CN1023196C - 注塑机控制系统 - Google Patents
注塑机控制系统 Download PDFInfo
- Publication number
- CN1023196C CN1023196C CN89101213A CN89101213A CN1023196C CN 1023196 C CN1023196 C CN 1023196C CN 89101213 A CN89101213 A CN 89101213A CN 89101213 A CN89101213 A CN 89101213A CN 1023196 C CN1023196 C CN 1023196C
- Authority
- CN
- China
- Prior art keywords
- pressure
- signal
- control
- gain
- valve
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/77—Measuring, controlling or regulating of velocity or pressure of moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/82—Hydraulic or pneumatic circuits
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T137/00—Fluid handling
- Y10T137/7722—Line condition change responsive valves
- Y10T137/7758—Pilot or servo controlled
- Y10T137/7759—Responsive to change in rate of fluid flow
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T137/00—Fluid handling
- Y10T137/7722—Line condition change responsive valves
- Y10T137/7758—Pilot or servo controlled
- Y10T137/7761—Electrically actuated valve
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Servomotors (AREA)
- Fluid-Pressure Circuits (AREA)
Abstract
一种控制容积不定腔室中流体压力的电动液压伺服系统,包括装有阀芯及按阀芯在阀体中的位置开闭供液口的阀。伺服阀响应电子的阀控制信号,控制主阀阀体中的换向压力,从而控制阀芯的位置。阀控制器接受远处主令控制器按所要求的腔内流体压力而发出的压力指令信号、以及来自连接于阀排液口处的压力传感器的表明腔内流体压力的压力反馈信号。在压力控制工作方式,压力指令信号和压力反馈信号进行比较,其信号差产生送给伺服阀的控制信号。第二传感器与阀芯相接,根据阀芯在阀体中的位置提供位置反馈信号。
Description
本发明的目标是一种对压力输送流体至容积未知的腔室进行控制的电动液压伺服系统,这种系统特别用于控制输送至注塑机的液压流体的流量和压力。
在电动液压伺服系统中,常常需要以单独的流量控制方式和压力控制方式控制系统的输出流量和压力。例如,在注塑机的电动液压控制中,就希望开始使压射气缸以流量控制方式工作,使液态塑料注入模具的型腔,接着,在型腔充满后,就以压力控制方式工作,来维持所需的压力分布。在采用电子式压力反馈进行闭环压力控制的电动液压系统中,出现的问题是伺服回路的增益随型腔的容积而变化,而等效的型腔容积常常因操作人员的意图或系统中流体泄漏而改变。总的压缩容积,包括模具型腔中熔融塑料在内,依模具的种类和尺寸的不同,其变化可达12∶1。然而,即使容积变化低到10%至20%也要求调整伺服回路的增益以保持所期望的性能。过去,在需要时,回路的增益是根据经验(反复试验法)手动调整的。
因此,本发明的总目的是提供一种具有所述特征的电动液压伺服控制系统,它包括用于在以压力控制方式工作时实现电子式闭环控制的设备,其中,在工作期间,回路的增益随型腔容积的变化而自动调整。本发明另一个目的是提供一种包括在以单独的流量控制方式或压力控制方式工作时实现液压流体自适应控制的电动液压伺服系统。
本发明之用于控制容积不确定的腔室中流体的压力的电动液压伺
服系统,它包括一个主阀,该主阀装有其位置靠换向射流压力来控制的滑动阀芯和根据阀芯在阀体中的位置来开闭的液压流体的进口和出口。伺服阀靠电子的阀控制信号而动作,以控制主阀阀体内部的换向射流压力,因而控制阀芯的位置。电子式的阀控制器接受远处主令电子设备根据所要求的腔内流体压力而发出的压力指令信号和连接于主阀流体出口处的压力传感器发出的腔内流体压力的反馈信号。在以压力控制方式工作时,压力指令信号和压力反馈信号进行比较,其误差信号被用于产生送至伺服阀的阀控制信号。
在本发明优选实施例中,第二个传感器与阀芯相接,以根据阀芯在阀体中的位置提供位置反馈信号。位置反馈信号和压力反馈信号两者都被用于压力控制伺服回路中,压力反馈信号随增益Kp而变化,位置反馈信号随增益Kd而变,而误差信号则根据增益Ke来改变。腔室的容积被作为压力和位置反馈信号的函数。控制回路的增益,特别是增益Ke和Kd,随腔室容积而变化,使伺服控制系统既能适应腔室容积有变化也能适应于腔室容积没有变化的场合。最好,电子式阀控制器包含以微处理器为基础的控制器,对压力、位置反馈信号周期性地进行采样,随时修正回路的增益,对压力、流量的指令输入进行采样,并且,不论在流量控制方式还是压力控制方式工作时,自动地改变送至电动液压伺服阀的阀控制信号,以能在模具型腔处得到所需的流量和压力控制。
在本发明用于注塑机控制的应用实例中,电子式阀控制器包括这样的装置,它在开始时根据接受自远处主令电子设备的流量指令信号使阀工作在流量控制方式,以控制进入注塑机的材料的注入速率,随
后,根据接受自远处主令电子设备的压力指令信号的控制下,使阀按压力控制方式工作,以在型腔注满后维持注塑机中所需的压力分布。电子式伺服控制器包括这样的装置,当主阀流体出口处的压力传感器反映的腔压的增高表明腔室已满时,它能自动地从流量控制方式切换至压力控制方式。
与附加的目的一起,从如下的说明、所附权利要求和附图中,本发明的特征和优点将会得到最好的了解,其中:
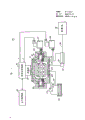
图1是本发明一个优选实施例的电动液压伺服系统的原理图;
图2是图1所示系统的功能方框图;
图3是为了解本发明的实施例工作的图示。
图1表示本发明为传统注塑机12的注料缸工作用的电动液压伺服系统10。系统10包括主阀14,阀芯16可以在阀体18内滑动,控制液压流体从进口20、22加入,从出口24、26排出。泵28在靠泄流阀29设定的压力下,将液压流体从储槽30泵至进口20、22。瞬间的压力变动可用储罐(图中未画出)来消除。主阀液体出口24、26连接在直线式液压传动装置32的活塞34的两侧。活塞34籍轴36与注塑机12的注料缸(图中未画出)连结。显然,主阀14是用来控制送至液压传动装置32的液压流体的流量Q和压力P的所谓P-Q阀,从而它控制注料缸的注射速度和加于注塑机12的压力。对压力控制来说,压缩中的总积是主阀14下游侧的容积,即,传动装置32中的流体容积加上注塑机12中的型腔容积。
电动液压伺服阀38装在阀体18上,它响应电子式控制器40发出的控制信号而动作,用以供给换向压力,控制阀芯16在阀体18内的位置。电子式控制器40和伺服阀38装配在一起。电子式控制器40
接受来自远处主令控制器42的指令信号,并将适当的运行和状态数据传至远处主令控制器。一个传感器,如LVDT,安装在阀体18上并和阀芯16相接,将表示阀芯16在阀体18内的位置的反馈信号Y提供给电子式阀控制器40。阀芯16依靠弹簧47、48设置于阀体18的中性中心位置。第二个传感器46和出口26(或24)相连接,随阀出口流体压力的变化而提供给电子式阀控制器40以反馈信号P。
最好,伺服阀38和电子式阀控制器40采取美国专利NO.4757747所述的一种装配方式,该专利已转让给本受让人。它所公开的内容在此做为参考。在本发明的这样的优选实施例中,电子式控制器40包含微处理器为基础的控制器,它包括接收、采样和存贮来自主令控制器42的指令信号并产生适当的阀控制信号送至伺服阀38的装置。电子式控制器40还包括预先存有阀控制程序和运行数据的存贮器。这类程序可由远处的主令控制器42选用。运行数据包括回路增益常数或是来自主令控制器42的,或是如下面将详尽讨论的通过内部自适应控制程序的变量。主令控制器42的一个例子见于美国专利NO.4745744,同样转让给了本受让人。
图2是图1所示系统10的工作框图,包括依照本发明的以微处理器为基础的电子式控制器40的详细工作框图。如上面所述,电子式控制器40是如美国专利NO.4757747所指的以微处理器为基础的控制器。因此,图2中电子式控制器40的工作框图就表示这样一种由适当的控制编程构成的微处理器为基础的控制器。显然,这种微处理器式控制器包括在周期性的采样间隔对每一个输入信号进行采样、存贮的功能。为了简明起见,这种采样回路未在图2中画出。
参照图2,接受自主控制器42(图1)的压力指令Pc被送至电
子式控制器40中加法器50的非反转输入端。位置传感器44的输出Y经过模数转换器52、反馈补偿网络54被送至加法器50的反转输入端。同样,压力传感器46的输出P经过模数转换器56、反馈补偿网络58而送至加法器50的反转输入端。在反馈网络54中,位置反馈信号Y乘以增益Kd和拉普拉斯符号“S”,这种乘法步骤是用来说明微分运算的标准技巧。同样,在反馈网络58,压力传感器46的输出P乘以一个包含增益Kp的因子(1+Kp*S)。加法器50的输出代表压力指令信号Pc和分别由反馈网络54、58处理过的位置、压力反馈信号Y、P的差,它被送至积分器60,在此乘以增益Ke除以拉普拉斯符“S”。增益调整网络70的输入端接收位置反馈信号Y和压力反馈信号P,而输出端则接至反馈网络54、58和积分器60,以便有选择地、适当地改变增益Kp、Kd或Ke,如将在下面说明的。
积分器60的输出经过限值单元62送至最小值选择单元64。单元62、64还接受来自主令控制器42的流量指令信号Qc作为输入量。限值单元62提供一个等于其得自积分器60的输入量达到与流量指令信号Qc相对应的限值的输出信号。最小值选择单元64的输出跟随其输入量的较小值,它经过放大级66后,作为位置指令信号Yc,被送至位置控制伺服回路67的加法器68的非反转输入端。加法器68的反转输入端接受来自传感器44的位置反馈信号Y。这样,加法器68的差分输出就表示阀芯16的位置误差(图1)。导前网络72补偿在阀14、38处的工作迟延以及数字采样过程引起的滞后对位置误差的影响。经补偿的位置误差信号被送至放大级74,在其输出端又加了适当的偏置。合成的信号经过脉宽调制放大器76而送至伺服阀38的力矩电动机。
在工作中,电子式控制器40接收来自主令控制器42的流量指令Qc,它指示阀14出口24、26处所要求的液体流量、液压传动装置32中活塞34的对应的速度以及直接对应的注塑机12注入型腔的熔融塑料的流量。同样,控制器40接收的压力指令Pc则表示模具型腔内所要求的压力。(显而易见,在忽略泄漏的情况下,靠轴36直接连结,注塑机中液态材料的流量相当于液压传动装置32的液压流体的流量,而模具型腔中的压力则直接相当于传感器46所测定的液压流体的压力)。电子式控制器40根据指令Qc、Pc以及反馈信号Y、P来工作,选择压力控制或流量控制的工作方式,并且将相应的位置指令Yc送给位置伺服回路67。
比较特别的是,假定液压传动装置的活塞34(图1)和注塑机12的注料缸一开始都处于完全撤回状态,流体压力P较低(图3),在积分器60产生一个高输出。因而在单元64处,选择流量指令Qc,经66适当放大后送至加法器68作为位置指令Yc。这样,位置控制回路67控制伺服阀38和阀14,以得到恒定的阀芯16(图1)的位置信号Y(图3),这与恒定的流量Qc相当。当注塑机12的模具型腔内充满塑料时,背压使传动装置32的活塞34的运动减缓,反馈压力开始迅速增高(图3)。在反馈网络58中,压力P取微分后再与自身相加。这个和既代表压力的量值又代表其变化率,当它接近压力指令Pc时,积分器60的输出降低。当该输出低于流量指令Qc时,最小值选择单元64便切换至压力控制方式,并且将积分的压力微分送至回路67作为位置指令Yc。选择单元64就这样根据取自传感器46的压力反馈信号P的量值和变化率,在阀38、14处对流量控制和压力控制工作方式进行选择。对压力控制而言,系统10(图1)基本上由靠调节器
29设定的流体供给压力、压缩中的有效容积和系统的泄漏来确定。系统的泄漏可以假定为常数。有效压缩容积定义为给出传动装置32中的流体和注塑机12中熔融塑料的可压缩性效应的等价容积。对于一个由上列参数定义的给定系统,为了达到所求的系统压力控制,存在一组唯一的Ke,Kd和Kp。增益Ke、Kd和Kp由增益调整网络70来确定。
从流量控制阶段的终点开始,即当液压传动装置32充分伸展,注塑机12的型腔充满时,压力P上升(图3),其变化按下列方程式:
V*(dp/dt)=B*Q(t) (1)
式中V是型腔容积,B是液压流体和熔融塑料的有效容积弹性模量。流量Q(t)可以用阀芯16的位置Y来表示,式(1)可以重写如下:
V*(dp/dt)=K*(Y-Yz)*SQRT(Ps-P) (2)
式中Yz是阀芯16的中心位置或零流量位置,K是常数,Ps是液流供给压力,SQRT表示平方根。式(2)假定,作为一级近似,阀18的计量面积比例于阀芯距中心的行程。当压力上升到控制器40从流量控制方式切换至压力控制方式之前,阀芯的位置Y是恒定不变的(图3)。将方程(2)积分,得到:
K*(Y-Yz)*t=2*V*(SQRT(Ps-P1)-SQRT(Ps-P)) (3)
式中SQRT(Ps-P1)这一项是常数,它可以靠对图3中时间t1时方程(3)的解来估算,此时P=P1而位置Y=Y1。在N个采样间隔之后,即在时间t2,此时P=P2,方程(3)成为:
V=K/2*(N*T*(Y-Yz))/(SQRT(Ps-P1)-SQRT(Ps-P2))
(4)
式中T是采样间隔长度,即N*T=(t2-t1)。这样,实际的型腔容积
便确定了。在采样期间(t2-t1),阀芯位置Y从Y1变到Y2的场合,在方程(4)中可用平均位置(Y1+Y2)/2。
容积V一被增益调整网络70由方程式(4)所确认,增益Kp、Kd和Ke就相应地得到调整。已经知道,积分器的增益Ke基本上随容积V线性增加,阀芯位置反馈的增益Kd随容积V增大而下降,压力反馈的增益Kp在容积变化达12∶1时几乎不变。这样,在本发明优选的实例中,在调整单元70,增益Ke、Kp和Kd的调整规律如下:
Ke=Ke1*Vr
Kp=Kp1
Kd=Kd1/Vr
Vr=V/V1(5)
式中Ke1、Kp1、Kd1和V1是最初设定的额定或设计值。
Claims (16)
1、一个用于控制容积不确定的腔室内流体压力的电动液压伺服系统,所述的系统包括:
阀装置,它包括阀芯,根据所述阀芯位置的变化将流体供给所述腔室的装置,和按照电子的阀控制信号控制所述阀芯位置的装置;
以及电子式阀控制装置,包括根据所要求的腔室中流体的压力而提供压力指令信号pc的装置,和阀装置相接、随所述腔室内流体压力变化而提供压力反馈信号P的装置,根据增益Kp改变压力反馈信号的装置,根据所述压力指令信号Pc和所述压力反馈信号的差乘以增益Ke来提供所述的阀控制信号的装置,确定所述腔室容积的装置以及根据所述腔室容积的变化改变增益Ke的装置。
2、根据权利要求1所述的系统,其中所述阀控制装置还包括和所述阀装置相接、根据所述阀芯位置来提供位置反馈信号Y的装置,并且其中所述的容积确定装置包含为确定腔室容积而依据所述反馈信号P和Y来工作的装置。
3、根据权利要求2所述的系统,其中所述的容积确定装置包含依据在预选时间长度内位置反馈信号Y1的变化除以在同样时间间隔内压力反馈信号变化的平方根来工作的装置。
4、根据权利要求3所述的系统,其中所述阀控制装置还包括根据所述指令信号Pc和所述位置信号Y的变化率再乘以增益Kd的差而提供阀控制信号的装置,并且其中增益调节装置则包括根据所述容积改变增益Kd的装置。
5、根据权利要求4所述的系统,其中所述阀控制装置包括确立额定增益Ke1、Kp1和Kd1及额定型腔容积V1的装置以及按下列方程设定所述增益Ke、Kp和Kd的装置:
Ke=Ke1*Vr
Kp=Kd1/Vr
Vr=V/V1
6、根据权利要求5所述的系统,其中所述阀控制装置还包括提供流量指令信号Qc的装置,在压力控制工作方式下根据所述压力指令Pc、反馈信号P和Y的及增益Ke、Kd、Kp来提供第一阀控制信号的装置,在流量控制工作方式下根据所述流量指令信号Qc提供第二阀控制信号的装置,和在压力控制方式及流量控制方式之间作出选择的装置。
7、根据权利要求6所述的系统,其中控制方式选择装置包括选择所述第一和第二阀控制信号的较小值Yc的装置。
8、根据权利要求7所述的系统,其中所述阀控制装置还包括依据所述较小值信号Yc和所述位置反馈信号Y之差来工作的装置。
9、一种用于控制熔融塑料注入模具型腔的电动液压伺服系统,所述系统包括:
在流量、压力直接随液压流体的流量、压力而变化的情况下将熔融塑料压注进型腔的装置;
阀装置,它包括阀芯、连接于液压流体源的第一组进液口,连接于液压传动装置的第二组排液口,它根据阀芯的位置将液压流体供给传动装置,以及响应电子的阀控制信号作出对所述阀芯的位置进行控制的装置;
根据所要求供给传动装置液压流体的压力和流量提供压力和流量指令信号的装置;
响应所述压力和流量指令信号向所述阀装置输出电子的阀控制信号的控制装置,它包括:
根据所述阀芯的位置发出电子位置反馈信号的装置,
根据所述排液口处液压流体的压力而发出电子压力反馈信号的装置,
在流量控制工作方式下根据所述流量指令信号和所述位置反馈信号之差而发出所述阀控制信号的装置,
在压力控制工作方式下根据所述压力指令信号和所述压力反馈信号之差而发出所述阀控制信号的装置,以及
在流量控制和压力控制两种工作方式之间进行选择的装置。
10、根据权利要求9所述的系统,其中选择装置包括当排液口流体压力增高表明型腔充满时作出响应将所述控制装置从所述流量控制方式切换至压力控制方式的选择装置。
11、根据权利要求9所述的系统,其中在压力控制方式工作时用来提供阀控制信号的装置还包括根据所述压力指令信号和所述压力反馈信号变化率的差而工作的装置。
12、根据权利要求11所述的系统,其中在压力控制方式工作时提供阀控制信号的装置还包括依据所述压力指令信号和所述位置反馈信号的变化率之差来工作的装置。
13、根据权利要求12所述的系统,其中在压力控制方式工作时提供阀控制信号的装置包括构成电子伺服控制回路的装置,包括至少对所述指令、压力反馈、位置反馈、变化率和电子控制信号的一部分以增益相乘的处理装置以及根据所述腔室容积的变化至少改变某些增益的装置。
14、根据权利要求13所述的系统,其中所述的控制装置包括为了确定所述腔室容积而对所述位置和压力反馈信号作出响应的装置,以及按预定的所述容积的函数关系改变增益的装置。
15、根据权利要求14所述的系统,其中在所述压力控制方式工作时供给所述阀控制信号的装置包括根据表达式Ke(Pc-Kd*
 -Kp*
-Kp*
 -P)来提供阀控制信号的装置,式中Ke、Kd和Kp是所述的增益,Pc是所述的压力指令信号,
-P)来提供阀控制信号的装置,式中Ke、Kd和Kp是所述的增益,Pc是所述的压力指令信号,
 是所述位置反馈信号的变化率,P是所述压力反馈信号,
是所述位置反馈信号的变化率,P是所述压力反馈信号,
 是所述压力反馈信号的变化率。
是所述压力反馈信号的变化率。
16、根据权利要求14所述的系统,其中增益调节装置包括用来按下列方程式改变增益Ke、Kd和Kp的装置:
Ke=Ke1*Vr
Kp=Kp1
Kd=Kd/Vr
Vr=V/V1
式中,Ke1、Kp1和Kd1分别为增益Ke、Kp和Kd的预选额定值,V1是所述容积V的预选额定值。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US164,957 | 1988-03-07 | ||
| US07/164,957 US4798527A (en) | 1988-03-07 | 1988-03-07 | Control system for injection molding machine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1038966A CN1038966A (zh) | 1990-01-24 |
| CN1023196C true CN1023196C (zh) | 1993-12-22 |
Family
ID=22596818
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN89101213A Expired - Fee Related CN1023196C (zh) | 1988-03-07 | 1989-03-07 | 注塑机控制系统 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US4798527A (zh) |
| EP (1) | EP0332132B1 (zh) |
| JP (1) | JP2923299B2 (zh) |
| CN (1) | CN1023196C (zh) |
| AU (1) | AU603284B2 (zh) |
| CA (1) | CA1305644C (zh) |
| DE (1) | DE68909450T2 (zh) |
| ES (1) | ES2045221T3 (zh) |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3734955A1 (de) * | 1987-10-15 | 1989-04-27 | Rexroth Mannesmann Gmbh | Elektrische messwertaufbereitung fuer ein regelventil |
| US5042530A (en) * | 1989-04-25 | 1991-08-27 | Hydril Company | Subsea wellhead apparatus |
| US4979639A (en) * | 1989-05-23 | 1990-12-25 | The Coca-Cola Company | Beverage dispenser control valve and ratio control method therefor |
| US5101862A (en) * | 1991-08-08 | 1992-04-07 | Leete Barrett C | Rotary actuator and valve control system |
| US5526838A (en) * | 1995-01-12 | 1996-06-18 | Mac Valves, Inc. | Method and valve assembly for controlling a pilot signal |
| FR2738613B1 (fr) * | 1995-09-08 | 1997-10-24 | Thomson Csf | Procede d'asservissement d'une servovalve hydraulique pouvant etre asservie en debit et en pression |
| DE19603012C1 (de) * | 1996-01-18 | 1997-09-04 | Mannesmann Ag | Plastifizier- und Einspritzeinheit einer Kunststoffspritzgießmaschine |
| CA2292279A1 (en) | 1998-12-18 | 2000-06-18 | Fluoroware, Inc. | Creep resistant valve |
| DE10060285A1 (de) * | 2000-12-05 | 2002-06-06 | Bosch Gmbh Robert | Verfahren zum Betrieb einer Regelanordnung für ein hydraulisches System |
| US7293910B2 (en) * | 2001-05-24 | 2007-11-13 | Masco Corporation | Surge suppressor for a mixer head assembly |
| US7077290B2 (en) * | 2002-05-17 | 2006-07-18 | Pepsico, Inc. | Beverage forming and dispensing system |
| US8056579B2 (en) * | 2007-06-04 | 2011-11-15 | Horiba Stec, Co., Ltd. | Mass flow controller |
| US8033808B2 (en) * | 2007-08-24 | 2011-10-11 | Delta Pt, Llc | Pressure compensating molding system |
| DE102008028190A1 (de) * | 2008-06-12 | 2009-12-17 | Abb Technology Ag | Verfahren zum Betrieb eines elektropneumatischen Ventils |
| DE102008028192A1 (de) * | 2008-06-12 | 2009-12-17 | Abb Technology Ag | Elektropneumatisches Ventil |
| DE102009004571A1 (de) * | 2009-01-14 | 2010-07-22 | Abb Technology Ag | Verfahren und elektronische Einrichtung zum Prüfen von Ansteuerparametern eines elektro-pneumatischen Ventils bei einem pneumatischen Stellantrieb |
| GB0908982D0 (en) * | 2009-05-26 | 2009-07-01 | David Brown Hydraulics Ltd | Controlled hydraulic systems |
| WO2012162638A1 (en) | 2011-05-26 | 2012-11-29 | Eaton Corporation | Valve assembly with integral sensors |
| DE102012109206B4 (de) * | 2011-11-30 | 2019-05-02 | Hanon Systems | Ventil-Sensor-Anordnung |
| CN102729442B (zh) * | 2012-07-04 | 2015-01-07 | 宁波巴斯顿机械科技有限公司 | 一种高精度高速闭环控制氮气辅助射胶注塑机 |
| CN104571201A (zh) * | 2014-12-31 | 2015-04-29 | 李久伦 | 三相电多通道温控器 |
| CN104552855A (zh) * | 2014-12-31 | 2015-04-29 | 李久伦 | 三相电多通道电压控制器 |
| CN104571200A (zh) * | 2014-12-31 | 2015-04-29 | 李久伦 | 三相电多通道控制器 |
| CN104597941A (zh) * | 2014-12-31 | 2015-05-06 | 李久伦 | 热流道温度控制系统主控器 |
| CN109878045B (zh) * | 2019-01-31 | 2020-12-29 | 贵州省材料产业技术研究院 | 智能调节模具型腔压力恒定与精准控制的控制装置 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2088571A5 (zh) * | 1970-04-17 | 1972-01-07 | Serea | |
| US3767339A (en) * | 1971-11-01 | 1973-10-23 | Hunkar Instr Dev Labor Inc | Injection molding control |
| US3941534A (en) * | 1971-11-01 | 1976-03-02 | Hunkar Laboratories, Inc. | Injection molding control system |
| JPS48114573U (zh) * | 1972-04-03 | 1973-12-27 | ||
| CH554741A (de) * | 1973-02-07 | 1974-10-15 | Netstal Ag Maschf Giesserei | Kunststoff-spritzgiessmaschine mit programmiereinrichtung. |
| US3920367A (en) * | 1973-05-10 | 1975-11-18 | Cincinnati Milacron Inc | Mold pressure control apparatus |
| US4161380A (en) * | 1974-10-21 | 1979-07-17 | Hpm Corporation | Injection molding process control |
| DE2523600A1 (de) * | 1975-05-28 | 1976-12-09 | Bosch Gmbh Robert | Elektrohydraulische steuereinrichtung |
| GB1518720A (en) * | 1975-11-21 | 1978-07-26 | Ishikawajima Harima Heavy Ind | Hydraulic servomechanism |
| JPS5722564Y2 (zh) * | 1975-11-26 | 1982-05-17 | ||
| CH642905A5 (de) * | 1979-07-16 | 1984-05-15 | Netstal Ag Maschf Giesserei | Spritzgiessmaschine. |
| JPS56146741A (en) * | 1980-04-18 | 1981-11-14 | Hitachi Ltd | Setting of holding time and system therefor |
| FR2511638A1 (fr) * | 1981-08-21 | 1983-02-25 | Marcel Manceau | Procede de modulation de pression d'injection |
| US4456031A (en) * | 1982-05-03 | 1984-06-26 | Vickers, Incorporated | Electro-hydraulic servo valve system |
| DE3319268C1 (de) * | 1983-05-27 | 1984-09-13 | Klöckner-Werke AG, 4100 Duisburg | Regelvorrichtung fuer die Bewegung einer hydraulisch verschiebbaren Formaufspannplatte einer Spritzgiessmaschine |
| JPS60154028A (ja) * | 1984-01-23 | 1985-08-13 | Toshiba Mach Co Ltd | 射出成形機の射出工程制御方法 |
| DE3447709C1 (de) * | 1984-12-28 | 1986-04-30 | Karl 7298 Loßburg Hehl | Steuervorrichtung fuer den hydraulischen Kreislauf einer Kunststoff-Spritzgiessmaschine |
| JPH0661810B2 (ja) * | 1985-12-26 | 1994-08-17 | 日精樹脂工業株式会社 | 流体圧アクチュエ−タの制御装置 |
| JPS62170318A (ja) * | 1986-01-21 | 1987-07-27 | 北所 重二 | 射出成形装置 |
-
1988
- 1988-03-07 US US07/164,957 patent/US4798527A/en not_active Expired - Lifetime
-
1989
- 1989-02-13 AU AU29867/89A patent/AU603284B2/en not_active Ceased
- 1989-03-03 CA CA000592716A patent/CA1305644C/en not_active Expired - Fee Related
- 1989-03-06 JP JP1053585A patent/JP2923299B2/ja not_active Expired - Lifetime
- 1989-03-07 ES ES89103985T patent/ES2045221T3/es not_active Expired - Lifetime
- 1989-03-07 DE DE89103985T patent/DE68909450T2/de not_active Expired - Fee Related
- 1989-03-07 EP EP89103985A patent/EP0332132B1/en not_active Expired - Lifetime
- 1989-03-07 CN CN89101213A patent/CN1023196C/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| ES2045221T3 (es) | 1994-01-16 |
| CA1305644C (en) | 1992-07-28 |
| EP0332132B1 (en) | 1993-09-29 |
| EP0332132A3 (en) | 1991-04-17 |
| DE68909450D1 (de) | 1993-11-04 |
| JPH01283401A (ja) | 1989-11-15 |
| CN1038966A (zh) | 1990-01-24 |
| US4798527A (en) | 1989-01-17 |
| AU603284B2 (en) | 1990-11-08 |
| EP0332132A2 (en) | 1989-09-13 |
| AU2986789A (en) | 1989-09-07 |
| DE68909450T2 (de) | 1994-04-21 |
| JP2923299B2 (ja) | 1999-07-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1023196C (zh) | 注塑机控制系统 | |
| US5179836A (en) | Hydraulic system for a differential piston type cylinder | |
| EP0464286B1 (en) | Injection moulding machine with electro-hydraulic control means | |
| EP1209358B1 (en) | Hydraulic power system | |
| CA1311175C (en) | Power transmission | |
| JPS614881A (ja) | 可調整ポンプ用制御装置 | |
| US4222725A (en) | Electro-hydraulic ram control apparatus | |
| US4215543A (en) | Method and apparatus for linear and nonlinear control of a hydraulic press | |
| US5533867A (en) | Method and hydrostatic drive system for operating an adjustable hydrostatic pump | |
| GB2099610A (en) | A control device for the hydraulic circuit of an injection moulding machine | |
| EP0372899B1 (en) | Apparatus and method for the simultaneous control of two or more related variables | |
| US5490383A (en) | Method of pressure controlling a hydrostatic machine having an adjustable delivery volume | |
| US4970885A (en) | Tube bending apparatus | |
| JPS62151315A (ja) | 流体圧アクチユエ−タの制御装置 | |
| TW202229734A (zh) | 操作液壓驅動器的方法 | |
| WO1997009663A1 (fr) | Procede d'asservissement d'une servovalve pouvant etre asservie en debit et en pression | |
| CN115179517B (zh) | 一种注塑机背压的开环插值控制方法 | |
| CA2033646C (en) | Energy-conserving injection molding machine | |
| JPH0792061B2 (ja) | 射出成形機の制御装置 | |
| JPH0525870Y2 (zh) | ||
| JPH03264324A (ja) | 射出成形機の射出装置及び射出圧制御方法 | |
| US5079989A (en) | Electrohydraulic valve system with a pressure feedback signal modulated by a velocity feedback signal when the velocity exceeds a veloity limit | |
| CN117564251A (zh) | 挤压铸造机速度与压力双轴实时控制系统及其方法 | |
| JP2880481B2 (ja) | 可変容量形ポンプの制御装置 | |
| JP2992673B2 (ja) | 射出成形機の制御方法及び装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |