CN102529034B - 塑料盖成型模结构 - Google Patents
塑料盖成型模结构 Download PDFInfo
- Publication number
- CN102529034B CN102529034B CN2012100123784A CN201210012378A CN102529034B CN 102529034 B CN102529034 B CN 102529034B CN 2012100123784 A CN2012100123784 A CN 2012100123784A CN 201210012378 A CN201210012378 A CN 201210012378A CN 102529034 B CN102529034 B CN 102529034B
- Authority
- CN
- China
- Prior art keywords
- plate
- backing plate
- push pedal
- fixed
- sleeve
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Abstract
一种塑料盖成型模结构,属于塑料成型模具领域。包括上模机构、成型模、底板和盖体顶出机构,成型模设在盖体顶出机构上,特点:盖体顶出机构包括上推板、下推板、第一固定板、上顶板、下顶板、长短顶杆、顶柱、上、下限位螺钉和回位螺钉,长顶杆的一端固定在下顶板上,上端与上推板接触,短顶杆的下端固定在上顶板上,上端与下推板接触,上限位螺钉的下端与下推板连接,上端与上模机构配合,回位螺钉与顶柱连接,而上端与上模组件相配合,顶柱的下端与下顶板连接,上端与第一垫板接触,顶柱配设有上、下滑套,在上滑套外配有上定位套,在下滑套外配有下定位套。优点:避免在顶出过程中损及盖体而确保盖体的质量;齐整性优异,保障配合精度。
Description
技术领域
本发明属于塑料成型模具技术领域,具体涉及一种塑料盖成型模结构。
背景技术
塑料盖成型模具可在已公开的中国专利文献中见诸,例如授权公告号CN201579927U推荐有“瓶盖模压上、下模具组件”,又如CN201427377Y提供有“一种旋转脱模塑料瓶盖模压机”,由于并不限于这两项专利方案是针对模压成型的塑料盖而言的,因此对于注塑或吹制成型塑料盖并没有可借鉴的技术启示。
毋容置疑,考量中空塑料容器密封效果的优劣主要在于塑料盖的结构,一端具有螺纹段而另一端具有两个或多个台阶的塑料盖是目前公认的具有良好的密封性的盖子,因为螺纹段的部分可以与中空塑料容器如加伦桶、瓶子等的内螺纹相配合,而台阶可以起到塞盖的作用,从而实现一道以上的密封。
但是,注塑成型出上述结构的塑料盖通常存在将成型后的盖子逐离模具时的技术障碍,因为如业界所知之理,如果塑料盖存在两个台阶,那么需要分两次顶出。然而已有技术中为了实现分级顶出成型的塑料盖,往往使塑料盖成型模的相关部件表现为零散,不仅在使用过程中易损,而且因顶出力不平衡而致使塑料盖出现变形现象,影响产品质量。
中国专利授权公告号CN202006548U披露的“塑料瓶盖模具脱模机构”和公布号CN102085712A揭示的塑料瓶盖模具的双水冷和脱模机构,类似这种专利和/或专利申请方案所涉及的塑料盖均不是申请人在上面提及的既具有螺纹段又具有一个或复数个直径渐渐大于螺纹段的直径的台阶段的塑料盖范畴。因此目前对于这种结构形式的塑料盖大都依赖于模压成型,模压成型不仅效率低下而且设备投入大,并且自动化程度相对低。
鉴于上述已有技术,本申请人作了有益的设计,下面将要介绍的技术方案便是在这种背景下产生的。
发明内容
本发明的任务在于提供一种有助于体现对具有复数个台阶的塑料盖在注塑成型后平稳地分段顶出、有利于体现模具的整体齐整性而藉以保障部件之间的配合精度、有益于避免在顶出过程中损及盖体而藉以确保产品质量的塑料盖成型模结构。
本发明的任务是这样来完成的,一种塑料盖成型模结构,包括上模机构、与上模机构相配合的成型模、通过支撑板以及配有导套的导柱与上模机构相配合的底板和用于将成型于成型模上的盖体顶离于成型模的盖体顶出机构,所述的成型模配设在盖体顶出机构上,特征在于:所述的盖体顶出机构包括:背对所述的上模机构的一侧配有一第一垫板的一上推板、位于第一垫板的下方的并且在背对第一垫板的一侧固定有一第二垫板的下推板、位于第二垫板的下方的并且在背对第二垫板的一侧配有第三垫板的第一固定板、位于第三垫板的下方的并且在背对第三垫板的一侧固定有一第四垫板的上顶板、位于第四垫板下方的并且在背对第四垫板的一侧固定有一第二固定板的下顶板、长短顶杆、顶柱、上、下限位螺钉和回位螺钉,所述长顶杆的一端固定在下顶板上,而上端依次穿过第四垫板、上顶板、第三垫板、第一固定板、第二垫板、下推板和第一垫板与所述上推板接触,所述短顶杆的下端固定在上顶板上,而上端依次穿过第三垫板、第一固定板和第二垫板与所述下推板接触,所述上限位螺钉的下端在依次穿过上推板和第一垫板后与下推板连接,而上端与所述上模机构滑动配合,所述下限位螺钉滑动地穿设在第三垫板上,并且与第一固定板连接,所述的回位螺钉在依次穿过上推板和第一垫板后与所述顶柱连接,而上端与上模组件相配合,顶柱的下端与下顶板连接,上端与第一垫板接触,该顶柱配设有一上滑套和一下滑套,在上滑套外配有上定位套,而在下滑套外配有下定位套,上滑套通过第一滚珠在上定位套内滑动,下滑套通过第二滚珠在下定位套内滑动,其中:上定位套固定在下推板上,下定位套的一端固定在第一固定板上,另一端固定在第三垫板上,上滑套与第二垫板滑动配合,下滑套同样与第二垫板滑动配合,并且下滑套还与所述上顶板固定,所述第三垫板和第一固定板与所述的支撑板固定,在所述的下推板上固定有一第一推套,该第一推套滑动地套置在所述成型模上,所述的第一垫板上固定有一第二推套,该第二推套套置在第一推套上,所述的上推板、第一垫板、下推板和第二垫板各通过滑动套与所述导柱滑动配合,所述的成型模与所述第一固定板固定。
在本发明的一个具体的实施例中,所述的上模机构包括定模板、上垫板、型腔板、型模和注塑头,上垫板位于定模板与型腔板之间,而型腔板对应于所述上推板的上方,其中:上垫板以及型腔板共同与定模板固定,型模固定于型腔板上,并且与所述的成型模相配合,注塑头的上端与定模板固定,并且与外界相通,而下端在穿过上垫板后探入到所述型模内,所述的导套的一端与型腔板固定,而另一端与所述的第一固定板固定,所述导柱的一端探入所述的上垫板,而另一端与所述支撑板固定,所述的上限位螺钉和下限位螺钉与型腔板滑动配合。
在本发明的另一个具体的实施例中,在所述的上定位套的内壁上构成有一第一滚珠凹槽,而在所述的下定位套的内壁上构成有一第二滚珠凹槽,所述的第一滚珠与第一滚珠凹槽相配合,而所述的第二滚珠与第二滚珠凹槽相配合。
在本发明的又一个具体的实施例中,所述的第一推套朝向所述第二垫板的一端构成有一向外扩展的第一定位法兰边,该第一定位法兰边通过第一固定螺钉与所述的下推板朝向所述第二垫板的一侧固定。
在本发明的再一个具体的实施例中,所述的第二推套朝向所述下推板的一端构成有一向外扩展的第二定位法兰边,该第二定位法兰边通过第二固定螺钉与所述第一垫板固定。
在本发明的还有一个具体的实施例中,所述的成型模朝向所述第三垫板的一端构成有一向外扩展的第三定位法兰边,该第三定位法兰边通过第三固定螺钉与所述的第一固定板固定。
在本发明的更而一个具体的实施例中,在所述的型腔板上并且在对应于所述的上限位螺钉的位置开设有一第一滑动让位孔,并且在对应于所述的回位螺钉的位置开设有一第二滑动让位孔,所述的上限位螺钉与第一滑动让位孔滑动配合,而所述的回位螺钉与第二滑动让位孔滑动配合。
在本发明的进而一个具体的实施例中,在所述的下推板上并且在对应于所述的下限位螺钉的位置开设有一第三滑动让位孔,所述的下限位螺钉与该第三滑动让位孔滑动配合。
在本发明的又更而一个具体的实施例中,在所述的底板上配设有第四固定螺钉,该第四固定螺钉与所述支撑板、第一固定板以及第三垫板固定连接。
在本发明的又进而一个具体的实施例中,所述的第二垫板通过第五固定螺钉与所述的下推板固定连接;所述的第四垫板通过第六固定螺钉与所述的上顶板固定;所述的第二固定板通过第七固定螺钉与所述下顶板固定。
本发明提供的技术方案可由长顶杆和短顶杆分别推动第一垫板及第一固定板,由与成型模相配合的第二推套以及第一推套对成型于成型模上的具有复数个台阶的盖体分步地并且平稳地顶离于成型模,有益于避免在顶出过程中损及盖体而确保盖体产品的质量;整个盖体顶出机构具有优异的齐整性,从而可保障配合精度。
附图说明
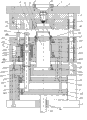
图1为本发明的实施例结构图。
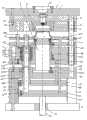
图2为本发明塑料盖成型模结合在完成对盖体成型后处于开模状态并且推出盖体的盖螺纹的示意图。
图3为一级推出盖体的示意图。
图4为二级推出盖体的示意图。
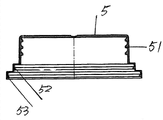
图5为盖体的示意图。
具体实施方式
为了使专利局的审查员尤其是公众能够更加清楚地理解本发明的技术实质和有益效果,申请人将在下面以实施例的方式作详细说明,但是对实施例的描述均不是对本发明方案的限制,任何依据本发明构思所作出的仅仅为形式上的而非实质性的等效变换都应视为本发明的技术方案范畴。
请参见图1,给出了本发明的上模机构1,该上模机构1包括定模板11、上垫板12、型腔板13、型模14和注塑头15,上垫板12位于定模板11与型腔板13之间,而型腔板13则对应于下面还要详细描述的盖体顶出机构4的上方,由图所示,上垫板12以及型腔板13通过配设在定模板11上的第八固定螺钉111与定模板11固定,即定模板11、上垫板12和型腔板13通过第八固定螺钉111三者固定连接在一起。型模14在本实施例中为盖体模,更具体地讲为容器盖模,当容器为加伦桶之类的产品时,则盖体为桶盖,而当容器为瓶子时,则盖体为瓶盖。型模14固定在型腔板13上开设的型模腔内,注塑头15也可称之为热喷嘴,其上端与定模板11固定,并且与外界相通,这里所称的与外界相通是指与注塑装置相通,其下端在穿过上垫板12后探入到型模14内。
在前述的型腔板13上开设有第一滑动让位孔131和第二滑动让位孔132,该第一、第二滑动让位孔131、132供盖体顶出机构4相配合。图示的成型模2朝向型模14的一端与型模14的型模腔141相配合,该成型板2也可称为下模,而型模14也可称为上模,成型模2的下端与盖体顶出机构4固定。
底板3通过支撑板31以及配有导套321的导柱32与前述的上模机构1相配合,并且在底板3上开设有一推杆孔34,供图示的推杆341置入,藉由推杆341对盖体顶出机构4作用,即推动盖体顶出机构4。
作为本发明提供的技术方案的技术要点,提供的盖体顶出机构4包括上、下推板41、42、第一固定板43、上、下顶板44、45、长、短顶杆46a、46b、顶柱47、上、下限位螺钉48a、48b和回位螺钉49,上推板41的下方配设有一第一垫板411,由图所示,上推板41位于前述的上模机构1的型腔板13与第一垫板411之间,并且上推板41通过第一滑动套412滑动地套设在前述的导柱32上,而第一垫板411通过第二滑动套4114滑动地套设在导柱32上。下推板42的下方采用第五固定螺钉4211固定有一第二垫板421。第一固定板43的下方配有一第三垫板431,上顶板44的下方配有一第四垫板441,该第四垫板441通过第六固定螺钉4411与上顶板44固定,下顶板45的下方配有一第二固定板451,该第二固定板451通过第七固定螺钉4411与下顶板451固定。由图1所示,在前述的底板3上设有第四固定螺钉33,由第四固定螺钉33将前述的第一固定板43以及第三垫板431与支撑板31固定,也就是说,第一固定板43、第三垫板431以及支撑板31三者固定连接在一起。前述的成型模2朝向第三垫板431的一端向外扩展有一第三定位法兰边21,该第三定位法兰边21通过第三固定螺钉211与前述的第一固定板43固定。在前述的下推板42上固定有一第一推套422,具体而言,第一推套422与前述的成型模2滑动配合,而第一推套422朝向第二垫板421的一端向外扩展有一第一定位法兰边4221,该第一定位法兰边4221通过第一固定螺钉42211与下推板42朝向第二垫板421的一侧固定。在前述的上推板411上固定有一第二推套4111,具体而言,第二推套4111与前述的第一推套422滑动配合,而第二推套411朝向下推板42的一端向外扩展有一第二定位法兰边4112,该第二定位法兰边4112通过第二固定螺钉4113与第一垫板411朝向下推板42的一侧固定。
前述的下推板42通过第三滑动套424与前述的导柱32滑动配合,而前述的第二垫板431通过第四滑动套4212与导柱32滑动配合。
上面提及的长顶杆46a的下端与下顶板45固定,而上端在依次穿过第四垫板441、上顶板44、第三垫板431、第一固定板43、第二垫板421、下推板42和第一垫板411后与上推板41接触(即支承在上推板41上)。前述的短顶杆46b的下端与上顶板44连接,而上端在依次穿过第三垫板431、第一固定板43和第二垫板421后与下推板42接触,即支承在下推板42上。前述的顶柱47的下端与下顶板45连接,而上端在依次穿过第四垫板441、上顶板44、第三垫板431、第一固定板43、第二垫板421和下推板42后与第一垫板411接触,即支承在第一垫板411上。前述的上限位螺钉48a的下端在依次穿过上推板41和第一垫板411后与下推板42连接,而上端与开设在前述的型腔板13上的第一滑动让位孔131滑动配合。前述的下限位螺钉48b的下端在穿过第二垫板421后与第一固定板43连接,而上端与开设在下推板42上的第三滑动让位孔433滑动配合。前述的回位螺钉49的下端在依次穿过上推板41和第一垫板411后与前述的顶柱47连接,而上端与前述的第二滑动让位腔132滑动配合。
请继续见图1,在前述的顶柱47上配设有一上滑套471和一下滑套472,在上滑套471外设有一上定位套4711,而在下滑套472外设有一下定位套4721,上滑套471通过第一滚珠4712可在上定位套4711内滑动,而下滑套472通过第二滚珠4722可在下定位套4721内滑动。又,在上定位套4711的内壁上开设有一第一滚珠凹槽47111,及,在下定位套4721的内壁上开设有一第二滚珠凹槽47211,第一滚珠4712与第一滚珠凹槽47111相配合,而第二滚珠4722与第二滚珠凹槽47211相配合。
由图1所示,前述的上定位套4711与下推板42固定,下定位套4721的上端与第一固定板43固定,而下端与第三垫板431固定。
请见图2、图3、图4和图5,申请人描述将成型于成型模上的并且由图5所示的盖体5推离于成型模2的过程,先参见图2,首先是开模,在上模机构1与上推板41之间形成分型面6,到达设定的距离即分型面6的距离达到极限,也就是说上模机构1的型腔板13与盖体顶出机构4的上推板41之间的距离达到极限。在由油缸带动的推杆341对第二固定板451的顶推下,使下顶板45带动顶柱47和长顶杆46a上移,顶柱47通过第二滚珠4722推动下滑套472上移,同时对上顶板44上移,由短顶杆17推动下推板42,从而使上推板41、第一垫板411、下推板42和第二垫板421整体上移,从而推出盖体5的盖体螺纹51,即完成了使盖体螺纹51脱离于成型模2。
再参见图3,继续开模,即前述的上推板41、第一垫板411、下推板42和第二垫板421继续被顶动,也即下顶板45继续被推杆341作用,从而由顶柱47通过第一滚珠4712带动上滑套471上移,直到由上限位螺钉48a遭到上推板41的限位,此时,上推板41及第一垫板411呈图3所示的状态(向上移动的状态),从而由第一推套422将盖体5完成一级推出。
再参见图4,继续开模,顶杆47继续上行,并且长顶杆46a同时继续上行,直到推出上推板411,此时由下限位螺钉48b限位,在该过程中,完成二级推出,即由第二推套41117将整个盖体5推离于成型模2,得到图5所示的具有第一台阶52和第二台阶53的盖体5。
回位时,由回位螺钉49带动上推板41,使顶柱47一同向下,到达一定距离,第一、第二滚珠4712、4722回位,使整个盖体顶推机构4回复到图1所示状态,开始下一循环。
综上所述,本发明结构具有顶出精度准确,可靠寿命长,模具外观整齐,避免了一般模具外侧多次顶出时机构零散,易损,顶出力不平衡的问题。必要时,此结构只要增加滚珠数量,即可增加一次顶出。
Claims (10)
1.一种塑料盖成型模结构,包括上模机构(1)、与上模机构(1)相配合的成型模(2)、通过支撑板(31)以及配有导套(321)的导柱(32)与上模机构(1)相配合的底板(3)和用于将成型于成型模(2)上的盖体顶离于成型模(2)的盖体顶出机构(4),所述的成型模(2)配设在盖体顶出机构(4)上,其特征在于:所述的盖体顶出机构(4)包括:背对所述的上模机构(1)的一侧配有一第一垫板(411)的一上推板(41)、位于第一垫板(411)的下方的并且在背对第一垫板(411)的一侧固定有一第二垫板(421)的下推板(42)、位于第二垫板(421)的下方的并且在背对第二垫板(421)的一侧配有第三垫板(431)的第一固定板(43)、位于第三垫板(431)的下方的并且在背对第三垫板(431)的一侧固定有一第四垫板(441)的上顶板(44)、位于第四垫板(441)下方的并且在背对第四垫板(441)的一侧固定有一第二固定板(451)的下顶板(45)、长短顶杆(46a、46b)、顶柱(47)、上、下限位螺钉(48a、48b)和回位螺钉(49),所述长顶杆(46a)的一端固定在下顶板(45)上,而上端依次穿过第四垫板(441)、上顶板(44)、第三垫板(431)、第一固定板(43)、第二垫板(421)、下推板(42)和第一垫板(411)与所述上推板(41)接触,所述短顶杆(46b)的下端固定在上顶板(44)上,而上端依次穿过第三垫板(431)、第一固定板(43)和第二垫板(421)与所述下推板(42)接触,所述上限位螺钉(48a)的下端在依次穿过上推板(41)和第一垫板(411)后与下推板(42)连接,而上端与所述上模机构(1)滑动配合,所述下限位螺钉(48b)滑动地穿设在第二垫板(421)上,并且与第一固定板(43)连接,所述的回位螺钉(49)在依次穿过上推板(41)和第一垫板(411)后与所述顶柱(47)连接,而上端与上模组件(1)相配合,顶柱(47)的下端与下顶板(45)连接,上端与第一垫板(411)接触,该顶柱(47)配设有一上滑套(471)和一下滑套(472),在上滑套(471)外配有上定位套(4711),而在下滑套(472)外配有下定位套(4721),上滑套(471)通过第一滚珠(4712)在上定位套(4711)内滑动,下滑套(472)通过第二滚珠(4722)在下定位套(4721)内滑动,其中:上定位套(4711)固定在下推板(42)上,下定位套(4721)的一端固定在第一固定板(43)上,另一端固定在第三垫板(431)上,上滑套(471)与第二垫板(421)滑动配合,下滑套(472)同样与第二垫板(421)滑动配合,并且下滑套(472)还与所述上顶板(44)固定,所述第三垫板(431)和第一固定板(43)与所述的支撑板(31)固定,在所述的下推板(42)上固定有一第一推套(422),该第一推套(422)滑动地套置在所述成型模(2)上,所述的第一垫板(411)上固定有一第二推套(4111),该第二推套(4111)套置在第一推套(422)上,所述的上推板(41)、第一垫板(411)、下推板(42)和第二垫板(421)各通过滑动套与所述导柱(32)滑动配合,所述的成型模(2)与所述第一固定板(43)固定。
2.根据权利要求1所述的塑料盖成型模结构,其特征在于所述的上模机构(1)包括定模板(11)、上垫板(12)、型腔板(13)、型模(14)和注塑头(15),上垫板(12)位于定模板(11)与型腔板(13)之间,而型腔板(13)对应于所述上推板(41)的上方,其中:上垫板(12)以及型腔板(13)共同与定模板(11)固定,型模(14)固定于型腔板(13)上,并且与所述的成型模(2)相配合,注塑头(15)的上端与定模板(11)固定,并且与外界相通,而下端在穿过上垫板(12)后探入到所述型模(14)内,所述的导套(321)的一端与型腔板(13)固定,而另一端与所述的第一固定板(43)固定,所述导柱(32)的一端探入所述的上垫板(12),而另一端与所述支撑板(31)固定,所述的上限位螺钉(48a)和下限位螺钉(48b)与型腔板(13)滑动配合。
3.根据权利要求1所述的塑料盖成型模结构,其特征在于在所述的上定位套(4711)的内壁上构成有一第一滚珠凹槽(47111),而在所述的下定位套(4721)的内壁上构成有一第二滚珠凹槽(47211),所述的第一滚珠(4712)与第一滚珠凹槽(47111)相配合,而所述的第二滚珠(4722)与第二滚珠凹槽(47211)相配合。
4.根据权利要求1所述的塑料盖成型模结构,其特征在于所述的第一推套(422)朝向所述第二垫板(421)的一端构成有一向外扩展的第一定位法兰边(4221),该第一定位法兰边(4221)通过第一固定螺钉(42211)与所述的下推板(42)朝向所述第二垫板(421)的一侧固定。
5.根据权利要求1所述的塑料盖成型模结构,其特征在于所述的第二推套(4111)朝向所述下推板(42)的一端构成有一向外扩展的第二定位法兰边(4112),该第二定位法兰边(4112)通过第二固定螺钉与所述第一垫板(411)固定。
6.根据权利要求1所述的塑料盖成型模结构,其特征在于所述的成型模(2)朝向所述第三垫板(431)的一端构成有一向外扩展的第三定位法兰边(21),该第三定位法兰边(21)通过第三固定螺钉(211)与所述的第一固定板(43)固定。
7.根据权利要求2所述的塑料盖成型模结构,其特征在于在所述的型腔板(13)上并且在对应于所述的上限位螺钉(48a)的位置开设有一第一滑动让位孔(131),并且在对应于所述的回位螺钉(49)的位置开设有一第二滑动让位孔(132),所述的上限位螺钉(48a)与第一滑动让位孔(131)滑动配合,而所述的回位螺钉(49)与第二滑动让位孔(132)滑动配合。
8.根据权利要求1所述的塑料盖成型模结构,其特征在于在所述的下推板(42)上并且在对应于所述的下限位螺钉(48b)的位置开设有一第三滑动让位孔(423),所述的下限位螺钉(48b)与该第三滑动让位孔(423)滑动配合。
9.根据权利要求1所述的塑料盖成型模结构,其特征在于在所述的底板(3)上配设有第四固定螺钉(33),该第四固定螺钉(33)与所述支撑板(31)、第一固定板(43)以及第三垫板(431)固定连接。
10.根据权利要求1所述的塑料盖成型模结构,其特征在于所述的第二垫板(421)通过第五固定螺钉(4211)与所述的下推板(42)固定连接;所述的第四垫板(441)通过第六固定螺钉(4411)与所述的上顶板(44)固定;所述的第二固定板(451)通过第七固定螺钉(4511)与所述下顶板(45)固定。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012100123784A CN102529034B (zh) | 2012-01-16 | 2012-01-16 | 塑料盖成型模结构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012100123784A CN102529034B (zh) | 2012-01-16 | 2012-01-16 | 塑料盖成型模结构 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN102529034A CN102529034A (zh) | 2012-07-04 |
| CN102529034B true CN102529034B (zh) | 2013-12-11 |
Family
ID=46337672
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2012100123784A Expired - Fee Related CN102529034B (zh) | 2012-01-16 | 2012-01-16 | 塑料盖成型模结构 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102529034B (zh) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102886865A (zh) * | 2012-09-22 | 2013-01-23 | 苏州市吴中区木渎华利模具加工店 | 一种眼霜瓶内上盖成型塑胶模 |
| CN103737868B (zh) * | 2013-12-31 | 2016-05-11 | 南烽精密机械(深圳)有限公司 | 一种塑料瓶盖模具的脱模机构及其实现方法 |
| CN103978634B (zh) * | 2014-05-30 | 2016-02-03 | 陕西宝成航空仪表有限责任公司 | 用于细长管类注塑零件的简化注塑模具结构 |
| CN106142451A (zh) * | 2015-03-13 | 2016-11-23 | 冯锋 | 一种用于制作方桶的注塑模具 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR200433007Y1 (ko) * | 2006-09-21 | 2006-12-07 | 주식회사 산양화학 | 링 타입 더스트 커버 성형용 금형 |
| CN201357548Y (zh) * | 2009-02-25 | 2009-12-09 | 浙江凯华模具有限公司 | 塑料盖模具电气辅助脱模机构 |
| CN101804685A (zh) * | 2009-02-14 | 2010-08-18 | 浙江凯华模具有限公司 | 一种塑料防盗盖的加工模具 |
| CN201784138U (zh) * | 2010-08-13 | 2011-04-06 | 周富强 | 一种带倒扣瓶盖的注塑模 |
| CN202428623U (zh) * | 2012-01-16 | 2012-09-12 | 苏州同大模具有限公司 | 塑料盖成型模结构 |
-
2012
- 2012-01-16 CN CN2012100123784A patent/CN102529034B/zh not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR200433007Y1 (ko) * | 2006-09-21 | 2006-12-07 | 주식회사 산양화학 | 링 타입 더스트 커버 성형용 금형 |
| CN101804685A (zh) * | 2009-02-14 | 2010-08-18 | 浙江凯华模具有限公司 | 一种塑料防盗盖的加工模具 |
| CN201357548Y (zh) * | 2009-02-25 | 2009-12-09 | 浙江凯华模具有限公司 | 塑料盖模具电气辅助脱模机构 |
| CN201784138U (zh) * | 2010-08-13 | 2011-04-06 | 周富强 | 一种带倒扣瓶盖的注塑模 |
| CN202428623U (zh) * | 2012-01-16 | 2012-09-12 | 苏州同大模具有限公司 | 塑料盖成型模结构 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102529034A (zh) | 2012-07-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102529034B (zh) | 塑料盖成型模结构 | |
| CN103660189A (zh) | 塑料斜齿轮注塑成型脱模结构 | |
| CN105034285B (zh) | 一种边顶出边抽芯的镶嵌类立式注塑模具结构 | |
| CN201881517U (zh) | 注塑模具 | |
| CN105269769A (zh) | 一种具有双动力的斜弯销多向抽芯结构的注射模具 | |
| CN202428623U (zh) | 塑料盖成型模结构 | |
| CN202572829U (zh) | 注塑模具 | |
| CN104149279A (zh) | 盖塞注塑模及其盖塞的注塑方法 | |
| CN201941133U (zh) | 注塑模具 | |
| CN206882584U (zh) | 杯形件凹槽成型模 | |
| CN203357823U (zh) | 一种模具的顶出结构 | |
| CN216139353U (zh) | 一种产品顶出机构 | |
| CN104760225A (zh) | 一种浮动式滑块抽芯脱模机构 | |
| CN201941132U (zh) | 注塑模具 | |
| CN108015982A (zh) | 动模拉板驱动斜滑块抽芯的注塑模具 | |
| CN201685371U (zh) | 具有滑块的模具 | |
| CN102837400A (zh) | 射出成形模具用强制回位结构 | |
| CN203844139U (zh) | 一种内环抽芯注塑模具 | |
| CN202781656U (zh) | 射出成形模具用强制回位结构 | |
| CN102848535A (zh) | 射出成形模具用顶出机构 | |
| CN107030258B (zh) | 一种防止产品顶出变形的模具 | |
| CN207072086U (zh) | 一种具有自锁功能及顶出机构的塑料模具 | |
| CN201471747U (zh) | 一种挤压模套架 | |
| CN210453578U (zh) | 大尺寸产品倒扣脱模模具 | |
| CN215903887U (zh) | 一种多排钉钉仓注塑模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20131211 Termination date: 20210116 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |