CN100535908C - 注塑成形模拟装置以及注塑成形模拟方法 - Google Patents
注塑成形模拟装置以及注塑成形模拟方法 Download PDFInfo
- Publication number
- CN100535908C CN100535908C CNB2005800434866A CN200580043486A CN100535908C CN 100535908 C CN100535908 C CN 100535908C CN B2005800434866 A CNB2005800434866 A CN B2005800434866A CN 200580043486 A CN200580043486 A CN 200580043486A CN 100535908 C CN100535908 C CN 100535908C
- Authority
- CN
- China
- Prior art keywords
- resin
- die cavity
- metal die
- die
- injection molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/7693—Measuring, controlling or regulating using rheological models of the material in the mould, e.g. finite elements method
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F30/00—Computer-aided design [CAD]
- G06F30/20—Design optimisation, verification or simulation
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F2113/00—Details relating to the application field
- G06F2113/22—Moulding
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Theoretical Computer Science (AREA)
- Computer Hardware Design (AREA)
- Evolutionary Computation (AREA)
- Geometry (AREA)
- General Engineering & Computer Science (AREA)
- General Physics & Mathematics (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
一种注塑成形模拟方法,其包括:金属模具条件收集部,收集形成有模穴(18)的金属模具(10)的金属模具形状、对金属模具(10)进行加热的加热条件和对金属模具(10)进行冷却的冷却条件;金属模具模拟部(3),根据金属模具形状、加热条件和冷却条件,计算出模穴(18)的模穴表面的模穴表面温度;树脂条件收集部,收集树脂(31)的性质;和树脂模拟部(5),根据树脂的性质和模穴表面温度,计算出将树脂(31)注射到模穴(18)时的树脂(31)的动态,并根据树脂(31)的动态,计算出由注射到模穴(18)中的树脂(31)形成的成形制品的特性。通过这种注塑成形模拟装置和注塑成形模拟方法,能够准确地模拟出注射到加热后的金属模具(10)内的树脂(31)冷却而得到的成形制品的特性。
Description
技术领域
本发明涉及注塑成形模拟装置以及注塑成形模拟方法,特别涉及在设计用于注塑成形的金属模具的形状、运转条件时利用的注塑成形模拟装置以及注塑成形模拟方法。
背景技术
将熔融树脂注射填充到金属模具模穴内,并使其冷却以形成成形制品的注塑成形是公知的。在注塑成形中,从将塑性熔融树脂注射填充到模穴内至取出成形制品的工序形成注塑成形的1个周期。在最近的注塑成形中,有时还应用如下的金属模具急速加热、急速冷却工序:预先使模穴的表面温度升温至例如100℃左右之后,注射填充塑性熔融树脂,并在填充之后使金属模具急速冷却。
这样,由于预先使模穴温度升温时,会延迟注射到模穴内的树脂的固化,因此,即使设定为低注射压力来降低树脂流动速度,仍能够将树脂填充到模穴内。另外,虽然到达模穴表面的树脂被模穴表面吸收热量而开始固化,但由于模穴表面的温度会升高,从而延迟了固化的开始,结果,能够更精密地将模穴表面的形状(细微凹凸、镜面、皱缩图案等)转印至树脂成形制品上。在该注塑成形中,包含急速加热工序,通过急速冷却工序能够抑制成形周期变长。
图1表示在采用金属模具的急速加热、急速冷却工序的注塑成形中使用的金属模具。金属模具110包括移动侧金属模具111和固定侧金属模具112。固定侧金属模具112固定在注塑成形机的壳体(未图示)上。移动侧金属模具111可向固定侧金属模具112进退地支承在壳体(未图示)上。
移动侧金属模具111包括外部模具114和内部模具115。在外部模具114中形成有凹部,内部模具115配置在形成于外部模具114上的凹部中而受到支承。在内部模具115中,在与外部模具114接触的表面形成有多个槽,在通过外部模具114支承内部模具115时,这些槽形成多个流路121。在外部模具114中,还形成有未图示的上游侧流路和下游侧流路。其上游侧流路使流路121的上游侧端部与外部加热冷却介质供给源(未图示)的排出侧相连,其下游侧流路使流路121的下游侧端部与外部加热冷却介质供给源的吸入侧相连。
固定侧金属模具112包括外部模具116和内部模具117。在外部模具116中形成有凹部,内部模具117配置在形成于外部模具116上的凹部中而受到支承。在内部模具117中,在与外部模具116接触的表面形成有多个槽,在内部模具117支承在外部模具116时,这些槽形成多个流路122。在外部模具116中,还形成有上游侧流路和下游侧流路(未图示)。其上游侧流路使流路122的上游侧端部与外部加热冷却介质供给源(未图示)的排出侧和吸入侧中的任一侧相连,其下游侧流路使流路122的下游侧端部与外部加热冷却介质供给源的吸入侧和排出侧中的任一侧相连。
在内部模具115的不与外部模具114接触的表面形成有凹部,在内部模具117的不与外部模具116接触的表面也形成有凹部。在移动侧金属模具111与固定侧金属模具112紧密贴合时,这些凹部形成模穴118。在金属模具110中还形成有浇口(未图示)。模穴118通过该浇口与注塑成形机的注射缸(未图示)连通。
使用金属模具110的注塑成形机包括可塑化机构、注射机构、合模机构以及加热冷却机构(均未图示)。可塑化机构,熔融作为原料的塑性树脂而生成熔融树脂。注射机构,将由可塑化机构生成的熔融树脂注入模穴118中。合模机构,使移动侧金属模具111向固定侧金属模具112进退,并且能够使移动侧金属模具111与固定侧金属模具112合模。加热冷却机构,具有生成冷水的冷水供给源、生成热水的热水供给源以及将该冷水或热水中一方供给到流路121、122的阀(未图示),使冷水在流路121、122中流动而对模穴118的表面进行冷却,并使热水在流路121、122中流动而对模穴118的表面进行加热。
