CN103785731A - 一种成形圆筒形薄壁翻边件的装置 - Google Patents
一种成形圆筒形薄壁翻边件的装置 Download PDFInfo
- Publication number
- CN103785731A CN103785731A CN201410021608.2A CN201410021608A CN103785731A CN 103785731 A CN103785731 A CN 103785731A CN 201410021608 A CN201410021608 A CN 201410021608A CN 103785731 A CN103785731 A CN 103785731A
- Authority
- CN
- China
- Prior art keywords
- die
- cavity die
- wedge
- slide block
- flanging
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Abstract
本发明涉及一种成形圆筒形薄壁翻边件的装置,包括上模部分与下模部分,上模部分包含模柄、上模座、楔形块、上凹模、连接螺钉、导向块与压紧弹簧,下模部分包含下模座、靠板、滑块、翻边凸模、下凹模与拉簧;模柄安装在所述上模座上,楔形块安装在上模座的底面,其下端具有楔形结构,滑块设置在下模座上,其上端具有楔形结构,翻边凸模设置在滑块上,上凹模通过连接螺钉与上模座连接,下凹模固定在下模座上且与上凹模同轴,靠板安装在下模座上,拉簧设置在靠板与滑块之间。该装置既能实现对圆筒形薄壁翻边件的两侧同时翻边,又能快速通过更换镶块或垫块实现不同长度、不同角度的翻边成形,明显提高工作效率。
Description
技术领域
本发明涉及薄壁圆筒零件的加工技术领域,更具体的说,涉及一种具有组合式的上凹模、下凹模与活动翻边凸模构成的一种成形圆筒形薄壁翻边件的装置。
背景技术
翻边成形是冷冲压成形中常见的一种成形工艺,通过边缘翻边可显著提高边缘的强度,延长使用寿命,此外还具有锐边倒钝的优点。
通常的翻边工艺需要多道工序才能完成,因此加工成本高,加工效率低;此外,对于两侧都需要翻边的工件,则是先对工件的一侧进行一次翻边,然后再将工件调换位置后再进行一次翻边,这种翻边工艺的缺点是:加工不便,效率低。
因此,需要开发和设计一种能够减少翻边次数,实现对工件两侧同时翻边的装置,以克服上述不足。
发明内容
本发明的目的在于,针对上述技术问题的不足,提供一种成形圆筒形薄壁翻边件的装置,该装置不仅能够实现对圆筒形薄壁件的两侧一次翻边成形,还能根据圆筒薄壁件的不同类型,只需更换相应的凹模镶块或楔形垫块就能实现不同长度和不同角度圆筒形薄壁件的翻边成形。
本发明为达到上述目的采取的技术方案如下:一种成形圆筒形薄壁翻边件的装置,包括上模部分与下模部分,所述上模部分包含模柄、上模座、楔形块、上凹模、连接螺钉、导向块与压紧弹簧,所述下模部分包含下模座、靠板、滑块、翻边凸模、下凹模与拉簧;
所述模柄安装在所述上模座上,用于安装该圆筒形薄壁翻边件装置;
所述楔形块为组合式结构,其安装在所述上模座底面的左右两侧,其下端具有楔形结构,用于与所述滑块楔形配合,驱动滑块与翻边凸模同时移动实现对薄壁件进行翻边;
所述滑块设置在所述下模座上,其上端具有楔形结构,用于与两侧所述楔形块楔形配合,实现滑块与翻边凸模同时移动予以对薄壁件进行翻边;
所述翻边凸模设置在所述滑块上,用于与所述上凹模、下凹模配合实现薄壁件的翻边成形;
所述导向块与所述上凹模固结为一体,用于对所述上凹模进行导向;
所述连接螺钉穿过所述导向块与所述上模座连接,用于提供所述上凹模的导向方向;
所述压紧弹簧设置在所述上模座与导向块之间,用于对所述上凹模实现预压夹紧;
所述上凹模为组合式结构,其上凹模通过所述连接螺钉与所述上模座连接,用于将置于所述上凹模与下凹模之间的薄壁件进行夹紧;
所述下凹模为组合式结构,其下凹模固定在所述下模座上且与所述上凹模同轴,用于将置于所述上凹模与下凹模之间的薄壁件进行夹紧;
所述靠板安装在所述下模座的左右两侧,用于对所述楔形块进行定位;
所述拉簧设置在所述靠板与滑块之间,用于对所述滑块进行复位。
作为本发明的进一步改进:所述楔形块为组合式结构时,该组合式结构包括楔形块主体与可更换的活动垫块。
作为本发明的进一步改进:所述上凹模为组合式结构时,该组合式结构包括中间上凹模主体与两侧可更换的活动上模镶块。
作为本发明的进一步改进:所述下凹模为组合式结构时,该组合式结构包括中间下凹模主体与两侧可更换的活动下模镶块。
作为本发明的进一步改进:在所述滑块与翻边凸模之间设置有调节垫片,用于对所述翻边凸模的行程进行微调。
作为本发明的进一步改进:所述的滑块与固定在所述下模座上的导向板连接,该导向板用于对所述滑块的移动或复位起导向作用。
作为本发明的进一步改进:所述翻边凸模设置在所述滑块的凹槽内并通过内六角螺钉紧固。
本发明的有益效果:本发明提供的成形圆筒形薄壁翻边件的装置中采用组合式的上凹模与下凹模,可根据薄壁圆筒件的不同翻边角度或薄壁圆筒的长度,只需更换相应的活动上模镶块与活动下模镶块以及与之对应的翻边凸模,而不必重新开模,节省了制造成本的同时也提高了工作效率,维修拆卸也非常方便;本发明还可通过另外一种方式对薄壁圆筒件的长度进行改变,即:本发明在滑块与翻边凸模之间设置的垫片以及采用组合式的楔形块均可对翻边凸模的活动行程进行调节,进而可影响圆筒薄壁件成形后的长度,因此,只需添加若干垫片或更换楔形块的活动镶块也能得到成形后不同长度的圆筒薄壁件;本发明采用卧式方向的翻边结构,在翻边过程中可实现两侧同时进行翻边,且具有不失稳、翻边快、工作效率明显提高一倍或更多。
附图说明
图1是本发明优选的一种成形圆筒形薄壁翻边件的装置的结构示意图;
图2是图1所示的一种成形圆筒形薄壁翻边件的装置的左视图;
图3是图1所示的一种成形圆筒形薄壁翻边件的装置的俯视图;
图4是图1所示的一种成形圆筒形薄壁翻边件的装置翻边形成的工件图;
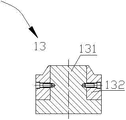
图5是图1所示的一种成形圆筒形薄壁翻边件的装置中所涉及的上凹模的结构示意图;
图6是图1所示的一种成形圆筒形薄壁翻边件的装置中所涉及的下凹模的结构示意图;
图7是图1所示的一种成形圆筒形薄壁翻边件的装置中所涉及的楔形块的结构示意图。
具体实施方式
下面结合附图对本发明的具体实施方式作进一步的详细说明:
如图1、2所示,一种成形圆筒形薄壁翻边件的装置,包括上模部分与下模部分,所述上模部分包括螺钉2、销钉9、楔形块10、模柄11、连接螺钉12、上凹模13、上模座14、压紧弹簧15与导向块16,所述下模部分包含靠板1、螺钉2、调节垫片3、下凹模4、内六角螺钉5、翻边凸模6、滑块7、下模座8与拉簧18。
如图1、2所示,一种成形圆筒形薄壁翻边件的装置,模柄11通过螺钉安装在上模座14上,用于安装该圆筒形薄壁翻边件装置;组合式楔形块10通过螺钉2安装在上模座14底面的左右两侧,其下端具有楔形结构,用于与滑块7楔形配合,驱动滑块7与翻边凸模6同时移动实现对薄壁件进行翻边;在上模座14与组合式楔形块10之间设置有销钉9,滑块7的数量为两块,分别设置在下模座8上,其上端具有楔形结构,用于与组合式楔形块10楔形配合,实现滑块7与翻边凸模6同时移动予以对薄壁件进行翻边;翻边凸模6设置在滑块7的凹槽内,槽内安装有垫板,然后通过内六角螺钉5紧固,用于与组合式上凹模13、组合式下凹模4配合实现薄壁件的翻边成形,组合式上凹模13与导向块16固结为一体,导向块16用于对组合式上凹模13进行导向,连接螺钉12穿过该导向块16上的导向位置与上模座14连接,保证了组合式上凹模13沿着该连接螺钉12的螺杆方向上下移动,因此,组合式上凹模13通过连接螺钉12与上模座14连接,同时能够沿着连接螺钉12上下移动,导向块16对其移动方向进行定位导向,该组合式上凹模13用于将置于组合式上凹模13与组合式下凹模4之间的薄壁件进行夹紧;压紧弹簧15设置在上模座14与导向块16之间,用于对组合式上凹模13实现预压夹紧;组合式下凹模4通过螺钉固定在下模座8上且与组合式上凹模13同轴,用于将置于组合式上凹模13与组合式下凹模4之间的薄壁件进行夹紧;靠板1通过螺钉2安装在下模座8的左右两侧,用于对楔形块10进行定位。
如图3所示,拉簧18设置在靠板1与滑块7之间,用于对滑块7进行复位,导向板17通过销钉与螺钉固定在下模座8上, 滑块7与导向板17连接,导向板17用于对滑块7的移动或复位起导向作用。
组合式的上凹模13与组合式的下凹模4的结构,如图5、6所示,组合式上凹模13包括中间上凹模主体131与两侧可更换的活动上模镶块132。组合式下凹模4包括中间下凹模主体41与可两侧更换的活动下模镶块42。这样设计的目的是为了,可根据不同薄壁圆筒工件的长度或角度,只需更换相应的活动上模镶块132、活动下模镶块42与翻边凸模6即可一次完成所需的翻边工序,无需再进行其它的工序,简化了工作强度,提高了工作效率。
本发明的成形翻边件装置能够对薄壁工件成型的翻边角度为30—60度,长度变化范围为20—60mm,在本实施例中,成型后的翻边角度为60°,圆筒薄壁翻边件的长度为38mm,直径为60mm。
在本实施例中的成形翻边装置中,还可通过另外的方式对圆筒薄壁翻边件的不同长度进行翻边成形。
当圆筒薄壁翻边件的长度变化范围在1-3mm时,可在翻边凸模6与滑块7之间设置有若干个调节垫片3,数量的多少根据现场实施情况而定,用于对翻边凸模6的行程进行微调。
当圆筒薄壁翻边件的长度变化范围较大时,可采用组合式的楔形块结构对翻边工件的长度进行调节。
组合式的楔形块10的结构,如图7所示,它包括楔形块主体101与可更换的活动垫块102组成。楔形块10设计成组合式的目的是,为了满足不同类型的薄壁圆筒工件的要求,方便的调节薄壁工件成型后的圆筒长度,更换大尺寸的活动垫块102和上凹模13、下凹模4的活动镶块,可使薄壁圆筒工件成形后的长度变小,更换小尺寸的活动垫块102和上凹模13、下凹模4的活动镶块,可使薄壁圆筒工件成形后的长度变长,因此,在具体翻边过程中,可根据需要更换相应的活动垫块102与上凹模13、下凹模4的活动镶块即可达到相应的要求。
本发明也能够对不同直径的对圆筒薄壁翻边件进行翻边成形,即只需更换上凹模13、下凹模4与翻边凸模6即可实现不同直径的翻边成形。直径范围在20—80mm。
本发明的成形翻边装不仅调节方便、满足各种工件的要求,而且采用卧式的翻边设计,能够实现两侧同时进行翻边,且具有不失稳、翻边快、工作效率明显提高一倍或更多。
本发明的翻边动作过程为:上模座14带动上凹模13与楔形块10下行,在下行的过程中,上凹模13在卸料弹簧15的作用下与下凹模4共同对薄壁件进行夹紧,同时楔形块10在沿靠板1下行的过程中,由于楔形块10推进滑块7进行楔形配合,迫使滑块7连同翻边凸模6一起向内运动,当下行到最低点时,卸料弹簧15被预压夹紧并顶住上凹模13,同时翻边凸模6滑动到预定位置,然后在翻边凸模6与上凹模13、下凹模4的共同作用下对薄壁工件完成一次翻边作业,在此过程中,拉簧18被拉伸,当翻边动作完成后,卸料弹簧15将上凹模13弹起,机器带动上行的上模座14带动上凹模13以及楔形块10同时向上运动,导向块16起导向作用,然后拉簧18对滑块7进行复位,完成整个工序。
Claims (7)
1.一种成形圆筒形薄壁翻边件的装置,包括上模部分与下模部分,所述上模部分包含模柄、上模座、楔形块、上凹模、连接螺钉、导向块与压紧弹簧,所述下模部分包含下模座、靠板、滑块、翻边凸模、下凹模与拉簧,其特征在于:
所述模柄安装在所述上模座上,用于安装该圆筒形薄壁翻边件装置;
所述楔形块为组合式结构,其安装在所述上模座底面的左右两侧,其下端具有楔形结构,用于与所述滑块楔形配合,驱动滑块与翻边凸模同时移动实现对薄壁件进行翻边;
所述滑块设置在所述下模座上,其上端具有楔形结构,用于与两侧所述楔形块楔形配合,实现滑块与翻边凸模同时移动予以对薄壁工件进行翻边;
所述翻边凸模设置在所述滑块上,用于与所述上凹模、下凹模配合实现薄壁件的翻边成形;
所述导向块与所述上凹模固结为一体,用于对所述上凹模进行导向;
所述连接螺钉穿过所述导向块与所述上模座连接,用于提供所述上凹模的导向方向;
所述压紧弹簧设置在所述上模座与导向块之间,用于对所述上凹模实现预压夹紧;
所述上凹模为组合式结构,其上凹模通过所述连接螺钉与所述上模座连接,用于将置于所述上凹模与下凹模之间的薄壁件进行夹紧;
所述下凹模为组合式结构,其下凹模固定在所述下模座上且与所述上凹模同轴,用于将置于所述上凹模与下凹模之间的薄壁件进行夹紧;
所述靠板安装在所述下模座的左右两侧,用于对所述楔形块进行定位;
所述拉簧设置在所述靠板与滑块之间,用于对所述滑块进行复位。
2.根据权利要求1所述的一种成形圆筒形薄壁翻边件的装置,其特征在于,所述楔形块为组合式结构时,该组合式结构包括楔形块主体与可更换的活动垫块。
3. 根据权利要求1所述的一种成形圆筒形薄壁翻边件的装置,其特征在于,所述上凹模为组合式结构时,该组合式结构包括中间上凹模主体与两侧可更换的活动上模镶块。
4. 根据权利要求1所述的一种成形圆筒形薄壁翻边件的装置,其特征在于,所述下凹模为组合式结构时,该组合式结构包括中间下凹模主体与两侧可更换的活动下模镶块。
5. 根据权利要求1所述的一种成形圆筒形薄壁翻边件的装置,其特征在于,在所述滑块与翻边凸模之间设置有调节垫片,用于对所述翻边凸模的行程进行微调。
6. 根据权利要求1所述的一种成形圆筒形薄壁翻边件的装置,其特征在于,所述的滑块与固定在所述下模座上的导向板连接,该导向板用于对所述滑块的移动或复位起导向作用。
7. 根据权利要求1所述的一种成形圆筒形薄壁翻边件的装置,其特征在于,所述翻边凸模设置在所述滑块的凹槽内并通过内六角螺钉紧固。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201410021608.2A CN103785731B (zh) | 2014-01-17 | 2014-01-17 | 一种成形圆筒形薄壁翻边件的装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201410021608.2A CN103785731B (zh) | 2014-01-17 | 2014-01-17 | 一种成形圆筒形薄壁翻边件的装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN103785731A true CN103785731A (zh) | 2014-05-14 |
| CN103785731B CN103785731B (zh) | 2016-04-20 |
Family
ID=50662023
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201410021608.2A Active CN103785731B (zh) | 2014-01-17 | 2014-01-17 | 一种成形圆筒形薄壁翻边件的装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103785731B (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107520305A (zh) * | 2017-09-07 | 2017-12-29 | 佛山市南海力钏冷轧机械有限公司 | 一种翻边机 |
| CN110102640A (zh) * | 2019-05-22 | 2019-08-09 | 苏州宝成汽车冲压有限公司 | 一种法兰冲压模具 |
| CN110496905A (zh) * | 2019-07-18 | 2019-11-26 | 广州敏实汽车零部件有限公司 | 一种门框门柱板冲模移动可调夹紧定位机构 |
| CN112517703A (zh) * | 2020-11-13 | 2021-03-19 | 浙江久泰集成房屋科技有限公司 | 一种薄壁金属板压槽模具 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE20107279U1 (de) * | 2001-04-27 | 2001-08-16 | Transfluid Maschb Gmbh | Bördelwerkzeug |
| CN2843651Y (zh) * | 2005-10-18 | 2006-12-06 | 比亚迪股份有限公司 | 子母斜楔机构及包括该机构的冲压模具 |
| CN201058357Y (zh) * | 2007-06-15 | 2008-05-14 | 浙江省东阳市诚基电机有限公司 | 机壳内多凸台一次成型模 |
| CN102133789A (zh) * | 2011-02-25 | 2011-07-27 | 慈溪天龙电子有限公司 | 两次开模两次抽芯机构 |
| CN201979001U (zh) * | 2011-01-27 | 2011-09-21 | 成都万荣科技有限责任公司 | 一种新型斜楔式冲侧孔模具 |
| CN202114165U (zh) * | 2010-12-21 | 2012-01-18 | 明达铝业科技(太仓)有限公司 | 自行车首管双扩加工机 |
| CN102327987A (zh) * | 2011-10-15 | 2012-01-25 | 诸城市恒信基汽车部件有限公司 | 钢板弹簧钢套两端翻边模具 |
| CN202447515U (zh) * | 2012-02-10 | 2012-09-26 | 安徽联盟模具工业股份有限公司 | 高强度金属板材开口可调无压痕模具 |
| CN103223431A (zh) * | 2013-04-08 | 2013-07-31 | 苏州市亿特隆电器有限公司 | 一种消声器筒体一次翻边成型工艺 |
-
2014
- 2014-01-17 CN CN201410021608.2A patent/CN103785731B/zh active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE20107279U1 (de) * | 2001-04-27 | 2001-08-16 | Transfluid Maschb Gmbh | Bördelwerkzeug |
| CN2843651Y (zh) * | 2005-10-18 | 2006-12-06 | 比亚迪股份有限公司 | 子母斜楔机构及包括该机构的冲压模具 |
| CN201058357Y (zh) * | 2007-06-15 | 2008-05-14 | 浙江省东阳市诚基电机有限公司 | 机壳内多凸台一次成型模 |
| CN202114165U (zh) * | 2010-12-21 | 2012-01-18 | 明达铝业科技(太仓)有限公司 | 自行车首管双扩加工机 |
| CN201979001U (zh) * | 2011-01-27 | 2011-09-21 | 成都万荣科技有限责任公司 | 一种新型斜楔式冲侧孔模具 |
| CN102133789A (zh) * | 2011-02-25 | 2011-07-27 | 慈溪天龙电子有限公司 | 两次开模两次抽芯机构 |
| CN102327987A (zh) * | 2011-10-15 | 2012-01-25 | 诸城市恒信基汽车部件有限公司 | 钢板弹簧钢套两端翻边模具 |
| CN202447515U (zh) * | 2012-02-10 | 2012-09-26 | 安徽联盟模具工业股份有限公司 | 高强度金属板材开口可调无压痕模具 |
| CN103223431A (zh) * | 2013-04-08 | 2013-07-31 | 苏州市亿特隆电器有限公司 | 一种消声器筒体一次翻边成型工艺 |
Non-Patent Citations (6)
| Title |
|---|
| 向小汉: "车架纵梁成形模设计与制造", 《热加工工艺》, no. 5, 7 March 2013 (2013-03-07) * |
| 曹金红: "汽车塑料闸瓦钢背的弯曲模设计", 《辽东学院学报(自然科学版)》, vol. 17, no. 1, 15 March 2010 (2010-03-15), pages 49 - 52 * |
| 钟翔山,等: "底盘油管成形工艺及模具设计", 《模具制造》, no. 11, 8 November 2012 (2012-11-08), pages 56 - 58 * |
| 马海洋: "关于汽车车架纵梁成型组合式弯曲模的设计与应用", 《第四届河南省汽车工程科技学术研讨会论文集》, 1 September 2007 (2007-09-01), pages 119 - 121 * |
| 黄春峰: "TF1200型全液压筒体翻边机的研制", 《锻压技术》, no. 5, 25 October 1997 (1997-10-25), pages 47 - 49 * |
| 黄春峰: "汽车消声器筒体翻边工艺及模具设计", 《航空精密制造技术》, no. 3, 15 June 1998 (1998-06-15), pages 42 - 44 * |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107520305A (zh) * | 2017-09-07 | 2017-12-29 | 佛山市南海力钏冷轧机械有限公司 | 一种翻边机 |
| CN107520305B (zh) * | 2017-09-07 | 2023-09-12 | 佛山市南海力钏冷轧机械有限公司 | 一种翻边机 |
| CN110102640A (zh) * | 2019-05-22 | 2019-08-09 | 苏州宝成汽车冲压有限公司 | 一种法兰冲压模具 |
| CN110496905A (zh) * | 2019-07-18 | 2019-11-26 | 广州敏实汽车零部件有限公司 | 一种门框门柱板冲模移动可调夹紧定位机构 |
| CN112517703A (zh) * | 2020-11-13 | 2021-03-19 | 浙江久泰集成房屋科技有限公司 | 一种薄壁金属板压槽模具 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103785731B (zh) | 2016-04-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203045735U (zh) | 气动卡爪装置 | |
| CN104475573A (zh) | 门槛板内板拉延模具 | |
| CN103785731A (zh) | 一种成形圆筒形薄壁翻边件的装置 | |
| CN203853468U (zh) | 一种板料可自适应定位的模具 | |
| CN203044628U (zh) | 新型切边模 | |
| CN203044640U (zh) | 脱料板内滑块模具 | |
| CN204074947U (zh) | 新型侧推压平模具 | |
| CN203292248U (zh) | 天窗前导轨头部折弯装置 | |
| CN103551460B (zh) | 一种冲压件整形模具 | |
| CN102873232B (zh) | 自动进料装置及由其构成的首饰线材切断机 | |
| CN102019674A (zh) | 塑胶产品的侧胶口切除机构 | |
| CN105363924A (zh) | ω型弹条自动化生产初成型工装 | |
| CN110238290A (zh) | 一种“负角”零件折弯成型的模具结构 | |
| CN107030197B (zh) | 一种多次折边一体成型的模具 | |
| CN202070707U (zh) | 一种快速管件镦头成型模 | |
| CN102848426B (zh) | 冲切装置 | |
| CN207914461U (zh) | 一种热成型模具 | |
| CN210045848U (zh) | 一种具有多工位模具的冲床 | |
| CN209969352U (zh) | 一种拉深挤边复合模具 | |
| CN203124544U (zh) | 一种热挤压模具结构 | |
| CN202435791U (zh) | 立式插件机头部插件机构 | |
| CN202343678U (zh) | 钢板弹簧u形卡子成形工装 | |
| CN208906256U (zh) | 先正翻后侧整结构 | |
| CN210387195U (zh) | 一种级进摸具的折弯角度整形结构 | |
| CN202427828U (zh) | 一种带有使材料自动向中心对正结构的模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |