CN103341531A - 一种用于压力钢管制造的内支撑装置 - Google Patents
一种用于压力钢管制造的内支撑装置 Download PDFInfo
- Publication number
- CN103341531A CN103341531A CN201310304821XA CN201310304821A CN103341531A CN 103341531 A CN103341531 A CN 103341531A CN 201310304821X A CN201310304821X A CN 201310304821XA CN 201310304821 A CN201310304821 A CN 201310304821A CN 103341531 A CN103341531 A CN 103341531A
- Authority
- CN
- China
- Prior art keywords
- penstock
- support
- steel
- manufacturing
- jack
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Abstract
一种用于压力钢管制造的内支撑装置,由两片结构完全相同的单片支撑架构成,六边型工字钢支架与钢管支架焊接在一起、钢管支架之间由角钢联杆通过焊接联接成整体,钢管支架端头与千斤顶支座焊接在一起,千斤顶与千斤顶支座焊接在一起,两片支撑架通过槽钢联杆焊接成整体。使用时,将本装置吊入钢管内,通过调整下层支架千斤顶与管壁顶紧偏差,可以准确的控制钢管的圆度,为后续焊接、加劲环组对等作业提供非常有利的条件,本装置安装简单、使用方便,易于拆除,使钢管圆度及管壁表面质量得到有效控制,大大减少钢管制造辅助工作量,提高生产效率,节约成本,可以重复使用。
Description
技术领域
本发明涉及一种用于压力钢管制造的内支撑装置,尤其涉及一种便于调整压力钢管的圆度及拆卸,保证压力钢管制造圆度及管壁表面质量的内支撑装置。
背景技术
压力钢管在水电站中得到越来越多的应用,尤其抽水蓄能电站的输水系统,受地质条件影响往往大量的采用压力钢管衬砌。随着科学技术的不断发展,600Mpa级及800Mpa级高强钢板也大量的应用于压力钢管的制造,这对于压力钢管的制造技术也提出了更高的要求。传统的内支撑型式有两种方式,一种采用焊接的方式,该方式使用的内支撑不具备调圆的功能,只能在调圆后起到加固的作用,并且增加焊接、用后按规范要求割除、打磨焊疤以及支撑管修整等工作量,另外打磨时不注意,也会伤及母材,降低厚度,超过2mm还需要焊补,严重影响了压力钢管制作的质量;另一种采用丝杆的方式,该方式采用丝杆进行调圆并起到支撑加固的作用,其丝杆的设计加工要求精度较高,在使用过程中,遇较厚钢板时,人工调整丝杆较费力且调圆效果较差。
发明内容
为了解决目前压力钢管制造内支撑存在的问题,本发明提供了一种便于调整压力钢管的圆度,大幅度提高劳动生产率,大量减少辅助工作量,保证压力钢管制造圆度及管壁表面质量,而且安装、拆除方便,可以重复使用的压力钢管内支撑装置。
解决上述问题所采取的技术措施是:
一种用于压力钢管制造的内支撑装置,其特征在于:由两片结构完全相同的单片支撑架构成,每片单片支撑架由六边型工字钢支架1、钢管支架2、角钢联杆3、千斤顶支座4、千斤顶5和槽钢联杆6构成,其中:六边型工字钢支架1与钢管支架2的一端头焊接在一起,钢管支架2之间由角钢联杆3通过焊接连接成整体,钢管支架2的另一端头与千斤顶支座4焊接在一起,千斤顶5与千斤顶支座4焊接在一起,两片支撑架通过槽钢联杆6焊接成整体。
本发明的有益效果:压力钢管组圆完成后,将本装置吊入钢管内,位置合适后,调整下层支架千斤顶与管壁顶紧,然后测量上管口钢管直径,根据直径偏差调整相对应千斤顶,使钢管圆度满足规范要求。千斤顶操作方便、省力,可以准确地调整钢管圆度,而且不需要焊接作业,由于该装置由两片支撑架组成,在钢管吊装、翻身等作业时不会出现脱落等现象,在安全上有可靠的保障。本装置可以准确的控制钢管的圆度,为后续焊接、加劲环组对等作业提供非常有利的条件,由于千斤顶不需要与钢管本体焊接,因此可以很方便地进行拆除。该装置安装简单、使用方便,易于拆除,使钢管圆度及管壁表面质量得到有效控制,大大减少钢管制造辅助工作量,提高生产效率,节约成本,可以重复使用。
附图说明
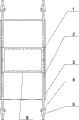
图1为本发明的结构示意图;
图 2为图1的侧视图;
图 3为本发明的使用状态示意图。
具体实施方式
下面结合附图对本发明做具体描述。
一种用于压力钢管制造的内支撑装置,如图1和图2所示,由两片结构完全相同的单片支撑架构成,每片单片支撑架由六边型工字钢支架1、钢管支架2、角钢联杆3、千斤顶支座4、千斤顶5和槽钢联杆6构成,其中:六边型工字钢支架1由工字钢组焊面成,与钢管支架2的一端头焊接在一起、钢管支架2之间由角钢联杆3通过焊接连成整体,钢管支架2另一端头与千斤顶支座4焊接在一起,千斤顶5与千斤顶支座4焊接在一起,通过上述装配组成单片支撑架,每个单节钢管需要两片支撑架,所以通过槽钢联杆6将两片支撑架焊接成整体,形成一组内支撑,使用起来即方便又增加安全性。
其中:六边型工字钢支架1采用18号工字钢焊接而成,钢管支架2采用Φ89的钢管制作而成,角钢联杆3采用63号角钢制作而成,千斤顶支座4采用厚度为24mm钢板制作而成,千斤顶5为16T螺旋千斤顶,槽钢联杆6采用10号槽钢制作而成。钢管支架2的长度根据制造钢管的内径进行确定,要求保证千斤顶5顶出100~150mm左右时能够与钢管内壁顶牢,槽钢联杆6的长度根据钢管管节长度确定,一般满足支撑与两端管口距离400~500mm为宜。
图 3所示为本发明的使用状态示意图。压力钢管组圆完成后,将本装置吊入钢管内,要求保证该装置处于水平状态,由于钢管调圆时,底部管口已经调整满足规范要求,因此该装置在钢管内位置合适后,可先调整下层支架千斤顶与管壁顶紧,然后测量上管口钢管直径,根据直径偏差调整相对应千斤顶,使钢管圆度满足规范要求。千斤顶操作方便、省力,可以准确地调整钢管圆度,而且不需要焊接作业,由于该装置由两片支撑架组成,在钢管吊装、翻身等作业时不会出现脱落等现象,在安全上有可靠的保障。本装置可以准确的控制钢管的圆度,为后续焊接、加劲环组对等作业提供非常有利的条件,由于千斤顶不需要与钢管本体焊接,因此可以利用吊车方便地进行吊装拆除。
Claims (1)
1.一种用于压力钢管制造的内支撑装置,其特征在于:由两片结构完全相同的单片支撑架构成,每片单片支撑架由六边型工字钢支架(1)、钢管支架(2)、角钢联杆(3)、千斤顶支座(4)、千斤顶(5)和槽钢联杆(6)构成,其中:六边型工字钢支架(1)与钢管支架(2)的一端头焊接在一起、钢管支架(2)之间由角钢联杆(3)通过焊接联接成整体,钢管支架(2)的另一端头与千斤顶支座(4)焊接在一起,千斤顶(5)与千斤顶支座(4)焊接在一起,两片支撑架通过槽钢联杆(6)焊接成整体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310304821XA CN103341531A (zh) | 2013-07-19 | 2013-07-19 | 一种用于压力钢管制造的内支撑装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310304821XA CN103341531A (zh) | 2013-07-19 | 2013-07-19 | 一种用于压力钢管制造的内支撑装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN103341531A true CN103341531A (zh) | 2013-10-09 |
Family
ID=49276380
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201310304821XA Pending CN103341531A (zh) | 2013-07-19 | 2013-07-19 | 一种用于压力钢管制造的内支撑装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103341531A (zh) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107012844A (zh) * | 2017-06-02 | 2017-08-04 | 中国水利水电第七工程局有限公司 | 竖井段压力钢管升降施工平台式内支撑 |
| CN107309299A (zh) * | 2017-08-16 | 2017-11-03 | 江苏阳明船舶装备制造技术有限公司 | 一种焊接管口校圆工装及校圆方法 |
| CN110202314A (zh) * | 2019-07-01 | 2019-09-06 | 中国水利水电第四工程局有限公司 | 一种可调式压力钢管调圆、锁紧装置 |
| CN110357187A (zh) * | 2019-06-28 | 2019-10-22 | 中国电建集团河北工程有限公司 | 圆形低温多效海水淡化蒸发器的组对方法 |
| CN111001976A (zh) * | 2018-12-21 | 2020-04-14 | 中国二十冶集团有限公司 | 用于大管径薄壁管道的对口装置及其使用方法 |
| CN113733029A (zh) * | 2021-09-03 | 2021-12-03 | 中国水电四局(兰州)机械装备有限公司 | 一种压力钢管自动调圆加劲环装配工装 |
| JP7128033B2 (ja) | 2018-06-04 | 2022-08-30 | 積水化学工業株式会社 | 治具、治具付き管、治具の使用方法および管の輸送方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53162118U (zh) * | 1977-05-27 | 1978-12-19 | ||
| JPS61249627A (ja) * | 1985-04-30 | 1986-11-06 | Mitsubishi Heavy Ind Ltd | 円筒材の真円化方法 |
| CN201487378U (zh) * | 2009-09-09 | 2010-05-26 | 桂林电子科技大学 | 巨型钢管内支撑结构 |
| CN201784891U (zh) * | 2010-05-06 | 2011-04-06 | 桂林电子科技大学 | 巨型钢管内支撑顶紧螺纹结构 |
| CN102756019A (zh) * | 2012-07-17 | 2012-10-31 | 中国葛洲坝集团股份有限公司 | 压力钢管圆度调整及支撑装置 |
| CN202539281U (zh) * | 2012-04-18 | 2012-11-21 | 葛洲坝集团第二工程有限公司 | 制作压力钢管的调圆架 |
| CN203380228U (zh) * | 2013-07-19 | 2014-01-08 | 中国水利水电第六工程局有限公司 | 一种用于压力钢管制造的内支撑装置 |
-
2013
- 2013-07-19 CN CN201310304821XA patent/CN103341531A/zh active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53162118U (zh) * | 1977-05-27 | 1978-12-19 | ||
| JPS61249627A (ja) * | 1985-04-30 | 1986-11-06 | Mitsubishi Heavy Ind Ltd | 円筒材の真円化方法 |
| CN201487378U (zh) * | 2009-09-09 | 2010-05-26 | 桂林电子科技大学 | 巨型钢管内支撑结构 |
| CN201784891U (zh) * | 2010-05-06 | 2011-04-06 | 桂林电子科技大学 | 巨型钢管内支撑顶紧螺纹结构 |
| CN202539281U (zh) * | 2012-04-18 | 2012-11-21 | 葛洲坝集团第二工程有限公司 | 制作压力钢管的调圆架 |
| CN102756019A (zh) * | 2012-07-17 | 2012-10-31 | 中国葛洲坝集团股份有限公司 | 压力钢管圆度调整及支撑装置 |
| CN203380228U (zh) * | 2013-07-19 | 2014-01-08 | 中国水利水电第六工程局有限公司 | 一种用于压力钢管制造的内支撑装置 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107012844A (zh) * | 2017-06-02 | 2017-08-04 | 中国水利水电第七工程局有限公司 | 竖井段压力钢管升降施工平台式内支撑 |
| CN107309299A (zh) * | 2017-08-16 | 2017-11-03 | 江苏阳明船舶装备制造技术有限公司 | 一种焊接管口校圆工装及校圆方法 |
| JP7128033B2 (ja) | 2018-06-04 | 2022-08-30 | 積水化学工業株式会社 | 治具、治具付き管、治具の使用方法および管の輸送方法 |
| CN111001976A (zh) * | 2018-12-21 | 2020-04-14 | 中国二十冶集团有限公司 | 用于大管径薄壁管道的对口装置及其使用方法 |
| CN110357187A (zh) * | 2019-06-28 | 2019-10-22 | 中国电建集团河北工程有限公司 | 圆形低温多效海水淡化蒸发器的组对方法 |
| CN110357187B (zh) * | 2019-06-28 | 2021-11-09 | 中国电建集团河北工程有限公司 | 圆形低温多效海水淡化蒸发器的组对方法 |
| CN110202314A (zh) * | 2019-07-01 | 2019-09-06 | 中国水利水电第四工程局有限公司 | 一种可调式压力钢管调圆、锁紧装置 |
| CN113733029A (zh) * | 2021-09-03 | 2021-12-03 | 中国水电四局(兰州)机械装备有限公司 | 一种压力钢管自动调圆加劲环装配工装 |
| CN113733029B (zh) * | 2021-09-03 | 2022-11-25 | 中国水电四局(兰州)机械装备有限公司 | 一种压力钢管自动调圆加劲环装配工装 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103341531A (zh) | 一种用于压力钢管制造的内支撑装置 | |
| CN203380228U (zh) | 一种用于压力钢管制造的内支撑装置 | |
| CN202655402U (zh) | 压力钢管圆度调整及支撑装置 | |
| CN104191125B (zh) | 容器组对移动式错边量调整顶具 | |
| CN203853406U (zh) | 用于压力钢管焊缝校正的工装 | |
| CN204163400U (zh) | 地铁车站可变截面柱箍模板 | |
| CN104174692B (zh) | 一种用于钢管合缝的压合机构 | |
| CN103706987A (zh) | 一种铝合金厚壁异径筒体相贯焊接定位及变形控制方法 | |
| CN103341706B (zh) | 一种300英尺自升式钻井平台桩腿结构专用胎架 | |
| CN202881858U (zh) | 用于桁架拱桥立拼装施工的胎架 | |
| CN205711974U (zh) | 一种装配式挡土墙 | |
| CN202922130U (zh) | 大型铝塔现场组对焊接支座结构 | |
| CN204662922U (zh) | 用于箱型结构的可移动整体式脚手架 | |
| CN203044587U (zh) | 一种液压矫正装置 | |
| CN203755777U (zh) | 三边形闭口薄壁型钢通讯塔结构 | |
| CN204052421U (zh) | 一种用于钢管合缝的压合机构 | |
| CN210416122U (zh) | 一种推力杆 | |
| CN204524624U (zh) | 一种安装发电机组底座用的夹具 | |
| CN104266482B (zh) | 一种用于回转窑筒体空中对接支撑的方法 | |
| CN202089484U (zh) | 散装水泥车筒体焊接用卡箍 | |
| CN207859471U (zh) | 一种管芯校直机 | |
| CN202239065U (zh) | 龙门式垂直液压辊式校直装置 | |
| CN105000467A (zh) | 一种吊装装置 | |
| CN206984028U (zh) | 一种提高混凝土预制件生产效率的手推车 | |
| CN203034612U (zh) | 管桁架或圆管柱对接接头结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C05 | Deemed withdrawal (patent law before 1993) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20131009 |