CN102601621B - 双工位镗攻复合一体机 - Google Patents
双工位镗攻复合一体机 Download PDFInfo
- Publication number
- CN102601621B CN102601621B CN201210078580.7A CN201210078580A CN102601621B CN 102601621 B CN102601621 B CN 102601621B CN 201210078580 A CN201210078580 A CN 201210078580A CN 102601621 B CN102601621 B CN 102601621B
- Authority
- CN
- China
- Prior art keywords
- slide block
- slide
- guide rail
- boring
- power head
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Landscapes
- Drilling And Boring (AREA)
Abstract
本发明涉及机床技术领域,具体地说涉及一种双工位镗攻复合一体机,包括底座、座板,所述座板设置在所述底座的上部;所述座板上设有进给装置和旋转工作台;所述进给装置包括第一进给机构、第二进给机构、第三进给机构、第一镗孔机构、第二镗孔机构和攻牙机构;其中,所述第一进给机构和所述第二进给机构对称设在所述旋转工作台的两侧,所述第三进给机构设在所述第一进给机构的右方,所述第一镗孔机构、所述第二镗孔机构和所述攻牙机构依次分别设于所述第一进给机构、所述第二进给机构和所述第三进给机构的上方。本发明只需一次性装夹即可完成零件的镗孔和攻牙,提高了零件的加工精度以及生产效率,节约了加工时间和人力资源。
Description
技术领域
本发明涉及机床技术领域,具体地说涉及一种双工位镗攻复合一体机。
背景技术
目前,企业中经常遇到需要对零配件进行镗孔、攻牙的机械加工,常规的机械加工是需要一台镗床及一台攻牙设配进行加工才能完成,这就造成在机械加工过程中因为零配件的装夹次数和装夹误差的原因,从而难以保证零件的加工精度,而且效率也极低并增加了人力资源配置。目前的机床市场上虽然有数控加工中心也能满足加工要求,但是因为其价格昂贵,机床附件多,操作复杂,而且在对于加工一般精度的中小批量零配件来说,其造价太高,浪费成本,经济上不划算。
发明内容
(一)要解决的技术问题
本发明要解决的技术问题是提供一种双工位镗攻复合一体机,以克服现有技术中的普通机床在零件加工过程中因功能性单一而导致加工精度下降,人力资源配置不合理以及生产效率低下的缺陷。
(二)技术方案
为达到上述目的,本发明提供一种双工位镗攻复合一体机,包括底座、座板,所述座板设置在所述底座的上部;所述座板上设有进给装置和旋转工作台;
所述进给装置包括第一进给机构、第二进给机构、第三进给机构、第一镗孔机构、第二镗孔机构和攻牙机构;其中,所述第一进给机构和所述第二进给机构对称设在所述旋转工作台的两侧,所述第三进给机构设在所述第一进给机构的右方,所述第一镗孔机构、所述第二镗孔机构和所述攻牙机构依次分别设于所述第一进给机构、所述第二进给机构和所述第三进给机构的上方;
所述旋转工作台包括第二气缸、第一连接块、第二连接块、齿条、齿轮、旋转座、旋转轴、轴套和工作台面;所述第二气缸和所述旋转座固定于所述座板下方,所述第二气缸一端与所述第一连接块固接,另一端与所述第二连接块固接,所述齿条固定于所述第一连接块和所述第二连接块之间,所述轴套设于所述座板的安装孔上,所述旋转轴配于所述轴套上,所述旋转轴一端与所述旋转座配合,另一端与所述工作台面固接,所述齿轮设于所述旋转轴上,该齿轮与所述齿条正好相啮合。
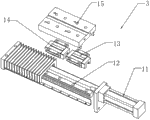
进一步的,所述第一进给机构包括第一液压缸、第一导轨、第一滑块、第二滑块和第一滑座;所述第一导轨固定安装在所述座板上,所述第一滑块和所述第二滑块安装在所述第一导轨上,所述第一滑座固定安装在所述第一滑块和所述第二滑块的上面,所述第一液压缸固定于所述座板上并设于所述第一滑座的一侧,该第一液压缸用于推动所述第一滑座沿着所述第一导轨前进或者后退。
进一步的,所述第二进给机构包括第二液压缸、第二导轨、第三滑块、第四滑块和第二滑座;所述第二导轨固定安装在所述座板上,所述第三滑块和所述第四滑块安装在所述第二导轨上,所述第二滑座固定安装在所述第三滑块和所述第四滑块的上面,所述第二液压缸固定于所述座板上并设于所述第二滑座的一侧,该第二液压缸用于推动所述第二滑座沿着所述第二导轨前进或者后退。
进一步的,所述第三进给机构包括第一气缸、第三导轨、第四导轨、第五滑块、第六滑块、第七滑块、第八滑块和第三滑座;所述第三导轨固定安装在所述座板上,所述第五滑块和所述第六滑块安装在所述第三导轨上,所述第七滑块和所述第八滑块安装在所述第四导轨上,所述第三滑座固定安装在所述第五滑块、所述第六滑块、所述第七滑块和所述第八滑块的上面,所述第一气缸固定于所述座板上并设于所述第三滑座的一侧,该第一气缸用于推动所述第三滑座沿着所述第三导轨和所述第四导轨前进或者后退。
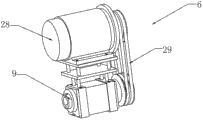
进一步的,所述第一镗孔机构包括第一镗孔动力头、第一电机和第一皮带;所述第一电机设于所述第一镗孔动力头的上方,所述第一皮带设于所述第一电机和所述第一镗孔动力头的皮带轮上,该第一皮带借助所述第一电机的驱动来带动所述第一镗孔动力头转动。
进一步的,所述第二镗孔机构包括第二镗孔动力头、第二电机和第二皮带;所述第二电机设于所述第二镗孔动力头的上方,所述第二皮带设于所述第二电机和所述第二镗孔动力头的皮带轮上,该第二皮带借助所述第二电机的驱动来带动所述第二镗孔动力头转动。
进一步的,所述攻牙机构包括攻牙动力头、第三电机和第三皮带;所述第三电机设于所述攻牙动力头的上方,所述第三皮带设于所述第三电机和所述攻牙动力头的皮带轮上,该第三皮带借助所述第三电机的驱动来带动所述攻牙动力头转动。
(三)有益效果
与现有技术相比,本发明的双工位镗攻复合一体机,由于采用了旋转工作台,镗孔和攻牙同步进行,只需一次性装夹即可完成零件的镗孔和攻牙,减少了零件在加工过程中的装夹次数和装夹误差,提高了零件的加工精度以及生产效率,节约了加工时间和人力资源。
附图说明
图1是本发明双工位镗攻复合一体机的结构分解示意图;
图2是图1中第一进给机构的结构分解示意图;
图3是图1中第二进给机构的结构分解示意图;
图4是图1中第三进给机构的结构分解示意图;
图5是图1中第一镗孔机构的结构示意图;
图6是图1中第二镗孔机构的结构示意图;
图7是图1中攻牙机构的结构示意图;
图8是图1中旋转工作台的结构分解示意图。
附图中:1、底座,2、座板,3、第一进给机构,4、第二进给机构,5、第三进给机构,6、第一镗孔机构,7、第二镗孔机构,8、攻牙机构,9、第一镗孔动力头,10、第二镗孔动力头,11、第一液压缸,12、第一导轨,13、第一滑块,14、第二滑块,15、第一滑座,16、第二液压缸,17、第二导轨,18、第三滑块,19、第四滑块,20、第一气缸,21、第三导轨,22、第四导轨,23、第五滑块,24、第六滑块,25、第七滑块,26、第八滑块,27、第三滑座,28、第一电机,29、第一皮带,30、第二电机,31、第二皮带,32、攻牙动力头,33、第三电机,34、第三皮带,35、第二气缸,36、第一连接块,37、第二连接块,38、齿条,39、齿轮,40、旋转座,41、旋转轴,42、工作台面,43、第二滑座,44、轴套,45、机架,46、防护门,47、废料箱,48、进料口,49、废料出料口,50、进给装置,51、旋转工作台。
具体实施方式
下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
本发明的双工位镗攻复合一体机如图1所示,包括底座1、座板2、机架45和防护门46,所述底座1设于机架45上,机架45侧边设有废料箱47,该废料箱47的进料口48正好正对于底座1的废料出料口49上,所述座板2设置在所述底座1的上部;所述座板2上设有进给装置50和旋转工作台51,所述防护门46设于底座1上;
所述进给装置50包括第一进给机构3、第二进给机构4、第三进给机构5、第一镗孔机构6、第二镗孔机构7和攻牙机构8;其中,所述第一进给机构3和所述第二进给机构4对称设在所述旋转工作台51的两侧,所述第三进给机构5设在所述第一进给机构3的右方,所述第一镗孔机构6、所述第二镗孔机构7和所述攻牙机构8依次分别设于所述第一进给机构3、所述第二进给机构4和所述第三进给机构5的上方。
如图1﹑图2所示,所述第一进给机构3包括第一液压缸11、第一导轨12、第一滑块13、第二滑块14和第一滑座15;所述第一导轨12固定安装在所述座板2上,所述第一滑块13和所述第二滑块14安装在所述第一导轨12上,所述第一滑座15固定安装在所述第一滑块13和所述第二滑块14的上面,所述第一液压缸11固定于所述座板2上并设于所述第一滑座15的一侧,该第一液压缸11用于推动所述第一滑座15沿着所述第一导轨12前进或者后退。
如图1﹑图3所示,所述第二进给机构4包括第二液压缸16、第二导轨17、第三滑块18、第四滑块19和第二滑座43;所述第二导轨17固定安装在所述座板2上,所述第三滑块18和所述第四滑块19安装在所述第二导轨17上,所述第二滑座43固定安装在所述第三滑块18和所述第四滑块19的上面,所述第二液压缸16固定于所述座板2上并设于所述第二滑座43的一侧,该第二液压缸16用于推动所述第二滑座43沿着所述第二导轨17前进或者后退。
如图1﹑图4所示,所述第三进给机构5包括第一气缸20、第三导轨21、第四导轨22、第五滑块23、第六滑块24、第七滑块25、第八滑块26和第三滑座27;所述第三导轨21固定安装在所述座板2上,所述第五滑块23和所述第六滑块24安装在所述第三导轨21上,所述第七滑块25和所述第八滑块26安装在所述第四导轨22上,所述第三滑座27固定安装在所述第五滑块23、所述第六滑块24、所述第七滑块25和所述第八滑块26的上面,所述第一气缸20固定于所述座板2上并设于所述第三滑座27的一侧,该第一气缸20用于推动所述第三滑座27沿着所述第三导轨21和所述第四导轨22前进或者后退。
如图5、图6所示,所述第一镗孔机构6包括第一镗孔动力头9、第一电机28和第一皮带29;所述第一电机28设于所述第一镗孔动力头9的上方,所述第一皮带29设于所述第一电机28和所述第一镗孔动力头9的皮带轮上,该第一皮带29借助所述第一电机28的驱动来带动所述第一镗孔动力头9转动。所述第二镗孔机构7包括第二镗孔动力头10、第二电机30和第二皮带31;所述第二电机30设于所述第二镗孔动力头10的上方,所述第二皮带31设于所述第二电机30和所述第二镗孔动力头10的皮带轮上,该第二皮带31借助所述第二电机30的驱动来带动所述第二镗孔动力头10转动,第一镗孔动力头9和第二镗孔动力头10同轴对称安装。
如图7所示,所述攻牙机构8包括攻牙动力头32、第三电机33和第三皮带34;所述第三电机33设于所述攻牙动力头32的上方,所述第三皮带34设于所述第三电机33和所述攻牙动力头32的皮带轮上,该第三皮带34借助所述第三电机33的驱动来带动所述攻牙动力头32转动。
如图1、图8所示,所述旋转工作台51包括第二气缸35、第一连接块36、第二连接块37、齿条38、齿轮39、旋转座40、旋转轴41、轴套44和工作台面42;所述第二气缸35和所述旋转座40固定于所述座板2下方,所述第二气缸35一端与所述第一连接块36固接,另一端与所述第二连接块37固接,所述齿条38固定于所述第一连接块36和所述第二连接块37之间,所述轴套44设于所述座板2的安装孔上,所述旋转轴41配于所述轴套44上,所述旋转轴41一端与所述旋转座40配合,另一端与所述工作台面42固接,所述齿轮39设于所述旋转轴41上,该齿轮39与所述齿条38正好相啮合。该第二气缸35用于带动齿条38移动,齿轮39借助齿条38的移动再带着工作台面42旋转。
本发明在使用时,如图1、图5、图6、图7、图8所示,将一对相同的加工零件装夹于所述工作台面42上,然后在所述第一镗孔动力头9和第二镗孔动力头10上分别安装镗刀,在攻牙动力头32安装上丝锥,然后对工件进行定位加工,由于采用了旋转工作台51,因此,镗孔和攻牙得以同步进行。
本发明的双工位镗攻复合一体机,由于采用了旋转工作台,镗孔和攻牙同步进行,只需一次性装夹即可完成零件的镗孔和攻牙,减少了零件在加工过程中的装夹次数和装夹误差,提高了零件的加工精度以及生产效率,节约了50%的加工时间和50%的人力资源配置。与数控加工中心相比,它又具有结构简单,操作简单,投入成本低的优点。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
Claims (7)
1.一种双工位镗攻复合一体机,包括底座(1)和座板(2),所述座板(2)设置在所述底座(1)的上部;其特征在于:所述座板(2)上设有进给装置(50)和旋转工作台(51);
所述进给装置(50)包括第一进给机构(3)、第二进给机构(4)、第三进给机构(5)、第一镗孔机构(6)、第二镗孔机构(7)和攻牙机构(8);
其中,所述第一进给机构(3)和所述第二进给机构(4)对称设在所述旋转工作台(51)的两侧,所述第三进给机构(5)设在所述第一进给机构(3)的右方,所述第一镗孔机构(6)、所述第二镗孔机构(7)和所述攻牙机构(8)依次分别设于所述第一进给机构(3)、所述第二进给机构(4)和所述第三进给机构(5)的上方;
所述旋转工作台(51)包括第二气缸(35)、第一连接块(36)、第二连接块(37)、齿条(38)、齿轮(39)、旋转座(40)、旋转轴(41)、轴套(44)和工作台面(42);所述第二气缸(35)和所述旋转座(40)固定于所述座板(2)下方,所述第二气缸一端与所述第一连接块(36)固接,另一端与所述第二连接块(37)固接,所述齿条(38)固定于所述第一连接块(36)和所述第二连接块(37)之间,所述轴套(44)设于所述座板(2)的安装孔上,所述旋转轴(41)配于所述轴套(44)上,所述旋转轴(41)一端与所述旋转座(40)配合,另一端与所述工作台面(42)固接,所述齿轮(39)设于所述旋转轴(41)上,该齿轮(39)与所述齿条(38)正好相啮合。
2.根据权利要求1所述的双工位镗攻复合一体机,其特征在于:所述第一进给机构(3)包括第一液压缸(11)、第一导轨(12)、第一滑块(13)、第二滑块(14)和第一滑座(15);所述第一导轨(12)固定安装在所述座板(2)上,所述第一滑块(13)和所述第二滑块(14)安装在所述第一导轨(12)上,所述第一滑座(15)固定安装在所述第一滑块(13)和所述第二滑块(14)的上面,所述第一液压缸(11)固定于所述座板(2)上并设于所述第一滑座(15)的一侧,该第一液压缸(11)用于推动所述第一滑座(15)沿着所述第一导轨(12)前进或者后退。
3.根据权利要求1或2所述的双工位镗攻复合一体机,其特征在于:所述第二进给机构(4)包括第二液压缸(16)、第二导轨(17)、第三滑块(18)、第四滑块(19)和第二滑座(43);所述第二导轨(17)固定安装在所述座板(2)上,所述第三滑块(18)和所述第四滑块(19)安装在所述第二导轨(17)上,所述第二滑座(43)固定安装在所述第三滑块(18)和所述第四滑块(19)的上面,所述第二液压缸(16)固定于所述座板(2)上并设于所述第二滑座(43)的一侧,该第二液压缸(16)用于推动所述第二滑座(43)沿着所述第二导轨(17)前进或者后退。
4.根据权利要求3所述的双工位镗攻复合一体机,其特征在于:所述第三进给机构(5)包括第一气缸(20)、第三导轨(21)、第四导轨(22)、第五滑块(23)、第六滑块(24)、第七滑块(25)、第八滑块(26)和第三滑座(27);所述第三导轨(21)固定安装在所述座板(2)上,所述第五滑块(23)和所述第六滑块(24)安装在所述第三导轨(21)上,所述第七滑块(25)和所述第八滑块(26)安装在所述第四导轨(22)上,所述第三滑座(27)固定安装在所述第五滑块(23)、所述第六滑块(24)、所述第七滑块(25)和所述第八滑块(26)的上面,所述第一气缸(20)固定于所述座板(2)上并设于所述第三滑座(27)的一侧,该第一气缸(20)用于推动所述第三滑座(27)沿着所述第三导轨(21)和所述第四导轨(22)前进或者后退。
5.根据权利要求4所述的双工位镗攻复合一体机,其特征在于:所述第一镗孔机构(6)包括第一镗孔动力头(9)、第一电机(28)和第一皮带(29);所述第一电机(28)设于所述第一镗孔动力头(9)的上方,所述第一皮带(29)设于所述第一电机(28)和所述第一镗孔动力头(9)的皮带轮上,该第一皮带(29)借助所述第一电机(28)的驱动来带动所述第一镗孔动力头(9)转动。
6.根据权利要求5所述的双工位镗攻复合一体机,其特征在于:所述第二镗孔机构(7)包括第二镗孔动力头(10)、第二电机(30)和第二皮带(31);所述第二电机(30)设于所述第二镗孔动力头(10)的上方,所述第二皮带(31)设于所述第二电机(30)和所述第二镗孔动力头(10)的皮带轮上,该第二皮带(31)借助所述第二电机(30)的驱动来带动所述第二镗孔动力头(10)转动。
7.根据权利要求6所述的双工位镗攻复合一体机,其特征在于:所述攻牙机构(8)包括攻牙动力头(32)、第三电机(33)和第三皮带(34);所述第三电机(33)设于所述攻牙动力头(32)的上方,所述第三皮带(34)设于所述第三电机(33)和所述攻牙动力头(32)的皮带轮上,该第三皮带(34)借助所述第三电机(33)的驱动来带动所述攻牙动力头(32)转动。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201210078580.7A CN102601621B (zh) | 2012-03-22 | 2012-03-22 | 双工位镗攻复合一体机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201210078580.7A CN102601621B (zh) | 2012-03-22 | 2012-03-22 | 双工位镗攻复合一体机 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN102601621A CN102601621A (zh) | 2012-07-25 |
| CN102601621B true CN102601621B (zh) | 2014-06-18 |
Family
ID=46519591
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201210078580.7A Expired - Fee Related CN102601621B (zh) | 2012-03-22 | 2012-03-22 | 双工位镗攻复合一体机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102601621B (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103692271B (zh) * | 2013-12-27 | 2016-04-13 | 广州隆邦自动化控制设备有限公司 | 一种车铣复合多轴动力头装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4301581A (en) * | 1976-09-23 | 1981-11-24 | Eugen Bader | Method and apparatus for the production of turned workpieces on multi-station machine tools |
| CN2915360Y (zh) * | 2006-04-27 | 2007-06-27 | 臧日政 | 多工位加工机 |
| CN201399679Y (zh) * | 2009-04-30 | 2010-02-10 | 深圳市锦翔盛实业有限公司 | 卧式双侧钻孔攻牙机 |
| CN202447899U (zh) * | 2012-02-28 | 2012-09-26 | 宁波亚路机械有限公司 | 双工位镗攻复合一体机 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2892313Y (zh) * | 2006-04-19 | 2007-04-25 | 宋大胜 | 金属型材拉弯机 |
| KR101103326B1 (ko) * | 2009-01-22 | 2012-01-11 | (재)대구기계부품연구원 | 다축 복합 전용가공기 |
| CN201537699U (zh) * | 2009-09-25 | 2010-08-04 | 浙江陀曼精密机械有限公司 | 一种全自动车床 |
| CN202015946U (zh) * | 2011-04-20 | 2011-10-26 | 福州钜立机动车配件有限公司 | 一种三叉底座自动钻孔和攻牙组合机床 |
-
2012
- 2012-03-22 CN CN201210078580.7A patent/CN102601621B/zh not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4301581A (en) * | 1976-09-23 | 1981-11-24 | Eugen Bader | Method and apparatus for the production of turned workpieces on multi-station machine tools |
| CN2915360Y (zh) * | 2006-04-27 | 2007-06-27 | 臧日政 | 多工位加工机 |
| CN201399679Y (zh) * | 2009-04-30 | 2010-02-10 | 深圳市锦翔盛实业有限公司 | 卧式双侧钻孔攻牙机 |
| CN202447899U (zh) * | 2012-02-28 | 2012-09-26 | 宁波亚路机械有限公司 | 双工位镗攻复合一体机 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102601621A (zh) | 2012-07-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN205437155U (zh) | 一种非圆截面零件车削机床 | |
| CN201799860U (zh) | 一种多头数控钻床 | |
| CN206764305U (zh) | 双向加工车铣复合机床 | |
| CN201275653Y (zh) | 一种电火花回转线切割机床 | |
| CN102145370A (zh) | 滑轨式夹紧装置 | |
| CN106001712A (zh) | 改进的加工汽车模具的铣床 | |
| CN203418412U (zh) | 齿轴类中心孔研磨装置 | |
| CN102601621B (zh) | 双工位镗攻复合一体机 | |
| CN104259536A (zh) | 阀板阀孔修整装置 | |
| CN201807739U (zh) | 一种换向器内孔车床 | |
| CN204893103U (zh) | 数控尖角、圆角齿轮倒角机 | |
| CN203401134U (zh) | 改装牛头刨床加工压力机机身工作台 | |
| CN203437682U (zh) | 双钻头卧式钻床 | |
| CN202240439U (zh) | 一种多功能机床 | |
| CN204868292U (zh) | 一种铣床转轴传动装置 | |
| CN204486877U (zh) | 多工位快速机床 | |
| CN203221218U (zh) | 卧式钻床 | |
| CN103586638A (zh) | 用于加工多边形的加工装置及其加工方法 | |
| CN209830659U (zh) | 一种机床用楔形紧固夹具 | |
| CN201744901U (zh) | 一种多工位机床 | |
| CN201841304U (zh) | 工件螺旋槽铣削装置 | |
| CN201792003U (zh) | 多孔同时加工镗床 | |
| CN202621974U (zh) | 移动式镗孔装置 | |
| CN206366707U (zh) | 刀具下置式的多刀机床 | |
| CN204867578U (zh) | 一种双面铣床 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CP03 | Change of name, title or address |
Address after: 315500 Zhejiang city of Ningbo province Fenghua Shengyuan Road Economic Development Zone No. 99 Patentee after: Haiwei Ningbo automobile parts Limited by Share Ltd Address before: Fenghua City, Zhejiang province 315500 Ningbo Huiquan economic and Technological Development Zone, Road No. 258 Patentee before: Ningbo Yalu Machinery Co., Ltd. |
|
| CP03 | Change of name, title or address | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20140618 Termination date: 20210322 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |