CN1057416A - 加热方法和装置 - Google Patents
加热方法和装置 Download PDFInfo
- Publication number
- CN1057416A CN1057416A CN91103226A CN91103226A CN1057416A CN 1057416 A CN1057416 A CN 1057416A CN 91103226 A CN91103226 A CN 91103226A CN 91103226 A CN91103226 A CN 91103226A CN 1057416 A CN1057416 A CN 1057416A
- Authority
- CN
- China
- Prior art keywords
- blowpipe
- plasma gas
- argon
- tundish
- helium
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
- B22D11/11—Treating the molten metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
- Plasma Technology (AREA)
- Furnace Details (AREA)
Abstract
一种采用等离子气体吹管在浇口盘中加热熔化
物的方法。等离子气体由氩与氮、氢、氖和氦中的一
种或几种气体的混合物组成。氩和包含体积比为10
~20%的氦的混合物对于加热钢水是实用的。对一
个给定长度的电弧,能获得比只用纯氩作为等离子气
体更高的电压。吹管最好装在一个水平的支撑臂上,
该臂以枢轴装在一个可延伸的支持物上,以便于固定
吹管在浇口盘上方所限定的空间中的位置。
Description
本发明涉及到一种用于加热的方法和装置。特别是,它涉及到在浇口盘中利用热等离子气体对熔化的金属进行加热。
热等离子是一种有足够能量的气体,它有很大比例的气体被电离,可传导电热。例如热等离子气体可用在矿石的熔化方面。从传输电弧吹管放出的能量通常直接传送到正在被溶化的矿石处,然而如果需要,也可以用一个非传输电弧吹管去加热大量气体,而气体再去加热原料。
在传统的冶金炉中,等离子气体吹管的电极通常装在炉子顶上的框架结构内,并穿过装在盖子上的套筒,根据炉内操作水平的需要允许改变底部电极的长度。用来形成等离子气体的气体是氩气。
也可采用热等离子气体去加热浇口盘中的熔化金属。浇口盘被广泛地用在于连续浇铸工艺中从一个容器中(例如铁水包)运送钢水以浇铸构件。实际中,浇口盘内熔化金属的温度可降低25℃。这个温度下降的结果可以导致使铸件的微观结构改变。特别是将影响晶粒度的大小。如果在浇口盘中不具有熔化金属的加热装置,则在需要得到细晶粒度的区域就不能在铁水包中保持冶金学所要求的低值过热而获得细晶结构。
在浇口盘中采用热等离子气体加热熔化金属的方法有两大优点,第一、铁水包的浇口温度可以降低以节省能量和电极的费用以及缩短两次作业的间隔时间。第二、它使得浇口盘的温度在整个浇涛过程中保持不变而提高质量并使晶粒度细化和均匀一致。
在浇口盘安装的主要区域,浇口盘上方仅有有限空间用来安装等离子气体吹管。因此,需要采取一种利用热等离子气体加热浇口盘中熔化金属的方法,该方法减少了等离子气体加热装置所需要的空间。根据本发明的方法,通过使对于一个给定功率和电流强度而缩短弧长的目的成为可能后,就使上述结果成为可能。我们知道,对于稳氩弧来说,在没有能量损失(例如没有电压损失)的一种最佳状态下,减少氩弧长度是不可能的。尽管可用更高的电流来补偿,但高电流将导致传导电流的电缆或导流条线产生更大的电流损失。另外,对于特定的等离子气体吹管承载的电流也有限制,并且,高电流使得吹管损失和磨损增加。因此,仅仅增加电流强度并不是缩短弧长的理想途径。
根据本发明,提供了一种利用热等离子气体在浇口盘中加热熔化材料的方法,该等离子气体是一种包含氩与氮、氢、氖和氦中的一种或几种气体的混合气体。
形成等离子气体的气体中的氮、氖、氦或氢的比例使给定弧长的给定电流强度的电压值增加,从而增加了功率。因此,最好使用弧长范围在20~45厘米的较短弧长,而不产生能量损失,也不增加电流强度。通常情况下,效果佳的顺序是氮>氢>氖>氦。然而氮仅适用于某些钢,氢对于大多数冶金工艺来说通常是不希望的,而氖又特别昂贵。因此,氦通常作为钢和某些有色金属(例如铝)的选择添加气体,而氮适用于另一些有色金属。对于在浇口盘中加热熔化金属来说,气体混合物的体积比为50~95%的氩加5~50%的氦或氮用来形成等离子气体为较好。最好的是,混合气体体积包含80~90%的氩和10~20%的氦或氮。
为便于热等离子气体加热浇口盘中的熔化金属,等离子气体吹管最好包括一个通常是垂直的电极,一般做成空心状,可拆卸地装在通常是水平的支撑臂上,该支撑臂用来承载电极辅助装置,它一般包括等离子气体,用于电极的电缆和冷却水。
支撑臂最好可转动地装在一个可延伸的支撑物上,比如一个支柱上。
本发明还提供了用于在浇口盘中加热熔化金属的装置,该装置包括一个等离子气体吹管,该吹管包括一个大致垂直的电极,该电极可分离地装在大致水平的支撑臂上,该支撑臂带有电极所必须的辅助装置,该支撑臂可转动地装在一个可延伸的支持物上。
如果需要,特别是在一个细长的浇口盘内,可采用多个等离子气体吹管加热其中的熔化金属。
下面将参考附图和实例来对本发明的方法和装置加以说明,其中:
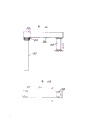
图1是一个装有根据本发明所述适于操作的等离子气体吹管的浇口盘和一个铁水包的基本布置的示意图。
图2A是用于本发明方法中的等离子吹管的侧面示意图,图2B是其俯视图。
图3是一个根据本发明所述使用两个等离子气体吹管以及提供给吹管的辅助装置系统的示意透视图。
参看附图1,装在塔台(图中未示)上的铁水包2带有浇铸口4,浇铸口4终止于浇口盘6中熔化金属12之下。浇口盘带有一个等离子气体辐射护罩8,传输电弧的等离子气体吹管10的下端穿过该罩。还可带有用来调正浇口盘6中的在熔化金属12液面之上的吹管10端部高度的调整装置(图中未示)。吹管10一般由铜质空心阴极组成。最好在电极壁内具有一些管道(图中未示),以供通常为水的液态冷却剂循环。利用图1中未示的装置,该电极还可以带有一条电源线。形成等离子气体的气体被输送到吹管10的空心内。根据本发明,等离子气体由氩与氮、氦、氢和氖中的一种或几种气体混合组成。对于加热钢来说,混合气体最好由氩和氦组成。
如果使用阴极等离子气体吹管,则浇口盘就可装有一个阳极回路,该阳极可以是一块钢板并被置于浇口盘内的一层适当的夹壁内。或者也可以用一个插入的石墨电极来达到此目的。
在图1所示的装置的操作中,通过浸没的输出口4从铁水包2中的浇口盘6加注熔化金属。可以使用停止或/和起动钮(图中未示出)来防止浇口盘中的钢水没到操作面时,铁水就从浇口盘中未填入铸模。在深度为1000mm浇口盘中,操作面的深度通常在400~800mm之间。通过在吹管10的头部与浇口盘6内熔化的金属之间起弧而实现加热,通常使用带有一个扼流电抗的可控硅整流器(未示出)来控制电弧电流从而改变单个吹管的功率。因此,弧长是固定的并且输出电压也从这个特别的系统中获得应有的值。对于给定的电压和电流来说,所给定的弧长则完全取决于所用装置的各种特性,然而在这一特定环境中,对于任何给定的装置来说,给定电压值和电流值的弧长可以通过使在含氩混合气体中含有更大比例的附加气体(氦、氮、氖和氢气中的一种或几种)来加以减少。如果当氩是唯一的等离子气体时,对于一个给定的电压值和电流值,该装置产生约300mm的弧长时,则根据本发明,通过使用体积含量为50%氦气的混合气体,对于给定的电压值(或者对于给定的弧长,相应增加电压)弧长可减少达40%。例如,对具有300mm的弧长来说,当使用氦气体积含量为10~20%的氩-氦混合物的等离子气体时,电压值可从120V增加到150~180V。
通常不需要连续使用本发明的加热浇口盘中熔化金属的方法。例如,在一个工序中的第一个铁水包中,钢水将慢慢变冷,由于钢水温度降低和高填注率要求,本发明的方法可用于这个阶段。浇口盘中的钢水通常在5-10分钟内注满。当钢水包在冶金学上能接受的温度范围内提供钢水时,则不需要使用本发明的方法来提供额外加热量。当钢水在铁水包的底部冷却时,可以使用本发明的方法来防止冷却而使温度降低。通常温度能控制在±5℃内。
等离子气体吹管10一般具有高达1.2MW的功率,且在1000~8000A的直流电流和100-200V直流电压的范围内运行。通常可以在压力(比如说3个大气压)下,以每1000A25~50升/分的速度充入等离子气体,阴极的长度通常在1000-2000mm范围内,且直径通常为50-100mm。
通常用加压(例如在10~15巴范围内)的去离子水作为冷却剂,冷却剂流量为50~200升/分。
现在参照图2A和2B,该图所示为在浇口盘上方的入口所限定的区域中适用的等离子气体吹管装置。吹管包括一个与等离子气体装置头部22相连接的竖直排列的空心管状电极体20。通常电极体20可以通过压装配合连结在装置头22上。通过一种小型的或其它类型的卡子24将电极体20固定在头部22上。采用这种方法,可以迅速更换电极。所有的电极辅助联结件如已破坏,再装一个电极只需松开卡子24,拿走旧电极20,插入更换品并紧固夹子即可。
电极头22构成以枢轴固装且带有吹管辅件的空心刚性臂26的一部分(这些辅件没有在2A和2B中示出)。辅件包括由等离子气体装置、流入和流出电极20的冷却水装置以及电气装置。这些辅助装置一般用柔性管和导体连结到电极头22上。这种柔性管和导体从臂26的另一端出来并联结到必须的供给源上(图2A和2B中未示出),这种连接应有足够余地以使电极能够降低和升高,并且使臂能转到作业处和移出作业处。或者,也可以使金属或者其它相对钢性的管道和适宜的绝缘电力线将辅助装置穿过臂26而连接在远离电极头的臂部枢轴端。在电极头22的另一端,臂26的枢轴装在一个延伸的支柱28上。采用这种结构,电极体20可以在浇口盘的上方来回摆动(图2A和2B未示出),而支持柱28的高度可以在电极20的触点和浇口盘之间,根据所需的弧长来加以调整。
电极20的触点可用镀钍钨来制造。触点可用银钎料焊接到电极体20上(电极体一般用铜来制作)。
附图3描述了用于实施根据本发明所述方法的供该装置所用的辅助装置,其中使用两个分离的等离子气体吹管来加热浇口盘中的金属。参照附图3,展示了在两端装有吹管42和44的浇口盘40的示意图。各吹管分别带有辅助导管46和48。导管46和48通过由高压开关50,变压器52和带有扼流电抗的可控硅整流器54组成的装置接受直流电的供给。经过导管46和48,从整流器54向吹管42和44供应电力,电流回路由与浇口盘40联在一起的阳极56和58构成。整流器54通常也可与控制箱60(如果需要可装在控制室内(未示出)联合在一起,该控制箱用来适当地调节整流器。
导管46和48也可各自与相应地高频启动装置62和64联合在一起,该启动装置能使在每个欠管和浇口盘40中熔化金属之间起弧。吹管的每一个导管46和48还各自接收通过导管70和72的冷却水流并且经过导管74和76将冷却水送回。
导管46和48各自通过导管82接受等离子气体的供给。
通常情况下,在图1-3中所示本发明的实施例中,吹管作为阴极。然而,使用阳极吹管也是可行的(特别地,例如在钛的熔炼中)。使用多个吹管去加热熔化金属也是可行的。
Claims (12)
1、一种利用热等离子气体在浇口盘中加热熔化物的方法,其中的等离子气体是由氩与氮、氢、氖和氦中的一种或几种气体的混合物组成。
2、根据权利要求1的方法,其中熔化物包括钢,气体包括氩和氦的混合气体。
3、根据权利要求2的方法,其中气体由体积比为50~95%的氩和5~50%的氦的混合气体组成。
4、根据权利要求3的方法,其中混合气体由体积比为80~90%的氩和10~20%的氦组成。
5、根据权利要求1的方法,其中气体由氩和氮的混合气体组成。
6、根据权利要求5的方法,其中混合气体由体积比为80~90%的氩和10~20%的氮组成。
7、根据前述任一权利要求的方法,其中等离子气体通过一个传输电弧等离子气体吹管的操作来产生。
8、根据权利要求7的方法,其中等离子气体吹管具有一个可拆卸地安装在大致水平的支撑臂上的大致竖直的电极,该支撑臂承载吹管所必须的辅助装置,支撑臂以枢轴装在可延伸的支持物上。
9、如同权利要求7或8的方法,其中弧长为25~45cm。
10、在浇口盘中加热熔化金属的装置,由包含一个可拆卸地安装在大致水平的支撑臂上的大致竖直的电极,该支撑臂带有吹管所必须的辅助装置,支撑臂以枢轴安装在一个可延伸的支持物上。
11、根据权利要求10的装置,其中的等离子气体吹管是可传输电弧类型的。
12、根据权利要求10或11的装置,其中,该电极是空心的阴极。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB909008833A GB9008833D0 (en) | 1990-04-19 | 1990-04-19 | Heating |
| GB9008833.7 | 1990-04-19 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1057416A true CN1057416A (zh) | 1992-01-01 |
Family
ID=10674679
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN91103226A Pending CN1057416A (zh) | 1990-04-19 | 1991-04-19 | 加热方法和装置 |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP0453188A3 (zh) |
| JP (1) | JPH05305422A (zh) |
| KR (1) | KR910019483A (zh) |
| CN (1) | CN1057416A (zh) |
| AU (1) | AU7500291A (zh) |
| GB (1) | GB9008833D0 (zh) |
| ZA (1) | ZA912855B (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111136253A (zh) * | 2020-01-13 | 2020-05-12 | 北京科技大学 | 一种中间包钢液的等离子加热方法和等离子加热系统 |
| CN113714495A (zh) * | 2020-05-25 | 2021-11-30 | 上海梅山钢铁股份有限公司 | 连铸中间包直流等离子电弧加热控制方法 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2666819B1 (fr) * | 1990-09-19 | 1994-09-23 | Inst Aluminievoi Magnievoi | Procede et dispositif pour fabriquer un materiau composite a partir d'un metal de base. |
| IN181634B (zh) * | 1993-05-27 | 1998-08-01 | Bhp Steel Jla Pty Ltd Ishikawa | |
| AUPN595095A0 (en) * | 1995-10-16 | 1995-11-09 | Bhp Steel (Jla) Pty Limited | Heating molten metal |
| FR2762535B1 (fr) * | 1997-04-23 | 1999-05-28 | Lorraine Laminage | Repartiteur de coulee continue des metaux, du type comportant au moins une torche a plasma pour le rechauffage du metal |
| FR2767081B1 (fr) * | 1997-08-11 | 1999-09-17 | Lorraine Laminage | Procede de rechauffage d'un metal liquide dans un repartiteur de coulee continue au moyen d'une torche a plasma, et repartiteur pour sa mise en oeuvre |
| JP6760036B2 (ja) * | 2016-12-16 | 2020-09-23 | 日本製鉄株式会社 | プラズマ加熱装置における黒鉛電極の異常放電抑制方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6024333A (ja) * | 1983-07-21 | 1985-02-07 | Daido Steel Co Ltd | 金属等の溶融方法 |
| LU86090A1 (fr) * | 1985-09-23 | 1987-04-02 | Metallurgie Hoboken | Procede pour preparer du tantale ou du niobium affins |
| US4734551A (en) * | 1986-01-10 | 1988-03-29 | Plasma Energy Corporation | Method and apparatus for heating molten steel utilizing a plasma arc torch |
-
1990
- 1990-04-19 GB GB909008833A patent/GB9008833D0/en active Pending
-
1991
- 1991-04-11 EP EP19910303238 patent/EP0453188A3/en not_active Withdrawn
- 1991-04-15 AU AU75002/91A patent/AU7500291A/en not_active Abandoned
- 1991-04-18 KR KR1019910006187A patent/KR910019483A/ko not_active Application Discontinuation
- 1991-04-19 JP JP3088396A patent/JPH05305422A/ja active Pending
- 1991-04-19 CN CN91103226A patent/CN1057416A/zh active Pending
- 1991-04-19 ZA ZA912855A patent/ZA912855B/xx unknown
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111136253A (zh) * | 2020-01-13 | 2020-05-12 | 北京科技大学 | 一种中间包钢液的等离子加热方法和等离子加热系统 |
| CN113714495A (zh) * | 2020-05-25 | 2021-11-30 | 上海梅山钢铁股份有限公司 | 连铸中间包直流等离子电弧加热控制方法 |
| CN113714495B (zh) * | 2020-05-25 | 2022-11-11 | 上海梅山钢铁股份有限公司 | 连铸中间包直流等离子电弧加热控制方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| ZA912855B (en) | 1992-04-29 |
| KR910019483A (ko) | 1991-11-30 |
| AU7500291A (en) | 1991-10-24 |
| EP0453188A2 (en) | 1991-10-23 |
| JPH05305422A (ja) | 1993-11-19 |
| GB9008833D0 (en) | 1990-06-13 |
| EP0453188A3 (en) | 1993-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7049540B2 (en) | Process and apparatus for cutting or welding a workpiece | |
| CN111136253B (zh) | 一种中间包钢液的等离子加热方法和等离子加热系统 | |
| US4018973A (en) | Furnace construction for plasma arc remelting of metal | |
| CN1057416A (zh) | 加热方法和装置 | |
| US3980802A (en) | Method of arc control in plasma arc furnace torches | |
| JP3539706B2 (ja) | チルモールドおよびこれを用いた金属再溶解方法 | |
| US6853672B2 (en) | Method for producing metal blocks or bars by melting off electrodes and device for carrying out this method | |
| US3680163A (en) | Non-consumable electrode vacuum arc furnaces for steel, zirconium, titanium and other metals and processes for working said metals | |
| US4450570A (en) | Vacuum arc melting and casting furnace with a vacuum chamber and a tilting crucible | |
| US3723630A (en) | Method for the plasma-ac remelting of a consumable metal bar in a controlled atmosphere | |
| JP5048222B2 (ja) | 活性高融点金属合金の長尺鋳塊製造法 | |
| US3273212A (en) | Method of operating an electric furnace | |
| JPS6338535A (ja) | 反応性金属の製造装置 | |
| US4152532A (en) | Means and method of heating | |
| US3684001A (en) | Electroslag furnace eliminating magnetic stirring effect | |
| AU656575B2 (en) | Heating method and apparatus | |
| US3617596A (en) | Nonconsumable electrode vacuum arc furnace for steel, zirconium, titanium and other metals | |
| Maddever et al. | The influence of gas injection arc stabilization and electrode consumption in electric furnaces | |
| CN1218900A (zh) | 一种直流钢包精炼炉 | |
| CN114289704B (zh) | 一种电渣重熔锭坯生产装置及生产系统 | |
| RU2206845C2 (ru) | Печь-ковш | |
| US3352991A (en) | Method and apparatus for melting metals by induction heating | |
| JP3884659B2 (ja) | 溶融銅または銅合金の脱ガス装置及び方法 | |
| RU2110356C1 (ru) | Устройство для непрерывной разливки металлов | |
| JPH09122850A (ja) | 溶融金属加熱装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C01 | Deemed withdrawal of patent application (patent law 1993) | ||
| WD01 | Invention patent application deemed withdrawn after publication |