CN100591928C - 螺母板 - Google Patents
螺母板 Download PDFInfo
- Publication number
- CN100591928C CN100591928C CN02822071A CN02822071A CN100591928C CN 100591928 C CN100591928 C CN 100591928C CN 02822071 A CN02822071 A CN 02822071A CN 02822071 A CN02822071 A CN 02822071A CN 100591928 C CN100591928 C CN 100591928C
- Authority
- CN
- China
- Prior art keywords
- tubular portion
- hole
- wall
- projection
- inwall
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 230000000717 retained effect Effects 0.000 claims abstract 3
- 238000000034 method Methods 0.000 claims description 18
- 238000012797 qualification Methods 0.000 claims 7
- 230000002093 peripheral effect Effects 0.000 claims 2
- 230000000284 resting effect Effects 0.000 abstract 1
- 238000009434 installation Methods 0.000 description 8
- 239000000463 material Substances 0.000 description 5
- 238000002360 preparation method Methods 0.000 description 4
- 230000008901 benefit Effects 0.000 description 2
- 239000013013 elastic material Substances 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 208000034189 Sclerosis Diseases 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000007812 deficiency Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 238000005482 strain hardening Methods 0.000 description 1
Images



















Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B37/00—Nuts or like thread-engaging members
- F16B37/04—Devices for fastening nuts to surfaces, e.g. sheets, plates
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B37/00—Nuts or like thread-engaging members
- F16B37/04—Devices for fastening nuts to surfaces, e.g. sheets, plates
- F16B37/044—Nut cages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P9/00—Treating or finishing surfaces mechanically, with or without calibrating, primarily to resist wear or impact, e.g. smoothing or roughening turbine blades or bearings; Features of such surfaces not otherwise provided for, their treatment being unspecified
- B23P9/02—Treating or finishing by applying pressure, e.g. knurling
- B23P9/025—Treating or finishing by applying pressure, e.g. knurling to inner walls of holes by using axially moving tools
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B37/00—Nuts or like thread-engaging members
- F16B37/04—Devices for fastening nuts to surfaces, e.g. sheets, plates
- F16B37/06—Devices for fastening nuts to surfaces, e.g. sheets, plates by means of welding or riveting
- F16B37/062—Devices for fastening nuts to surfaces, e.g. sheets, plates by means of welding or riveting by means of riveting
- F16B37/065—Devices for fastening nuts to surfaces, e.g. sheets, plates by means of welding or riveting by means of riveting by deforming the material of the nut
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49833—Punching, piercing or reaming part by surface of second part
- Y10T29/49835—Punching, piercing or reaming part by surface of second part with shaping
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49833—Punching, piercing or reaming part by surface of second part
- Y10T29/49835—Punching, piercing or reaming part by surface of second part with shaping
- Y10T29/49837—Punching, piercing or reaming part by surface of second part with shaping of first part
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49947—Assembling or joining by applying separate fastener
- Y10T29/49948—Multipart cooperating fastener [e.g., bolt and nut]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49947—Assembling or joining by applying separate fastener
- Y10T29/49954—Fastener deformed after application
- Y10T29/49956—Riveting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49947—Assembling or joining by applying separate fastener
- Y10T29/49963—Threaded fastener
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Dowels (AREA)
- Insertion Pins And Rivets (AREA)
- Connection Of Plates (AREA)
- Clamps And Clips (AREA)
- Jigs For Machine Tools (AREA)
- Braking Arrangements (AREA)
Abstract
该发明提供一种无铆接螺母板,该螺母板包括一个螺母、一个具有管状和支架部分的夹持支架和一个具有扩大头部的杆。该杆设置在管状部分孔之内,从而该头部依靠在支架孔内的肩部上。该管状部分设置在工件孔之内,从而该支架部分依靠在工件的顶部。该螺母保持在该支架部分之内。一个力施加到工件底部而另一个反向力施加到杆上,从而该头部使管状部分径向地向外扩展,因此在管状部分上的凸起嵌入到工件壁内,从而把螺母板固定到工件上。该夹持支架还可以由两个分离元件、一个具有管状部分和支架的套管形成。
Description
技术领域
本发明涉及一种一般用于航天工业中的无铆钉螺母板。
背景技术
螺母板用于在航天和商业应用场合中把结构和非结构部件固定在一起。当今正采用许多不同设计结构的螺母板。两个主要的品种是铆接螺母板和扩口的无铆接螺母板。在铆接螺母板中,使用两个或更多铆钉来把螺母板主体固定到工件上。无铆接螺母板基本上由三个部件组成:一个螺母元件、一个夹持支架和一个连接套管。这些螺母板连接和固定到工件上的方法是根据两个特征:
(1)通过把支架套管组件压入或者拉入到工件孔内,该套管插入到工件孔内。在该套管上的细齿/凸起结构与工件壁接触,从而提供抵抗螺母板旋转的阻力。
(2)在该套管插入到该工件孔之后,套管端部对着工件相对侧扩张,提供了抵抗在使用螺母板期间出现的顶出力的阻力。在第4,732,518号美国专利中公开了这类无铆接螺母板的一个实例,其中该专利中描述了套管抵抗较大的干涉力而插入工件内部,然后该套管变形以使套管端部扩张。该套管在其中具有细齿/凸起,其中该细齿/凸起结构较长并逐渐变细,从而该细齿/凸起伸入到工件壁内。该逐渐变细特征、长度和特有的几何形状是必要的,从而采用为该用途选择的安装方法使安装成为可能。具有逐渐变细和延伸细齿凸起结构的’518专利的主要目的是,通过把负载分配到整个工件上并提供由于套管插入到工件内而产生的膨胀,提高工件的疲劳寿命,同时对工件孔周围附近的材料冷处理。然而如在4,732,518号美国专利中论述的那样,用现今设计的工具安装无铆接螺母板显得笨重、缓慢、复杂、昂贵以及经常出故障。此外,制备孔还需要非常精确而且为平齐安装需要钻孔或者扩口。这些缺点限制了无铆接螺母板的使用。无铆接螺母板的扩张并且在许多方面是不利的,如复杂的工具、实现平齐安装的专门孔的制备(如钻孔和扩孔)、夹持长度限制、在套管和工件壁之间的间隙形成以及较长的长度,从而使无铆接螺母板成为一个相对较重的部件。在5,096,349号、5,245,743号、5,405,228号以及5,704,747号美国专利中描述了四种其它无铆接螺母板设计,这些是用来防止扩张,不过每个都具有与此关联的缺陷。5,704,747号美国专利的设计依靠粘合剂把螺母板固定到该结构上。5,096,349号、5,245,743号以及5,405,228号美国专利的设计没有用来把螺母板固定到结构内的粘合剂或者凸起。这些设计采用了大量的冷加工孔和高度干涉啮合,其中利用硬化销作为安装工具以使套管部在该结构内扩张。该套管是平滑的,同时由于高度膨胀,形成的摩擦力被期望保持该螺母板并提供希望的机械性能。用于该紧固件设计的基本目的是提高接合点的机械疲劳性能。用于该设计的零件非常昂贵,安装费用大并麻烦,而且孔制备需要非常精确。因此,该设计的总成本非常大从而应用受到限制。在该领域还曾报道过的是,由于需要较大扩张,该接收结构可能超过可接受限值变形,从而产生损坏而不能使用孔结构。因此,就需要克服先有技术无铆接螺母板设计缺陷的无铆接螺母板设计。本发明供给这样的一种无铆接螺母板设计。
发明内容
该发明的一个主要的目的是提供这样一种无铆接螺母板,其中该螺母板将使无铆接螺母板到工件的安装得到简化。
该发明的一个目的是提供这样一种无铆接螺母板,其中该螺母板利用了一种新颖的工具原理来提高螺母板到工件上的安装速度,同时该螺母板确保螺母板的套管与工件的适当啮合。
该发明的另一个目的是提供这样一种无铆接螺母板,其中该螺母板将极大地扩展无铆接螺母板在航天应用场合以及商业上的使用。
该发明的又一个目的是提供这样一种无铆接螺母板,其中该螺母板满足扭矩输出的特定要求,而该扭矩输出能抵抗作用在孔轴周围螺母板上的扭矩。
该发明的又一个目的是提供这样一种无铆接螺母板,其中该螺母板满足顶出的特定要求,而该顶出特性能抵抗沿着孔轴特定的外加力。
该发明的又一个目的是提供这样一种无铆接螺母板,该螺母板满足疲劳的特定要求,而该疲劳特性为使接收结构阻力变成动力载荷的安装特性。
该发明的再一个目的是提供这样一种无铆接螺母板,其中该螺母板把支架和套管元件结合成单个元件,由此减少了一个部件,以极大地简化了元件组件,降低了总成本并改善了操作和机械的性能。
该发明的又一个目的是提供这样一种无铆接螺母板,其中在无铆接螺母板安装时,该螺母板不允许在螺母板套管部分和工件壁之间形成间隙。
该发明的另一个目的是提供这样一种无铆接螺母板,其中该螺母板使套管在工件孔内扩大,以确保在整个孔内与工件密切接触,同时该螺母板诱发提高工件疲劳寿命的残余压应力。
该发明的又一个目的是提供这样一种无铆接螺母板,其中如果第一螺母磨损时,该螺母可轻易地由另一个螺母替代。
该发明的又一个目的是在插入到工件孔内管状部分的外壁上提供凸起或者肋线,这将有助于改善顶出、扭矩输出和疲劳特征。
简要地说,根据上文描述,该发明提供一种新颖螺母板的三个实施例。
该发明的第一实施例提供了一种螺母板,其中该螺母板包括一个螺母、一个夹持支架和一个杆。该夹持支架具有一个管状部分和支架部分。该管状部分具有贯穿其中的孔,而该孔限定了逐渐变细的内壁同时限定了一个肩部。该管状部分具有带有从其中延伸凸起的外壁。该支架部分从管状部分伸出并具有一对带从其中延伸折边的相对侧壁和在其中设置的槽。该螺母具有带从其相对侧伸出的翼片的基部和带有从其中向上贯穿延伸的螺纹孔的圆筒部分。该杆具有一个扩大可变形的头部和一个从其中延伸的细长圆筒部分。在操作中,该杆插入到管状部分的孔内,从而该扩大头部依靠在肩部上。该螺母然后被插入夹持支架的支架部分中,从而螺母的翼片设置在支架部分的槽内,以固定螺母并允许螺母在横向和纵向相对于支架部分浮动。该管状部分接着被插入到工件孔内,从而该支架部分依靠在工件的顶部。该杆然后经过管状部分的孔拉出,以把管状部分扩展到由工件孔限定的壁内。该管状部分外壁上的凸起嵌入到工件壁内,以提高顶出和扭矩输出特性。当杆的头部经过管状部分孔拉出时,该头部将变形以呈现与管状部分扩展内壁的扩展尺寸对应的几何形状。一旦完全地经过孔拉出,该管状部分固定地连接到工件上,同时该杆可废弃。
该发明的第二实施例提供了一种螺母板,其中该螺母板包括一个螺母、一个支架、一个套管和一个杆。第二实施例的螺母板基本上与第一实施例的螺母板相同,所不同的是,第一实施例的夹持支架设于两个分开部件上,即带有套管的支架和套管与夹持支架的管状部分类似,而支架与夹持支架的支架部分类似。第二实施例的螺母板连接操作实际上以与第一实施例螺母板连接的相同方式进行。
该发明的第三实施例提供了一种螺母板,其中该螺母板包括一个螺母、一个夹持支架、一个杆和一个保持件。该夹持支架具有一个管状部分和支架部分。该管状部分具有贯穿其中的孔,而该孔限定了逐渐变细的内壁同时限定了一个肩部。该内壁也可具有从其中延伸的凸缘。该管状部分具有带有从其中延伸凸起的外壁。该凸起为一系列的高凸起和低凸起,其中该高凸起具有一个靠近支架部分的倾斜部。该支架部分从管状部分伸出并具有一个带有从其中延伸的突起的基部和一对从其中延伸具有设置在其中的槽的相对侧壁。该螺母具有一个基部和一个圆筒部分,其中该基部在相对端具有凹槽,而圆筒部分具有从其中向上贯穿延伸的螺纹孔。该杆具有一个扩大可变形的头部和一个从其中延伸的细长圆筒部分。该保持件优选的是一个弹簧件,该弹簧件可嵌入到支架部分的槽内。在操作中,该杆插入到管状部分的孔内,从而该扩大头部依靠在肩部上。该螺母然后被插入夹持支架的支架部分中,从而该螺母的凹槽接收基于支架部分的突起。该保持件接着设置在支架部分的相对侧壁的槽内,从而该螺母保持在保持件和支架部分之间,但可在横向和纵向浮动。该管状部分接着被插入到工件孔内,从而该支架部分依靠在工件的顶部。该杆然后经过管状部分的孔拉出,以把管状部分扩展到由工件孔限定的壁内。管状部分的高凸起和低凸起嵌入在工件壁内,以提高顶出和扭矩输出特性,该高凸起把材料移动到低凸起,从而该低凸起与工件壁形成密封。当杆的头部经过管状部分孔拉出时,该头部将变形以呈现与管状部分扩展内壁的扩展尺寸对应的几何形状。一旦完全地经过孔拉出,该管状部分固定地连接到工件上,同时该杆可废弃。
附图说明
在下文详细描述被认为是新颖的发明的特征。通过参照结合附图的以下描述,可更好地理解发明的结构与操作构成与方式以及其进一步目的和优点,其中相同标号表示相同元件。
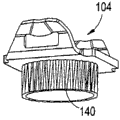
图1A-1C为固定到工件上的发明第一实施例的螺母板侧面立式剖面图;
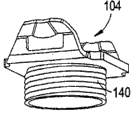
图2为发明第一实施例的螺母板夹持支架的侧面立式剖面图;
图3为发明第一实施例的螺母板的夹持支架的侧面立式剖面图;
图4a-4g为发明第一实施例螺母板的夹持支架的透视图,其中每个均具有用于管状部分外部壁上凸起或者肋线的不同结构;
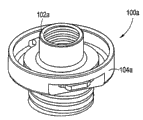
图5为发明第一实施例螺母板的夹持支架可选择设计的透视图;
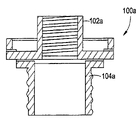
图6为如图5所示螺母板可选择设计的侧面立式剖面图;
图7为发明第二实施例螺母板的分解透视图;
图8为发明第二实施例螺母板的侧面立式剖面图,其中在把该螺母板固定到一个工件前,该螺母板位于该工件内;
图9为发明第二实施例螺母板的侧面立式剖面图,其中在把该螺母板固定到一个工件后,该螺母板位于该工件内;
图10为发明第三实施例螺母板的分解透视图;
图11为发明第三实施例螺母板的侧面立式剖面图;
图12a-12c为固定到工件上的发明第三实施例的螺母板侧面立式剖面图;
图13为发明第三实施例螺母板的夹持支架的底部透视图;
图14为发明第三实施例螺母板的夹持支架的上部透视图;
图15为发明第三实施例螺母板的夹持支架的侧面立式剖面图;
图16为发明第三实施例螺母板的可选择夹持支架的侧面立式剖面图。
具体实施方式
虽然本发明可以不同形式的实施例出现,在附图中示出并在这里将详细地描述具体的实施例,其中可以理解的是,本说明书将考虑发明原理的范例,同时不想把发明限定成示出的那样。
图1-6中示出了一种螺母板100的第一实施例,在图7-9中示出了该螺母板200的第二实施例,同时在图10-16中示出了该螺母板300的第三实施例。相似元件用相似标号表示,其中第一实施例为一百,第二实施例为两百,而第三实施例为三百。
下面注意如图1-6所示发明的第一实施例的螺母板100。该第一实施例的螺母板100包括一个螺母102、一个夹持支架104和一个杆106。
从图2-3中清楚地看到,夹持支架104在侧面看为大致Y形,并包括一个管状部分108和一个支架部分110,其中该支架部分从管状部分108在第一端112向外延伸。该支架部分110包括一个基部114和相对的直立的侧壁116,118。折边120,122从侧壁116,118上端部伸出并从那里向外突出。槽124,126贯穿支架部分110的侧壁116,118。该侧壁116,118和折边120,122优选的是由弹性材料形成。
该管状部分108从支架部分110的基部114在与该支架部分侧壁116、118相反方向上延伸。该管状部分108具有一个穿过的孔128,该孔限定了管状部分108的内壁130。该管状部分108还具有一个外壁136。在该管状部分108的第一端112,该内壁130限定了孔128的第一内径。在与管状部分108第一端112的最小距离处,该内壁130向内逐渐变细,以提供一个肩部132并限定孔128的第二内径,并因此限定管状部分108在外壁136和肩角132之间的管壁厚度。在外壁136和肩部132之间的管状部分108管壁厚度优选的是0.010英寸。在管状部分108肩部132的孔128第二内径小于在该管状部分108第一端112的孔128的第一内径。从肩部132到管状部分108第二端134,该内壁130逐渐变细或者带有阶梯,从而在管状部分108第二端134的内壁130限定了第三内径,并因此限定了在管状部分108第二端134的管状部分108的管壁厚度。在管状部分108第二端134的管壁厚度优选的是0.014英寸,因此该管壁厚度大于在外壁136和管状部分108肩部132之间的管壁厚度。在管状部分108第二端134的孔128的第三内径小于在该管状部分108肩部132的孔128的第二内径。
该管状部分108的外壁136从支架部分110下面伸到管状部分108的第二端134。凸起或者肋线140从管状部分108的外壁136向外延伸。该凸起140可在该外壁136上以许多不同的形状形成,如在图4a-4g所示那样为轴向直边、倾斜或者螺旋状。优选的是,该凸起140如图2和4b示出的那样形成,其中该凸起140沿着外壁136轴向直边。邻近的凸起140彼此隔开设置,因此间隙141设置在相邻凸起140之间。该凸起140还具有在支架部分110底面138附近的倾斜部143,从而该凸起140在支架部分110的底面138附近是较厚的。该凸起140的倾斜部143提供了支架部分110的改善的扭矩。
如图1a-1c所示,该螺母102包括一个圆筒部142和一个平底部144,该平底部144在其一端从该圆柱部142向外延伸。该圆筒部142具有一个贯穿的孔146,该孔限定了圆筒部142的内径。在该内径的该圆筒部142通常带有螺纹,从而如螺栓的工件可固定在其中。该平底部144进一步限定了在相对方向径向地向外延伸的翼片或翼翅148,150。该翼片148,150嵌入在夹持支架104的支架部分110的槽124,126内,从而该螺母102保持靠在夹持支架104上,以防止在螺母102和夹持支架104之间的实质移动。该翼片148,150在尺寸上比该槽124,126较小,以便使螺母102相对于夹持支架104有限浮动。
如图1a-1c所示,杆106在其第一端154包括一个扩大头部152和从该扩大头部152伸出的一个细长圆筒部分156。该扩大头部152具有一个小于管状部分108第一内径但比该管状部分108第二内径较大的一个直径。该扩大头部152朝该圆筒部分156逐渐变细,该圆筒部分156具有小于管状部分108第三内径的直径。该圆筒部分156具有一个靠近杆106第二端160的工具啮合段158。该扩大头部152可在其中具有一个空腔162,以辅助该扩大头部152的变形,这些将在这里进一步论述,不过不必提供该空腔162使该扩大头部152变形。
如图1a所示,在操作中,在夹持支架104管状部分108的第一端112,杆106第二端160被插入该夹持支架104管状部分108的孔128中,直到杆106的扩大头部152遇到来自管状部分108内壁130的肩部132的阻力。
然后,通过向外偏斜折边120,122和夹持支架104的侧壁116,118,同时把螺母102的翼片148,150插入到侧壁116,118的槽124,126内,该螺母102连接到夹持支架104上。接着,如图1a示出的那样,让折边120、122和侧壁116,118返回到它们的正常位置,从而把螺母102连接到夹持支架104上,允许螺母102相对于夹持支架104的浮动。
如图1b所示,该夹持支架104的管状部分108然后被插入工件166的孔164中,从而夹持支架104的支架部分110底面138支撑在工件166的顶面168上。该孔164具有比夹持支架104管状部分108的直径略微大的直径。该孔164具有大于或者等于夹持支架104管状部分108长度的长度,从而该管状部分108没有越过工件166的孔164延伸。
如图1b所示,一个保持或者邻接力F1施加到工件166的底面170上,同时一个工具(未示出)与杆106的啮合段158啮合,此外,把在轴向并与力F1相反方向的一个力F2施加到杆106上。在杆106上的力F2使夹持支架104的管状部分108和支架部分110稳固地地靠在工件166上并位于其中。
在力F2施加到杆106上后,当扩大头部152变形到该扩张内壁130的尺寸时,如果设置扩大头部152的空腔162的话,则在该空腔162辅助下,该扩大头部152遇到来自内壁130肩部132的阻力,从而该内壁130强制径向地向外扩张。当管状部分108的内壁130从肩部132到该管状部分108的第二端134向内逐渐变细或者具有阶梯时,该扩大头杆152一致地具有一个外径,该外径比管状部分108的内壁130的直径大,尽管该扩大杆头152变形到呈现与管状部分108扩张内壁130的尺寸对应的几何形状。因此,施加于该扩大杆头152上的轴向力F2将使管状部分108的内壁130持续径向膨胀。当内壁130通过该扩大头部152连续地膨胀时,该管状部分108的外壁136在孔164内抵靠工件166壁连续径向地向外扩张,从而以与孔164的壁固定和紧密啮合的关系把凸起140嵌入在工件壁上。该凸起140的倾斜部143进一步嵌入到工件166的壁内,以提供夹持支架104的改善的扭矩输出。如图1c所示,当该扩大头部152经过管状部分108的孔128被完全拉出时,该夹持支架104固定到工件166上,而该杆106可能报废。如螺栓的工件可因此固定到该螺母板100上。
杆106的扩大头部152将最初使管状部分108扩张,同时把压缩载荷施加在部件上,以使它们抵靠在工件166的上表面168上。该管状部分108将扩大以与工件166中孔164的壁啮合。当这种情况发生时,确立了足以使该头部152径向地变形的径向力。因此,该头部152可控制在工件164内公差变化,并将连续地使该管状部分108径向地向外变形,以用足够力与孔壁啮合,从而使在管状部分108外壁136上凸起140或者替代结构嵌入到孔164的壁内。可理解的是,管状部分108增加的管壁厚度确保了沿着管状部分108的整个长度连续发生径向变形,以获得在孔164壁中凸起140的需求程度的啮合,从而实现了改善的扭矩输出、顶出和疲劳特征。
在图5-6中示出了图1-4中螺母板100的一个可选择设计,该设计用螺母板100a表示。该螺母板100a包括一个螺母102a、一个夹持支架104a和一个杆(未示出)。
下面注意图7-9示出的螺母板200的第二实施例。第二实施例的螺母板200包括一个螺母202、一个支架203、一个套管205和一个杆206。由于螺母板200的螺母202和杆206在结构上与第一实施例螺母板100的螺母102和杆106一致,这些部件在这里不再描述,其中可以理解的是,对螺母202的描述与螺母102的相同,而对杆206的描述与杆106的相同。相似标号将表示相似元件。实际上,在该实施例中,支架203和套管205是分离部件,而在以前的实施例中作为夹持支架104是整体的。因此,该支架203和该套管205结合形成一个夹持支架204。
在侧面上看,该螺母板200的支架203为大致U形,并包括一个基部214和相对直立的侧壁216、218。折边220、222从侧壁216、218上端部伸出并从那里向外突出。槽224、226贯穿支架203的侧壁216、218。该侧壁216,218和折边220,222优选的是由弹性材料形成。一个相对较大的开口227形成在基部214的中心。
该套管205包括一个管状部分208和头部209,该头部209在套管205的第一端211垂直于该管状部分208延伸。该头部209限定了在相对方向径向地向外延伸的翼片或翼翅272,274。该翼片272,274嵌入在支架203的槽216,218内。该管状部分208具有一个穿过的孔228,该孔限定了管状部分208的内壁230。在套管205的第一端211,该内壁230限定了一个第一内径。在与套管205第一端211的最小距离处,内壁230向内逐渐变细,以提供一个肩部232,同时限定一个第二内径,其中第二内径小于该第一内径。从该肩部232到套管205的第二端213,该内壁230略微地逐渐变细或带有阶梯,从而在套管205第二端213的内壁230限定了一个第三内径,其中该第三内径小于第二内径,等等,从而在套管205第二端213的管状部分208管壁厚度比设置肩部232处附近的更大。
管状部分208的外壁236从头部209的底面276伸出到套管205的第二端213。凸起240从套管205的外壁236向外延伸。该凸起240可在外壁236上以许多不同外形而形成。
在操作中,该支架203位于具有孔264的工件266的顶面268上,从而支架203的开口227与工件266的孔264对准。该套管205的管状部分208然后经过支架203的开口227插入并进入工件266的孔264内。该孔264具有一个直径,该直径比套管205的管状部分208的直径略微大。支架203的侧壁216,218是偏斜的,以使头部209的翼片272,274被插入侧壁216,218的槽224,226中。
该杆206的第二端260接着在套管205第一端211插入到该套管205的孔228中,直到杆206的扩大头部252与套管205的内壁230肩部232接触。
然后,通过向外偏斜折边220,222和夹持支架203的侧壁216,218,同时把螺母202的翼片248,250插入到在套管205头部209的翼片272,274之上的侧壁216,218的槽224,226内,该螺母202连接到夹持支架203上。接着,让折边120、122和侧壁216,218返回到它们的正常位置,从而把螺母202连接到套管205和支架203上,允许螺母200相对于支架203和套管205的浮动。
保持力或邻接力F1施加到工件266的底面270上,同时工具(未示出)与杆260的工具啮合区258啮合,并把力F2施加到杆206上,该力为轴向并以与力F1相反的方向施加到工件266上。在杆206上的力F2使套管205和支架203牢固地抵靠在工件266上并位于其中。
在力F2施加到杆206上后,当扩大头部252变形到该扩张内壁230的尺寸时,如果设置扩大头部252的空腔(未示出)的话,则在该空腔辅助下,该扩大头部252遇到来自内壁230肩部232的阻力,从而该内壁230强制径向地向外扩张。当管状部分208的内壁230从肩部232到该套管205的第二端213向内逐渐变细或者具有阶梯时,该扩大头部杆252一致地具有一个外径,该外径比管状部分208的内壁230的直径大,尽管该扩大杆头252变形到呈现与管状部分208扩张内壁230的尺寸对应的几何形状。因此,施加于该扩大杆头252上的轴向力F2将使管状部分208的内壁230持续径向膨胀。当内壁230通过该扩大头部252连续地膨胀时,该管状部分208的外壁236在孔264内抵靠工件266壁连续径向地向外扩张,从而以与孔264的壁固定和紧密啮合的关系把凸起240嵌入在工件壁上。当该扩大头部252经过管状部分208的孔228被完全拉出时,该套管205以及因此该支架203和该螺母202固定到工件266上,而该杆206可以废弃。如螺栓的工件可因此固定到该螺母板200上。杆206的扩大头部252将最初使管状部分208扩张,同时把压缩载荷施加在部件上,以使它们抵靠在工件266的上表面268上。该管状部分208将扩大以与工件266中孔264的壁啮合。当这种情况发生时,确立了足以使该头部252径向地变形的径向力。因此,该头部252可控制在工件264内公差变化,并将连续地使该管状部分208径向地向外变形,以用足够力与孔壁啮合,从而使在管状部分208外壁236上凸起240或者替代结构嵌入到孔264的壁内。可理解的是,管状部分208增加的管壁厚度确保了沿着管状部分208的整个长度连续发生径向变形,以获得在孔264壁中凸起240的需求程度的啮合。
下面注意如图10-16所示发明的第三实施例的螺母板300。该第一实施例的该螺母板300包括一个螺母302、一个夹持支架304、一个杆306和一个保持件307。从图13-15中清楚地看到,夹持支架304在侧面看为大致Y形,并包括一个管状部分308和一个支架部分310,其中该支架部分从管状部分308在一个第一端312向外延伸。该支架部分310包括一个基部314和相对的直立的侧壁316,318。该基部314具有一对突起317,319,该突起从基部314向上伸出。突起317设置在基部314的边缘321近端,而突起319设置在基部314的边缘323近端。槽324,326贯穿支架部分310的侧壁316,318。
该管状部分308从支架部分310的基部314在与该支架部分侧壁316,318和支架部分310的突起317,319相反方向上延伸。从图15可清楚地看到,该管状部分308具有贯穿的孔328,该孔限定了管状部分308的内壁330。该管状部分308还具有一个外壁336。在该管状部分308的第一端312,该内壁330限定了孔328的一个第一内径。在与管状部分308第一端312的最小距离处,该内壁330向内弯曲,以提供一个肩部332并限定孔328的一个第二内径,并因此限定管状部分308在外壁336和肩角332之间的管壁厚度。在外壁336和肩部332之间的管状部分308管壁厚度优选的是0.010英寸。在管状部分308肩部332的孔328第二内径小于在该管状部分308第一端312的孔328的第一内径。从肩部332到管状部分308第二端334,该内壁330逐渐变细或者带有阶梯,从而在管状部分308第二端334的内壁330限定了一个第三内径,并因此限定了在管状部分308第二端334的管状部分308的管壁厚度。在管状部分308第二端334的管壁厚度优选的是0.014英寸,因此该管壁厚度大于在外壁336和管状部分308肩部332之间的管壁厚度。在管状部分308第二端334的孔328第三内径小于在该管状部分308肩部332的孔328的第二内径。
该管状部分308的外壁336从支架部分110下面伸到管状部分308的第二端334。凸起或者肋线340从管状部分308的外壁336向外延伸。该凸起340可在该外壁336上以许多不同的形状形成,不过优选的是,该凸起340以如图13所示的那样形成。如图13所示,该凸起340沿着外壁336轴向直边,从而它们从管状部分308的第二端334伸到支架部分310的底面338。两个不同类型的凸起340沿着外壁336设置,即高凸起340a和低凸起340b。该高凸起340a从外壁336向外比该低凸起340b延伸更大距离。该高凸起340a和该低凸起340b在外壁336周围交替设置,从而每个高凸起340a设置在两个低凸起340b之间,同时每个低凸起340b设置在两个高凸起340a之间。每一高凸起340a还优选的是在支架部分310底面338的近端具有一个倾斜部343a,从而该高凸起340a从支架部分310底面338近端的外壁336比管状部分308第二端334近端更向外延伸。在这里进一步详细论述凸起340a、340b的用途。
在图16中示出了夹持支架304a的一个可选择实施例。该夹持支架304a除了在管状部分308a的孔328a的内壁330a方面外,其他与夹持支架304相同。夹持支架304a的内壁330a具有设置在管状部分308a第二端334a的凸缘335a,凸缘335a限定了第四内径,由此限定了在管状部分308a第二端334a的管壁厚度。在第二端334a的管状部分308a的管壁厚度优选的是大于0.014英寸(在夹持支架304的管状部分308第二端334的管状部分108的管壁厚度),由此大于在外壁336a和管状部分308a肩部332a之间的管状部分308a的管壁厚度。在管状部分308a第二端334a中孔328a的第四内径小于在管状部分308a肩部332a的孔328a的第二内径(以及在夹持支架304的管状部分308肩部332处的孔328的第三内径)。在这里进一步论述设置凸缘335a的用途。
如图10-12所示,该螺母302包括一个圆筒部342和一个平底部344,该平底部344在其一端从该圆柱部342向外延伸。该圆筒部342具有一个贯穿的孔346,该孔限定了圆筒部342的内径。在该内径的该圆筒部342通常带有螺纹,从而如螺栓的工件可固定在其中。该基部344包括末端凹槽347,349和分别位于该凹槽347,349相对侧的轴向伸出的端部351,353以及355,357。该凹槽347、349的尺寸设计成接收夹持支架304的突起317,319。
如图10-12所示,该保持件307可以是由矩形线弯成示出形状而形成的弹簧。保持件307优选的是一体的并从端部361伸出到侧部363,然后伸出到中间部365,其次延伸到侧部367,然后再到端部369。下面进一步论述保持件307的操作和用途。
如图12a所示,在操作中,杆306第二端360被插入该夹持支架304管状部分308的孔328中,直到该306的扩大头部352遇到来自管状部分308内壁130的肩部332的阻力。
然后通过把螺母302的基部344抵靠在支架部分310的基部314上,该螺母302连接到夹持支架304上,从而在基部314上的突起317,319设置在螺母302的凹槽347,349内。该保持件307接着固定到支架部分310上,以把螺母302保持在由支架部分310和保持件307限定的区域内,但从而可使螺母302在横向和在纵向浮动,以允许如螺栓的工件与螺母302对准。
通过把端部361,369一起挤压直到侧部363,367足够靠近在一起以嵌入在夹持支架304侧壁316,318之间的空隙内,该保持件307固定到支架部分310上。该保持件307然后放置在侧壁316,318之间,其中侧部363,367与槽324,326对准。在端部361,369的挤压力接着被释放,使侧部363,367向外移动并进入到槽324,326之内,进入到图11-12所示的位置。
如图12b所示,该夹持支架304的管状部分308接着被插入工件366的孔364中,从而该夹持支架304的支架部分310的底面338位于工件366的顶面368上。该孔364具有一个直径,该直径比包括凸起340的夹持支架304的管状部分308直径略微大。该孔364具有优选的是大于或者等于夹持支架304管状部分308长度的长度,从而该管状部分308没有越过工件366的孔364延伸。
如图12b所示,一个保持或者接合力F1施加到工件366的底面370上,同时一个工具(未示出)与杆306的工具啮合段358啮合,而把一个力F2施加到杆306上,该为轴向并与力F1施加到工件366上的方向相反。在杆306上的力F2使夹持支架304的管状部分308和支架部分310稳固地抵靠在工件366上并位于其中。
在力F2施加到杆306上后,当扩大头部352变形到该扩张内壁330的尺寸时,如果设置扩大头部352中空腔(未示出)的话,则在该空腔辅助下,该扩大头部352遇到来自内壁330肩部332的阻力,从而该内壁330强制径向地向外扩张。当管状部分308的内壁330从肩部332到管状部分308的第二端334向内逐渐变细或者具有阶梯时,该扩大头部杆352一致地具有一个外径,该外径比管状部分308的内壁330的直径大,尽管该扩大杆头352变形到呈现与管状部分308扩张内壁330的尺寸对应的几何形状。因此,施加于该扩大杆头352上的轴向力F2将使管状部分308的内壁30持续径向膨胀。当内壁330通过该扩大头部352连续地膨胀时,该管状部分308的外壁336在孔364内抵靠工件366壁连续径向地向外扩张,从而以与孔364的壁固定和紧密啮合的关系把凸起340a、340b嵌入在工件366的壁上。
该凸起340a的倾斜部343a相比于凸起340a其他部分更进一步嵌入到工件366的壁内,以提供夹持支架304的改善的扭矩输出。当高凸起340a嵌入到工件366的壁时,工件366的材料在高凸起340a之间移动。然而,移动材料不总是装填在高凸起340a之间的间隙,因此设置该低凸起340以占据间隙并作为与工件366的壁的密封件。
如图12c所示,当该扩大头部352经过管状部分308的孔328被完全拉出时,该夹持支架304固定到工件366上,而该杆306可能报废。如螺栓的工件可因此固定到该螺母板200上。杆306的扩大头部352将最初使管状部分308扩张,同时把压缩载荷施加在部件上,以使它们抵靠在工件366的上表面368上。该管状部分308将扩大以与工件366中孔364的壁啮合。当这种情况发生时,确立了足以使该头部352径向地变形的径向力。因此,该头部352可控制在工件364内公差变化,并将连续地使该管状部分308径向地向外变形,以用足够力与孔壁啮合,从而使在管状部分308外壁336上凸起340或者替代结构嵌入到孔364的壁内。可理解的是,管状部分308增加的管壁厚度确保了沿着管状部分308的整个长度连续发生径向变形,以获得在孔364壁中凸起340的需求程度的啮合,从而实现了改善的扭矩输出、顶出和疲劳特征。
由于在图16示出的夹持支架304a的可选择实施例包括设置在管状部分308a第二末端334a的凸缘335a,因此该夹持支架304a比夹持支架304提供了改善的顶出特征。当设置凸缘335a时,该杆306将推动并嵌入更多材料进入到孔364的壁内,从而实现了改善的顶出特征。
本发明实施例的螺母板100、200、300与现有技术比有许多好处。即该螺母板100、200和300与先有技术螺母板相比具有提高的扭矩输出、顶出和疲劳特征;该螺母板100、200、300比现有技术的螺母板重量轻,因此降低了运行费用;该螺母板100、200、300具有增大的抓握范围,因此减少了紧固件的数量;该螺母板100、200、300不需要在工件上有沉孔/埋头孔,因此具有较低安装成本;该螺母板100、200、300不需要扩口,因此具有较低安装成本;该螺母板100、200、300不需要任何专门的孔制备,因此具有较低安装成本;该螺母板100、200、300不会在管状部分108、208、308和工件166、266、366的壁之间形成间隙;以及该螺母板100、200、300利用标准的埋头铆钉安装工具,因此降低了工具费用。
然而,应当指出,仍然通过延长管状部分108、208、308来进行管状部分108、208、308端部的扩张,从而越过工件166、266、366壁的长度延伸。管状部分108、208、308端部的扩张将只提供一个更进一步的锁定机构,从而该螺母板100、200、300将具有增大的扭矩输出和顶出值。
也应注意的是,尽管不是优选的,但如果需要的话,在发明每一实施例中螺母102,202的连接也可在管状部分108,208、308固定到工件166,266、366的孔164,264、364壁之后进行。
该螺母102,202、302还可以在磨损后从螺母板100,200、300上去掉,以及如需要的话用一个新螺母102,202、302替换。虽然参考一个或多个具体的实施例描述了上述描述,但本领域的技术人员将承认,在没有脱离上述描述精神和范围的情况下可进行许多变化。
Claims (25)
1.一种适合于连接到由穿过工件的孔限定的壁上的螺母板,所述螺母板包括:
螺母,具有穿过其中设置的孔;
夹持支架,包括管状部分和支架部分,所述管状部分具有第一端和第二端,所述支架部分从所述管状部分的所述第一端伸出,所述管状部分包括外壁和内壁,所述外壁从所述管状部分的所述第一端伸出到所述管状部分的所述第二端,所述外壁具有多个由此向外延伸的凸起,所述多个凸起包括高凸起和低凸起,所述高凸起从所述外壁比所述低凸起进一步向外延伸,每个所述高凸起具有靠近所述支架下面的倾斜部,从而每个所述高凸起与离开所述管状部分的所述第二端相比,更远离靠近所述支架部分的所述下面的所述外壁,所述内壁从所述管状部分的所述第一端伸出到所述管状部分的所述第二端,所述内壁由贯穿所述管状部分的孔限定,所述内壁逐渐变细,从而在所述管状部分所述第一端的所述孔的直径大于所述管状部分所述第二端的所述孔的直径,所述管状壁的所述孔与所述螺母的所述孔连通;
杆,具有扩大的头部和从那里延伸的细长的部分,所述杆设置在所述管状部分的所述孔内,所述扩大头部构造为穿过所述管状部分的所述孔而从所述管状部分的所述第一端移动至其第二端,以使所述管状部分的所述内壁随着所述杆的轴向移动而扩展,从而所述管状部分的所述外壁强制与工件壁啮合,在所述内壁通过杆扩张后,所述凸起能够嵌入到工件壁内;以及
把所述螺母固定在所述支架部分内的装置,所述固定装置可使所述螺母在所述支架部分内进行有限的移动,
其中,所述内壁在所述管状部分的所述第二端进一步限定了凸缘,从而在所述管状部分的所述第二端所述孔的所述直径减小。
2.一种适合于连接到由穿过工件的孔限定的壁上的螺母板,所述螺母板包括:
螺母,具有穿过其中设置的孔;
夹持支架,包括管状部分和支架部分,所述管状部分具有第一端和第二端,所述支架部分从所述管状部分的所述第一端伸出,所述管状部分包括外壁和内壁,所述外壁从所述管状部分的所述第一端伸出到所述管状部分的所述第二端,所述外壁具有多个由此向外延伸的凸起,所述多个凸起包括高凸起和低凸起,所述高凸起从所述外壁比所述低凸起进一步向外延伸,每个所述高凸起具有靠近所述支架下面的倾斜部,从而每个所述高凸起与离开所述管状部分的所述第二端相比,更远离靠近所述支架部分的所述下面的所述外壁,所述内壁从所述管状部分的所述第一端伸出到所述管状部分的所述第二端,所述内壁由贯穿所述管状部分的孔限定,所述内壁逐渐变细,从而在所述管状部分所述第一端的所述孔的直径大于所述管状部分所述第二端的所述孔的直径,所述管状壁的所述孔与所述螺母的所述孔连通;
杆,具有扩大的头部和从那里延伸的细长的部分,所述杆设置在所述管状部分的所述孔内,所述扩大头部构造为穿过所述管状部分的所述孔而从所述管状部分的所述第一端移动至其第二端,以使所述管状部分的所述内壁随着所述杆的轴向移动而扩展,从而所述管状部分的所述外壁强制与工件壁啮合,在所述内壁通过杆扩张后,所述凸起能够嵌入到工件壁内;以及
把所述螺母固定在所述支架部分内的装置,所述固定装置可使所述螺母在所述支架部分内进行有限的移动,
其中,每个所述凸起大体上从所述支架的下面伸出到所述管状部分的所述第二端。
3.一种适合于连接到由穿过工件的孔限定的壁上的螺母板,所述螺母板包括:
螺母,具有穿过其中设置的孔;
夹持支架,包括管状部分和支架部分,所述管状部分具有第一端和第二端,所述支架部分从所述管状部分的所述第一端伸出,所述管状部分包括外壁和内壁,所述外壁从所述管状部分的所述第一端伸出到所述管状部分的所述第二端,所述外壁具有多个由此向外延伸的凸起,所述多个凸起包括高凸起和低凸起,所述高凸起从所述外壁比所述低凸起进一步向外延伸,每个所述高凸起具有靠近所述支架下面的倾斜部,从而每个所述高凸起与离开所述管状部分的所述第二端相比,更远离靠近所述支架部分的所述下面的所述外壁,所述内壁从所述管状部分的所述第一端伸出到所述管状部分的所述第二端,所述内壁由贯穿所述管状部分的孔限定,所述内壁逐渐变细,从而在所述管状部分所述第一端的所述孔的直径大于所述管状部分所述第二端的所述孔的直径,所述管状壁的所述孔与所述螺母的所述孔连通;
杆,具有扩大的头部和从那里延伸的细长的部分,所述杆设置在所述管状部分的所述孔内,所述扩大头部构造为穿过所述管状部分的所述孔而从所述管状部分的所述第一端移动至其第二端,以使所述管状部分的所述内壁随着所述杆的轴向移动而扩展,从而所述管状部分的所述外壁强制与工件壁啮合,在所述内壁通过杆扩张后,所述凸起能够嵌入到工件壁内;以及
把所述螺母固定在所述支架部分内的装置,所述固定装置可使所述螺母在所述支架部分内进行有限的移动,
其中,所述支架部分具有基部,该基部从所述管状部分的所述第一端和相对侧壁向外延伸,其中该相对侧壁从所述基部在与所述管状部分相反的方向伸出,所述相对侧壁限定了接收所述螺母的空间,
其中,所述支架部分的每个所述侧壁在其中具有槽,其中所述固定装置包括柔性保持件,该保持件安装在所述螺母的至少一部分上,同时该保持件包括伸入到所述相对侧壁的每一个所述槽中的部分。
4.如权利要求3限定的螺母板,其中,所述支架部分的所述基部具有突起,该突起在所述管状部分的相对的方向从所述支架部分的所述基部伸出,其中所述螺母的至少一部分设置有相对的端部凹槽,所述相对的端部凹槽能够接收所述突起以限制所述螺母相对于所述支架部分的移动。
5.一种适合于连接到由穿过工件的孔限定的壁上的螺母板,所述螺母板包括:
螺母,具有穿过其中设置的孔;
夹持支架,包括管状部分和支架部分,所述管状部分具有第一端和第二端,所述支架部分从所述管状部分的所述第一端伸出,所述管状部分包括外壁和内壁,所述外壁从所述管状部分的所述第一端伸出到所述管状部分的所述第二端,所述外壁具有多个由此向外延伸的凸起,所述多个凸起包括高凸起和低凸起,所述高凸起从所述外壁比所述低凸起进一步向外延伸,每个所述高凸起具有靠近所述支架下面的倾斜部,从而每个所述高凸起与离开所述管状部分的所述第二端相比,更远离靠近所述支架部分的所述下面的所述外壁,所述内壁从所述管状部分的所述第一端伸出到所述管状部分的所述第二端,所述内壁由贯穿所述管状部分的孔限定,所述内壁逐渐变细,从而在所述管状部分所述第一端的所述孔的直径大于所述管状部分所述第二端的所述孔的直径,所述管状壁的所述孔与所述螺母的所述孔连通;
杆,具有扩大的头部和从那里延伸的细长的部分,所述杆设置在所述管状部分的所述孔内,所述扩大头部构造为穿过所述管状部分的所述孔而从所述管状部分的所述第一端移动至其第二端,以使所述管状部分的所述内壁随着所述杆的轴向移动而扩展,从而所述管状部分的所述外壁强制与工件壁啮合,在所述内壁通过杆扩张后,所述凸起能够嵌入到工件壁内;以及
把所述螺母固定在所述支架部分内的装置,所述固定装置可使所述螺母在所述支架部分内进行有限的移动,
其中,所述内壁具有外围,所述内壁围绕所述外围大体连续逐渐变细。
6.如权利要求5限定的螺母板,其中,所述内壁围绕整个所述外围变细。
7.一种适合于连接到由穿过工件的孔限定的壁上的螺母板,所述螺母板包括:
螺母,具有穿过其中设置的孔;
夹持支架,包括管状部分和支架部分,所述管状部分具有第一端和第二端,所述支架部分从所述管状部分的所述第一端伸出,所述管状部分包括外壁和内壁,所述外壁从所述管状部分的所述第一端伸出到所述管状部分的所述第二端,所述外壁具有多个由此向外延伸的凸起,所述多个凸起包括高凸起和低凸起,所述高凸起从所述外壁比所述低凸起进一步向外延伸,每个所述高凸起具有靠近所述支架下面的倾斜部,从而每个所述高凸起与离开所述管状部分的所述第二端相比,更远离靠近所述支架部分的所述下面的所述外壁,所述内壁从所述管状部分的所述第一端伸出到所述管状部分的所述第二端,所述内壁由贯穿所述管状部分的孔限定,所述内壁逐渐变细,从而在所述管状部分所述第一端的所述孔的直径大于所述管状部分所述第二端的所述孔的直径,所述管状壁的所述孔与所述螺母的所述孔连通;
杆,具有扩大的头部和从那里延伸的细长的部分,所述杆设置在所述管状部分的所述孔内,所述扩大头部构造为穿过所述管状部分的所述孔而从所述管状部分的所述第一端移动至其第二端,以使所述管状部分的所述内壁随着所述杆的轴向移动而扩展,从而所述管状部分的所述外壁强制与工件壁啮合,在所述内壁通过杆扩张后,所述凸起能够嵌入到工件壁内;以及
把所述螺母固定在所述支架部分内的装置,所述固定装置可使所述螺母在所述支架部分内进行有限的移动,
其中,所述固定装置允许所述螺母在所述支架部分内的三个方向上做有限运动。
8.一种适合于连接由通过工件的孔限定的壁上的螺母板的管状部分,所述管状部分的尺寸设计成嵌在工件的孔上,所述管状部分包括:
外壁,从所述管状部分的第一端伸出到所述管状部分的第二端,所述外壁具有从其中向外延伸多个凸起,所述凸起的至少一部分具有靠近所述管状部分的所述第一端的倾斜部,从而具有倾斜部的每个所述凸起与离开所述管状部分的所述第二端相比,更远离靠近所述管状部分的所述第一端的所述外壁,所述多个凸起包括高凸起和低凸起,所述高凸起从所述外壁比所述低凸起进一步向外延伸,每个所述高凸起具有靠近所述管状部分的所述第一端的所述倾斜部,从而每个所述高凸起与离开所述管状部分的所述第二端相比,更远离靠近所述支架部分的所述下面的所述外壁;以及
内壁,从所述管状部分的所述第一端伸出到所述管状部分的所述第二端,所述内壁由贯穿所述管状部分的孔限定;
所述管状部分的所述孔能够接收穿过其中的杆,用于扩展所述管状部分的所述内壁,从而所述管状部分的所述外壁被强制与工件壁啮合,在由杆使所述内壁扩张后,所述凸起能够嵌入到工件壁内;
其中所述内壁由延伸穿过所述管状部分的孔进行限定,所述内壁逐渐变细,从而所述管状部分的所述第一端处的所述孔的直径大于所述管状部分的第二端处的所述孔的直径,所述第一端处的所述直径大体不变,所述第二端处的所述直径大体不变,所述内壁进一步限定了靠近所述管状部分的所述第一端的肩部,从而所述管状部分的所述第一端处的所述孔的所述直径大于所述肩处的所述孔的直径,从而所述肩处的所述孔的所述直径大于所述管状部分的所述第二端处的所述孔的所述直径。
9.如权利要求8限定的管状部分,其中,每个所述凸起大体上从靠近所述管状部分的所述第一端延伸出到所述管状部分的所述第二端。
10.如权利要求8限定的管状部分,其中,相邻凸起由间隙隔开。
11.如权利要求8限定的管状部分,其中,所述管状部分具有一个长度,该长度小于工件壁的长度,从而所述管状部分的所述第二端不延伸到工件孔之外。
12.如权利要求8限定的管状部分,其中,所述内壁具有外围,所述内壁围绕所述外围大体连续逐渐变细。
13.如权利要求12限定的管状部分,其中,所述内壁围绕整个所述外围逐渐变细。
14.如权利要求8限定的管状部分,其中,凸缘部分大体围绕靠近所述第二端的所述内壁延伸,从而所述孔的减小的直径部分设置在所述凸缘部分之间。
15.一种把螺母板固定到由通过工件的孔限定的壁上的方法,所述方法包括下面步骤:
a)提供所述螺母板,该螺母板包括螺母、夹持支架,该夹持支架具有大体管状部分和从其第一端伸出的支架部分,所述管状部分具有外壁和由穿过所述管状部分设置的孔所限定的内壁,所述内壁限定了靠近所述管状部分所述第一端的肩部,所述内壁从所述肩部到所述管状部分第二端逐渐变细,所述外壁具有多个由此向外延伸的高凸起和低凸起,所述高凸起比所述低凸起从所述外壁更向外延伸;具有第一和第二端的杆,所述杆的所述第一端限定了扩大的头部;
b)把所述杆的所述第二端插入到所述管状部分的所述孔内,从而所述杆的所述扩大头部设置在所述管状部分的所述内壁的所述肩部上;
c)把所述螺母放置到所述支架部分内;
d)把所述螺母固定在所述支架部分内,从而所述螺母被阻止从所述支架部分移出,但所述螺母可在所述支架部分内随意移动;
e)把所述管状部分插入到工件孔内,从而所述支架部分的底面设置在工件顶面上;
f)向所述杆的所述第二端施加作用力,以穿过所述管状部分的所述孔移动所述杆的所述扩大头部,从而所述孔的所述逐渐变细的内壁扩展,以强迫所述凸起嵌入到工件壁内,以把所述管状部分固定到工件上,所述高凸起比所述低凸起更加嵌入到工件壁中。
16.如权利要求15限定的方法,还包括步骤:
g)在扩展时,使所述杆的所述扩大头部相对于所述逐渐变细的内壁变形到相应的几何尺寸,从而所述扩大头部连续扩展所述逐渐变细的内壁。
17.如权利要求15限定的方法,其中,所述管状部分的所述内壁进一步限定了凸缘,所述凸缘延伸进入靠近所述管状部分的所述第二端的所述孔,所述管状部分减小了靠近所述第二端的所述孔的直径。
18.如权利要求15限定的方法,其中,每个所述高凸起具有倾斜部,其与离开所述管状部分的所述第二端相比,更靠近所述支架的所述下面,所述高凸起的所述倾斜部比所述高凸起的其余部分更进一步嵌入到工件内壁中。
19.如权利要求15限定的方法,其中,每个所述高凸起位于两个低凸起之间,每个所述低凸起位于两个高凸起之间。
20.一种把预先安装的螺母板固定到由通过工件的孔限定的壁上的方法,所述方法包括步骤:
提供所述预先安装的螺母板,所述预先安装的螺母板包括:
包括大体管状部分和支架部分的夹持支架,所述管状部分具有第一和第二端,所述支架部分从所述管状部分的所述第一端延伸,所述管状部分具有穿过其中设置的孔,所述管状部分的外壁具有多个由此向外延伸的高凸起和低凸起,所述高凸起比所述低凸起从所述外壁进一步向外延伸,
杆,具有扩大的头部和从那里延伸的细长的部分,所述扩大的头部位于靠近所述管状部分第一端的所述孔内,所述细长的部分延伸穿过所述管状部分的所述孔,并超出所述管状部分的所述第二端,
螺母件,其具有从中穿过的孔,所述螺母件位于所述夹持部分内,以及
把所述螺母件固定在所述支架部分内的装置,所述固定装置允许所述螺母件在所述支架部分内进行有限的移动,所述螺母件固定在所述支架部分内可阻止所述杆的实质移动,从而所述杆不能从所述管状部分经过所述支架部分移出;
将所述预先安装螺母板的所述夹持支架的所述管状部分插入到所述工件的所述孔中,从而所述预先安装螺母板的所述夹持部分的所述支架部分的底面位于所述工件的顶面上;以及
向所述杆的所述细长部分施加作用力,以整体穿过所述管状部分的所述孔而移动所述杆的所述扩大头部,从而扩展所述管状部分,这样,所述凸起嵌入在所述工件的所述壁内,所述高凸起壁所述低凸起进一步嵌入到工件壁中。
21.如权利要求20限定的方法,其中,穿过所述管状部分的所述孔限定了所述管状部分的内壁,所述内壁从所述管状部分的所述第一端朝所述管状部分的所述第二端逐渐变细。
22.如权利要求21限定的方法,其中,靠近所述管状部分的所述第一端的所述孔的直径大体上大于靠近所述管状部分的所述第二端的所述孔的直径。
23.如权利要求22限定的方法,其中,所述管状部分的所述内壁进一步限定了凸缘,其延伸进入靠近所述管状部分的所述第二端的所述孔中,所述管状部分减小了靠近所述第二端的所述孔的直径。
24.如权利要求20限定的方法,其中,每个所述高凸起具有靠近所述支架下面的倾斜部,从而每个所述高凸起与离开所述管状部分的所述第二端相比,更远离靠近所述支架部分的所述下面,所述高凸起的所述倾斜部分比所述高凸起的其余部分进一步嵌入到工件壁中。
25.如权利要求20限定的方法,其中,每个所述高凸起位于两个低凸起之间,每个所述低凸起位于两个高凸起之间。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US34510501P | 2001-11-09 | 2001-11-09 | |
| US60/345,105 | 2001-11-09 | ||
| US10/272,721 | 2002-10-17 | ||
| US10/272,721 US7059816B2 (en) | 2001-11-09 | 2002-10-17 | Nut plate |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1608176A CN1608176A (zh) | 2005-04-20 |
| CN100591928C true CN100591928C (zh) | 2010-02-24 |
Family
ID=26955697
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN02822071A Expired - Lifetime CN100591928C (zh) | 2001-11-09 | 2002-11-05 | 螺母板 |
Country Status (11)
| Country | Link |
|---|---|
| US (2) | US7059816B2 (zh) |
| EP (1) | EP1468196B1 (zh) |
| JP (1) | JP4137792B2 (zh) |
| KR (1) | KR100864348B1 (zh) |
| CN (1) | CN100591928C (zh) |
| AU (1) | AU2002340382A1 (zh) |
| BR (1) | BR0213982B1 (zh) |
| CA (1) | CA2463744C (zh) |
| ES (1) | ES2315412T3 (zh) |
| TW (1) | TW580539B (zh) |
| WO (1) | WO2003042551A2 (zh) |
Families Citing this family (66)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7375277B1 (en) * | 2000-06-26 | 2008-05-20 | Fatigue Technology, Inc. | Double flanged bushings and installation methods |
| US7114900B2 (en) * | 2001-11-09 | 2006-10-03 | Textron Inc. | Push-type rivetless nut plate and method and apparatus for installing same |
| US7059816B2 (en) * | 2001-11-09 | 2006-06-13 | Textron Inc. | Nut plate |
| US20040175252A1 (en) * | 2003-03-03 | 2004-09-09 | Kurczynski Richard J. | Fastener and washer assembly and method of forming same |
| US7448652B2 (en) * | 2003-07-31 | 2008-11-11 | Fatigue Technology Inc. | Tubular metal fitting expandable in a wall opening and method of installation |
| DE10352126A1 (de) * | 2003-11-04 | 2005-08-04 | Metallwarenfabrik Hermann Winker Gmbh & Co. Kg | Befestigungselement |
| US20070053761A1 (en) | 2004-08-03 | 2007-03-08 | Scott Cohen | Sealed rivetless nut plate |
| US20060075617A1 (en) * | 2004-10-07 | 2006-04-13 | Toosky Rahmatollah F | Performance enhancing repair tool |
| US20060090318A1 (en) * | 2004-11-04 | 2006-05-04 | Toosky Rahmatollah F | Self-aligning tool for installation of pull type fastener |
| US20060150699A1 (en) * | 2005-01-12 | 2006-07-13 | Depuy Spine, Inc. | Instrument for bending spinal rods used in a spinal fixation system |
| EP1893875B1 (en) * | 2005-06-03 | 2011-03-02 | Fatigue Technology, Inc. | Fastener Assembly and method of assembling the same |
| DE102005032699B4 (de) * | 2005-07-14 | 2007-08-23 | Itw Automotive Products Gmbh & Co. Kg | Befestigungsvorrichtung |
| US7591622B2 (en) * | 2005-07-22 | 2009-09-22 | The Boeing Company | Nutmount apparatus |
| DE102005036110A1 (de) * | 2005-08-01 | 2007-02-08 | Sepitec Foundation | Befestigungselement zum Einsetzen in eine Bohrung |
| EP3199292B1 (en) | 2005-12-28 | 2020-03-11 | Fatigue Technology, Inc. | Mandrel assembly and method of using the same |
| US8568034B2 (en) | 2006-01-11 | 2013-10-29 | Fatigue Technology, Inc. | Bushing kits, bearings, and methods of installation |
| US7823262B2 (en) * | 2006-03-14 | 2010-11-02 | Sps Technologies, Llc | Method of replacing a nut plate fastener assembly |
| FR2899291B1 (fr) * | 2006-03-31 | 2010-11-12 | Airbus France | Ecrou pour la fixation d'un pare-brise d'aeronef et dispositif de fixation d'un pare-brise d'aeronef incorporant ledit ecrou |
| US7698794B2 (en) * | 2006-04-19 | 2010-04-20 | Sps Technologies, Llc | Load control mechanism for pull type tools |
| US7617712B2 (en) | 2006-04-27 | 2009-11-17 | Fatigue Technology, Inc. | Alignment device and methods of using the same |
| US20070289351A1 (en) * | 2006-04-27 | 2007-12-20 | Fatigue Technology, Inc. | Wave relieving geometric features in structural members that are radially expandable into workpieces |
| US7958766B2 (en) * | 2006-06-29 | 2011-06-14 | Fatigue Technology, Inc. | Self-aligning tools and a mandrel with retention sleeve |
| DE202006012668U1 (de) * | 2006-08-18 | 2006-10-12 | Fairchild Fasteners Europe - Camloc Gmbh | Befestigungsanordnung und Einweghülse hierfür |
| EP2061626B1 (en) | 2006-08-28 | 2013-04-03 | Fatigue Technology, Inc. | Apparatus to process a structural workpiece and method of expanding an expandable member |
| US7575404B2 (en) * | 2006-11-01 | 2009-08-18 | Sps Technologies, Llc | Nut plate fastener assembly for composite materials |
| EP2210001B1 (en) * | 2007-10-16 | 2017-08-02 | Fatigue Technology, Inc. | Expandable fastener assembly with deformed collar |
| EP2259884B1 (en) | 2008-03-07 | 2018-11-28 | Fatigue Technology, Inc. | Expandable member with wave inhibitor and methods of using the same |
| US8740152B1 (en) * | 2008-05-01 | 2014-06-03 | Textron Innovations, Inc. | Rivetless nutplates for aircraft |
| EP2318726B1 (en) * | 2008-07-18 | 2015-09-02 | Fatigue Technology, Inc. | Nut plate assembly and methods of using the same |
| CN101660563B (zh) * | 2008-08-28 | 2011-01-05 | 鸿富锦精密工业(深圳)有限公司 | 连接装置 |
| US8511953B2 (en) * | 2008-12-31 | 2013-08-20 | Rolls-Royce Corporation | Nut plate integral epoxy filled sleeve |
| US8636455B2 (en) | 2009-04-10 | 2014-01-28 | Fatigue Technoloy, Inc. | Installable assembly having an expandable outer member and a fastener with a mandrel |
| CN101592177A (zh) * | 2009-07-14 | 2009-12-02 | 贵州航天精工制造有限公司 | 一种带有自锁螺母托板的固定方法及无铆托板自锁螺母 |
| US8647035B2 (en) | 2009-12-16 | 2014-02-11 | Fatigue Technology, Inc. | Modular nut plate assemblies and methods of using the same |
| GB2482162B (en) * | 2010-07-22 | 2012-08-01 | Avdel Uk Ltd | Externally splined fastener |
| CN102091913A (zh) * | 2010-12-19 | 2011-06-15 | 镇江中虎弹簧有限公司 | 一种撞针螺母板的螺纹加工工艺 |
| US8402838B1 (en) | 2011-01-04 | 2013-03-26 | Lockheed Martin Corporation | Nutplate tester |
| WO2012167136A2 (en) | 2011-06-03 | 2012-12-06 | Fatigue Technology, Inc. | Expandable crack inhibitors and methods of using the same |
| EP2721311B1 (en) | 2011-06-15 | 2018-03-14 | Fatigue Technology, Inc. | Modular nut plates with closed nut assemblies |
| US8938886B2 (en) | 2012-01-30 | 2015-01-27 | Fatigue Technology, Inc. | Smart installation/processing systems, components, and methods of operating the same |
| CN106089948A (zh) * | 2012-06-13 | 2016-11-09 | 中国计量学院 | 一种无法拆卸的螺栓型铆钉的加工与紧固使用方法 |
| WO2014028620A1 (en) | 2012-08-14 | 2014-02-20 | Greene, Tweed Of Delaware, Inc. | Rivetless nut plate, rivetless nut plate assemblies, workpieces containing rivetless nut plate fasteners, and related methods |
| CN102913519A (zh) * | 2012-09-27 | 2013-02-06 | 贵州航太精密制造有限公司 | 一种座圈与夹层板的连接装置 |
| US9404521B2 (en) | 2012-12-12 | 2016-08-02 | Polaris Fastening Consulting, Llc | Self integrating structural insert sleeve |
| US9121432B2 (en) | 2012-12-14 | 2015-09-01 | United Technologies Corporation | Nut plate fastener with elongated fastener aperture |
| JP6231744B2 (ja) * | 2012-12-27 | 2017-11-15 | 日東精工株式会社 | 圧入ファスナーおよびその取付け構造 |
| JP6096521B2 (ja) * | 2013-01-31 | 2017-03-15 | 日本ドライブイット株式会社 | フローティングナットおよびフローティングボルト |
| FR3009353B1 (fr) * | 2013-08-05 | 2016-01-22 | Lisi Aerospace | Ecrou flottant |
| US9452819B2 (en) * | 2014-03-24 | 2016-09-27 | The Boeing Company | Flight control surface seal |
| US9759246B2 (en) * | 2014-08-25 | 2017-09-12 | Arconic Inc. | Textured sleeves for fasteners |
| US9599132B2 (en) | 2015-03-09 | 2017-03-21 | Rohr, Inc. | Anti-rotation lug for mounting components together |
| CN104895900A (zh) * | 2015-05-21 | 2015-09-09 | 长春黄金研究院 | 自锁式嵌装螺母 |
| CN105041787A (zh) * | 2015-05-29 | 2015-11-11 | 张家港华日法兰有限公司 | 一种锻造连接件 |
| US10220435B2 (en) | 2015-08-26 | 2019-03-05 | Polaris Fastener Testing And Tooling, Llc | Installation tooling system for buckle and swage type fastener |
| US11234899B2 (en) | 2017-05-11 | 2022-02-01 | Scalpal Llc | Grasping facilitators and uses thereof and kits involving the same |
| DE102016105794A1 (de) | 2016-03-30 | 2017-10-05 | Böllhoff Verbindungstechnik GmbH | Befestigungselement |
| US11969864B2 (en) | 2017-05-11 | 2024-04-30 | Scalpal Llc | Multi-tier torque enhancer driver and/or receiver and method of using same |
| US10690171B2 (en) | 2017-05-22 | 2020-06-23 | The Boeing Company | Nut element installation tool and method for installing a nut plate assembly |
| US11255371B2 (en) * | 2017-09-22 | 2022-02-22 | Partworks, LLC | Rivetless fastener and installation tool |
| CN108317136B (zh) * | 2018-01-29 | 2019-12-27 | 北京汽车研究总院有限公司 | 一种螺母板组件及车辆 |
| US10899083B1 (en) * | 2018-03-29 | 2021-01-26 | Kineticure, Llc | Bonded nutplate rapid cure system |
| US10975587B2 (en) | 2019-04-22 | 2021-04-13 | Hydra Pools, Inc. | System for forming swimming pool radius supports |
| CN114109999A (zh) * | 2020-08-31 | 2022-03-01 | 伊利诺斯工具制品有限公司 | 螺母紧固件组件 |
| CN114562507B (zh) * | 2022-03-07 | 2023-12-19 | 浙江吉利控股集团有限公司 | 一种卡扣螺母 |
| CN116014317B (zh) | 2023-02-09 | 2023-06-27 | 深圳海润新能源科技有限公司 | 端盖组件、储能装置及用电设备 |
| WO2024164250A1 (zh) * | 2023-02-09 | 2024-08-15 | 深圳海润新能源科技有限公司 | 端盖组件、储能装置及用电设备 |
Family Cites Families (104)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US177665A (en) * | 1876-05-23 | Improvement in nut-locks | ||
| US2413659A (en) | 1946-12-31 | Combination reversing means | ||
| US3126039A (en) | 1964-03-24 | Nut combination | ||
| US1107544A (en) * | 1913-08-14 | 1914-08-18 | John Edward Ogden | Wall-socket. |
| US1138345A (en) | 1914-11-25 | 1915-05-04 | Lothar R Zifferer | Expansion-bolt. |
| US1413998A (en) | 1920-11-03 | 1922-04-25 | Walter B Templeton | Expansion stud |
| US1966835A (en) * | 1932-01-28 | 1934-07-17 | Dardelet Threadlock Corp | Fastening means |
| US2150361A (en) * | 1935-05-20 | 1939-03-14 | Chobert Jacques Franco Gabriel | Method of and apparatus for securing hollow bodies in holes in other bodies |
| US2078411A (en) | 1935-07-05 | 1937-04-27 | F L Mclaughlin Company | Clinch-on nut |
| GB495976A (en) | 1936-06-11 | 1938-11-23 | Elastic Stop Nut Corp | Improvements in or relating to fastening devices |
| US2146461A (en) | 1937-01-06 | 1939-02-07 | Aviat Developments Ltd | Method of riveting |
| GB532899A (en) * | 1939-08-18 | 1941-02-03 | Stanley Thomas Johnson | Improvements in or relating to tubular rivets |
| US2249923A (en) | 1939-09-21 | 1941-07-22 | Guest Keen & Nettlefolds Ltd | Screw and nut fastening |
| US2333386A (en) | 1941-03-27 | 1943-11-02 | Boots Aircraft Nut Corp | Nut retainer |
| US2304107A (en) | 1941-11-24 | 1942-12-08 | James R Leisure | Nut anchor |
| US2366956A (en) * | 1943-01-13 | 1945-01-09 | Gray Mfg Co | Sound recording and reproducing machine |
| US2421201A (en) | 1943-04-20 | 1947-05-27 | Elastic Stop Nut Corp | Fastening means |
| US2477429A (en) | 1943-05-15 | 1949-07-26 | K A Swanstrom | Holder for fastener elements |
| GB567814A (en) | 1943-07-31 | 1945-03-05 | Guest Keen & Nettlefolds Ltd | Improvements relating to screw and nut fastenings |
| US2438044A (en) | 1944-03-20 | 1948-03-16 | Camloc Fastener Corp | Fastener construction |
| US2560961A (en) | 1947-11-29 | 1951-07-17 | Illinois Tool Works | Fastener |
| CH277209A (de) | 1949-10-06 | 1951-08-31 | Niedergesaess & Co | Spreizdübel. |
| US2649883A (en) | 1950-04-15 | 1953-08-25 | George Leonard Steck | Nut and deformable holder |
| US2802503A (en) | 1953-11-27 | 1957-08-13 | Bell Telephone Labor Inc | Screw mounting having insulating and locking properties |
| US2825380A (en) | 1955-02-14 | 1958-03-04 | Reiner Kenneth | Anchor cage and nut |
| DE1050936B (zh) | 1957-08-20 | 1959-02-19 | ||
| US2976080A (en) | 1958-01-29 | 1961-03-21 | Ford Motor Co | Motor vehicle body mounts |
| US3025897A (en) | 1959-01-12 | 1962-03-20 | Maurice J Gieleghem | Snap-in type caged nuts |
| US2986188A (en) | 1959-01-12 | 1961-05-30 | Gen Dynamics Corp | Self-aligning and sealing clinch nut |
| US3305987A (en) | 1961-09-21 | 1967-02-28 | Floyd E Weaver | Joist-supporting structure and method |
| US3180387A (en) | 1962-10-22 | 1965-04-27 | Dzus Fastener Co | Floating fastener receptacle |
| US3177916A (en) | 1963-02-20 | 1965-04-13 | Rosan Eng Corp | Self-aligning two-part threaded fastener unit |
| GB1010406A (en) | 1963-09-24 | 1965-11-17 | C H Larsson | Furniture fitting |
| US3537499A (en) | 1967-08-16 | 1970-11-03 | Standard Pressed Steel Co | Floating fastener unit |
| US3556570A (en) | 1968-08-15 | 1971-01-19 | Tridair Industries | Fastener |
| US3566662A (en) | 1969-04-28 | 1971-03-02 | Boeing Co | Coldworking method and apparatus |
| US3657957A (en) * | 1969-11-24 | 1972-04-25 | Olympic Screw & Rivet Corp | Rivet |
| BE759772A (fr) | 1969-12-02 | 1971-05-17 | Amerace Esna Corp | Dispositif d'assemblage avec ecrou flottant axial captif |
| US3695324A (en) | 1970-01-09 | 1972-10-03 | Deutsch Fastener Corp | Floating nut assembly |
| US3765078A (en) | 1970-01-09 | 1973-10-16 | Deutsch Fastener Corp | Method of attaching a floating nut to a workpiece |
| NL7109253A (zh) | 1970-07-08 | 1972-01-11 | ||
| US3698278A (en) * | 1971-03-15 | 1972-10-17 | Vsi Corp | Nut member |
| ES401780A2 (es) | 1971-05-05 | 1975-04-01 | Materiel Et D Equipements Tecn | Perfeccionamientos introducidos en los sistemas constitui- dos por las tuercas prisioneras y sus cajas. |
| US4164807A (en) | 1974-03-19 | 1979-08-21 | King John O Jun | Method of forming a coldworked joint |
| US4015650A (en) | 1975-08-15 | 1977-04-05 | Anderson James C | Caged nut |
| US4187708A (en) | 1977-04-11 | 1980-02-12 | Industrial Wire & Metal Forming, Inc. | Pulling apparatus and method |
| US4186787A (en) | 1977-12-28 | 1980-02-05 | Amerace Corporation | Floating anchor nut assembly and basket member component |
| US4227561A (en) | 1978-05-05 | 1980-10-14 | Deutsch Fastener Corp. | Sealed fastener |
| US4295766A (en) | 1978-07-27 | 1981-10-20 | Francis Shaw | Self-aligning dome nut |
| US4193435A (en) | 1978-08-31 | 1980-03-18 | Nasa | Floating nut retention system |
| US4405256A (en) | 1981-04-14 | 1983-09-20 | King John O Jun | Cushioned fastener joint |
| US4423619A (en) | 1981-06-15 | 1984-01-03 | Fatigue Technology, Inc. | Apparatus and method for prestressing a countersunk fastener hole |
| US4471643A (en) | 1982-02-10 | 1984-09-18 | Fatigue Technology, Inc. | Method and apparatus for prestressing fastener holes |
| US4425780A (en) | 1982-02-10 | 1984-01-17 | Fatigue Technology, Inc. | Apparatus having extended prestressing and sleeve retaining devices for prestressing countersunk fastener holes and method |
| US4557033A (en) | 1983-07-11 | 1985-12-10 | Fatigue Technology, Inc. | Method of cold expanding and sizing fastener holes |
| US4557650A (en) | 1983-12-20 | 1985-12-10 | Deutsch Fastener Corp. | Fastener retention with improved fatigue life |
| GB8517659D0 (en) | 1985-07-12 | 1985-08-21 | Avdel Ltd | Self-plugging blind fastener |
| US4884420A (en) | 1986-02-24 | 1989-12-05 | Dennis E. McGoldrick, Trustee | Cage with floating nut assembly |
| US4695212A (en) | 1986-04-25 | 1987-09-22 | Microdot Inc. | Composite channel and plate nut assembly |
| US4768907A (en) | 1986-07-14 | 1988-09-06 | Gauron Richard F | Gang nut assembly |
| FR2606471B1 (fr) | 1986-11-12 | 1989-03-10 | Simmonds Sa | Ecrou encage flottant |
| US4732518A (en) | 1986-12-16 | 1988-03-22 | Deutsch Fastener Corp. | Fatigue-resistant flared fastener |
| US4762451A (en) | 1986-12-29 | 1988-08-09 | General Motors Corporation | Caged nut with isolators |
| US4790701A (en) | 1987-05-08 | 1988-12-13 | Jacobson Mfg. Co., Inc. | Floating fastener retainer assembly with removable fasteners |
| FR2616491B1 (fr) | 1987-06-10 | 1989-09-15 | Simmonds Sa | Ecrou encage flottant perfectionne |
| US4830557A (en) | 1988-01-26 | 1989-05-16 | General Electric Company | Self-aligning floating nut fastener |
| US4828440A (en) | 1988-07-22 | 1989-05-09 | General Motors Corporation | Snap-in nut for frame attachment to body |
| US5096350A (en) | 1988-09-02 | 1992-03-17 | Buell Industries, Inc. | Cage nut |
| DE3831523A1 (de) | 1988-09-16 | 1990-03-22 | Koenig Verbindungstech Ag | Verfahren zum dichten verschliessen einer bohrung |
| US4934886A (en) | 1988-10-07 | 1990-06-19 | Gulton Industries, Inc. | Fastening assembly and method of fastening |
| US4895484A (en) | 1988-10-25 | 1990-01-23 | Deutsch Fastener Corp. | Fastener with floating nut for use with composite structure |
| US4875816A (en) | 1988-10-31 | 1989-10-24 | Buell Industries, Inc. | Caged fastener |
| US4885829A (en) | 1989-02-16 | 1989-12-12 | Fatigue Technology, Incorporated | Fatigue life enhancement of dovetail connector slots and noncircular openings |
| US4934170A (en) | 1989-02-16 | 1990-06-19 | Fatigue Technology, Incorporated | Fatigue life enhancement of noncircular openings |
| US5083363A (en) | 1990-07-25 | 1992-01-28 | Fatigue Technology, Inc. | Method of installing a grommet in a wall of composite material |
| US5245743A (en) | 1990-07-26 | 1993-09-21 | Fatigue Technology, Inc. | Method of installing a nut mounting grommet |
| US5405228A (en) | 1990-07-26 | 1995-04-11 | Fatigue Technology, Inc. | Nut cage and mount |
| US5096349A (en) | 1990-07-26 | 1992-03-17 | Fatigue Technology, Inc. | Nut mounting grommet |
| US5066180A (en) | 1990-12-07 | 1991-11-19 | Lang Charles F | Easy access nutplate |
| US5103548A (en) | 1991-05-13 | 1992-04-14 | Fatigue Technology, Inc. | Method and apparatus for securing a tubular bushing in a circular opening |
| US5146668A (en) | 1991-06-18 | 1992-09-15 | Bulent Gulistan | Method for manufacturing part for floating nut assembly |
| US5127254A (en) | 1991-07-10 | 1992-07-07 | Fatigue Technology, Inc. | Method and apparatus for split sleeve cold expansion of openings in structural members |
| US5193643A (en) | 1991-07-25 | 1993-03-16 | Saturn Corporation | Nut and retainer assembly |
| DE69311167T2 (de) | 1992-03-10 | 1997-10-02 | Black & Decker Inc | Universaldübel |
| US5305627A (en) | 1992-07-27 | 1994-04-26 | Fatigue Technology, Inc. | Split sleeve cold expansion |
| US5341559A (en) | 1993-04-13 | 1994-08-30 | Fatigue Technology, Inc. | Method and apparatus for securing a tubular bushing in a circular opening |
| US5380136A (en) * | 1993-09-14 | 1995-01-10 | Fatigue Technology, Inc. | Anchor nut mount |
| US5433100A (en) | 1993-11-12 | 1995-07-18 | Fatigue Technology, Inc. | Apparatus for split sleeve and tubular bushing cold expansion |
| DE9409087U1 (de) | 1994-06-03 | 1994-08-04 | SÜKOSIM Sicherheitsmuttern Verbindungselemente GmbH + Co., 74575 Schrozberg | Haltevorrichtung für eine Mutter |
| US5468104A (en) | 1994-08-10 | 1995-11-21 | Fatigue Technology, Inc. | Wall nut assembly |
| FR2740184B1 (fr) | 1995-10-24 | 1998-01-09 | Simmonds Sa | Procede de fixation d'un ecrou encage flottant sur une piece quelconque et assemblage obtenu par ce procede |
| US6183180B1 (en) | 1996-01-19 | 2001-02-06 | Fatigue Technology, Inc. | Wall nut and bolt assemblies |
| US5947518A (en) | 1996-07-11 | 1999-09-07 | Daimlerchrysler Corporation | Bracket with floating tap plate for connecting vehicle suspension to body |
| US5704747A (en) * | 1996-07-16 | 1998-01-06 | Physical Systems, Inc. A Nevada Corp. | Adhesive bonded nutplate assembly with integral liner sleeve |
| US5716178A (en) | 1996-10-08 | 1998-02-10 | Mcdonnell Douglas Corporation | Floating gang channel/nut assembly |
| US5893694A (en) | 1997-10-10 | 1999-04-13 | Eaton Corporation | Caged nut fastener |
| JP3288969B2 (ja) * | 1998-04-07 | 2002-06-04 | 光洋精工株式会社 | 締結構造 |
| US6146071A (en) | 1999-04-14 | 2000-11-14 | Illinois Tool Works, Inc. | Caged nut assembly |
| US6077010A (en) | 1999-06-16 | 2000-06-20 | Fatigue Technology, Inc. | Wall bolt assembly |
| GB0024485D0 (en) * | 2000-10-06 | 2000-11-22 | Wheelsure Ltd | Wheel nut assembly |
| US7114900B2 (en) * | 2001-11-09 | 2006-10-03 | Textron Inc. | Push-type rivetless nut plate and method and apparatus for installing same |
| US7059816B2 (en) * | 2001-11-09 | 2006-06-13 | Textron Inc. | Nut plate |
| US6746192B2 (en) * | 2001-12-27 | 2004-06-08 | Textron Inc. | Anti-rotation tacking rivet having ribs |
| US20060291974A1 (en) * | 2005-06-28 | 2006-12-28 | Mcgee Thomas | Nut insert |
-
2002
- 2002-10-17 US US10/272,721 patent/US7059816B2/en not_active Expired - Lifetime
- 2002-11-05 TW TW091132606A patent/TW580539B/zh not_active IP Right Cessation
- 2002-11-05 ES ES02778740T patent/ES2315412T3/es not_active Expired - Lifetime
- 2002-11-05 JP JP2003544349A patent/JP4137792B2/ja not_active Expired - Fee Related
- 2002-11-05 EP EP02778740A patent/EP1468196B1/en not_active Expired - Lifetime
- 2002-11-05 BR BRPI0213982-0A patent/BR0213982B1/pt active IP Right Grant
- 2002-11-05 WO PCT/US2002/035508 patent/WO2003042551A2/en active Search and Examination
- 2002-11-05 CA CA002463744A patent/CA2463744C/en not_active Expired - Lifetime
- 2002-11-05 KR KR1020047006911A patent/KR100864348B1/ko not_active IP Right Cessation
- 2002-11-05 CN CN02822071A patent/CN100591928C/zh not_active Expired - Lifetime
- 2002-11-05 AU AU2002340382A patent/AU2002340382A1/en not_active Abandoned
-
2004
- 2004-12-07 US US11/005,829 patent/US7237314B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| CA2463744C (en) | 2009-06-30 |
| JP4137792B2 (ja) | 2008-08-20 |
| US20050117994A1 (en) | 2005-06-02 |
| KR100864348B1 (ko) | 2008-10-17 |
| US7237314B2 (en) | 2007-07-03 |
| US20030091408A1 (en) | 2003-05-15 |
| TW580539B (en) | 2004-03-21 |
| BR0213982B1 (pt) | 2011-08-09 |
| JP2005528560A (ja) | 2005-09-22 |
| AU2002340382A1 (en) | 2003-05-26 |
| WO2003042551A3 (en) | 2004-07-29 |
| BR0213982A (pt) | 2005-03-01 |
| EP1468196A2 (en) | 2004-10-20 |
| ES2315412T3 (es) | 2009-04-01 |
| CA2463744A1 (en) | 2003-05-22 |
| EP1468196B1 (en) | 2008-10-01 |
| US7059816B2 (en) | 2006-06-13 |
| CN1608176A (zh) | 2005-04-20 |
| KR20040063141A (ko) | 2004-07-12 |
| WO2003042551A2 (en) | 2003-05-22 |
| TW200300823A (en) | 2003-06-16 |
| EP1468196A4 (en) | 2005-09-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100591928C (zh) | 螺母板 | |
| US5645383A (en) | Blind rivet | |
| US7955035B2 (en) | Rivet | |
| RU2668857C2 (ru) | Заклепочная гайка, деталь транспортного средства в сборе и способ сборки | |
| CN101981330B (zh) | 可变夹紧部的盲铆钉 | |
| US8911190B2 (en) | Blind rivet with a plastic rivet body | |
| CN103003581B (zh) | 外部有键条的紧固件 | |
| US3789728A (en) | Blind fastener | |
| ES2272671T3 (es) | Espiga de posicionamiento en perno de extremo doble. | |
| JP3927952B2 (ja) | セルフピアシング部品、取付方法及びダイ部材 | |
| KR100732306B1 (ko) | 블라인드 패스너 | |
| US7207759B2 (en) | Fastener for panels or the like | |
| EP0264870B1 (en) | Fasteners for honeycomb structures | |
| EP0398512B1 (en) | Blind rivet | |
| EP1614486B1 (en) | Self-piercing rivet fastening device with improved die | |
| JPH05209608A (ja) | 盲ボルト | |
| CN103534494B (zh) | 带花键的紧固件及其安装方法,以及具有该紧固件的紧固装置 | |
| US5640879A (en) | Method and device for expanding metal tubes | |
| JP2006046659A (ja) | 密閉式リベットレスナット板 | |
| CN104583613A (zh) | 盲铆钉配置 | |
| JPH0587108A (ja) | 加工物とリベツトとの組付け構造及び組付け方法 | |
| JPH05346108A (ja) | ブラインドピン固定具 | |
| US6662422B2 (en) | Method for attaching a headrest guide to a seat frame | |
| CN113396289A (zh) | 单面紧固件及其安装方法 | |
| US20240141946A1 (en) | Clinching-type blind hybrid fastening apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| ASS | Succession or assignment of patent right |
Owner name: ACUMEN TREECE LTD Free format text: FORMER OWNER: TEXTRON INC. Effective date: 20070713 |
|
| C41 | Transfer of patent application or patent right or utility model | ||
| TA01 | Transfer of patent application right |
Effective date of registration: 20070713 Address after: michigan Applicant after: TEXTRON Inc. Address before: Rhodes Island Applicant before: Textron Inc. |
|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term |
Granted publication date: 20100224 |
|
| CX01 | Expiry of patent term |