方设有用于导正工件的导正部。
其进一步技术方案为:所述偏心轴往复式移料机构包括两个平行布置的承载板组,每个承载板组包括活动承载板以及位于所述活动承载板外侧的固定承载板;所述活动承载板上联接有由设有的动力源驱动旋转的偏心轴,所述活动承载板的上端与所述固定承载板的上端分别设有若干个凹槽,所述活动承载板上的凹槽与所述固定承载板上的凹槽对齐布置;在动力源的驱动下,偏心轴产生连续旋转,活动承载板相对于固定承载板做圆周运动,且于水平方向往复移动距离等于两个凹槽之间的间距;偏心轴每旋转一周,置于凹槽上的被移送物品移动两个凹槽的间距,以此逐一从承截板组的一端送到承载板组的另一端。
其进一步技术方案为:所述圆盘转移结构包括两个相对平行布置的第一圆盘、第二圆盘,固定于第一圆盘、第二圆盘内侧相应位置的第一轴心、第二轴心,传动联接于第一轴心、第二轴心的第一托块、第二托块,两端传动联接于机架的传动轴,及固定于机架一侧的转移动力源;所述第一圆盘、第二圆盘外侧均形成有传动联接于机架的第一旋转轴、第二旋转轴;所述第一旋转轴、第二旋转轴外端均设有的第一同步轮通过设有的传动皮带与传动轴上设有的两第二同步轮传动联接;所述传动轴设有的动力轮与动力源输出端传动联接;所述第一轴心、第二轴心的圆心与第一圆盘、第二圆盘的圆心均不同心;所述第一托块、第一托块上部均设有相同的凹槽,下部均设有相同的加重块。
其进一步技术方案为:所述的搬运机构包括滑动联接于机架之间自由移动的底板,固定于底板上端的第一升降部件、第二升降部件,与第一升降部件、第二升降部件固定联接的两组若干导柱,平行固定于导柱下端的托架,固定于底板上端的传动件组,固定于底板上端一侧的搬运动力源;所述的底板两端与机架接触处设有滑动件;所述底板上方搬运动力源与传动件组传动联接;所述托夹前端设有导正件;所述动力件组包括传动轴,固定于传动轴两端的动力齿轮,及与动力齿轮啮合并固定于机架上的齿条;所述托架上设有承载夹具的凹槽。
一种自动涂布设备的自动涂布方法,包括以下步骤:
步骤1:升降机构和夹持机构处于起始位置A,夹持机构处于原始状态,翻转动力源为原始状态,导正件也为原始状态,夹持件也为原始状态;所述起始位置A为抓送机构转移夹具到夹持机构时加持机构和升降机构所处的位置;抓送机构从夹具输送机构把夹具移送到夹持机构的托板上,这时升降机构开始向下运动直至夹持位置C;所述夹持位置C为夹持机构开始驱使夹具夹持工件时夹持机构和升降机构所处的位置;同时,夹持机构的翻转动力源工作,安装在轴心上的部件开始向前翻转90°;翻转到位后,夹持件工作促使夹持部动作,使夹具就位;导正件也同时工作,使导正部处于恰当位置;夹持件和导正件配合妥当后,在夹持位置C等待上一工序完成的工件;与此同时,涂布装置也对工件进行涂料工作;
步骤2:工件从涂布装置两个涂布轮共同作用完成工作后,继续向上运动,导正件对工件进行导正,然后运动至已就位的夹具处;工件到位后,夹持件的夹持部松开,夹持件对工件牢牢夹住;随后夹持工和导正件都退回到原始状态,翻转动力源工作,安装在轴心上的部件向后翻转90°,即整个夹持机构都处于原始状态;这时,夹持机构和带工件夹具在升降机构的作用下,上升至转移位置B;所述转移位置B为圆盘转移机构从夹持机构接走工件时夹持机构和升降机构所处的位置;
步骤3:带工件夹具到达位置B时,圆盘转移机构动力源开始启动,通过动力传动件驱动圆盘做圆周运动;同时圆盘也带动托块作圆周运动,托块相对于联接其本身的轴心做圆周运动;圆盘运动到位,托块从两端托起带工件夹具,圆盘继续做圆周运动,从而把带工件夹具转移至偏心轴往复式移料机构上的活动承载板前端凹槽内;在此过程中,由于带工件夹具与托块的自身重力的作用,托块的凹槽始终朝上,避免带工件夹具脱落;当带工件夹具离开夹持机构的托板后,升降机构和夹持机构退回至起始位置A,完成了一次对夹具的运送和对工件的夹持工作;升降机构和夹持机构完成一次工件运送从转移位置B退回到起始位置A等待夹具,运动到夹持位置C使夹具对工件工作,然后再运动到转移位置B等待安装夹具的工件被接走,如此循环工作;
步骤4:当带工件夹具到达偏心轴往复式移料机构上的活动承载板凹槽内,偏心轴动力源启动,通过动力传动件带动偏心轴连续转动,从而带动活动承载板平行于固定承载板做圆周运动;偏心轴每旋转一圈,活动承载板架起带工件夹具相对于固定板承载板朝前移动两个凹槽间距的距离,使带工件夹具移送到相邻的凹槽内,如此循环工作,直至整个固定承载板存满;
步骤5:偏心轴往复式移料机构存满带工件夹具时,搬运机构的升降部件工作,通过与之联接的导柱带动位于固定承载板外侧的托板向上运动,至此整个固定承载板上带工件夹具全部被拉起;位于底板两端的移动部件在动力源的驱动下,使整个搬运机构连同带工件夹具一起朝前运动,到位后,升降部件下降,带工件夹具落在下一工序托架上,搬运机构反向运动返回到起始位置,搬运机构把存满的一组安装夹具的工件拉起,然后搬运至下一工序,最后搬运机构原路返回再对下一组安装夹具的工件进行搬运,如此循环。
本发明与现有技术相比的有益效果是:涂布装置设有一对能自动调节间隙的并利用摩擦力对工件输送的输送轮,以较简单的机构实现了把工件输送到涂布轮之间;两个涂布轮通过两个相同的传动组件和同一个动力源传动联接,有效的减少了涂布轮在工作的过程中出现的蹿动和速度的不均匀性;活动涂布轮设在活动安装板上、固定涂布轮设在固定安装板上,通过横向动力组件来调节活动安装板来实现活动涂布轮和固定涂布轮之间的间隙来满足不同工件的要求;涂布轮外侧设有的可自动调节的刮刀,能对涂布轮上的涂料进行刮抹均匀,从而使涂抹在工件上的涂抹料更加均匀。涂抹完成后的工件在升降机构、夹持机构和接收移料装置的共同配合下把安装有夹具的工件输送到下一步工序中,其中夹持机构驱动夹具对工件的夹持,减少了在运送的过程中工件脱落的风险;接收移料装置的把已完成涂布安装夹具的工件一件件的存储成安装夹具的工件组,然后整组的搬运到下一工序的烤箱中,减少了烤箱内部热量的损失,以达到节能和高效的目的。
下面结合附图和具体实施例对本发明作进一步描述。
附图说明
图1和2分别为本发明一种自动涂布设备两个不同方向的立体结构图。
图3为本发明一种自动涂布设备简示图。
图4为本发明一种涂布装置工作简示图。
图5、6和7为本发明一种涂布装置三个不同方向立体结构图。
图8为本发明一种自动涂布设备的升降机构立体结构图。
图9和10为本发明一种自动涂布设备的夹持机构的不同方向立体结构图。
图11为本发明一种自动涂布设备的抓送机构立体结构图。
图12和13为本发明一种自动涂布设备的夹具输送机构两个不同方向结构图及输送链条局部放大图。
图14为本发明一种自动涂布设备的圆盘转移机构立体结构图。
图15为本发明一种自动涂布设备的偏心轴往复式移料机构立体结构图。
图16和17为本发明一种自动涂布设备的搬运机构两个不同方向的立体结构图。
具体实施方式
为了更充分理解本发明的技术内容,下面结合具体实施例对本发明的技术方案进一步介绍和说明,但不局限于此。
如图1至3所示,本发明一种涂布装置和自动涂布设备S,它包括固定于设备底部机架90的用于对PCB板94进行涂布的涂布装置10;固定于涂布装置10上方一侧的用于给夹持机构30上下运动的升降机构20;固定联接于升降机构20上的夹持机构30;用于接收并移动带PCB板链夹92的接收移料装置93设于涂布装置10上方的另一侧;设于夹具输送机构50的出料端与升降机构20上端之间的抓送机构40。所述夹具输送机构50设于接收移料装置93的上方。
所述的接收移料机构93包括包括用于从夹持机构30对带PCB板的链夹92进行转移操作的圆盘转移机构60,用于接走圆盘转移机构60转移过来带PCB板的链夹92的偏心轴往复式移料机构70,及用于整组移走偏心轴往复式移料机构70上带PCB板的链夹组的搬运机构80;夹持机构30远于升降机构20的一侧依次设有所述的圆盘转移机构60、所述的偏心轴往复式移料机构70和所述的搬运机构80。
如图4至7所示,为涂布装置示意图。涂布装置10包括固定于机架90上的一对相互平行安装的底板101(底板包括底部安装板1011,固定板120),固定于底板上的涂布轮动力源114,分别固定于底板101上方的一对固定安装板137(包括水平布置的板1371、一对竖立布置板1372)和一对活动安装板130(包括水平布置的板1301、一对竖立布置板1302),一对旋转联接于安装板内侧的涂布轮100(包括旋转联接于固定安装板137之间的固定涂布轮1001和旋转联接于活动安装板130之间的活动涂布轮1002),及一对分别固定于两安装板下方的输送轮133(包括固定于固定安装板137的固定输送轮1331和固定于活动安装板130的活动输送轮1332)。还包括用于驱动活动安装板130并用于调节活动涂布轮1002与固定涂布轮1001之间间隙的横向动力组件129,及用于推动固定输送轮1331、活动输送轮1332以产生输送摩擦力的固定横向推动机构151、活动横向推向机构152。还包括驱动固定输送轮的输送动力件132。
优选的,底板101分别包括通过两块分别平行相对的底部安装板1011固定于机架90两侧。优选的,两块底部安装板1011上表面内边沿竖立联接有两块相对应的固定板120,优选的,为了机构的稳定性,两块相对的固定板120两端分别设有固定拉杆103。优选的,两块固定板120上方分别水平固定联接有固定安装板137、滑动式活动安装板130,且两者平行布置。优选的,活动安装板130包括水平布置的板1301、一对竖立布置板1302;固定安装板137包括水平布置的板1371、一对竖立布置板1372。
一对平行旋转联接与安装板内侧的涂布轮100,涂布轮分为活动涂布轮1002,传动联接于活动安装板130内侧;固定涂布轮1001传动联接于固定安装板137内侧。活动涂布轮1002凸出于活动安装板130一端固定设有第二输入齿轮1052,固定涂布轮1001凸出于固定安装板137一端设有第一输入齿轮1051,且第一输入端齿轮1051和第二输入齿轮1052同处于一侧。固定涂布轮1001一端的第一输入齿轮1051通过传动组件144和涂布轮动力源114联接;活动涂布轮1002一端的第二输入齿轮1052通过滑动式传动机构145和涂布轮动力源114联接。
涂布轮动力源114安装在固定于底部安装板101一侧的涂布轮动力源支架112(且同时位于活动安装板130外侧)上,且动力输出端通过联轴器113和传动轴110联接。优选的,所述传动轴110为花键轴。传动组件144包括传动轴110,用于支撑传动轴110一端的固定传动座109,固定于传动轴110且靠近与固定传动座109的第一主动齿轮1151,及传动联接于第一主动齿轮1151与固定涂布轮102之间的第一齿轮传动组1071.第一齿轮传动组1071固定联接于固定传动座109上。固定传动座109固定安装于固定安装板137上。
滑动式传动机构145包括与传动轴110滑动式传动联接的第二主动齿轮1152,传动联接于第二主动齿轮1152与活动涂布轮1001之间的第二齿轮传动组1072,及用于支撑第二主动齿轮1152和第二齿轮传动组1072的滑动传动座111。第二主动齿轮1152内设有与传动轴110相配合的孔,优选的为花键孔。滑动传动座111固定安装于活动安装板上130。于其他实施例中,涂布轮动力源114可以以其他传动方式与涂布轮传动联接,比如减速箱。
固定涂布轮1001通过第一输入齿轮1051、第一齿轮传动组1071、第一主动齿轮1151和传动轴110联接,活动涂布轮1002通过第二输入齿轮1052、第二齿轮传动组1072、第二主动齿轮1152和传动轴110联接,这样有效的减少了传动过程中出现的蹿动,保证了两个涂布轮100的稳定性和匀速性。固定涂布轮1002、活动涂布轮1001旋转时的涂布上料方向与PCB板94的移动方向相同。
在此实施例中活动涂布轮组件131包括上述右侧涂布轮1002,并与右侧涂布轮1002相匹配的各部件,第二刮刀刮刀117及与之相匹配的部件,及活动安装板130。活动安装板130下方设有活动涂布轮组件滑块126,与之相匹配的活动涂布轮组件滑轨138(此部件固定于固定板120上)。活动安装板130两端有延伸部121,且延伸部不超出底部安装板1011。两边延伸部121和底部安装板1011之间设有两个横向动力组件129,驱动活动涂布轮组件131能在滑轨上往复运动。在此实施例中只对一侧的动力源组件129进行说明,因为另一侧的动力源组件在结构和功能上完全相同。动力源组件129包括固定联接在底部安装板1011上的横向动力电机108,通过丝杆联轴器122和横向动力源108联接的丝杆123,丝杆123末端设有丝杆锁紧螺母128,与丝杆123套合并固定于延伸部121下方的丝杆螺母组件124,还包括丝杆感应器组件125。优选的,丝杆123与螺组件124之间采用滚珠为传动介质进行螺纹联接。
横向动力电极108通过丝杆联轴器122带动丝杆123的转动,丝杆123的转动推动丝杆螺母组件124的往复运动,从而使活动涂布轮组件131能在滑轨上做往复运动。两个横向动力件129通过电极的转动来控制两个涂布轮100之间的距离,能准确使两涂布轮的距离和平行度在合适范围内。丝杆感应器组件125可以对丝杆123位移量进行反馈,把信号传给横向动力源108的伺服电机,通过伺服电机的转动来控制丝杆123的转动,从而控制丝杆螺母组件124的位移量。
从图7可见,所述的固定输送轮1331旋转联接于设有的固定输送轮支架1401上,且固定输送轮1331一端和输送动力件132联接。输送动力件132包括输送电机1321、输送皮带1322和输送轮同步轮1323。优选的,固定输送轮1331和输送动力件132固定联接与固定输送轮支架1401上。固定输送轮支架1401通过固定横向推动机构151与固定安装板137滑动联接。固定横向推动机构151包括与固定输送轮支架1401联接的第一滑柱1341,与第一滑柱1341滑动配合的第一滑座1351(固定于固定安装板137),及固定端设于固定安装板137、活动端与固定输送轮支架1401联接的第一横向气缸1361。所述的活动输送轮1332旋转联接于设有的活动输送轮支架1402,活动输送轮支架1402通过活动横向推动机构152与活动安装板130滑动联接。活动横向推动机构152包括与活动输送轮支架1402联接的第二滑柱1342,与第二滑柱1342滑动配合的第二滑座1352(固定于活动安装板130),及固定端设于活动安装板130、活动端与活动输送轮支架1402联接的第二横向气缸1362。
当PCB板到达预定的位置时,通过第一横向气缸1361和第二横向气缸1362活塞杆伸出或缩回来控制活动输送轮1332和固定输送轮1331之间的距离,从而来调节两输送轮和PCB板94之间的摩擦力。输送动力件132提供固定输送轮1331旋转动力,从而使PCB板94能从下往上运动。优选的,两个输送轮分别装有位移感应器,能随时检测到输送轮的位置,以保证两个输送轮之间的缝隙和两个涂布轮之间的缝隙能在一条竖直直线上,从而避免PCB板94向上运动中由于受力不均而折损。
两个涂布轮外侧各设有刮刀,分别为固定于第一固定板1181的第一刮刀119,固定于第二固定板1182的第二刮刀117。第一刮刀119、第二刮刀117下方分别设有两个相同的刮刀滑块127,及刮刀滑块127相匹配的刮刀滑轨139。与活动安装板130垂直固定安装的第二气缸固定板142,与固定安装板137垂直固定安装第一气缸固定板141,所述的刮刀滑轨139一端分别固定在第一气缸固定板141、第二气缸固定板的内侧。刮刀滑块127上端和第一固定固定板1181、第二固定板1182固定联接,前端和分别固定在第一气缸固定板141、第二气缸固定板142的第一刮刀气缸1021、第二刮刀气缸1022固定联接。刮刀气缸驱动刮刀滑块127就能带动刮刀相对于涂布轮的靠近或远离运动,从而调节刮刀和涂布轮之间的间隙。刮刀上端远离涂布轮,下端近于涂布轮,从而形成一个V型槽;V型槽用于放置涂料,调节刮刀与涂布轮之间的间隙,就能控制附在涂布轮的涂料量,也能对涂布轮上的涂料刮抹均匀。优选的,第一固定板1181和第二固定板1182相对应的位置设有对射感应装置104,通过电信号来准确调节刮刀和涂布轮之间的距离。
优选的,刮刀气缸的活塞杆向前伸出时,活塞杆推动刮刀滑块127向前运动,因为刮刀和滑块利用杠杆原理设计,所以刮刀就会远离涂布轮;刮刀气缸的活塞杆向后缩回时,刮刀就会趋向涂布轮。刮刀气缸控制刮刀远离或趋向涂布轮,有利于控制涂布轮上的涂料均匀性。
图8为升降机构20的结构示意图。升降机构20的主体升降架214两侧固定安装耐磨的线性滑轨202。优选的升降架214为铝型材。与线性滑轨202相匹配的升降滑块206固定于升降滑块座板307下方,保证上下运输过程中顺畅及方向的准确。升降丝杆203安装于升降架214中间,两端用丝杆轴承组件211固定,丝杆轴承组件211分别固定于丝杆底座201、顶部盖板210上。
升降丝杆203上端有延伸部,延伸部穿过丝杆轴承组件211及顶部盖板210,并且与丝杆同步轮212联接,丝杆同步轮211与升降动力源213旋转联接。丝杆螺母204套合在升降丝杆203上,并且固定在升降滑块座板307下方。丝杆螺母204和升降丝杆507的配合,将升降动力源213的旋转运动变为直线运动,从而实现升降滑块座板307能上下运动。
优选的,升降丝杆203两端设有缓冲垫205,防止丝杆螺母203在运动到两端时产生碰撞损坏。
优选的,升降机构20上装有位移感应器组件。位移感应器能将安装在升降机构20上的夹持机构30的位移量转化成反馈信号,然后传递给升降动力源213,通过升降动力源213转动来控制升降丝杆203的旋转从而控制夹持机构30的位移量。
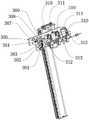
图9和图10为夹持机构30结构示意图。夹持机构30安装在上述的升降机构20的升降滑块座板307上。三个杠杆式气动手指气缸310通过固定于翻转轴302上的三个开夹气缸座312联成一体,三个杠杆式气动手指气缸310分别安装于三个开夹气缸座312之中的两者之间,且开夹座上还安装有两个导板气缸311,三个杠杆式气动手指气缸310和两个导板气缸311相邻布置,最优的两个导板气缸311分别固定于外侧两个杠杆式气动手指气缸310和开夹气缸座31之间。两个导板气缸311下端联接有导向板313,导向板313能通过气缸的伸缩进行升降运动,这样以便导正PCB板正确导入链夹的位置以及防止前一工序送来链夹至托块320产生干涉和运输至下一工序产生不必要的阻碍。杠杆式气动手指气缸310下部联接有手指件,气缸活塞杆伸缩时,手指件能张开或者闭合,从而对托块320上的链夹进行开夹或松夹。
翻转轴心302两端通过轴承固定联接在翻转轴承座317上,其中一端延伸出翻转轴承座317外,且与翻转齿轮301联接。与翻转齿轮301配合的翻转齿条303上方固定有翻转滑轨309,与翻转滑轨309匹配的翻转滑块305通过翻转滑块固定块308固定于翻转轴承座317上,翻转齿条303末端通过浮动接头304和翻转气缸316联接,这几个部件的组合,使固定在升降滑块座板307上的翻转气缸316的直线运动转变为翻转轴302的旋转运动。翻转轴302的旋转带动固定在其上的开夹气缸座312、导板气缸311及杠杆式气动手指气缸310做翻转运动,从而腾出空间给链夹91。上述的托块320及翻转轴承座317都固定在翻转墙板319上,且翻转墙板319通过垫块318和升降滑块座板307联接。
夹持机构30和升降机构20联接成一个整体,夹持机构30实现了链夹91对工件的夹持,升降机构20实现了对链夹91和工件的输送。
图11为抓送机构40结构示意图。抓送机构40是把链夹91送到夹持机构30的托块320上。送夹气缸402后端通过连接轴410和卡簧411联接到固定在机架上的气缸固定块401,前端活塞杆通过浮动接头409和固定块408固定联接。固定块408上方固定有线性滑块403,与线性滑块403联接的线性滑轨404固定在机架上。升降气缸405固定于固定块408的前端,其下方与连接块406固定联接。联接块406下方固定联接有手指气缸407。升降气缸405提供上下运动,送夹气缸402提供水平运动,手指气缸407提供对链夹的夹持和松开动作,三个气缸的组合完成了对链夹的输送。
图12至13为链夹输送机构50结构示意图。两条固定在整线上机架方通510的链托方通514分别托起两侧的整条输送链条501,输送链条501前端挂在动力轴515上的两个转动链轮516上,动力轴515两端与固定在机架方通510上的带座轴承503旋转联接。动力源507固定在机架方通510上,并且动力源507通过动力链条506给动力轴515提供动力。
上述的输送链条501,外链板520和内链板522都有向上延伸部523,延伸部523开有销孔525。两个链条销孔526与销孔526成三角形分布。在整个链条中两个相对应的内链板之间通过销轴二528联接,且销轴二528上套有滚筒二527,同样的,两个相对应的外链板520之间也通过销轴一521联接,且销轴一521也套有滚筒一524。滚筒一527和滚筒二527相邻排列,形成整个链条上部。优选的,滚筒二527短于滚筒一524,销轴二528短于销轴一521。链夹输送过程中,链夹挂在滚筒于滚筒之间,随着链条一起向前运动。
输送链条501两侧装有导正板为导正链夹作用,一侧为固定在机架方通510上的固定导正片502,一侧为固定联接在活动导正片气缸516上的活动导正片508。活动导正片508由活动导正片气缸516带动用于推正链夹。输送链条501和导正片之间还设有定位托夹板504,用于输送链条501输送过来的链夹进行定位。
两个链托方通514之间固定联接有固定方通512,固定方通512上通过铰链件513联接拦枝挡板511。更优的,拦枝挡板511前端设有拦枝挡块517,以防输送链条501输送过来的链夹脱落。拦枝挡板511下部固定有拦枝气缸固定座519,且固定座上联接有拦枝气缸518。输送链条501输送过来的链夹通过拦枝气缸518控制的拦枝挡板511上下位移来调整链夹,使链夹能顺畅的移送到定位托夹板504前端的凹槽内。
优选的,输送链条501上安装有用于感应特殊链条张紧度的感应物件,并且此感应物件测出的张紧度能及时反馈给气缸,使气缸保持在一个适当的气压范围,从而提高机构的寿命和工作的顺畅度。
图14为圆盘转移机构60的结构示意图。圆盘转移机构60位于夹持机构30的前端,接走在夹持机构30上完成了对PCB板夹持的链夹并输送至下一个动作机构。圆盘送夹动力源610固定在机架上,动力输出端联接有动力源同步齿609,且动力源同步齿609通过同步杆皮带608和旋转同步杆611上的旋转同步齿联接。旋转同步杆611两侧通过带座轴承组件615固定在机架上。同步旋转杆611两端设有同步旋转圆齿弧607,且同步旋转圆齿弧607通过旋转同步皮带606与两侧的圆盘同步齿605联接。
送板圆盘601后侧固定连接有旋转圆盘轴心612,且与送板圆盘601圆心重合。旋转圆盘轴心612通过圆盘轴承组件604固定在机架上。送板圆盘601偏离圆心处开有槽孔,且槽孔通过法兰轴承613联接旋转托块轴心602。旋转托块轴心602前端固定有带凹槽的旋转托块603,且旋转托块603和旋转托块轴心602能相对于送夹圆盘601旋转运动,凹槽用于承载链夹。优选地,旋转托块603位于旋转托块轴心602一侧,且下端设有加重块,如此在旋转过程中,旋转托块603靠自身的重力使凹槽始终保持朝上,避免在运送带PCB板的链夹过程中脱落。
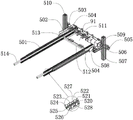
图15为偏心轴往复式移料机构70结构示意图。偏心轴浮动输送结构70,包括两个相对布置的承载板组,承载板组包括浮动承载板703以及位于浮动承载板703外端的固定承载板704;其中,浮动承载板703上连接有旋转偏心轴707,该旋转偏心轴707由偏心轴动力源711驱动旋转,在偏心轴动力源711的驱动下,浮动承载板703可以相对于固定承载板704做直径为相邻两个凹槽714距离的偏心轮运动;浮动承载板703的上端与固定承载板704的上端分别朝下凹陷,形成若干个凹槽714,浮动承载板703上的凹槽714与固定承载板704上的凹槽714相互对齐布置。
浮动承载板703上的凹槽714以及固定承载板704上的凹槽714用于承载带PCB板的链夹,当偏心轴动力源711驱动浮动承载板703运动时,浮动承载板703相对于固定承载板704朝上移动,架起带PCB板的链夹后,再相对于固定承载板704朝前移动一个凹槽714的位置后,浮动承载板703相对于固定承载板704朝下移动,将PCB板70材组放下来,使其两端嵌入在固定承载板704的凹槽714内,浮动承载板703相对于固定承载板704朝前移动,回到最初的位置;重复上述动作,浮动承载板703的移动,可以实现带PCB板的链夹的移动。
上述的偏心轴往复式移料结构70,通过设置由偏心轴动力源711驱动转动的旋转偏心轴707,旋转偏心轴707与浮动承载板703连接,带动浮动承载板703做偏心轮运动,利用固定承载板704架设带PCB板的链夹,浮动承载板703会架起带PCB板的链夹后相对于固定承载板704朝前移动一个凹槽714的位置,达到移动带PCB板的链夹的作用,无需人手移动,效率高,结构简单,实用性强。
具体的,浮动承载板703上连接有两个间隔布置的上述的旋转偏心轴707,且两个上述的旋转偏心轴707的内端通过轴承702与浮动承载板703连接,且偏心轴动力源711的输出轴通过动力链条701与旋转偏心轴707的内端连接;从而实现偏心轴动力源711驱动旋转偏心轴707的转动。
另外,两个旋转偏心轴707的外端分别对应连接有一个双排链轮710和一个单排链轮706,双排链轮710与动力链条701配合,且双排链轮710通过偏心轴链条709与单排链轮706实现动力传动。
于其他实施例,上述的偏心轴链条709以及动力链条701可以替换成皮带等其他连接传动件,并不局限于上述的偏心轴链条709以及动力链条701。
图16至17为搬运组件机构80的结构示意图。搬运组件机构80和偏心轴往复式移料机构70平行安装。两块搬运滑轨垫板801分别固定在设备的两侧机架上,搬运滑轨垫板801上方固定安装搬运齿排809,与搬运齿排809平行且在其一侧的搬运滑轨垫板801上固定安装搬运滑动导轨813。搬运底板810下方两侧固定有搬运滑块819,并于垫板上的搬运滑动导轨813相匹配。搬运滑块819和搬运滑动导轨轨的配合,提高了整个搬运机构运动的可控性性和流畅性。
搬运底板810上部四个角落安装有四个直线轴承808,滑杆导柱803穿过直线轴承808。靠近导轨一侧的两个滑杆导柱803下端和搬运托夹811固定联接;上端和导柱连接板802固定联接,且导杆连接板802和固定在搬运底板810上的升降气缸806的活塞杆固定联接。升降气缸806伸缩带与动滑杆导柱803联接的搬运托板811上下运动。优选的,搬运托夹811前端设有导正板812,以使带PCB板的链夹能准确落在搬运托板811的齿槽内。
搬运转轴815通过带座轴承814固定在搬运底板上方,且两端联接有与搬运滑轨垫板801上的搬运齿排809啮合搬运齿轮804;搬运转轴815上的同步轮818通过同步皮带817和搬运动力源816联接。搬运动力源816向搬运转轴815提供驱动力,搬运齿轮804能沿着搬运齿排809前后运动,从而使整个机构和挂在搬运托板811上的带PCB板的链夹组一起运动。
因为搬运机构80和偏心轮浮动输送机构70平行安装,搬运托板811落在偏心轴往复式移料机构70的固定承载板704外侧。当偏心轴往复式移料机构70中所存带PCB板的链夹已满时,利用搬运机构80的升降气缸806托起整个储存于偏心轮浮动机构70的多个带PCB板的链夹,使其脱离固定承载板704。然后再启动搬运机构80上的搬运动力源816使其搬运转轴815驱动两侧的搬运齿轮804,搬运齿轮804与安装在垫板上的搬运齿排809啮合从而使整个搬运机构80能前后运动。由此,便能实现搬运多个带PCB板的链夹组转移至下一个工序环节中。
本发明还涉及一种链夹夹持工件和运送的方法,结合图1至图17,具体步骤如下:
步骤1:升降机构20和夹持机构30处于起始A位置,夹持机构30处于原始状态。翻转气缸316为缩回状态,导板气缸311也为缩回状态,杠杆式气动手指气缸310的手指为状态状态。抓送机构40把链夹送到托块320上,优选的,为了节省时间,这时升降机构20开始向下运动。同时,夹持机构30的翻转气缸316工作向前伸出使杠杆式气动手指气缸310和导板气缸311翻转。优选的,到达C位置时杠杆式气动手指气缸310闭合手指,使链夹上的夹板机构打开,导板气缸311工作伸出导向板至合适的位置,等待涂抹完的PCB板。与此同时,涂布装置10也对PCB板进行涂料工作。
步骤2:升降机构20到达C位置时,PCB板涂抹后经过两个涂布轮100之间上升至链夹口处,这时杠杆式气动手指气缸310手指松开,链夹便夹住PCB板。同时翻转气缸316工作缩回至该气缸零点位置,固定在翻转轴302上的整个组件翻转90°,导板气缸311也缩回至该气缸零点位置。这时的夹持机构30翻转动作结束后其又回到原始状态。然后,升降机构20上升至B位置。
步骤3:升降机构20带动夹持机构30和带PCB板链夹至B位置时,圆盘转移机构60的圆盘送夹动力源610启动,通过同步杆皮带608驱动旋转同步杆611旋转;旋转同步杆610的旋转带动两端的送板圆盘601运动转动,从而带动旋转托块603做圆周运动并托起带有PCB板链夹转移至偏心轴往复式移料机构70的的浮动承载板703前端凹槽714内;这时,安装在圆盘转移机构上60的感应器组件感应到送板圆盘601旋转的角度到位后,圆盘送夹动力源610就会立马刹车结束送板过程,送板圆盘601回归至靠近夹持机构30处,待浮动承载板703上的带PCB板链夹送走后,又进行下一片带PCB板链夹转移过程。由于旋转托块603特殊安装方式使得带PCB板链夹能在转移过程中始终都是随着旋转托块603垂直向下。当带PCB板链夹离开夹持机构30的托块320时,夹持机构30和升降机构20退回至原来的A位置,进行下一个链夹的输送,升降机构20和夹持机构30完成一次PCB板运送从转移位置B退回到起始位置A等待上装链夹,运动到夹持位置C使链夹对PCB板工作,然后再运动到转移位置B等待带PCB板的链夹被接走,如此循环工作。
步骤4:安装在偏心轴往复式移料机构70上的感应器组件感应到送夹圆盘601旋转把带PCB板链夹到位时,偏心轴动力源711启动,通过链条传动驱动旋转偏心轴707转动,从而带动浮动承载板703做向上圆周运动带走送板圆盘601上带PCB板链夹至固定承载板704的凹槽714上,浮动承载板703继续做圆周运动回到初始接板位置,此过程完成了一次接板。待下一片带PCB板被送至时,浮动承载板703继续做圆周运动,送至固定承载板第一凹槽714,原来在固定承载板704第一凹槽714的板材就会在此过程中向前移动到下一个凹槽,如此循环,直到存满整个固定承载板704。
步骤5:当偏心轴往复式移料机构70的带PCB板链夹存满时,搬运机构80上的升降气缸806工作向上顶起导柱连接板802,从而带动滑杆导柱803拉起整个搬运托板811。至此整个固定承载板704上的带PCB板链夹全部被拉起,在拉起过程中链夹通过导正板812导正所有的链夹至所需的位置。升降气缸806伸出到位后,搬运动力源816启动。搬运动力源816驱动搬运转轴815两端的搬运齿轮804在与之啮合的齿排809上运动,整个搬运机构80便沿着搬运滑动导轨813向前移动至烤箱输送托板上方。到位后,搬运升降气缸806缩回下降,搬运托板811上的带PSB板链夹就会落在烤箱输送托板上,至此搬运动力源816反向运动,搬运机构80又回到搬运起始位置,结束一次搬运动作,等待下一次搬运。
综上所述,涂布装置设有一对能自动调节间隙的并利用摩擦力对PCB板输送的输送轮,以较简单的机构实现了把PCB板输送到涂布轮之间;两个涂布轮通过两个相同的传动组件和同一个动力源传动联接,有效的减少了涂布轮在工作的过程中出现的蹿动和速度的不均匀性;还有活动涂布轮设在活动安装板上、固定涂布轮设在固定安装板上,通过横向动力组件来调节活动安装板来实现活动涂布轮和固定涂布轮之间的间隙,以满足不同PCB板的要求;涂布轮外侧设有的可自动调节的刮刀,能对涂布轮上的涂料进行刮抹均匀,从而使涂抹在工件上的涂抹料更加均匀。在升降机构、夹持机构和接收移料装置的共同配合下把带PCB板的链夹输送到下一步工序中,其中夹持机构驱动链夹对PCB板的夹持,减少了在运送的过程中工件脱落的风险;接收移料装置的把已完成涂布带PCB板的链夹一件件的存储成带PCB板链夹组,然后整组的搬运到下一工序的烤箱中,减少了烤箱内部热量的损失,以达到节能和高效的目的。
上述仅以实施例来进一步说明本发明的技术内容,以便于读者更容易理解,但不代表本发明的实施方式仅限于此,任何依本发明所做的技术延伸或再创造,均受本发明的保护。本发明的保护范围以权利要求书为准。
Claims (6)
1.一种自动涂布设备,其特征在于,包括机架,涂布装置,用于驱动夹具夹持工件的夹持机构,用于提供夹持机构上下运动的升降机构,用于输送和储存夹具的夹具输送机构,用于从夹具输送机构转移夹具至夹持机构的抓送机构,及接收移料装置,以接收并移动安装有夹具的工件;所述的升降机构设于涂布装置上方的一侧;所述的接收移料装置设于涂布装置上方的另一侧,所述的夹具输送机构设于接收移料装置的上方,所述的抓送机构设于夹具输送机构的出料端与升降机构上端之间,其中,所述涂布装置包括:固定于机架上的一对相对平行安装的底板;固定于底板上的动力源;分别固定于两底板上方的一对固定安装板和一对活动安装板,所述的活动安装板与底板滑动联接;一对平行旋转联接于安装板内侧的涂布轮,所述的涂布轮包括设于固定安装板之间的固定涂布轮和设于活动安装板之间的活动涂布轮;及一对分别固定于两安装板下方的输送轮,所述的输送轮包括设于固定安装板的固定输送轮和设于活动安装板的活动输送轮;其中,所述的固定涂布轮的一端通过设有的传动组件与所述的动力源传动联接,所述的活动轮涂布轮的一端通过滑动式传动机构与所述的动力源传动联接;所述的固定输送轮的一端与设有的输送动力件传动联接;还包括用于驱动活动安装板并用于调节活动涂布轮与固定涂布轮之间间隙的横向动力组件,及用于推动固定输送轮、活动输送轮以产生输送摩擦力的固定横向推动机构、活动横向推动机构;所述的接收移料装置包括用于从夹持机构对安装有夹具的工件进行转移操作的圆盘转移机构,用于接走圆盘转移机构转移过来安装有夹具的工件的偏心轴往复式移料机构,及用于整组移走偏心轴往复式移料机构上安装有夹具的工件的搬运机构;夹持机构远于升降机构的一侧依次设有所述的圆盘转移机构、所述的偏心轴往复式移料机构和所述的搬运机构;
所述的偏心轴往复式移料机构包括两个平行布置的承载板组,每个承载板组包括活动承载板以及位于所述的活动承载板外侧的固定承载板;所述的活动承载板上联接有由设有的动力源驱动旋转的偏心轴,所述的活动承载板的上端与所述的固定承载板的上端分别设有若干个凹槽,所述活动承载板上的凹槽与所述固定承载板上的凹槽对齐布置;在动力源的驱动下,偏心轴产生连续旋转,活动承载板相对于固定承载板做圆周运动,且于水平方向往复移动距离等于两个凹槽之间的间距;偏心轴每旋转一周,置于凹槽上的被移送物品移动两个凹槽的间距,以此逐一从承截板组的一端送到承载板组的另一端;
所述圆盘转移结构包括两个相对平行布置的第一圆盘、第二圆盘,固定于第一圆盘、第二圆盘内侧相应位置的第一轴心、第二轴心,传动联接于第一轴心、第二轴心的第一托块、第二托块,两端传动联接于机架的动力轴,及固定于机架一侧的转移动力源;所述的第一圆盘、第二圆盘外侧均形成有传动联接于机架的第一旋转轴、第二旋转轴;所述的第一旋转轴、第二旋转轴外端均设有的第一同步轮通过设有的传动皮带与动力轴上设有的两第二同步轮传动联接;所述的动力轴设有的动力轮与动力源输出端传动联接;所述的第一轴心、第二轴心的圆心与第一圆盘、第二圆盘的圆心均不同心;所述的第一托块、第一托块上部均设有相同的凹槽,下部均设有相同的加重块。
2.根据权利要求1所述的自动涂布设备,其特征在于,所述的动力源为通过电机支架与底板固定的涂布电机,所述的涂布电机位于一活动安装板的外侧;
所述的传动组件包括与涂布电机传动联接的花键轴,用于支撑花键轴一端的固定传动座,固定于花键轴上且近于固定传动座的第一主动齿轮,及传动联接于第一主动齿轮与固定涂布轮之间的第一齿轮传动组;所述的第一齿轮传动组固定于固定传动座;所述的固定传动座固定于固定安装板;
所述的滑动式传动机构包括与花键轴滑动式传动联接的第二主动齿轮,传动联接于第二主动齿轮与活动涂布轮之间的第二齿轮传动组,及用于支撑第二主动齿轮和第二齿轮传动组的滑动传动座;所述的第二主动齿轮设有与花键轴配合的花键孔;所述的滑动传动座固定于活动安装板;
所述的输送动力件为输送电机,且所述的输送电机与固定输送轮固定于设有的固定输送轮支架,所述的活动输送轮固定于设有的活动输送轮支架,所述的固定输送轮支架和活动输送轮支架均与固定安装板滑动联接;
所述的固定横向推动机构包括与固定输送支架联接的第一滑柱,与第一柱滑动配合的第一滑座,及固定端设于固定安装板、活动端与固定输送支架联接的第一横向气缸,所述的第一滑座固定于固定安装板;
所述的活动横向推动机构包括与活动输送支架联接的第二滑柱,与第二柱滑动配合的第二滑座,及固定端设于活动安装板、活动端与活动输送支架联接的第二横向气缸,所述的第二滑座固定于活动安装板;
所述的横向动力组件包括固定于底板的横向电机和丝杆固定座,与横向电机传动联接的丝杆,及与活动安装板固定的螺母座,所述的丝杆与螺母座之间采用滚珠为传动介质进行螺纹联接。
3.根据权利要求1所述的自动涂布设备,其特征在于,还包括设于固定涂布轮外侧上方的第一刮刀,用于固定第一刮刀的第一固定板,及用于驱动第一固定板以调节第一刮刀与固定涂布轮之间的间隙的第一气缸,所述的第一固定板与固定安装板为采用线性滑轨的滑动联接;
还包括设于活动涂布轮外侧上方的第二刮刀,用于固定第二刮刀的第二固定板,及用于驱动第二固定板以调节第二刮刀与活动涂布轮之间的间隙的第二气缸,所述的第二固定板与活动安装板为采用线性滑轨的滑动联接;被涂布的片状工件的移动方向为从下向上的竖直方向;固定涂布轮、活动涂布轮旋转时的涂布上料方向与片状工件的移动方向相同。
4.根据权利要求1所述的一种自动涂布设备,其特征在于所述的夹持机构包括至少两个平行布置的支座,两端传动联接于支座的轴心,固定联接于轴心且能随轴心转动的若干平行布置的安装架,固定于安装架之间的若干夹持件,与夹持件相邻的若干导正件;所述的轴心一端设有齿轮,并设有与之啮合并驱动齿轮旋转的齿条;所述的齿条一端与设有提供动力的翻转动力件联接;所述的齿条与支座滑动联接;所述的翻转动力件固定联接于支座上;所述的夹持件下端设有用于夹持夹具的夹持部;所述的导正件下方设有用于导正工件的导正部。
5.根据权利要求1所述的一种自动涂布设备,其特征在于所述的搬运机构包括滑动联接于机架之间自由移动的底板,固定于底板上端的第一升降部件、第二升降部件,与第一升降部件、第二升降部件固定联接的两组若干导柱,平行固定于导柱下端的托架,固定于底板上端的传动件组,固定于底板上端一侧的搬运动力源;所述的底板两端与机架接触处设有滑动件;所述的底板上方搬运动力源与传动件组传动联接;所述的托架前端设有导正件;所述的动力件组包括搬运传动轴,固定于搬运传动轴两端的动力齿轮,及与动力齿轮啮合并固定于机架上的齿条;所述的托架上设有承载夹具的凹槽。
6.一种自动涂布设备的自动涂布方法,基于如权利要求1至5任意一项所述的自动涂布设备,其特征在于,包括以下步骤:
步骤1:升降机构和夹持机构处于起始位置A,夹持机构处于原始状态,翻转动力源为原始状态,导正件也为原始状态,夹持件也为原始状态;所述的起始位置A为抓送机构转移夹具到夹持机构时,加持机构和升降机构所处的位置;抓送机构从夹具输送机构把夹具移送到夹持机构的托板上,这时升降机构开始向下运动直至夹持位置C;所述的夹持位置C为夹持机构开始驱使夹具夹持工件时夹持机构和升降机构所处的位置;同时,夹持机构的翻转动力源工作,安装在轴心上的部件开始向前翻转90°;翻转到位后,夹持件工作促使夹持部动作,使夹具就位;导正件也同时工作,使导正部处于恰当位置;夹持件和导正件配合妥当后,在夹持位置C等待上一工序完成的工件;与此同时,涂布装置也对工件进行涂料工作;
步骤2:工件从涂布装置两个涂布轮共同作用完成工作后,继续向上运动,导正件对工件进行导正,然后运动至已就位的夹具处;工件到位后,夹持件的夹持部松开,夹持件对工件牢牢夹住;随后夹持工和导正件都退回到原始状态,翻转动力源工作,安装在轴心上的部件向后翻转90°,即整个夹持机构都处于原始状态;这时,夹持机构和安装夹具的工件在升降机构的作用下,上升至转移位置B;所述的转移位置B为圆盘转移机构从夹持机构接走工件时夹持机构和升降机构所处的位置;
步骤3:安装夹具的工件到达转移位置B时,圆盘转移机构动力源开始启动,通过动力传动件驱动圆盘做圆周运动;同时圆盘也带动托块作圆周运动,托块相对于联接其本身的轴心做圆周运动;圆盘运动到位,托块从两端托起安装夹具的工件,圆盘继续做圆周运动,从而把安装夹具的工件转移至偏心轴往复式移料机构上的活动承载板前端凹槽内;在此过程中,由于安装夹具的工件与托块的自身重力的作用,托块的凹槽始终朝上,避免安装夹具的工件脱落;当安装夹具的工件离开夹持机构的托板后,升降机构和夹持机构退回至起始位置A,完成了一次对工件运送工作;升降机构和夹持机构完成一次工件运送从转移位置B退回到起始位置A等待装夹具,运动到夹持位置C使夹具对工件工作,然后再运动到转移位置B等待安装夹具的工件被接走,如此循环工作;
步骤4:当安装夹具的工件到达偏心轴往复式移料机构上的活动承载板凹槽内,偏心轴动力源启动,通过动力传动件带动偏心轴连续转动,从而带动活动承载板平行于固定承载板做圆周运动;偏心轴每旋转一圈,活动承载板架起安装夹具的工件相对于固定板承载板朝前移动两个凹槽间距的距离,使安装夹具的工件移送到相邻的凹槽内,如此循环工作,直至整个固定承载板存满;
步骤5:偏心轴往复式移料机构存满安装夹具的工件时,搬运机构的升降部件工作,通过与之联接的导柱带动位于固定承载板外侧的托板向上运动,至此整个固定承载板上安装夹具的工件全部被拉起;位于底板两端的移动部件在动力源的驱动下,使整个搬运机构连同安装夹具的工件一起朝前运动,到位后,升降部件下降,安装夹具的工件落在下一工序托架上,搬运机构反向运动返回到起始位置;搬运机构把存满的一组安装夹具的工件拉起,然后搬运至下一工序,最后搬运机构原路返回再对下一组安装夹具的工件进行搬运,如此循环。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201610606237.3A CN106423710B (zh) | 2016-07-28 | 2016-07-28 | 一种涂布装置和自动涂布设备及其方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201610606237.3A CN106423710B (zh) | 2016-07-28 | 2016-07-28 | 一种涂布装置和自动涂布设备及其方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN106423710A CN106423710A (zh) | 2017-02-22 |
| CN106423710B true CN106423710B (zh) | 2022-08-05 |
Family
ID=58184334
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201610606237.3A Active CN106423710B (zh) | 2016-07-28 | 2016-07-28 | 一种涂布装置和自动涂布设备及其方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN106423710B (zh) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107444969A (zh) * | 2017-08-25 | 2017-12-08 | 福州可源电子有限公司 | 一种绕线机 |
| CN108556235A (zh) * | 2018-06-08 | 2018-09-21 | 温岭市聚氟科技有限公司 | 一种流延法制膜生产线 |
| CN109250486B (zh) * | 2018-10-18 | 2024-03-26 | 李荣根 | 一种快速取放板装置及其取放设备和取放板方法 |
| CN109405546B (zh) * | 2018-12-18 | 2023-12-19 | 沈阳真空技术研究所有限公司 | 可变夹持范围带触底保护气动加料机构 |
| CN110586404B (zh) * | 2019-09-18 | 2021-10-08 | 江苏合捷重工科技有限公司 | 一种传动轴 |
| CN111068975A (zh) * | 2020-01-21 | 2020-04-28 | 李招兰 | 一种自动浸涂机 |
| CN114643159B (zh) * | 2022-03-14 | 2023-08-11 | 池州市贵池区吴田农业专业合作社 | 一种应用于围栏类栏板的智能便携式双向维护设备 |
| CN115301496B (zh) * | 2022-09-02 | 2024-03-12 | 天科新能源有限责任公司 | 一种均匀分散浆料的钠离子电池负极片点蘸涂布装置及操作方法 |
| CN115279048B (zh) * | 2022-09-26 | 2022-12-16 | 四川英创力电子科技股份有限公司 | 一种电路板烘烤自动输送装置 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4926789A (en) * | 1987-10-13 | 1990-05-22 | Ciba-Geigy Corporation | Transport apparatus for boards |
| DE102010049387A1 (de) * | 2010-10-26 | 2012-04-26 | Sam Sungan Ralph Pagendarm Gmbh | Vorrichtung zum Aufbringen eines fließfähigen Mediums auf eine Bahn |
| CN203461450U (zh) * | 2013-07-28 | 2014-03-05 | 安徽丹凤集团桐城玻璃纤维有限公司 | 一种改进的丝筒输送装置 |
| CN203737498U (zh) * | 2013-12-31 | 2014-07-30 | 广东凯德能源科技有限公司 | 一种电池正负极浆料涂布机 |
| CN104941863B (zh) * | 2015-06-03 | 2017-11-17 | 喜健环球科技有限公司 | 一种全自动水平灌涂式pcb板双面涂布机 |
| CN204936326U (zh) * | 2015-09-15 | 2016-01-06 | 浙江金欧包装有限公司 | 瓦楞纸板成型机的上胶装置 |
| CN205272184U (zh) * | 2015-12-18 | 2016-06-01 | 合肥科优博自动化系统工程有限公司 | 一种高速智能微喷带打孔机 |
-
2016
- 2016-07-28 CN CN201610606237.3A patent/CN106423710B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN106423710A (zh) | 2017-02-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106423710B (zh) | 一种涂布装置和自动涂布设备及其方法 | |
| CN106743693B (zh) | 一种高位码垛机 | |
| CN101648454B (zh) | 自动网版印刷生产线的卡匣装置 | |
| CN103101725A (zh) | 焊网机的钢筋移动输送机构 | |
| CN109453954B (zh) | 衬套外管全自动内涂胶生产线及生产工艺 | |
| RU2355579C2 (ru) | Конвейер для транспортировки заготовок в прессе | |
| CN104511704B (zh) | 一种柔性化组合焊接流水线 | |
| CN109351525B (zh) | 自动喷漆机 | |
| CN113696168B (zh) | 一种角钢转运机械手及输电铁塔角钢加工生产线 | |
| CN112157549B (zh) | 一种鼓式刹车片自动加工生产线 | |
| CN110540040A (zh) | 一种管件翻转传送装置 | |
| CN111390087B (zh) | 抽油杆智能制造生产线 | |
| CN109279341B (zh) | 一种运用于陶瓷辊棒生产的承托件上、下料设备 | |
| CN208326653U (zh) | 一种自动上下料火焰处理机 | |
| CN106364917B (zh) | 一种瓷砖码垛装置 | |
| CN205949177U (zh) | 一种涂布装置和自动涂布设备 | |
| CN210553557U (zh) | 一种自动印花机的烘干模式及其输送装置 | |
| CN114834917B (zh) | 一种物料卸料系统 | |
| CN218226724U (zh) | 一种带孔圆管寻位机构 | |
| CN116002310A (zh) | 模块化分组装配生产线 | |
| CN210557728U (zh) | 多向重载输送机 | |
| CN109318032B (zh) | 一种自动便捷下料系统及生产设备 | |
| CN111018325B (zh) | 制瓶机自动上管机的供管装置及供管方法 | |
| CN212374371U (zh) | 送料装置 | |
| CN110027869A (zh) | 一种橱柜产线用上料机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |