CN101910814A - 具有组合的插头接口的塑料壳体 - Google Patents
具有组合的插头接口的塑料壳体 Download PDFInfo
- Publication number
- CN101910814A CN101910814A CN200880124433.0A CN200880124433A CN101910814A CN 101910814 A CN101910814 A CN 101910814A CN 200880124433 A CN200880124433 A CN 200880124433A CN 101910814 A CN101910814 A CN 101910814A
- Authority
- CN
- China
- Prior art keywords
- plastic casing
- insertion shell
- plug connector
- connector interface
- latch
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 229920003023 plastic Polymers 0.000 title claims abstract description 89
- 239000004033 plastic Substances 0.000 title claims abstract description 89
- 238000003780 insertion Methods 0.000 claims description 74
- 230000037431 insertion Effects 0.000 claims description 74
- 238000002347 injection Methods 0.000 claims description 15
- 239000007924 injection Substances 0.000 claims description 15
- 239000000463 material Substances 0.000 claims description 15
- 238000004519 manufacturing process Methods 0.000 claims description 11
- 238000000034 method Methods 0.000 claims description 11
- 238000001746 injection moulding Methods 0.000 description 9
- 238000007789 sealing Methods 0.000 description 4
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 238000013036 cure process Methods 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000004323 axial length Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000009931 harmful effect Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000012797 qualification Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images






Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L19/00—Details of, or accessories for, apparatus for measuring steady or quasi-steady pressure of a fluent medium insofar as such details or accessories are not special to particular types of pressure gauges
- G01L19/14—Housings
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L19/00—Details of, or accessories for, apparatus for measuring steady or quasi-steady pressure of a fluent medium insofar as such details or accessories are not special to particular types of pressure gauges
- G01L19/0061—Electrical connection means
- G01L19/0084—Electrical connection means to the outside of the housing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/46—Bases; Cases
- H01R13/502—Bases; Cases composed of different pieces
- H01R13/504—Bases; Cases composed of different pieces different pieces being moulded, cemented, welded, e.g. ultrasonic, or swaged together
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/46—Bases; Cases
- H01R13/52—Dustproof, splashproof, drip-proof, waterproof, or flameproof cases
- H01R13/5202—Sealing means between parts of housing or between housing part and a wall, e.g. sealing rings
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4998—Combined manufacture including applying or shaping of fluent material
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Connector Housings Or Holding Contact Members (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Details Of Connecting Devices For Male And Female Coupling (AREA)
- Coupling Device And Connection With Printed Circuit (AREA)
Abstract
本发明涉及具有组合的插接件接口的塑料壳体(30),在该塑料壳体(30)中接收了至少一个要被电接触的插销(18),其中,该至少一个插销(18)被接收在所述塑料壳体(30)的一个嵌槽(20,32)中及通过插接壳体(36,54,72)的接触被电接触。所述插接壳体(36,54,72)与所述塑料壳体(30)作为分开的构件被制造。它们通过材料锁合的连接(48)相互连接。
Description
现有技术
由DE 197 31 420 A1公知了一种用于压力测量的装置。那里所示的装置为了测量压力被放置在内燃机的一个吸气管中及具有一个构成复合板的支架,该支架被设置在壳体中。一个设置为压力室的第一壳体空间-在其中具有一个布置在支架上的传感器元件-通过一个压力接头与吸气管连接及借助一个粘接材料相对设有第二壳体空间的外围密封。在被设置为连接空间的第二壳体空间中设有连接导线,它们与具有插头部分的支架相连接。
DE 102 23 357 A1涉及用于测量压力的装置。该装置具有一个壳体,在其中设有一个带有传感器元件及电连接件的支架。该壳体具有一个包围传感器元件及与第一压力接头的第一压力通道连接的第一壳体空间及一个相对第一壳体空间密封的、至少包围电连接件的第二壳体空间。该壳体还具有一个相对第一壳体空间及第二壳体空间密封的第三壳体空间,后者与第二压力接口的第二压力通道相连接。
对于当前使用的压力传感器壳体如用于压力传感器的传感器壳体,通常它作为注塑件由塑料浇注。这意味着,传感器壳体及具有插销的插头壳体一起在一个塑料模具中被注塑。插头壳体涉及高精度部件,这就对在一道工序中注塑的压力传感器壳体即传感器壳体及插头壳体提出高精度的要求。由此使传感器壳体也以对其公差的高要求来制造,尽管这并不需要。此外还需要:在制造压力传感器时制造好的壳体-包括插头壳体及传感器壳体-通过一个硬化炉。在硬化炉内对置入的塑料进行硬化处理,这将随之出现热变形,该热变形对在先保持高精度及精细要求的插头尺寸带来不良影响。在通过硬化炉时强制产生的该热变形尤其在结构相对大的带有一起注塑的插头壳体的传感器壳体上很难被防止。此外极大地限制了其灵活性,因为几乎对于每个客户的插头都必需制造及提供一个专门的传感器壳体及一个专门为此所需的注塑模具。
发明内容
本发明的任务在于,提供一种在塑料浇注方法的过程中制造的壳体,它在用户插头类型方面具有高的灵活性,及对在其中制造塑料壳体的模具的精度要求低。
该塑料壳体既可涉及在其中放置传感器的壳体,也可涉及在其中接收用于操作一个调节部件或类似部件的致动器的塑料壳体。
根据本发明提出:用于传感器或致动器的电接触的插接件接口与在其中放置通过插接件接口电接触的传感器或致动器的塑料壳体分开地制造。插接件接口可在后一工序中例如通过塑料激光焊接被焊接在作为基本部件的塑料壳体上。由此允许使用简单结构的注塑模具来制造塑料壳体及使用简单结构的模具来制造相应的插接件接口。根据本发明提出的方案通过使用用户的插接件接口的相应变型或使用制造该插接件接口所需的注塑模具的可能性提高了其灵活性,其中可继续使用一个共同的模具来制造塑料壳体。在模具中可通过更换套件来更换插销。在塑料壳体的制造及与其分开制造的插接件接口的制造方面可这样地达到费用的节省,即对于每种塑料壳体的类型不需要强制使用一个专门的注塑模具。根据本发明提出的方案在保持一个可用于多种类型的壳体模具来制造用于传感器及致动器的塑料壳体的情况下允许在用户侧所需的插接件接口方面提供高的灵活性。用于制造插接件接口的模具可更简单地实施,尤其无需通常由金属材料制造及用于形成插销的置入件。与对插接件接口、即对其要达到精确的尺寸稳定性的插接件接口所需的壳体提出的精确度要求相比,对在其中制造用于接收传感器或致动器的塑料壳体的模具可提出相对低的要求。此外在使用根据本发明提出的方案时在传感器壳体内插销的密封方面获得冗余度。
因此根据本发明的方案在于:用于接收传感器或致动器的塑料壳体在壳体模具中在使用用于形成插销的置入件的情况下通过塑料浇注方法来制造。对于与塑料壳体连接的用户插接件接口的每个方案将借助可更换的置入件包封注塑出专门的插销。这是必需的,因为视用户要求而定,插销可具有变化的厚度、形状、栅格(Raster)、表面及材料。根据本发明提出的方案还在于:插接件接口与塑料壳体分开地注塑及通过简单的模具形状高精度地制造。通过根据本发明提出的将用于接收传感器或致动器的塑料壳体与作为用户专用结构的插接件接口的插接壳体分开地制造的方案能够作到公差的简单保持,尤其当制造要高精度地被制造的插接件时,其中属于小公差要求的用于接收传感器或致动器的塑料壳体可用小的公差要求来制造并尤其可使用同一个注塑模具。因此一方面对插接件接口提出的及另一方面对塑料壳体提出的精确度要求彼此鉴于分开制造而不相关。此外制造塑料壳体所用的几何结构通过与构成插接件接口的用户专用结构的插接壳体分开地制造可简化,可使用小的基体及可实现适合塑料的制造。
分开地制造的、构成插接件接口的插接壳体将被插到分开地制造的塑料壳体上及例如被压到直至一个止挡上。这意味着,设置在塑料壳体上的插销将被插接壳体包围并穿透该插接壳体。在组装时用于接收传感器或致动器的塑料壳体的插销将穿透作为插接件接口的插接壳体的底面。在穿透插接壳体的底面时插销例如可通过相应穿透部分处挤压出的材料附加地被密封。插接壳体在其表面上与塑料壳体优选材料锁合地连接,例如沿圆周激光焊接及由此与作为基体模块的、分开地制造的塑料壳体相连接。
通过根据本发明提出的将用于接收传感器或致动器的塑料壳体与插接件接口以有利的方式分开来实施可保证:嵌置在作为基体模块的塑料壳体中的插销一方面在塑料壳体中被包封注塑,另一方面当插接壳体组装时插销基于穿透插接壳体的底部可再次被附加地密封,因此获得了插销的冗余密封。
附图说明
以下将借助附图来详细描述本发明,例如通过一个压力传感器来进行说明。
附图表示:
图1:一个由插头部件及壳体部件构成一体的结构单元,
图2:根据图1的视图的构成一体的传感器单元的一个剖切图,
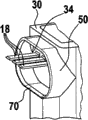
图3:第一实施方案中表示插头接口的单独插头壳体的透视图,该插头壳体与用于接收传感器的一个塑料壳体材料锁合地连接,
图3.1:第一实施方案中的插头壳体与如图3所示的塑料壳体之间的材料锁合连接的一个剖切图,
图4.1:插头壳体的另一实施方案,
图4.2:插头壳体的另一变型,
图4.3:如图3中表示为材料锁合连接状态中的、第一实施形式的插头壳体,
图4.4:设有由一个边框所包围的用于电接触的插销的、接收一个传感器或致动器的塑料壳体的前视图。
由根据图1的视图可看到一个由现有技术公知的构成一体的传感器单元。
如由根据图1的视图可看出的,一体地构成塑料浇注件的传感器单元10包括一个插接部分12及一个壳体部分14,它们交互过渡地构成,在插接部分12上设有一个锁鼻16。插接部分包括插销18,它在根据图2的剖切图中可被看到。根据图1的视图,构成一体的传感器单元的插接部分包括一个插口20,在其中可插入一个插头并可锁在锁鼻16上。
图2表示根据图1中视图的传感器单元10的一个剖切图。图2表明:插销18嵌置在传感器单元10的塑料材料中。用于接收插销18的嵌置部分用标号22指示。标号24指示构成一体的传感器单元10的壳体部分14及插接部分12的一个公共壁。图1及2中所示的、构成一体的传感器单元具有其缺点,即以相对高的精度要求制造的用于接收用户专用插头的插接部分12虽然高精度地被制造及在起初具有高的尺寸稳定性,但在一个硬化炉中硬化处理时受到热变形。对于构成一体的传感器单元10的壳体部分14来说在通过硬化炉时由于那里具有的高温所产生的热变形属于次要的问题,但对于构成一体的传感器单元10的插头部分12来说该热变形具有很大的影响,尤其对于在先费事地达到的尺寸稳定性具有大的影响。对于根据图1及2中视图的构成一体的传感器单元10来说,在其中制造具有插接部分12与壳体部分14的构成一体的传感器单元10的塑料浇注模具不能灵活地转用到另一用户专用构型的插接部分12。因此在该构成一体的传感器单元10的方案中对于所使用的注塑模具不可避免地需要高的模具成本及改用成本。
具体实施方式
根据图3及3.1的视图表示第一实施方案中彼此分开制造的及接着相互接合的、用于传感器或致动器的塑料壳体或插接壳体。
图3表示,在第一实施方案中插接壳体36在其上侧上设有一个锁鼻16及在其下侧上必要时能设有另一下锁块64。标号60指示设在侧向的锁鼻。该第一实施方案中的插接壳体36的表面58上延伸着纵向肋72。这些纵向肋72用于一个在根据图3的视图中未示出的反方插接件的导向。
如由根据图3的视图还可看出的,在用于接收传感器或振荡器的塑料壳体30上注塑有一个边框50。该边框50包围着一个接收口34,这可从根据图3.1的剖切图最清楚地看出。插接壳体36在其第一方案中在一个单独的注塑模具中以对将产生的注塑件的高精度要求来制造,而塑料壳体30则在一个注塑模具中成本上有利地被制造,因为所要求的公差由于在其中单独制造塑料壳体30的注塑模具的小尺寸及总地不太复杂的几何结构而显著地小于对在一个注塑模具中制造插接壳体36及其另外的实施方案所要求的公差。
图3.1表示根据图3相互连接的单独构件-即第一实施方案中的插接壳体及用于接收传感器或致动器的塑料壳体-的一个剖切图。
图3.1表明:第一实施方案中插接壳体36配合在塑料壳体30的接收口34中。在第一实施方案中的插接壳体36的底部40与接收口34的边框之间出现的配合在根据图3.1的剖切图中由标号38指示。图3.1还表明:在根据图3.1的第一实施方案中插接壳体36安装在接收口34中时插销18可穿透插接壳体36的底部中的开口42。在用于至少一个插销18的至少一个开口42被穿透时将形成一个围绕着穿过开口42的插销18的密封部分44,该插销被接收在一个用于接收传感器或致动器的塑料壳体30的嵌槽32中。在第一实施形式中的插接壳体36的底部40中的至少一个开口42被插销18选择地穿透时,限定底部40中的至少一个开口42的塑料将变形及围绕单个插销18构成密封部分44。根据本发明提出的分开制造塑料壳体30及插接壳体36的方案在各个实施形式中-如以下还将描述的-可实现插销18的冗余密封,这些密封一方面在塑料壳体30的嵌槽32中及另一方面在第一实施方案的插接壳体36的底部40的密封部分44中。插销18的端部穿过开口42超出底部40伸出的超出尺寸可通过用于接收致动器或传感器的塑料壳体30的底部40的高度的设计来调整。
在图3.1所示的剖切图中还表示出一个纵向肋52,该纵向肋承担用于反方插接件的距离保持的功能。通过构成在其第一实施形式中的插接壳体36的表面58上的至少一个纵向肋52可避免:在将插接壳体36安装到用于接收传感器或致动器的塑料壳体30的由边框50限定的接收口34中时插销18的弯曲或损坏。
由图4.1,4.2及4.3的系列视图可看到根据本发明提出的、与用于接收传感器或致动器的塑料壳体分开地制造的插接壳体的不同实施方案。
图4.1表示第一实施形式中的设有锁鼻16及与该锁鼻对立的下锁块64的插接壳体。插口20可选择地设有一个斜面70,以便能够容易地插入一个用户专用的、批量生产的电插头。如在图4.1的视图中可看出的,在第一实施方案中的插接壳体36的表面58上延伸着至少一个纵向肋52。该纵向肋52以一个确定的长度延伸在表面58上。在第一实施方案中插接壳体36的表面上可设有两个,四个或更多个纵向肋52。在图4.3中所示的插接壳体的第三实施方案中,一个环绕的环圈56起到限制插入深度的作用。在图4.2中所示的插接壳体54的实施方案中,第二实施形式的插接壳体54的底部40的插入深度通过底部40的轴向长度及在该第二实施形式中的插接壳体54的表面58上与该底部连接的阶台来确定。
图4.2以第二实施方案中表示这里的插接壳体的另一可能的实施形式。
图4.2中表示第二实施形式的插接壳体54。该用户专用的插接壳体54的实施形式将在一个保证高尺寸稳定性的塑料浇注模具中通过单组分或双组分注塑方法来注塑。在第二实施形式的插接壳体54的表面58上具有多个导向肋62,它们相对第二实施方案中的插接壳体54的表面58轴向地延伸。此外在肋62之间设有锁鼻16。必要时在插口20的边框上能设有斜面70,它能使用户专用插头容易地插入到由内壁68限定的插口20中。与图4.3中所示的插接壳体72的第三实施方案相比,由该第二实施方案中的插接壳体54的内壁68包围的空腔66显著地大。
在第二实施形式的插接壳体54的一个端面上注塑有底部40,该底部被插入到图3.1中以剖切图及图4.4中以透视图表示的传感器壳体30的接收口34中。
图4.3表示插接壳体72的一个可能的第三方案。该插接壳体除表面58上的锁鼻16及与其对立的下锁块64外还具有一个环绕的环圈56。该环绕的环圈56确定了第三实施形式中的插接壳体72的底部插入到在图3.1中以剖切图表示的、用于接收传感器或致动器的塑料壳体30的接收口34中的插入深度。标号68指示该第三实施方案中的插接壳体72的内壁。在插口20中将插入一个与该相应实施形式的插接壳体72互补地构成的用户方的插头。借助该插头建立与由该第三实施形式中的插接壳体72的表面58包围的插销18的电接触。
图4.4以透视图表示与插接壳体分开地制造的、用于接收一个传感器或致动器的塑料壳体。
由图4.4可看出,接收口34被边框50包围。在根据图4.4的透视图的用于接收一个传感器或致动器的塑料壳体30的材料中嵌放着三个相互并列布置的插销18。在根据图3.1的剖切图中可最清楚地看到嵌槽32。为了使分开制造的插接壳体36,54,72的任一实施形式的底部40到塑料壳体30的接收口34中的安装变得容易,在接收口34的边框50上设有斜面70。这易于底部40不倾斜地插入及提供无损坏的接合,即插销18可靠地穿透各种实施形式的插接壳体36,54,72的底部40中的至少一个开口42。
根据图3及4中视图的塑料壳体30的制造将与在用于制造塑料壳体30的注塑模具中放置插销18一起地进行。对于每个用户插头类型,必需借助所属插销18的可更换的置入件(Einlegeteile)一起来包封注塑。用户专用的插销18具有可变的厚度,形状,栅格,表面及材料。这些实施形式中的插接壳体36,54,72体现为插接件接口,它在注塑方法的过程中在一个单独的模具中被制造及可通过小型的及简单的模具形状高精度地制造,并与对用于接收传感器或致动器的塑料壳体30所提出的低公差要求无关。对各种实施方案的插接壳体36,54及72提出的尺寸稳定性与用于制造塑料壳体30的模具相比较显著地高。在体现为插接件接口的各种实施形式的插接壳体36,54,72组装时,该插接壳体插到用于接收传感器或致动器的塑料壳体30上及压入到接收口34中。在此情况下通过开口42上的过压使插销18附加地密封,参见根据图3.1的剖切图中的标号44。体现为用户侧的插接件接口的插接壳体36,54,72将在表面58处与用于接收传感器或致动器的塑料壳体30或其边框50材料锁合地连接,参见图3中位置48。由此在体现为插接件接口的插接壳体36,54,72与体现为基体模块的塑料壳体30之间获得了机械连接。
根据本发明提出的制造插接壳体36,54,72的方案与用于接收传感器或致动器的塑料壳体30无关,在用户方案方面、尤其在不同构型的插头几何结构方面允许有大的灵活性。但总是可理想地使用同一结构的塑料壳体30。根据本发明提出的方案将导致更小及更简单结构的注塑模具及在制造插接件接口时的更高精度,这些插接件接口通过各种传感器壳体方案来体现。
在对用于接收传感器或致动器的、基本上总是结构相同的塑料壳体30的要求始终保持不变的情况下,可以根据用户的要求在单独的且小型的模具中构造用于插接壳体36,54及72的复杂的插接件几何结构。对于用于制造插接壳体36,54,72的用户专用结构的注塑模具提出的公差要求与对于用于制造接收传感器或致动器的塑料壳体30的模具的要求相比要高得多。
Claims (10)
1.具有组合的插接件接口的塑料壳体(30),具有至少一个要被电接触的插销(18),其中该至少一个插销(18)被接收在所述塑料壳体(30)的一个嵌槽(20,32)中及通过插接壳体(36,54,72)的接触被电接触,其特征在于:所述插接壳体(36,54,72)与所述塑料壳体(30)作为分开的构件被制造及通过材料锁合的连接(48)相互连接。
2.根据权利要求1的具有组合的插接件接口的塑料壳体(30),其特征在于:该至少一个插销(18)从所述塑料壳体(30)伸出到由边框(50)限定的接收口(34)中。
3.根据权利要求1的具有组合的插接件接口的塑料壳体(30),其特征在于:所述边框(50)设有一个斜面(70)。
4.根据权利要求1的具有组合的插接件接口的塑料壳体(30),其特征在于:所述插接壳体(36,54,72)包括一个底部(40),该底部具有与所述插销(18)的数目相应的数目的开口(42)。
5.根据权利要求4的具有组合的插接件接口的塑料壳体(30),其特征在于:所述插接壳体(36,54,72)的所述开口(42)在由所述插销(18)接合时这样地变形,以致所述插接壳体(36,54,72)的材料构成所述至少一个插销(18)的密封部分(44)。
6.根据权利要求1的具有组合的插接件接口的塑料壳体(30),其特征在于:在所述插接壳体(36,54,72)的表面(58)上构造有一个环绕的环圈或止挡面(56),该环圈/止挡面限定了所述底部(40)在所述接收口(34)中的插入深度。
7.根据权利要求1的具有组合的插接件接口的塑料壳体(30),其特征在于:所述插接壳体(36,54,72)及所述塑料壳体(30)沿边框(50)通过材料锁合的连接(48)相互连接。
8.用于制造具有组合的插接件接口的塑料壳体(30)的方法,包括以下的方法步骤:
a)在一个注塑模具中以对尺寸稳定性的高要求制造体现为插接件接口的一个插接壳体(36,54,72),
b)在一个分开的注塑模具中制造一个塑料壳体(30),
c)将所述插接壳体(36,54,72)接合到所述塑料壳体(30)的接收口(34)中及接着在所述插接壳体(36,54,72)与所述塑料壳体(30)之间产生材料锁合的连接(48)。
9.根据权利要求8的方法,其特征在于:在方法步骤c)中在一底部(40)与所述接收口(34)的所述边框(50)之间产生压配合(38)。
10.根据权利要求8的方法,其特征在于:根据方法步骤c),在所述插接壳体(36,54,72)与所述边框(50)之间的材料锁合的连接(48)通过激光焊接或粘接来产生。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102008003848.2 | 2008-01-10 | ||
| DE102008003848A DE102008003848A1 (de) | 2008-01-10 | 2008-01-10 | Kunststoffgehäuse mit integrierter Steckerschnittstelle |
| PCT/EP2008/066860 WO2009087000A1 (de) | 2008-01-10 | 2008-12-05 | Kunststoffgehäuse mit integrierter steckerschnittstelle |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN101910814A true CN101910814A (zh) | 2010-12-08 |
Family
ID=40419460
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN200880124433.0A Pending CN101910814A (zh) | 2008-01-10 | 2008-12-05 | 具有组合的插头接口的塑料壳体 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20110021087A1 (zh) |
| EP (1) | EP2232222B1 (zh) |
| CN (1) | CN101910814A (zh) |
| AT (1) | ATE514067T1 (zh) |
| DE (1) | DE102008003848A1 (zh) |
| WO (1) | WO2009087000A1 (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104009575A (zh) * | 2013-02-21 | 2014-08-27 | 罗伯特·博世有限公司 | 驱动装置、尤其是用于机动车中的舒适驱动器 |
| CN105452874A (zh) * | 2013-12-24 | 2016-03-30 | 博世汽车部件(苏州)有限公司 | 模块化速度传感器 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102006040667B3 (de) * | 2006-08-30 | 2008-01-10 | Siemens Ag | Waste-Gate-Aktuator für einen Abgasturbolader |
| DE102010064342A1 (de) * | 2010-12-29 | 2012-07-05 | Robert Bosch Gmbh | Gehäuse mit einem über eine Einheitsschnittstelle an eine Gehäuseumspritzung angebundenen Steckeradapter |
| CN104132772A (zh) * | 2014-07-16 | 2014-11-05 | 开平市京华仪表配件有限公司 | 一体式压力表 |
| DE102014219030B4 (de) * | 2014-09-22 | 2016-07-07 | Robert Bosch Gmbh | Steckermodul |
| DE102022202083A1 (de) | 2022-03-01 | 2023-09-07 | Continental Automotive Technologies GmbH | Steckereinheit und elektrische Baugruppe mit einer solchen verschweißten Steckereinheit |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3501391C2 (de) * | 1985-01-17 | 1996-01-11 | Wabco Gmbh | Gehäuse für ein elektrisches Bauteil |
| DE19731420A1 (de) | 1997-07-22 | 1999-01-28 | Bosch Gmbh Robert | Vorrichtung zur Erfassung des Drucks und der Temperatur im Saugrohr einer Brennkraftmaschine und Verfahren zu ihrer Herstellung |
| DE19755497C1 (de) * | 1997-12-13 | 1999-07-08 | Hella Kg Hueck & Co | Steuergerätegehäuse aus Kunststoff für ein Kraftfahrzeug |
| DE10223357A1 (de) | 2002-05-25 | 2003-12-04 | Bosch Gmbh Robert | Vorrichtung zur Druckmessung |
| JP2006292391A (ja) * | 2005-04-06 | 2006-10-26 | Hitachi Ltd | 圧力検出装置 |
-
2008
- 2008-01-10 DE DE102008003848A patent/DE102008003848A1/de not_active Withdrawn
- 2008-12-05 WO PCT/EP2008/066860 patent/WO2009087000A1/de active Application Filing
- 2008-12-05 US US12/735,288 patent/US20110021087A1/en not_active Abandoned
- 2008-12-05 AT AT08870267T patent/ATE514067T1/de active
- 2008-12-05 CN CN200880124433.0A patent/CN101910814A/zh active Pending
- 2008-12-05 EP EP08870267A patent/EP2232222B1/de not_active Not-in-force
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104009575A (zh) * | 2013-02-21 | 2014-08-27 | 罗伯特·博世有限公司 | 驱动装置、尤其是用于机动车中的舒适驱动器 |
| CN104009575B (zh) * | 2013-02-21 | 2019-01-15 | 罗伯特·博世有限公司 | 驱动装置、尤其是用于机动车中的舒适驱动器 |
| CN105452874A (zh) * | 2013-12-24 | 2016-03-30 | 博世汽车部件(苏州)有限公司 | 模块化速度传感器 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2232222A1 (de) | 2010-09-29 |
| WO2009087000A1 (de) | 2009-07-16 |
| US20110021087A1 (en) | 2011-01-27 |
| DE102008003848A1 (de) | 2009-07-16 |
| EP2232222B1 (de) | 2011-06-22 |
| ATE514067T1 (de) | 2011-07-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101910814A (zh) | 具有组合的插头接口的塑料壳体 | |
| US4766520A (en) | Injection molded circuit housing | |
| JP5815315B2 (ja) | 圧力センサならびに圧力センサの作製方法 | |
| EP2905842A1 (en) | Terminal and terminal manufacturing method | |
| US8770017B2 (en) | Method of manufacturing a molded sensor subassembly | |
| CN104868289A (zh) | 电连接器和制造所述电连接器的方法 | |
| CN111585070B (zh) | 电路基板用连接器以及电路基板用连接器的制造方法 | |
| EP3394419B1 (en) | Long injector for fuel injection into an internal combustion engine | |
| CN107925188A (zh) | 模块式连接器 | |
| US20120161362A1 (en) | Method for Producing an Electronic Component | |
| JP4331176B2 (ja) | 電気機器用ケースとその製造方法 | |
| CN203521749U (zh) | 用于具有壳体的功率半导体装置的连接装置及功率半导体装置 | |
| US11929222B2 (en) | Pyrotechnic device with riveted housing | |
| JP5327100B2 (ja) | ジョイントコネクタ | |
| KR101685923B1 (ko) | 양면 유에스비 타입 단조 소켓 커넥터의 제조방법 | |
| JP2013168212A (ja) | コネクタ、コネクタの製造方法 | |
| US7776247B2 (en) | Method of manufacturing electronic device having resin-molded case and molding tool for forming resin-molded case | |
| CN111697746B (zh) | 适配器元件、传动驱动装置和用于制造适配器元件的模具 | |
| JP4863478B2 (ja) | 燈体成形用の金型 | |
| CN110036538B (zh) | 用于机动车的变速器控制机构和用于制造插头壳体的方法 | |
| JP4942541B2 (ja) | 電気電子モジュールおよびその製造方法 | |
| US9116021B2 (en) | Sensor device | |
| CN112964891A (zh) | 模块化速度传感器 | |
| CN115084738A (zh) | 动力电池顶盖 | |
| CN104067453A (zh) | 内置复合件 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20101208 |