图2表示了使用金属模具110的注塑成形方法,表示供给到流路121、122中的加热冷却介质(水)的温度变化。在该注塑成形方法中,重复执行将树脂材料熔融,并将其注射填充到模穴内,进行冷却而形成成形制品后取出之前的注塑成形的1个周期Δt。注塑成形的1个周期Δt包含金属模具加热期间Δt1、树脂填充期间Δt2、金属模具冷却期间Δt3以及成形制品取出期间Δt4。在金属模具加热期间Δt1,通过加热冷却机构向流路121、122供给160℃的热水,从而对模穴118的模穴表面进行加热。在树脂填充期间Δt2,通过注射机构将由可塑化机构生成的熔融树脂注射填充到模穴118。在金属模具冷却期间Δt3,通过加热冷却机构向流路121、122供给20℃的冷水,从而对模穴118的模穴表面进行冷却。在成形制品取出期间Δt4,通过合模机构使移动侧金属模具111向远离固定侧金属模具的方向移动,由此开模而从模穴118取出成形制品,取出成形制品后,使移动侧金属模具111向固定侧模具112移动,从而使移动侧金属模具111与固定侧模具112闭模、合模而准备下一个注塑成形周期。
加热冷却机构,将热水或冷水持续供给到流路121、122。即,加热冷却机构在金属模具加热期间Δt1和树脂填充期间Δt2,向流路121、122供给热水;而在金属模具冷却期间Δt3和成形制品取出期间Δt4,向流路121、122供给冷水。
根据这种注塑成形方法,注射填充到模穴118内的熔融树脂在其表面与模穴118表面充分紧密贴合后被冷却而凝固。因此,成形制品的表面形状与模穴118的模穴表面形状相仿。例如,在模穴118的表面上形成有细微的凹凸形状时,将该细微的凹凸形状转印为成形制品的表面形状。在模穴118的表面为镜面时,成形制品的表面就形成镜面。希望设计出能够更加精密地将模穴118的表面形状转印至成形制品的表面精密转印的金属模具、注塑成形条件。
已经公开有各种注塑成形模拟方法,在这些方法中,通过数值分析求出成形工艺中金属模具的温度历程,或者,预测冷却工序中树脂成形制品的温度历程、弯曲、收缩等的变形量。
在特开平05-322812号公报中,公开了一种注塑成形用金属模具的传热系数计算方法,该方法能够确定局部不同的传热系数,并且能够考虑温度传感器从其与供给介质之间的边界分离的影响以及来自外壁的放热现象的影响,计算出传热系数。在该注塑成形用金属模具的传热系数计算方法中,对在金属模具温度调配管内进行的热交换,考虑到来自金属模具外壁的放热现象进行数值分析和实验,由此可通过该数值分析和实验方法计算出金属模具的传热系数。
在特开平06-262635号公报中,公开了在结晶性塑性成形制品的成形中,可得到最佳成形条件的结晶性塑性成形制品中的成形条件的设定方法。该结晶性塑性成形制品中的成形条件的设定方法如下:通过将晶核产生速度公式、球晶生长速度公式代入Avrami公式中,作为时间与温度的函数而求出树脂的结晶成长速度,并通过模拟等方法求出一侧金属模具内的树脂温度,作为时间的函数,从这两者求出结晶度的累计值。由此,使金属模具温度、树脂温度、冷却固化时间达到最佳。
在特开平07-282123号公报中,公开了一种金属模具的温度分析方法,该方法能够有效缩短数值计算所需的时间,并能进行精密的温度分析。在该金属模具的温度分析方法中,根据由以网状分割的多边形要素的集合体构成的金属模具的分析模型,通过数值计算对各部分的温度进行分析。在与金属模具的形状等对应地设定构成各部分的多边形要素的分割宽度的,并且根据该多边形要素的分割宽度改变在上述数值计算中使用的各物性值,利用该改变后的各物性值进行上述金属模具模型的温度分析。
在特开平10-278085号公报中,公开了一种注塑成形工艺中的温度历程预测装置,该装置并不将金属模具内部分割为微小的要素,而是将金属模具的表面分割为要素,从而预测成形工艺中的成形制品、金属模具的温度历程,能够缩短计算时间。该注塑成形工艺中的温度历程预测装置,通过数值分析预测注塑成形工艺的成形制品以及金属模具的温度历程。将成形制品部分割为微小要素,并通过采用有限要素法、差分法、有限体积法、边界要素法等数值计算方法解决非稳定传热问题,从而可对应每个要素计算出从成形制品向金属模具的模穴表面排放的1个周期的平均热量。将金属模具部分割为微小要素,作为边界条件在金属模具模穴面的各要素,通过上述第1计算部计算出的各要素的成形制品向金属模具排放的1个周期的平均热量,在冷却管的表面赋予冷却介质温度、冷却介质与金属模具之间的传热率,在与外部空气接触的金属表面赋予与大气温度、外部空气与金属模具之间的传热率,并采用边界要素法、有限要素法、有限体积法、差分法等数值计算方法来解决稳定传热问题,由此计算出金属模具的温度和热流速。根据所输入的边界条件以及通过上述第2计算部得出的温度分布、热流速,可计算出将从模穴表面至冷却管的距离以及冷却介质与冷却管之间的传热率转换成一维模型的等价距离、等价传热率。利用求出的等价距离、等价传热率,将成形制品和从模穴表面至冷却管的金属模具,在板厚方向上分割为一维微小要素,通过使用有限要素法或差分法、有限体积法的数值计算反复解决非稳定传热问题,由此计算出注塑成形加工工艺中的成形制品和金属模具的温度历程。
在特开平10-278089号公报中,公开了一种注塑成形工艺的模拟方法,该方法能够以更少的投资和分析作业时间计算出作为树脂成形制品的最终状态下的弯曲、收缩等引起的树脂成形制品的变形量。在该树脂部件的注塑成形工艺的模拟方法中,根据金属模具和树脂部件的形状数据生成形状模型,并将形状模型分割为多个微小要素。输入树脂部件的设计参数,求出将从树脂流入金属模具的流入口到达上述多个微小要素中各要素的到达参数(x)作为变量的树脂温度的函数(t=f[x])以及树脂压力的函数(p=g[x])。根据在前一个工序中求出的到达参数、树脂温度、树脂压力以及函数,表示金属模具内的上述树脂温度和树脂压力的分散值。根据树脂温度以及树脂压力的分散值,对所输入的设计参数进行。
在特开平2000-289076号公报中,公开了一种提高成形过程中树脂的物理动态的预测精度的树脂成形模拟方法。在该树脂成形模拟方法中,对树脂注塑成形过程中的金属模具内的传热现象进行模拟,并计算出金属模具的温度分布。根据计算出的金属模具的温度分布,参照金属模具温度和界面传热率之间的相关关系图,计算出界面传热率。对从开始填充至脱模期间的熔融树脂的动态进行模拟,计算出树脂压力和树脂温度的时效变化,从而对注塑成形制品达到常温之前的应力和变形进行模拟。预测弯曲变形和收缩变形,并输出计算出的金属模具温度分布、树脂压力以及树脂温度的时效变化、注塑成形制品的弯曲变形以及收缩变形。
在特开2003-326581号公报中,公开了求出树脂收缩引起的变形量在容许值以内的冷却条件的方法以及求出将时效变化引起的变形量控制在容许值以内时所需要的冷却条件的方法。在基于该收缩率的注塑成形制品的模具内冷却条件的预测方法中,考虑成形制品、金属模具的温度以及成形制品的树脂压力、预测温度的部分以及模具内冷却中的成形制品的粘弹性特性来进行应力模拟,并预测模具内的残余应力,从而对成形制品脱离金属模具的现象中的应力进行模拟。进行考虑成形制品达到大气温度之前的成形制品的温度以及粘弹性特性的应力模拟,并考虑到从成形制品达到大气温度至经过指定时间为止大气中的成形制品的粘弹性特性进行应力模拟。对于冷却条件而言,求出用于将时效变化引起的收缩率控制在容许值以下时所需的冷却条件。
在想要通过数学分析求出由注塑成形形成的树脂成形制品的、成形(冷却)工序中的温度历程,并准确预测弯曲、收缩等的变形量的情况下,需要除了考虑受到流经金属模具内的温度调节流路的加热介质或冷却介质的影响(金属模具的加热、冷却)以外,还考虑注射到金属模具内并到达模穴表面的树脂所拥有的热量的影响来分析模穴的表面温度分布、历程,并且,以这样分析出的模穴表面温度的分布、历程为基础,分析成形工艺(冷却工序)中的树脂成形制品的温度历程,并预测弯曲、收缩等的变形量,即需要进行结合金属模具分析和成形制品分析双方的数值分析。
发明内容
本发明的课题在于,提供结合金属模具分析和成形制品分析来计算通过注塑成形形成的成形制品的形状的注塑成形模拟装置和注塑成形模拟方法。
本发明的另一课题在于,提供结合金属模具分析和成形制品分析更加准确地计算通过注塑成形形成的成形制品的形状的注塑成形模拟装置和注塑成形模拟方法。
本发明的另一课题在于,提供能更迅速计算出通过注塑成形形成的成形制品的形状的注塑成形模拟装置和注塑成形模拟方法。
本发明的另一课题在于,提供能更加准确并更迅速地计算出通过注塑成形形成的成形制品的形状的注塑成形模拟装置和注塑成形模拟方法。
在本发明的观点中,注塑成形模拟装置,包括:金属模具条件收集部,收集形成有模穴的金属模具的金属模具形状、对金属模具进行加热的加热条件以及对金属模具进行冷却的冷却条件;金属模具模拟部,根据金属模具形状、加热条件和冷却条件,计算出模穴的表面温度;树脂条件收集部,收集注射填充到模穴内的树脂的性质;和树脂模拟部,根据树脂的性质和模穴表面温度,计算出将树脂注射到模穴内时的树脂的动态,并根据该树脂的动态,计算出由注射到模穴的树脂形成的成形制品的形状。这种注塑成形模拟装置能够模拟出对注射到加热后的金属模具中的树脂进行冷却而形成的成形制品的形状。树脂在填充到模穴的中途就被冷却,会对成形制品的形状带来影响。根据这种计算,注塑成形模拟装置能够更加准确地计算出成形制品的形状。
优选的是,金属模具模拟部根据树脂的动态计算出模穴表面温度。模穴表面也会被树脂加热。根据这种计算,注塑成形模拟装置能够更加准确地计算出模穴表面温度。
优选的是,金属模具模拟部独立于树脂的动态地计算出模穴表面温度。一般情况下,金属模具的比热远大于树脂,对于模穴表面温度而言,能够独立于树脂的动态计算出模穴表面温度。进而优选的是,这种注塑成形模拟装置通过结合树脂动态来更加迅速地计算出模穴表面温度。
模穴表面温度表示多个时刻的模穴表面温度。此时,进而优选的是,金属模具模拟部进一步根据该动态中的从多个时刻抽取的时刻的动态计算出模穴表面温度。这种注塑成形模拟装置,通过结合树脂的动态计算出模穴表面温度,能迅速地进行计算,并且通过独立于树脂的动态地计算出模穴表面温度,能够更加准确地计算出模穴表面温度,能够更加准确地计算出成形制品的形状。
优选的是,金属模具模拟部对在特定时刻瞬时填充全部树脂的树脂填充工序进行模型化,从而计算出模穴表面温度。进而优选的是,金属模具模拟部将所注射填充的全部树脂分割为多份,并对在各个特定时刻瞬时填充所分割的各个量的树脂的树脂填充工序进行模型化,从而计算出模穴表面温度。
金属模具模拟部进而计算出模穴表面变形的变形量。此时优选的是,树脂模拟部进一步根据模穴表面的变形量,计算出成形制品的形状。模穴表面因热而变形。成形制品的形状会影响模穴表面的变形。根据这种计算,注塑成形模拟装置能够更加准确地计算出成形制品的形状。
树脂模拟部进而计算出由树脂施加在模穴表面上的压力分布。此时优选的是,金属模具进一步根据压力分布计算出变形量。模穴表面因压力而进一步变形。根据这种计算,注塑成形模拟装置能够更加准确地计算成形制品的形状。
本发明的注塑成形模拟程序为通过作为计算机的注塑成形模拟装置执行的计算机程序,作为该计算机程序部分,其包括:收集形成有模穴的金属模具的金属模具形状、对金属模具进行加热的加热条件以及对金属模具进行冷却的冷却条件的步骤;根据金属模具形状、加热条件和冷却条件,计算出模穴的表面温度的步骤;收集注射填充到模穴内的树脂的性质的步骤;和根据树脂的性质和模穴表面温度,计算出将树脂注射到模穴内时的树脂的动态,并根据该树脂的动态,计算出由注射到模穴的树脂形成的成形制品的形状的步骤。此时,能够模拟出对注射到金属模具的被加热树脂进行冷却而形成的成形制品的形状。树脂在填充到模穴的途中就被冷却,会对成形制品的形状带来影响。根据这种计算,能够更加准确地计算出成形制品的形状。
优选的是,进一步根据树脂的动态被计算出模穴表面温度。模穴表面也会被树脂加热。根据这种计算,能够更加准确地计算出模穴表面温度。
优选的是,独立于树脂的动态地计算出模穴表面温度。一般情况下,金属模具的比热远大于树脂,能够独立于树脂的动态地计算出模穴表面温度。进而优选的是,通过结合树脂动态来更加迅速地计算出模穴表面温度。
模穴表面温度表示多个时刻的模穴表面温度,优选的是,进一步根据该动态中的从多个时刻抽取的时刻的动态计算出模穴表面温度。此时,通过结合树脂的动态计算出模穴表面温度,能迅速地进行计算,并且通过独立于树脂的动态地计算出模穴表面温度,能够更加准确地计算出模穴表面温度,能够更加准确地计算出成形制品的形状。
优选的是,对在特定时刻瞬时填充全部树脂的树脂填充工序进行模型化,从而计算出模穴表面温度。进而优选的是,将所注射填充的全部树脂分割为多份,并对在各个特定时刻瞬时填充所分割的各个量的树脂的树脂填充工序实现模型化,从而计算出模穴表面温度。
本发明的注塑成形模拟程序进一步具有计算模穴表面变形的变形量的步骤。此时优选的是,进一步根据变形量计算出成形制品的形状。模穴表面因热而变形。成形制品的形状会影响模穴表面的变形。根据这种计算,能够更加准确地计算成形制品的形状。
本发明的注塑成形模拟程序进一步具有计算由树脂施加在模穴表面上的压力分布的步骤。此时优选的是,进一步根据压力分布计算出变形量。模穴表面因压力而进一步变形。根据这种计算,能够更加准确地计算出成形制品的形状。
本发明的注塑成形模拟方法,包括:收集形成有模穴的金属模具的金属模具形状、对金属模具进行加热的加热条件以及对金属模具进行冷却的冷却条件的步骤;根据金属模具形状、加热条件和冷却条件,计算出模穴的表面温度的步骤;收集注射填充到模穴内的树脂的性质的步骤;和根据树脂的性质和模穴表面温度,计算出将树脂注射到模穴内时的树脂的动态,并根据该树脂的动态,计算出由注射到模穴的树脂形成的成形制品的形状的步骤。此时,能够模拟出对注射到加热后的金属模具内的树脂进行冷却而形成的成形制品的形状。树脂在填充到模穴的途中就被冷却,会对成形制品的形状带来影响。根据这种计算,能够更加准确地计算出成形制品的形状。
优选的是,进一步根据树脂的动态计算出模穴表面温度。模穴表面也会被树脂加热。根据这种计算,能够更加准确地计算出模穴表面温度。
优选的是,独立于树脂的动态地计算出模穴表面温度。一般情况下,金属模具的比热远大于树脂,能够独立于树脂的动态地计算出模穴表面温度。进而优选的是,通过结合树脂动态来更加迅速地计算出模穴表面温度。
模穴表面温度表示多个时刻的模穴表面温度,优选的是,进一步根据该动态中的从多个时刻抽取的时刻的动态计算出模穴表面温度。此时,通过结合树脂的动态计算出模穴表面温度,能迅速地进行计算,并且通过独立于树脂的动态地计算出模穴表面温度,能够更加准确地计算出模穴表面温度,能够更加准确地计算出成形制品的形状。
优选的是,对在特定时刻瞬时填充全部树脂的树脂填充工序进行模型化,从而计算出模穴表面温度。进而优选的是,将注射填充的全部树脂分割为多份,并对在各个特定时刻瞬时填充所分割的各个量的树脂的树脂填充工序实现模型化,从而计算出模穴表面温度。
本发明的注塑成形模拟方法进一步具有计算模穴表面变形的变形量的步骤。此时优选的是,进一步根据模穴的变形量计算出成形制品的形状。模穴表面因热而变形。成形制品的形状会影响模穴表面的变形。根据这种计算,能够更加准确地计算出成形制品的形状。
本发明的注塑成形模拟方法进一步具有计算由树脂施加在模穴表面上的压力分布的步骤。此时优选的是,进一步根据压力分布计算出变形量。模穴表面因压力而进一步变形。根据这种计算,能够更加准确地计算出成形制品的形状。
本发明的金属模具的制造方法是生产金属模具的方法,优选包括:执行本发明的注塑成形模拟方法的步骤;在成形制品的形状不适合时,改变金属模具形状的步骤;和在成形制品形状适合时,制造满足金属模具形状的真正的金属模具的步骤。
本发明的注塑成形方法是生产成形制品的方法,优选包括:本发明的注塑成形模拟方法的步骤;在成形制品形状不适合时,改变加热条件和冷却条件的步骤;和在成形制品形状适合时,利用满足金属模具形状的真正的金属模具,满足加热条件和冷却条件地进行注塑成形的步骤。
附图说明
图1是表示现有的金属模具的透视剖视图。
图2是表示现有的注塑成形中冷却水的温度变化的图表。
图3是表示在本发明的注塑成形中使用的金属模具的透视剖视图
图4是表示本发明的注塑成形中的冷却水的温度变化的图表。
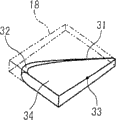
图5是表示填充到模穴内的熔融树脂的透视图。
图6是表示本发明第1实施例的注塑成形模拟装置的框图。
图7是表示在本发明第1实施例中设计金属模具和运转条件的动作的流程图。
图8是表示在本发明第1实施例中验证运转条件的动作的流程图。
图9是表示在本发明第1实施例中对金属模具的模穴表面的动态进行模拟的动作的流程图。
图10是表示在本发明第1实施例中对树脂的动态进行模拟的动作的流程图。
具体实施方式
参照附图对本发明实施例的注塑成形模拟装置进行说明。如图3所示,作为该注塑成形模拟装置的模拟对象的金属模具10,由移动侧金属模具11和固定侧金属模具12构成。在注射填充塑性熔化的树脂材料,并使其冷却而形成成形制品的注塑成形机中,使用金属模具10。固定侧金属模具12固定在注塑成形机的壳体(未图示)上。移动侧金属模具11可向固定侧金属模具12进退地支撑在壳体(未图示)上。
移动侧金属模具11包括外部模具14和内部模具15。在外部模具14上形成有凹部,内部模具15配置在形成于外部模具14上的凹部中而受到支承。在内部模具15中,在与外部模具14接触的表面形成有多个槽,在将内部模具15支承在外部模具14上时,这些槽形成多个流路21。在外部模具14中还形成有上游侧流路和下游侧流路(未图示)。其上游侧流路使流路21的上游侧端与外部的加热冷却介质供给源(未图示)的排出侧相连,其下游侧流路使流路21的下游侧端与上述外部的加热冷却介质供给源的吸入侧相连。
固定侧金属模具12包括外部模具16和内部模具17。在外部模具16中形成有凹部,内部模具17配置在形成于外部模具17上的上述凹部中而受到支承。在内部模具17中,在与外部模具16接触的表面形成有多个槽,当内部模具17支承在外部模具16时,这些槽形成多个流路22。在外部模具16中,还形成有上游侧流路和下游侧流路(未图示)。其上游侧流路使流路22的上游侧端与外部的加热冷却介质供给源(未图示)的排出侧或吸入侧中的任一侧相连,其下游侧流路使流路22的下游侧端与上述外部的加热冷却介质供给源的排出侧或吸入侧中的另一侧相连。
在内部模具15的不与外部模具14接触的表面形成有凹部,在内部模具17的不与外部模具16接触的表面也形成凹部。在移动侧金属模具11与固定侧金属模具12紧密贴合时,这些凹部形成模穴18。在金属模具10中还形成有浇口(未图示)。模穴18通过该浇口与注塑成形机的注射缸(未图示)连通。
使用金属模具10的注塑成形机包括未图示的可塑化机构、注射机构、合模机构以及加热冷却机构。可塑化机构,熔融作为原料的塑性树脂而生成熔融树脂。注射机构,将由可塑化机构生成的熔融树脂注入模穴18中。合模机构,使移动侧金属模具11向固定侧金属模具12进退而对模具进行开闭,并且能够使移动侧金属模具11与固定侧金属模具12合模。加热冷却机构,具有生成冷水的冷水供给源、生成热水的热水供给源以及将该冷水或热水中的一方供给到流路21、22的阀,使冷水在流路21、22中流动而对模穴18的表面进行冷却,并使热水在流路21、22中流动而对模穴118的表面进行加热。
图4表示使用金属模具10的注塑成形方法,表示供给到流路21、22中的加热冷却介质(水)的温度变化。在该注塑成形方法中,重复执行将树脂材料熔融,并将其注射填充到金属模具模穴内,进行冷却而形成成形制品后取出之前的注塑成形的1个周期Δt。注塑成形的1个周期Δt包含金属模具加热期间Δt1、树脂填充期间Δt2、金属模具冷却期间Δt3以及成形制品取出期间Δt4。在金属模具加热期间Δt1,通过加热冷却机构向流路21、22供给热水,从而对模穴18的模穴表面进行加热。在树脂填充期间Δt2,通过注射机构将由可塑化机构生成的熔融树脂注射填充到模穴18。在金属模具冷却期间Δt3,通过加热冷却机构向流路21、22供给冷水,从而对模穴118的模穴表面进行冷却。在成形制品取出期间Δt4,通过合模机构使移动侧金属模具11向远离固定侧金属模具12的方向移动,由此开模而从模穴18取出成形制品,取出成形制品后,使移动侧金属模具11向固定侧模具12移动,从而使移动侧金属模具11与固定侧模具12闭模、合模而准备下一个注塑成形周期。
加热冷却机构,将热水或冷水持续供给到流路21、22。即,加热冷却机构在金属模具加热期间Δt1和树脂填充期间Δt2向流路21、22供给热水;而在金属模具冷却期间Δt3和成形制品取出期间Δt4向流路21、22供给冷水。
图5表示注射到模穴18内的树脂的动态。通过形成于金属模具10上的浇口33,将该树脂31注射到模穴18内。该树脂31的表面由在将树脂31填充到模穴18之前不与模穴18的模穴表面接触的熔融前部32和与模穴表面接触的接触面34形成。通过浇口33将树脂31注射到模穴18内时,熔融前部32从模穴表面中接近浇口33的区域向模穴表面中远离浇口33的区域移动,最终消失。接触面34的面积随着树脂31注射到模穴18而增大,最终与模穴表面相一致。树脂31从接触面34向金属模具10放热。
图6表示本发明的注塑成形模拟装置。该注塑成形模拟装置1为包括未图示的CPU、存储装置、输入装置以及输出装置的信息处理装置(计算机)。作为这种信息处理装置,例如有个人计算机、工作站。输入装置为由使用者操作来将生成的信息输入到注塑成形模拟装置1的装置,例如有记录介质的读取装置、键盘。作为输出装置,例如有显示器、打印机。在该注塑成形模拟装置1中,金属模具条件收集部2、金属模具模拟部3、树脂条件收集部4和树脂模拟部5通过计算机程序实现。
金属模具条件收集部2,从输入装置收集使用者利用该输入装置输入的金属模具条件。该金属模具条件表示金属模具的结构和运转条件。上述金属模具的结构表示模穴18的形状、流路21,22的剖面形状以及流路21,22的布置。上述运转条件包含加热条件和冷却条件。该加热条件表示由流路21,22供给的热水的温度和流量。该冷却条件表示由流路21,22供给的冷水的温度和流量。
金属模具模拟部3,根据通过金属模具条件收集部2收集的金属模具条件,形成金属模具10的数学模型,并利用该数学模型计算出模穴表面的温度分布、温度变化和热变形。温度分布分别表示将模穴18的模穴表面分割成的多个微小区域的某一时刻的温度。温度变化表示各微小区域在以规定时间间隔对时间进行划分的多个时刻的温度。热变形表示在上述多个时刻的该微小区域的移动量。作为这种数值计算方法,例如有例将金属模具10分割为微小要素后进行计算的方法,例如有限要素法、差分法、有限体积法、边界要素法等。此时,金属模具模拟部3不使用由树脂模拟部5计算出的结果而独立工作。
树脂条件收集部4,从输入装置收集使用者利用输入装置输入的树脂条件。该树脂条件表示注射到模穴18内的树脂的物性和成形条件。该物性表示出显示各温度下的粘度的粘度特性和显示传热率与压力、体积、温度的关系的PVT特性。该成形条件表示浇口33的位置以及将树脂注射到模穴18内的注射速度和注射到模穴18内时的树脂温度。
树脂模拟部5,根据由树脂条件收集部4收集的树脂条件,生成树脂31的数学模型,并利用该数学模型,根据由金属模具模拟部3计算出的模穴表面的温度分布、温度变化和热变形计算出树脂31的动态和成形制品的形状。该动态表示将树脂31分割成的多个微小要素的位置、温度、压力。作为这种树脂计算方法,例如有将树脂31分割为微小要素后进行计算的方法,例如有限要素法、差分法、有限体积法、边界要素法等。
本发明的金属模具制造方法的实施例具有设计金属模具及运转条件的动作和验证运转条件的动作。
图7表示设计金属模具和运转条件的动作。设计者首先根据目标成形制品的形状,适当地设计金属模具的结构和运转条件(步骤S1)。设计者将所设计出的该金属模具的结构和运转条件输入到注塑成形模拟装置1,并将形成目标成形制品的树脂的树脂条件输入到注塑成形模拟装置1。注塑成形模拟装置1,根据所输入的信息,对金属模具的动态和树脂的动态进行模拟,从而计算出成形制品的形状(步骤S2)。在计算出的成形制品的形状与目标形状之间的误差超出容许范围而不适合时(步骤S3,否),设计者参照计算出的成形制品的形状,重新设计金属模具的形状和运转条件,以使成形制品形成目标形状(步骤S1)。重复执行步骤S1、S2的动作,直至计算出的成形制品的形状与目标形状之间的误差包含在容许范围内。
图8包括验证运转条件的动作。设计者根据通过图7的动作设计出的金属模具的结构制造金属模具(步骤S10)。设计者还根据通过图7的动作设计出的运转条件,利用该金属模具进行注塑成形(步骤S11)。设计者测量所成形的成形制品的形状,判断所成形的成形制品的形状与目标形状之间的误差是否超出容许范围(步骤S12)。
在误差超出容许范围时(步骤S12,否),设计者改变运转条件以使误差不超出容许范围(步骤S13)。当设计者判断通过运转条件的改变该误差必定不会超出容许范围时(步骤S14,否),执行图5的操作,重新设计金属模具的形状和运转条件,以防止产生缺陷(步骤S15)。
根据这种金属模具制造方法,能够更容易且更可靠地设计出所成形的成形制品的形状与目标形状之间的误差不会超出容许范围的金属模具的结构与运转条件。
本发明的注塑成形方法的实施例由如下动作形成:在图7的动作中,利用根据计算出的成形制品的形状与目标形状之间的误差包含在容许范围内时设计出的金属模具的结构制成的金属模具,并满足此时设计的运转条件地进行注塑成形。根据这种注塑成形方法,成形制品容易形成目标形状,因而优选。这种注塑成形方法还可以满足在图6的动作中设计出的运转条件地进行注塑成形,从而能够更容易且更可靠地使成形制品形成目标形状。
本发明的注塑成形模拟方法的实施例由本发明的注塑成形模拟装置1来执行,并且,其为图7中所示动作中的步骤S2的处理。该注塑成形模拟方法具有对金属模具的模穴表面的动态进行模拟的动作和对树脂的动态进行模拟的动作。
图9表示对金属模具的模穴表面的动态进行模拟的动作。首先,设计者将设计出的该金属模具的结构和运转条件输入到注塑成形模拟装置1(步骤S21)。注塑成形模拟装置1根据该金属模具的结构和运转条件,生成金属模具10的数学模型,并利用该数学模型计算出模穴表面的温度分布、温度变化和热变形(步骤S22)。该温度分布分别表示分割模穴18的模穴表面的多个微小区域的某一时刻的温度。温度变化表示各微小区域在以规定时间间隔对时间进行划分的多个时刻的温度。热变形表示该微小区域在上述多个时刻的移动量。
图10表示对树脂的动态进行模拟的动作。首先,设计者将形成目标成形制品的树脂的树脂条件输入到注塑成形模拟装置1(步骤S31)。该树脂条件表示注射到模穴18的树脂的物性和成形条件。该物性表示显示了各温度下的粘度的粘度特性和显示了传热率与压力、体积、温度的关系的PVT特性。该成形条件表示浇口33的位置、将树脂注射到模穴18中的注射速度以及注射到模穴18时的树脂温度。注塑成形模拟装置1还收集通过图9的动作计算出的模穴表面的温度分布、温度变化与热变形(步骤S32)。
注塑成形模拟装置1,根据所输入的树脂条件生成熔融树脂31的数学模型,并利用该数学模型,根据通过图9的动作计算出的模穴表面的温度分布、温度变化与热变形,计算出熔融树脂31的动态和成形制品的形状(步骤S33)。该动态表示将熔融树脂31分割成的多个微小要素的位置、温度、压力。注塑成形模拟装置1将所计算出的熔融树脂31的动态和成形制品的形状显示在显示器中,并将它们打印在纸张上,以使设计者能够识别(步骤S34)。
根据这种注塑成形模拟方法,能够模拟出通过对注射到加热后的金属模具10中的树脂31进行冷却而形成成形制品的注塑成形形成的成形制品的形状。一般情况下,金属模具10的比热远大于树脂31,因而对于模穴表面温度而言,即使独立于树脂31的动态地计算出模穴表面温度,其误差也非常小。根据这种计算,通过结合树脂31的动态能够更加迅速地计算出模穴表面温度。
在本发明的注塑成形模拟装置的第2实施例中,上述实施例中的金属模具模拟部3被换成另一金属模具部。该另一金属模具模拟部根据由金属模具条件收集部2收集的金属模具条件,生成金属模具10的数学模型,并根据由树脂模拟部5计算出的结果,利用该数学模型计算出模穴表面的温度分布、温度变化和热变形。即,该金属模具模拟部考虑到树脂31会加热金属模具10而计算出模穴表面的温度分布、温度变化和热变形。
在本发明的注塑成形模拟方法的第3实施例中,通过应用该金属模具模拟部的注塑成形模拟装置1执行,同时进行对上述实施例中的金属模具的模拟表面的动态进行模拟的动作以及对树脂的动态进行模拟的动作。即,在图9的动作的步骤S21中,注塑成形模拟装置1根据该金属模具的结构和运转条件,生成金属模具10的数学模型,根据通过图10的动作的步骤33计算出的结果,利用该数学模型,计算出模穴表面的温度分布、温度变化和热变形。即,注塑成形模拟装置1是考虑到树脂31会加热金属模具10而计算出模穴表面的温度分布、温度变化和热变形的。
模穴表面也会被树脂31加热。根据这种计算,虽然注塑成形模拟装置1计算较慢,但与独立于树脂的动态地计算金属模具的模穴表面的动态相比,能够更加准确地计算出模穴表面温度。
在本发明的注塑成形模拟装置的第4实施例中,上述实施例中的金属模具模拟部3被换成另一金属模具模拟部。该金属模具模拟部在通过树脂模拟部5计算出的熔融树脂31的动态中,抽取在将填充熔融树脂31的时间分割为1次或多次的时刻的动态。该金属模具模拟部根据所抽取的该动态,利用其数学模型计算出模穴表面的温度分布、温度变化和热变形。
金属模具模拟部作为瞬时将树脂31中的一块填充在模穴18内的装置,计算出模穴表面的温度分布、温度变化和热变形。或者,该金属模具模拟部作为将由树脂31分割成的多块(5,6块)分几次填充到模穴18中的装置,计算出模穴表面的温度分布、温度变化和热变形。
在本发明的注塑成形模拟方法的第5实施例中,其通过应用该金属模具模拟部的注塑成形模拟装置1来执行,可同时执行上述实施例中的对金属模具的模拟表面的动态进行模拟的动作和对树脂的动态进行模拟的动作。即,在图9的动作的步骤S21中,注塑成形模拟装置1,根据该金属模具的结构和运转条件,生成金属模具10的数学模型。注塑成形模拟装置1在通过图10的操作步骤33计算出的熔融树脂31的动态中,抽取在将填充熔融树脂31的时间分割为1次或多次的时刻的动态。注塑成形模拟装置1根据所抽取的动态,利用其数学模型计算出模穴表面的温度分布、温度变化和热变形。即,注塑成形模拟装置1作为瞬时将树脂31中的一块填充到模穴18中的装置,计算出模穴表面的温度分布、温度变化和热变形。或者,注塑成形模拟装置1作为将由树脂31分割成的多块(5,6块)分几次填充到模穴18的装置,计算出模穴表面的温度分布、温度变化和热变形。
根据这种计算,注塑成形模拟装置1,与独立于树脂的动态地计算金属模具的模穴表面的动态的情况相比,能够更加准确地计算出模穴表面温度,并且,与具体模拟树脂的流动而计算模穴表面温度的情况相比,计算更快。
根据本发明的注塑成形模拟装置和注塑成形模拟方法,能够模拟出通过将塑性熔化的树脂材料注射填充到被加热冷却的金属模具中,并在冷却后作为成形制品取出的注塑成形形成的成形制品的特性。
Claims (25)
1.一种注塑成形模拟装置,其包括:
金属模具条件收集部,收集形成有模穴的金属模具的金属模具形状、对所述金属模具进行加热的加热条件以及对所述金属模具进行冷却的冷却条件;
金属模具模拟部,根据所述金属模具形状、所述加热条件和所述冷却条件,计算出所述模穴的表面温度;
树脂条件收集部,收集注射填充到所述模穴内的树脂的性质;和
树脂模拟部,根据所述树脂的性质和所述模穴表面温度计算出将所述树脂注射到所述模穴时的树脂的动态,并根据所述树脂的动态计算出由注射到模穴内的树脂形成的成形制品的特性。
2.根据权利要求1所述的注塑成形模拟装置,其中,所述金属模具模拟部进而根据所述树脂的动态计算出所述模穴表面温度。
3.根据权利要求1所述的注塑成形模拟装置,其中,所述金属模具模拟部,以独立于所述树脂的动态的方式计算出所述模穴表面温度。
4.根据权利要求1所述的注塑成形模拟装置,其中,所述金属模具模拟部,对在特定时刻瞬时填充全部树脂的树脂填充工序进行模型化,从而计算出所述模穴表面温度。
5.根据权利要求1所述的注塑成形模拟装置,其中,所述金属模具模拟部,将所注射填充的全部树脂分割为多份,并对在各个特定时刻瞬时填充所分割成的各个量的树脂的树脂填充工序进行模型化,从而计算出所述模穴表面温度。
6.根据权利要求1至5中的任一项所述的注塑成形模拟装置,其中,
所述金属模具模拟部进而计算出所述模穴表面变形的变形量;
所述树脂模拟部,根据所述模穴表面的变形量计算出所述成形制品特性。
7.根据权利要求6所述的注塑成形模拟装置,其中,
所述树脂模拟部进而计算出由所述树脂施加在所述模穴表面上的压力分布;
所述金属模具模拟部进而根据所述压力分布计算出所述变形量。
8.根据权利要求1~3中的任一项所述的注塑成形模拟装置,其中,
所述模穴表面温度是非稳定的。
9.根据权利要求8所述的注塑成形模拟装置,其中,
所述金属模具模拟部进而计算出所述模穴表面变形的变形量;
所述树脂模拟部根据所述模穴表面的变形量计算出所述成形制品的特性。
10.根据权利要求9所述的注塑成形模拟装置,其中,
所述树脂模拟部进而计算出由所述树脂施加在所述模穴表面上的压力分布;
所述金属模具模拟部进而根据所述压力分布计算出所述变形量。
11.根据权利要求1所述的注塑成形模拟装置,其中,
所述加热条件,表示向形成于所述金属模具的流路供给的热水的温度和流量,
所述冷却条件,表示向所述流路供给的冷水的温度和流量。
12.一种注塑成形模拟方法,其包括:
收集形成有模穴的金属模具的金属模具形状、对所述金属模具进行加热的加热条件以及对所述金属模具进行冷却的冷却条件的步骤;
根据所述金属模具形状、所述加热条件和所述冷却条件,计算出所述模穴的表面温度的步骤;
收集注射填充到所述模穴内的树脂的性质的步骤;和
根据所述树脂的性质和所述模穴表面温度计算出将所述树脂注射到所述模穴内时的树脂的动态,并根据所述树脂的动态计算出由注射到模穴内的树脂形成的成形制品的特性的步骤。
13.根据权利要求12所述的注塑成形模拟方法,其中,进而根据所述树脂的动态计算出所述模穴表面温度。
14.根据权利要求12所述的注塑成形模拟方法,其中,以独立于所述树脂的动态的方式计算出所述模穴表面温度。
15.根据权利要求12所述的注塑成形模拟方法,其中,对在特定时刻瞬时填充全部树脂的树脂填充工序进行模型化,从而计算出所述模穴表面温度。
16.根据权利要求12所述的注塑成形模拟方法,其中,将所注射填充的全部树脂分割为多份,并对在各个特定时刻瞬时填充所分割成的各个量的树脂的树脂填充工序进行模型化,从而计算出所述模穴表面温度。
17.根据权利要求12至16中的任一项所述的注塑成形模拟方法,其中,
还包括计算所述模穴表面变形的变形量的步骤;
进而根据所述变形量计算出所述成形制品的形状。
18.根据权利要求17所述的注塑成形模拟方法,其中,
还包括计算由所述树脂施加在所述模穴表面上的压力分布的步骤;
进而根据所述压力分布计算出所述变形量。
19.根据权利要求12~14中任意一项所述的注塑成形模拟方法,其中,
所述模穴表面温度是非稳定的。
20.根据权利要求19所述的注塑成形模拟方法,其中,
还包括计算出所述模穴表面变形的变形量的步骤,
进而根据所述变形量计算出所述成形制品形状。
21.根据权利要求20所述的注塑成形模拟方法,其中,
还包括计算出由所述树脂施加到所述模穴表面上的压力分布的步骤,
进而根据所述压力分布计算出所述变形量。
22.一种金属模具制造方法,其包括:
收集形成有模穴的金属模具的金属模具形状、对所述金属模具进行加热的加热条件以及对所述金属模具进行冷却的冷却条件的步骤;
根据所述金属模具形状、所述加热条件和所述冷却条件,计算出所述模穴的表面温度的步骤;
收集注射填充到所述模穴内的树脂的性质的步骤;
根据所述树脂的性质和所述模穴表面温度计算出将所述树脂注射到所述模穴内时的树脂的动态,并根据所述树脂的动态计算出由注射到模穴内的树脂形成的成形制品的特性的步骤;
在所述成形制品形状不适合时,改变所述金属模具形状的步骤;和
在所述成形制品形状适合时,制造满足所述金属模具形状的真正的金属模具的步骤。
23.根据权利要求22所述的金属模具制造方法,其中,
所述模穴表面温度是非稳定的。
24.一种注塑成形方法,其包括:
收集形成有模穴的金属模具的金属模具形状、对所述金属模具进行加热的加热条件以及对所述金属模具进行冷却的冷却条件的步骤;
根据所述金属模具形状、所述加热条件和所述冷却条件,计算出所述模穴的表面温度的步骤;
收集注射填充到所述模穴内的树脂的性质的步骤;
根据所述树脂的性质和所述模穴表面温度计算出将所述树脂注射到所述模穴内时的树脂的动态,并根据所述树脂的动态计算出由注射到模穴内的树脂形成的成形制品的特性的步骤;
在所述成形制品形状不适合时,改变所述加热条件和所述冷却条件的步骤;和
在所述成形制品形状适合时,利用满足所述金属模具形状的真正的金属模具,满足所述加热条件和所述冷却条件地进行注塑成形的步骤。
25.根据权利要求24所述的注塑成形方法,其中,
所述模穴表面温度是非稳定的。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004366716A JP4716484B2 (ja) | 2004-12-17 | 2004-12-17 | 射出成形シミュレーション装置及び射出成形シミュレーション方法 |
| JP366716/2004 | 2004-12-17 | ||
| PCT/JP2005/023077 WO2006064885A1 (ja) | 2004-12-17 | 2005-12-15 | 射出成形シミュレーション装置及び射出成形シミュレーション方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN101080717A CN101080717A (zh) | 2007-11-28 |
| CN100535908C true CN100535908C (zh) | 2009-09-02 |
Family
ID=36587940
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB2005800434866A Active CN100535908C (zh) | 2004-12-17 | 2005-12-15 | 注塑成形模拟装置以及注塑成形模拟方法 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP4716484B2 (zh) |
| KR (1) | KR100886992B1 (zh) |
| CN (1) | CN100535908C (zh) |
| TW (1) | TW200626344A (zh) |
| WO (1) | WO2006064885A1 (zh) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5349859B2 (ja) * | 2008-07-31 | 2013-11-20 | キヤノン株式会社 | 成形品形状の予測方法、成形品の製造方法、成形品形状の予測プログラムとその記憶媒体 |
| KR101052263B1 (ko) * | 2008-12-26 | 2011-07-27 | 주식회사 포스코 | 열간프레스성형 금형의 설계방법 |
| US8682620B2 (en) * | 2010-11-19 | 2014-03-25 | The Procter And Gamble Company | Method for designing extrusion dies |
| CN102974703B (zh) * | 2012-11-29 | 2015-03-18 | 机械科学研究总院先进制造技术研究中心 | 一种模拟模具冷却系统的实验装置 |
| TWI571375B (zh) * | 2014-01-14 | 2017-02-21 | 中原大學 | 智能化射出成型系統及其方法 |
| TWI571374B (zh) * | 2014-01-14 | 2017-02-21 | 中原大學 | 智能化射出成型系統及其方法 |
| FR3017473B1 (fr) * | 2014-02-12 | 2016-03-04 | Faurecia Bloc Avant | Estimation d'une grandeur relative a un procede de fabrication d'une piece par injection de matiere |
| US9216532B2 (en) * | 2014-02-14 | 2015-12-22 | GM Global Technology Operations LLC | Injection mold assembly |
| CN105374267A (zh) * | 2015-12-09 | 2016-03-02 | 天津天堰科技股份有限公司 | 婴幼儿囟门模拟装置 |
| KR101868131B1 (ko) * | 2016-09-23 | 2018-06-18 | 주식회사 서연이화 | 도어트림 사출 성형 프로세스 최적화방법 |
| CN112140413B (zh) * | 2020-09-02 | 2022-04-08 | 金发科技股份有限公司 | 一种塑料制件开模收缩率的预测方法及系统 |
| JP2022052082A (ja) * | 2020-09-23 | 2022-04-04 | 株式会社日立製作所 | 射出成形システムおよび射出成形機の設定支援方法 |
| KR102682863B1 (ko) * | 2024-04-22 | 2024-07-09 | (주)서진정공 | 사출 불량 및 상태 분석을 위한 인공지능 모델을 활용한 사출 설비 스마트 제어 방법, 장치 및 시스템 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2540233B2 (ja) * | 1990-08-21 | 1996-10-02 | 積水化学工業株式会社 | 金型の統合解析システム |
| JPH10278085A (ja) * | 1997-04-08 | 1998-10-20 | Canon Inc | 射出成形プロセスにおける温度履歴予測装置及び方法 |
| JPH10278089A (ja) * | 1997-04-10 | 1998-10-20 | Canon Inc | 射出成形プロセスのシミュレーション方法及びその装置 |
| JP2000289076A (ja) * | 1999-04-02 | 2000-10-17 | Plamedia Research Corp | 樹脂成形シミュレーション方法 |
| JP4330404B2 (ja) * | 2002-08-27 | 2009-09-16 | 東レエンジニアリング株式会社 | 成形品の設計支援装置、設計支援方法およびソフトウェア |
-
2004
- 2004-12-17 JP JP2004366716A patent/JP4716484B2/ja active Active
-
2005
- 2005-12-15 CN CNB2005800434866A patent/CN100535908C/zh active Active
- 2005-12-15 KR KR1020077013522A patent/KR100886992B1/ko active IP Right Grant
- 2005-12-15 WO PCT/JP2005/023077 patent/WO2006064885A1/ja not_active Application Discontinuation
- 2005-12-16 TW TW094144960A patent/TW200626344A/zh unknown
Also Published As
| Publication number | Publication date |
|---|---|
| CN101080717A (zh) | 2007-11-28 |
| JP2006168280A (ja) | 2006-06-29 |
| TWI304763B (zh) | 2009-01-01 |
| WO2006064885A1 (ja) | 2006-06-22 |
| KR20070091144A (ko) | 2007-09-07 |
| TW200626344A (en) | 2006-08-01 |
| JP4716484B2 (ja) | 2011-07-06 |
| KR100886992B1 (ko) | 2009-03-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100535908C (zh) | 注塑成形模拟装置以及注塑成形模拟方法 | |
| Choi et al. | Prediction of shrinkage and warpage in consideration of residual stress in integrated simulation of injection molding | |
| López et al. | Injection moulding parameters influence on weight quality of complex parts by means of DOE application: Case study | |
| US9684295B2 (en) | Molding system and method for operating the same | |
| JP3226447B2 (ja) | プレス成形又は射出プレス成形のシミュレーション方法 | |
| JP6779316B2 (ja) | 射出成形機の成形条件推定方法 | |
| US9409335B1 (en) | Computer-implemented simulation method and non-transitory computer medium for use in molding process | |
| CN103802265A (zh) | 模拟装置及方法 | |
| Fu et al. | A method to predict early-ejected plastic part air-cooling behavior towards quality mold design and less molding cycle time | |
| Chen et al. | Analysis and modeling of effective parameters for dimension shrinkage variation of injection molded part with thin shell feature using response surface methodology | |
| CN102514140B (zh) | 一种注塑制品预变形的生产方法 | |
| Jin et al. | Analysis and design for reducing residual stress and distortion after ejection of injection molded part with metal-insert | |
| Wu et al. | The influence of cavity deformation on the shrinkage and warpage of an injection-molded part | |
| CN101691058A (zh) | 树脂成形品的气孔生成预测方法 | |
| JP2006168280A5 (zh) | ||
| Matarneh et al. | Highlights methodology of time characteristics optimization for plastic products production | |
| JPH0622840B2 (ja) | 成形プロセスシミユレ−シヨンシステム | |
| Li et al. | Modelling and simulation of residual stress and warpage in injection moulding | |
| US10864667B2 (en) | Molding system for preparing an in-mold decorated article | |
| Zhang et al. | Three-dimensional numerical simulation for plastic injection-compression molding | |
| Moritzer et al. | Numerical analysis and evaluation of process and geometry specific transient temperature fields for a new variation of gas-assisted injection molding | |
| Krizsma et al. | Coupled injection moulding simulation–thermal and mechanical simulation method to analyse the operational behaviour of additively manufactured polymeric injection moulds | |
| CN105899344A (zh) | 具有“零脱模斜度”的注射模塑零件的设计与制造方法 | |
| Su et al. | Precision injection moulding of micro components: Determination of heat transfer coefficient and precision process simulation | |
| Oh et al. | Development of warpage and residual stresses in film insert molded parts |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |