CN100525988C - 用于气体保护电弧焊的实芯焊丝 - Google Patents
用于气体保护电弧焊的实芯焊丝 Download PDFInfo
- Publication number
- CN100525988C CN100525988C CNB2006100925351A CN200610092535A CN100525988C CN 100525988 C CN100525988 C CN 100525988C CN B2006100925351 A CNB2006100925351 A CN B2006100925351A CN 200610092535 A CN200610092535 A CN 200610092535A CN 100525988 C CN100525988 C CN 100525988C
- Authority
- CN
- China
- Prior art keywords
- welding
- quality
- content
- welding wire
- solid core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0255—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0255—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in welding
- B23K35/0261—Rods, electrodes, wires
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
- B23K35/3053—Fe as the principal constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/16—Arc welding or cutting making use of shielding gas
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Arc Welding In General (AREA)
- Nonmetallic Welding Materials (AREA)
Abstract
一种用于气体保护电弧焊的实芯焊丝,以所述实芯焊丝的总质量为基础,含有0.03~0.15质量%的碳、0.50~1.50质量%的硅、1.00~3.00质量%的锰、0.020~0.150质量%的硫和选自由0.01~0.20质量%的钛、0.01~0.20质量%的锆、0.01~0.05质量%的镧和0.01~0.05质量%的铈组成的组中的至少一种;余量为铁和不可避免的杂质。在0.6~10mm厚的薄钢板焊接中,这种实芯焊丝甚至可以在1.0m/分钟或更高的高速焊接中也能稳定地形成焊珠并得到具有低的热裂纹敏感性和优异的疲劳强度、抗张强度和韧性的焊接接头。
Description
技术领域
本发明涉及用于例如汽车薄钢板等厚0.6~10mm的例如低碳薄钢板和高强度薄钢板的气体保护电弧焊的实芯焊丝。
背景技术
气体保护电弧焊焊接的结构必须具有较高的质量,其生产必须提供更彻底的劳动节约和更高的效率。在汽车工业中,例如使用焊接机器人的焊接完全自动化被推到了前台,在目前的商业生产线中以约1.0m/分钟的速度进行焊接。需要在更高的速度下更高效率地焊接。
薄钢板结构具有与全球环境问题相一致的重要技术机会。在它们中,在汽车工业中,为了降低重量,从而改进燃料效率,迫切需要降低使用高强度薄钢板的规格(降低尺寸)。但是,尽管焊接接头上的荷载应力增加,但因为与普通贱金属相比,焊接接头的疲劳强度没有增加,与常规低碳钢相等,所以得到的焊接制品不能表现出高强度薄钢板材料的原始疲劳强度。
当为了进一步改进焊接效率使用常规填料金属材料以超过1.3m/分钟的高速度进行焊接时,将形成例如底切焊珠和鼓包焊珠等不规则焊珠。另外,由于工件的挤压精度变化,所以搭接填角焊点的焊缝根部间隙(rootopening)经常变化,如果在大于1.9mm的根部间隙上进行高速的焊接,将发生例如烧透和穿孔等焊接缺陷。因此,强烈需要甚至在高速焊接时也能稳定地产生焊珠和产生能跨接根部间隙的宽焊珠的焊接材料。
在日本未审查专利申请公开(JP-A)第05-305476号公报中可以找到用于具有6mm或更小厚度的薄钢板的气体保护电弧焊的常规实芯焊丝。该实芯焊丝将改进以1.0m/分钟或更高的高速度焊接6mm厚的薄片的焊接加工性和焊接质量,含有0.02~0.10质量%的碳(C)、0.8~1.2质量%的硅(Si)、1.0~1.8质量%的锰(Mn)、0.020质量%或更低的磷(P)、0.020~0.100质量%的硫(S)、0.005质量%或更低的铝(Al)、0.0070质量%或更低的氧(O)和0.00790质量%或更低的氮(N),余量为铁(Fe)和不可避免的杂质,其中Mn与Si的比(Mn/Si)为1.2~1.8。该技术通过加入大量的硫以调节熔融金属的表面张力来改进高速焊接中的焊珠形成性。
使用常规的焊接材料高速焊接作基础金属的薄钢板经常产生凸焊道,甚至不引发不规则焊珠。由于焊接的焊边处的应力集中,这样的凸焊道常常导致疲劳强度降低。因此,必须以比常规技术低的焊接速度进行焊接。因此,为了使高强度钢更广泛地应用在这些结构中,需要提供可以提供高疲劳强度的焊接结构和维持满意的焊接效率的焊接材料。
给焊接接头赋予压缩应力的焊接材料通常用来改进接点的疲劳强度。具体地,可以通过降低马氏体转变开始温度(此后称为“马氏点(Ms点)”)降低残余应力,以便在低温就可以利用转变膨胀。例如,JP-A第11-138290号公报提出一种利用具有C、Cr、Ni、Si、Mn、Mo和Nb含量的典型的预定组成将马氏点控制在250℃~170℃的焊接材料。
但是,上述常规技术具有下列缺点。JP-A第05-305476号公报中描述的加到实芯焊丝中的硫(S)是一种采取一定的量就显著地改变界面张力和熔融金属的流动性以及可以实现高速焊接的元素。但是,硫促使热裂纹。在使用化合0.02%或更多的硫的填充金属材料的焊接金属中,该趋势(促使热裂纹)是明显的。尤其是,当在大于1.0mm的变化的根部间隙上以1.0m/分钟或更高的高速度进行焊接时,更经常地发生热裂纹。
由于随着硫量的增加,硫化物变粗,所以硫不仅引起热裂纹,而且减低材料的强度和韧性。根据日本工业标准(JIS)G 4804含硫高速切削钢材料,一种切削钢,通过含有大量的硫(SUM 24L,含有0.26~0.35质量%的硫),具有改进的切削性。但是,在需要一定水平的强度、韧性和其它机械性的焊接金属中,硫含量一般最小化到0.03%或更低,这是因为硫的存在对它们很有害。因此,JP-A第05-305476号公报中描述的实芯焊丝比通常的焊丝表现出稍微更高的热裂纹敏感性和更低的强度和韧性。
JP-A第11-138290号公报中描述的焊接材料含有大量的昂贵的合金金属,例如Cr和Ni,当用作实芯焊丝时表现出差的压延性,是很贵(高成本)的焊接材料。因为该焊接材料具有高的粘度,所以该焊接材料不能应用于薄钢板焊接所需要的高速焊接上。它也能防止增加飞溅(焊渣)的熔滴过渡。这样,该材料对实际焊丝具有差的应用性。
发明内容
在上述情况下,本发明的一个目的是提供一种用于气体保护电弧焊的实芯焊丝,甚至在1.0m/分钟或更高的高速焊接中也能稳定地形成焊珠,并且在具有0.6~10mm厚度的薄钢板的焊接中,能产生具有低的热裂纹敏感性和优异的疲劳强度、抗张强度和韧性的焊接接头。
具体地,本发明的第一方面提供一种用于气体保护电弧焊的实芯焊丝,以所述实芯焊丝的总质量为基础,含有0.03~0.15质量%的碳(C)、0.50~1.50质量%的硅(Si)、1.00~3.00质量%的锰(Mn)、0.020~0.150质量%的硫(S)、和选自由0.01~0.20质量%的钛(Ti)、0.01~0.20质量%的锆(Zr)、0.01~0.05质量%的镧(La)和0.01~0.05质量%的铈(Ce)组成的组中的至少一种;余量为铁和不可避免的杂质,其中磷(P)作为不可避免的杂质的含量为0.025质量%或更低,并且根据下列方程式1确定的“A”值为100或更大;
方程式1
其中[Mn]、[Ti]、[Zr]、[La]、[Ce]和[S]分别表示焊丝的Mn、Ti、Zr、La、Ce和S含量(质量%)。
以所述实芯焊丝的总质量为基础,本发明的实芯焊丝具有0.020~0.150质量%的特定硫(S)含量,这使得熔融金属很少流向背部,更多地流向宽度方向。所述实芯焊丝也具有1.00~3.00质量%的锰(Mn)含量。这使MnS结晶,从而所述实芯焊丝具有升高的共晶温度和降低的热裂纹敏感性。另外,实芯焊丝含有合适量的选自由倾向于形成硫化物的Ti、Zr、La和Ce组成的组中的至少一种。这导致形成含有这些元素的硫化物,具有高的熔点,使硫分散在基质相中。从而防止在晶界形成硫化物。另外,在实芯焊丝中,根据方程式1确定的“A”值设定为100或更大,从而可以在高速焊接中稳定地形成焊珠,甚至在高强度薄钢板的焊接中,也能得到具有降低的热裂纹敏感性和优异的疲劳强度的焊接接头。
实芯焊丝可具有1.50质量%或更高的锰(Mn)含量。这可以显著地降低热裂纹敏感性。
实芯焊丝还具有0.040质量%或更高的硫(S)含量。这能够在高速焊接中更稳定地形成焊珠,改进疲劳强度。
本发明在第二方面进一步提供一种用于气体保护电弧焊的实芯焊丝,以所述实芯焊丝的总质量为基础,含有0.02~0.15质量%的碳(C)、0.50~1.50质量%的硅(Si)、1.00~3.00质量%的锰(Mn)、0.020~0.150质量%的硫(S)、0.005~0.5质量%的铌(Nb)、和选自由0.005~0.5质量%的钒(V)、0.010~0.5质量%的铝(Al)、0.005~0.5质量%的铬(Cr)、0.005~0.5质量%的镍(Ni)、和0.0010~0.0100质量%的硼(B)组成的组中的至少一种;余量为铁和不可避免的杂质,其中磷(P)作为不可避免的杂质的含量为0.025质量%或更低。
因为硫和其它合金元素的含量被合适地调节,所以本发明的实芯焊丝甚至在高速焊接中也能稳定地形成焊珠,在高强度薄钢板的焊接中能产生具有降低的热裂纹敏感性和优异的疲劳强度、抗张强度和韧性的焊接接头。
另外,本发明在第三方面提供一种进行气体保护电弧焊的方法,包括使用上述用于气体保护电弧焊的实芯焊丝焊接具有0.6~10mm厚度的高强度薄钢板的步骤。
根据本发明,甚至在高速焊接中也能稳定地形成焊珠,甚至在具有0.6~10mm厚度的高强度薄钢板的焊接中也能得到具有降低的热裂纹敏感性和优异的疲劳强度、抗张强度和韧性的焊接接点。
本发明能形成焊渣少的具有优异的电沉积涂布性的宽的合适的焊珠。该优点在具有0.6~10mm厚度的薄钢板以1.0m/分钟或更高的高速进行焊接中特别显著。因此,在薄钢板的高速焊接中可以形成具有稳定形状的焊珠,可以得到具有优异的疲劳强度的焊接接头。另外,可以降低热裂纹敏感性,可以确保合适的强度和韧性。
从参照附图的优选方案的下列描述中将明显看到本发明的其他目的、特点和优点。
附图说明
图1是搭脚焊接接头的焊接的焊边的图;和
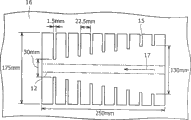
图2A是表示测试片取样位置的截面图,图2B是表示怎样制备鱼骨形抗裂试验的测试片的平面图。
具体实施方式
在为了达到所述目的的详细研究之后,本发明人发现在具有0.6~10mm厚度的薄钢板的焊接中发生下列现象:不规则焊珠的形成,硫诱导的热裂纹和焊接金属的疲劳强度、强度和韧性的降低。
规则焊珠的熔融焊池表面上的熔融金属从高温部分被向背部抽吸到低温部分,抽吸强度与温度差产生的表面张力梯度和熔融焊池的长度成比例。在1.0m/分钟或更高的高速焊接中,熔融焊池在焊接线方向上延长,熔融金属的流动速率显著地变高。这是产生例如底切焊珠和鼓包焊珠等不规则焊珠的因素之一。
焊接金属的固化温度的原始范围相当地窄,但是甚至微量的硫也起加宽固化温度范围的作用。在本阶段,随着基质相的固化,硫富集在枝晶阵列(dendritic array)中的残余熔体中,由于残余熔体的共晶固化,在基质相固化的最后阶段结晶出硫化物。Fe-FeS的共晶温度比铁的熔点低许多。在固化的最后阶段中,在晶界处离析出这种低熔点液相和化合物,产生热裂纹。
随着硫含量的增加,硫不仅产生热裂纹,而且使硫化物变粗,从而降低材料的延伸率和韧性。例如根据日本工业标准(JIS)G 4804的含硫高速切削钢等钢,一种切削钢,通过含有大量的硫具有改进的切削性(SUM 24L,含有0.26~0.35质量%的硫)。但是,在需要一定水平的延伸率、韧性和其它机械性能的焊接金属中,硫含量一般最小化到0.03%或更低,这是因为硫的存在对它们很有害。
另外,高强度钢的焊接接头的疲劳极限可以比普通钢作基础金属的疲劳极限低。这主要是由焊接焊边发生的局部应力集中产生的。图1是搭脚焊接接头的焊接焊边的图。在图1所示的接头中,基础金属(下面的片)1a与另一种基础金属(上面的片)1b在斜向下方向上焊接。本发明人发现应力集中随着基础金属1a的表面与焊珠2的表面相交的部分的形状即焊接焊边的形状明显地变化,通过使焊边直径ρ大于0.3mm可以增加焊接接头的疲劳强度。但是,在高强度薄钢板的高速焊接中,因为焊珠容易变凸,所以焊边直径ρ变小,不能充分地表现出高强度薄钢板的原始疲劳强度。
硫(S)是降低熔融金属的表面张力和改变由于温度差产生的表面张力梯度的元素。因此,本发明人通过调节和规定硫和其它元素的含量,已经成功地使熔融金属很少流向背部方向而较多地流向宽度方向。这样,他们找到了甚至在高速焊接中也能产生对底切和鼓包有防止作用的焊珠的组合物。具体地,以焊丝的总质量为基础,通过将硫含量设定在0.020~0.150质量%,能够使熔融金属很少流向背部方向而较多地流向宽度方向。在高强度薄钢板的高速焊接中,这能使图1所示的焊边直径ρ为0.3mm或更大和改进焊接接头的疲劳强度。
如上述,硫的加入增加热裂纹敏感性。通过提高共晶温度可以降低硫诱导的热裂纹敏感性。这可以通过加入合适量的对硫具有高亲合力的元素形成具有高熔点的化合物,从而将硫分散在基质相中来实现。具体地,以焊丝的总质量为基础,将锰(Mn)含量设定在1.00~3.00质量%,结晶出MnS,从而提高共晶温度。通过加入合适量的Ti、Zr、La和Ce中的至少一种可以将硫进一步分散在基质相中,这是因为这些元素起形成硫化物,从而形成含硫的高熔点化合物的作用。这基本上可以防止在晶界处形成硫化物。
另外,通过调节合金组分的含量使根据如下方程式2确定的“A”值为100或更大,甚至在高强度薄钢板的焊接中也可以得到焊珠的稳定形状,热裂纹敏感性降低,可得到疲劳强度优异的焊接接头:
方程式2
其中,[Mn]、[Ti]、[Zr]、[La]、[Ce]和[S]分别表示焊丝的Mn、Ti、Zr、La、Ce和S含量(质量%)。
考虑到这些发现,本发明人实现了作为本发明第一方案的用于气体保护电弧焊的实芯焊丝。这种实芯焊丝甚至在具有0.6~10mm厚度的高强度薄钢板的气体保护电弧焊的高速焊接中也能产生具有稳定形状的焊珠和形成具有低的热裂纹敏感性和优异的疲劳强度的焊接接头。
如上述,随着硫含量的增加,热裂纹敏感性增加。首先通过防止形成主要产生热裂纹的低熔点化合物FeS,降低热裂纹敏感性。根据该技术,通过加入对硫具有亲合力的元素以升高共晶温度,从而将形成的硫化物分散在基质相中,阻止形成低熔点化合物FeS。作为第二种解决方案,通过加入具有高的淬硬性的元素以均匀地分散FeS,从而防止离析来降低热裂纹敏感性,这是因为作为固化结果形成的晶粒的尺寸被降低,从而晶界的表面积增加。基于这些,本发明人发现必须表现出这些元素的有效含量来降低热裂纹敏感性。
考虑到这些发现,本发明人实现了作为本发明第二方案的用于气体保护电弧焊的实芯焊丝。这种实芯焊丝甚至在高速焊接中也能产生形状稳定的焊珠,在高强度薄钢板的焊接中能产生具有低的热裂纹敏感性和表现出优异的疲劳性、抗张强度和韧性的焊接接头。
(1)使硫含量为0.020~0.150质量%,能使熔融金属在背面方向上流动较少,在宽度方向上流动较多。
(2)将Mn含量设定为1.00~3.00质量%,使MnS结晶出,提高共晶温度,从而降低裂纹敏感性。
(3)通过混入下列中的至少一种:0.005~0.50质量%的铌(Nb)、0.005~0.5质量%的钒(V)、0.010~0.5质量%的铝(Al)、0.005~0.5质量%的铬(Cr)、0.005~0.5质量%的镍(Ni)和0.001~0.010质量%的硼(B),增加淬硬性,使晶粒更细。混入合适量的这些元素,使作为固化结果形成的结构更细,从而增加晶界的表面积。防止FeS液相离析,使其分散,这降低了热裂纹敏感性。在晶界上和在枝晶阵列中形成FeS液相,导致产生裂纹。因为这些元素使晶界更细,从而改进韧性和减轻焊接时膨胀和收缩产生的FeS液相固化时的应力集中,所以这些元素也起到降低热裂纹敏感性的作用。
(4)在(3)中列出的其它元素防止形成焊渣。即,它们促进形成合适的焊珠,焊珠的焊渣较少。从而,合适量的这些元素可以降低热裂纹敏感性和确保合适的强度和韧性,不损害这样元素的优点。
规定本发明的焊丝的组成的原因解释如下。首先描述作为本发明第一方案的用于气体保护电弧焊的实芯焊丝的组成。
碳含量:0.03~0.15质量%
碳(C)是确保焊接金属的强度所需要和有效地加速脱氧的元素。但是,以焊丝的总质量为基础,如果碳含量小于0.03质量%,焊接金属具有不充分的强度。相反,如果碳含量超过0.15质量%,焊接金属具有降低的韧性和增加的热裂纹敏感性。因此,以焊丝的总质量为基础,碳含量设定为0.03~0.15质量%。
硅含量:0.50~1.50质量%
硅(Si)是高度地促进脱氧、改进钢强度所需要的和起改进焊珠的一致性的作用的元素。但是,以焊丝的总质量为基础,如果硅含量小于0.50质量%,不能得到这些优点。相反,如果硅含量超过1.50质量%,液滴的释放性和焊接金属的韧性受损害。因此,这里以焊丝的总质量为基础,将硅含量设定在0.50~1.50质量%。
锰含量:1.00~3.00质量%
锰(Mn)是如硅一样有效地促进脱氧和起改进焊接金属的机械性能作用的元素。它还起使MnS结晶出和提高共晶温度,从而降低热裂纹敏感性的作用。但是,以焊丝的总质量为基础,如果锰含量小于1.00质量%,热裂纹敏感性增加。相反,如果焊接金属的锰含量过分地高,超过3.00质量%,韧性减低。从而,以焊丝的总质量为基础,将锰含量设定在1.00~3.00质量%。优选设定在1.50质量%或更高。
硫含量:0.020~0.150质量%
硫(S)起降低熔融金属的表面张力的作用,当加入合适的量时,起改进焊接焊边处的焊珠与基础金属之间的一致性和改进焊接接头的疲劳强度的作用。但是,以焊丝的总质量为基础,如果硫含量小于0.020质量%,不能得到这些优点。相反,如果硫含量超过0.150质量%时,即使调节其它元素的含量,也将发生热裂纹。因此,以焊丝的总质量为基础,硫含量设定为0.020~0.150质量%。优选设定在0.040质量%或更高,更优选设定在0.060质量%或更高。
“选自由0.01~0.20质量%的钛(Ti)、0.01~0.20质量%的锆(Zr)、0.01~0.05质量%的镧(La)和0.01~0.05质量%的铈(Ce)组成的组中的至少一种”
钛(Ti)、锆(Zr)、镧(La)和铈(Ce)是容易结合硫,从而形成高熔融硫化物的元素。加入这些元素中的至少一种可以将硫分散在基质相中。但是,甚至当将这些元素中的两种或更多种加到该实芯焊丝中时,以焊丝的总质量为基础,如果每种元素的含量小于0.01质量%,也不能得到这些优点。相反,如果钛含量或锆含量超过0.20质量%,液滴变粗,熔滴过渡受干扰,过分地形成焊渣,从而损害焊接加工性。因此,如果加入,以焊丝的总质量为基础,Ti和/或Zr的含量设定在0.01~0.20质量%。如果镧或铈的含量超过0.05质量%,硫化物变粗,炼钢产量降低,从而增加成本。因此,如果加入,以焊丝的总质量为基础,La和/或Ce的含量设定在0.01~0.05质量%。
磷含量:0.025质量%或更低
磷(P)作为不可避免的杂质污染钢。它是增加热裂纹敏感性的元素,优选降低其含量。但是,以焊丝的总质量为基础,0.025质量%或更低含量的磷是微不足道的。因此,以焊丝的总质量为基础,将P含量控制在0.025质量%或更低。
“A”:100或更大
根据本发明,根据下列方程式3确定的“A”值规定为100或更大。在方程式3中,[Mn]、[Ti]、[Zr]、[La]、[Ce]和[S]分别表示焊丝的Mn、Ti、Zr、La、Ce和S含量(质量%)。如果“A”值小于100,热裂纹敏感性增加。相反,以焊丝的总质量为基础,通过调节Mn、Ti、Zr、La、Ce和S含量使“A”值为100或更大,可以结晶出MnS,从而提高共晶温度,在固化的最后阶段防止在晶界处离析出低熔融液相和化合物。另外,可以形成含有Ti、Zr、La和Ce中至少一种的高熔融硫化物。因此,可以显著地降低热裂纹敏感性。根据抗裂试验的结果规定下列方程式3的系数,这些系数可能显著地受形成各个元素的硫化物的趋势影响。
方程式3
除了磷(P),本发明的实芯焊丝含有的不可避免的杂质包括例如Cu、Al、Ni、Cr、Mo和B。
下面解释规定作为本发明第二方案的用于气体保护电弧焊的焊丝的组成的原因。
碳含量:0.02~0.15质量%
碳(C)是确保焊接金属的强度所需要的元素,并且作为脱氧元素是有效的。如果碳含量小于0.02质量%,焊接金属的强度不充分。相反,如果碳含量超过0.15质量%,焊接金属的韧性降低,热裂纹敏感性增加。加入过量的碳会损害液滴可释放性和产生大量的溅射。这导致损害的焊接加工性和大量的焊渣。因此,这里将碳含量设定为0.02~0.15质量%。
硅含量:0.50~1.50质量%
硅(Si)也是高度地促进脱氧、改进钢强度和改进焊珠的一致性的元素。如果硅含量小于0.50质量%,这些优点是不充分的,焊珠具有差的一致性,具有损坏的焊边形状,常常导致应力集中和疲劳强度降低。硅含量优选为0.60%或更大。相反,如果硅含量超过1.50质量%,熔融焊池具有过高的粘度(流阻),这在高速焊接中常常导致鼓包焊珠(humping bead)。过量的硅损坏液滴可释放性并且产生大量的溅射。这导致差的焊接加工性和大量的焊渣。硅含量更优选为1.20质量%或更低。
锰含量:1.00~3.00质量%
锰(Mn)是如硅一样作为脱氧元素有用的和起改进焊接金属的机械性能作用的元素。作为MnS结晶的结果,它还起提高共晶温度,从而降低热裂纹敏感性的作用。如果锰含量小于1.00质量%,热裂纹敏感性增加,焊接金属具有不充分的强度。相反,如果锰含量超过3.00质量%,熔融焊池具有过高的粘度(流阻),在高速焊接中常常导致鼓包焊珠和大量的焊渣。因此,将锰含量设定在1.00~3.00质量%。更优选在1.00~2.00质量%的范围中。
磷含量:0.025质量%或更低
磷(P)是增加热裂纹敏感性的元素。因为即使加入合金化元素也不能形成高熔融磷化合物,所以优选将磷含量最小化。但是0.025质量%含量的磷是微不足道的。
硫含量:0.020~0.150质量%
硫(S)起降低熔融金属的表面张力的作用,当加入合适的量时,起改进焊接焊边处的焊珠与基础金属之间的一致性和改进焊接接头的疲劳强度的作用。但是,在不加入下列特定的元素的情况下,大量的硫会使在晶粒中和在晶界处形成的硫化物变粗,从而降低焊接金属的强度和韧性。加入0.020质量%或更高含量的硫可以得到上述优点。相反,如果硫含量超过0.150质量%,即使调节其它元素的含量,也将发生热裂纹,强度和韧性明显地降低。因此,硫含量设定为0.020~0.150质量%。更优选设定在0.040~0.150质量%,进一步优选设定在0.050~0.150质量%。
铌含量:0.005~0.50质量%
铌(Nb)对硫具有亲合力,容易形成硫化物。合适含量的铌起防止产生热裂纹的FeS形成的作用。另外,因为铌是改进淬硬性从而使晶粒更细的元素,所以它起降低热裂纹敏感性和确保合适的强度和韧性的作用。但是,如果铌含量小于0.005质量%,不能得到这些优点,并且热裂纹敏感性增加。铌含量更优选为0.02质量%或更多。相反,如果铌含量超过0.50质量%,这些优点也不再增加,固化时在晶界处和在枝晶阵列中发生离析,反而使热裂纹敏感性增加。过量的铌增加实芯焊丝的生产成本,增加熔融焊池的粘度(流阻),产生鼓包焊珠,在高速焊接中增加溅射。
“选自由0.005~0.5质量%的钒(V)、0.010~0.5质量%的铝(Al)、0.005~0.5质量%的铬(Cr)和0.005~0.5质量%的镍(Ni)组成的组中的至少一种”
钒(V)、铝(Al)、铬(Cr)和镍(Ni)是增加淬硬性和起使焊接形成的焊接金属的晶粒更细,确保合适的强度和韧性以及降低热裂纹敏感性的作用的元素。为了表现出这些优点,V、Cr和Ni的各个含量必须为0.005质量%或更高,Al含量必须为0.010质量%或更高。更优选地,V、Cr和Ni的各个含量必须为0.02质量%或更高,Al含量必须为0.030质量%或更高。相反,这些元素各自超过0.5质量%的含量增加实芯焊丝的生产成本,增加熔融焊池的粘度(流阻),这在高速焊接中产生鼓包焊珠和溅射量增加。
硼含量:0.001~0.010质量%
硼(B)是增加淬硬性和起使焊接形成的焊接金属的晶粒更细、确保合适的强度和韧性以及降低热裂纹敏感性的作用的元素。为了表现出这些优点,硼含量必须为0.001质量%。相反,因为如果硼含量超过0.010质量%,热裂纹敏感性增加,所以硼含量的上限设定为0.010质量%或更低。因此,硼含量设定为0.001~0.010质量%。
本发明的焊接方法
根据本发明第一和第二方案的实芯焊丝用于具有0.6~10mm厚度的薄钢板的气体保护电弧焊。优选的焊接方法和焊接条件如下。这里的气体保护电弧焊方法可以是任意焊接方法,例如CO2焊接、金属活性气体(MAG)焊接、金属惰性气体(MIG)焊接和钨惰性气体(TIG)焊接。可以典型地根据处理机类型、工件的厚度和形状设定例如输出功率或电流和焊接速度等焊接条件。MAG脉冲焊接、MIG脉冲焊接或TIG脉冲焊接更有效。根据焊接的部分,目的焊接接头可以是任意合适的接头,例如对接接头(butt joint)或搭接接头(lap joint)。本发明可以适用于任何接头。
脉冲焊接机
在薄钢板的焊接中,这里优选使用脉冲焊接机以确保高速焊接性和电弧稳定性和降低发烟。脉冲条件可以是但不局限于350~600A的峰电流、30~100A的基电流,一个峰(从脉冲上升的开始经恒定的峰至脉冲下降的末端)为0.8~5.0毫秒。在本发明中可以在这些条件下进行焊接。
0.6~10mm厚的薄钢板
如果薄钢板的厚度小于0.6mm,因为电弧力使薄钢板发生穿透和烧熔,所以难以进行规则的反极性电弧焊接。相反,如果厚度超过10mm,因为由于热膨胀和热收缩而约束力增加,从而过分大的应力施加在焊接金属上以及熔融焊池更迅速地冷却,所以热裂纹的危险增加。另外,在使用本发明的焊丝的焊接中形成的熔融焊池具有低的粘度(流阻),当在大焊角长度单道中进行T形水平角焊时,上焊角下垂。因此,焊接的薄钢板厚度优选为0.6~10mm。以焊接的薄钢板的强度计,本发明可以应用于宽范围的薄钢板,从规则的低碳薄钢板至高强度薄钢板。不特别地限定薄钢板的强度上限。
测试例1
参照几个实施例,对比本发明范围外的对比例,更详细地解释本发明的优点。首先描述与本发明第一方案的实芯焊丝相关的测试例1。
在测试例1中,使用具有下表1的组成的实芯焊丝进行气体保护电弧焊。评价高速焊接的焊珠形成性、焊接金属的机械性能、焊边直径ρ、热裂纹敏感性和焊接加工性。表1中的实芯焊丝的组成的余量是铁和不可避免的杂质。
表1

表2

下面描述评价性能的方法。
焊接金属的机械性
根据日本工业标准(JIS)Z 3121中规定的用于对接焊接接头的抗张试验方法和JIS Z 3121中规定的用于焊接接头的冲击试验方法确定焊接金属的机械性。在这些测试中,具有560N/mm2或更高的抗张强度和在-20℃的测试温度下在却贝氏冲击试验中具有100J或更高的吸收能量的样品评价为“良好”,具有小于560N/mm2的抗张强度或在-20℃的测试温度下在却贝氏冲击试验中具有小于100J的吸收能量的样品评价为“不合格”。
高速焊接的焊珠形成性
如下评价高速焊接的焊珠形成性。具有表2的组成和2.3mm厚度的高强度薄钢板的搭接接头样品在1.0mm的焊边开口上用200~300A的焊接电流和1.3~1.5m/分钟的焊接速度,使用80体积%的Ar和20体积%的CO2的混合气作保护气,进行MAG脉冲焊接。没有表现出底切、鼓包焊珠、烧穿和穿透以及能在全部焊接中搭接缝隙的样品评价为“良好”,具有例如底切、鼓包焊珠、烧穿或穿透等缺陷的样品评价为“不合格”。
焊接加工性
使用高速摄像机观察电弧稳定性和熔滴过渡的规则性,确定离散的溅射的数量,评价焊接加工性。在该程序中,使用80体积%的Ar和20体积%的CO2的混合气作保护气,在200~300A的焊接电流下进行无脉冲MAG焊接。提供稳定的电弧、具有高规则的熔滴过渡和产生少量溅射的样品评价为“良好”,电弧稳定性、熔滴过渡规则性和溅射数量中至少一项是差的样品评价为“不合格”。
焊接金属的热裂纹敏感性
用鱼骨形抗裂试验和弧坑裂纹试验的结果评价焊接金属的热裂纹敏感性。首先描述进行鱼骨形抗裂试验的方法。图2A是表示取样测试片的位置的截面图,图2B是表示怎样制备鱼骨形抗裂试验的测试片的平面图。参照图2A,两层具有20mm的厚度和包含SM490A低碳钢作基础金属的高强度薄钢板11使用包含SM490A低碳钢的衬垫金属13,以45°的斜角进行对接焊接。将得到的焊接接头机械地切割成5mm的厚度,从而得到用于鱼骨形抗裂试验的测试片14,它具有175mm的宽度、250mm的长度和5mm的厚度。
如图2B所示,在测试片14的长边的两端以规则的间隔形成狭缝15。狭缝15具有变化的长度,从短边增加到另一边,施加在熔融金属上的热变形(热应力)随切口的长度连续地变化。具体地,在狭缝15具有小长度的短边,热变形大,在狭缝15具有大长度的另一短边,热变形小。将测试片14放在具有750mm的宽度、500mm的长度和25mm的厚度的铜板16上,在下表3的条件下进行TIG焊接,其中测试板盒移动。在该程序中,在切口具有较短长度的板端施加静态电弧约5秒钟,从而充分地熔融板端和使板端热变形,在板端感应出冷却过程时收缩/固化变形产生的固化裂纹(热裂纹)。接着,在焊接方向17上从发生裂纹的板端到切口具有较长长度的另一端进行焊接。根据裂纹从测试片14的板端开始延长多远(多长)评价耐热裂纹性。裂纹的长度对应着热变形,即热裂纹敏感性。具体地,在焊接后进行颜色检查,测定在焊珠12中形成的裂纹长度,确定裂纹长度与测试片长度的比(裂纹比)。裂纹比为5%或更小的样品评价为“良好”,裂纹比超过5%的样品评价为“不合格”。
表3
| 焊接方法 | TIG板上焊珠(bead-on-plate) |
| 保护气体 | 100%Ar,20升/分钟 |
| 焊接电流 | 200A |
| 焊接速度 | 30cm/分钟 |
在使用SM490A低碳金属的弧坑裂纹试验中,使用80体积%Ar和20体积%CO2的混合气作保护气,在200~300A的焊接电流下,在深5mm和倾斜90°斜角的V形凹槽上,在相同条件下用无脉冲MAG焊接断续地形成约70mm长的三条焊接焊珠。确定每个焊口表面上的裂纹总长度。确定裂纹长度与焊口的长度或直径的比值,使用三个焊口的比值的平均值作为指数。平均裂纹比值为15%或更小的样品评价为“良好”,平均裂纹比值超过15%的样品评价为“不合格”。
焊边直径ρ
为了方便起见,作为焊接接头的疲劳强度的指数测定焊边直径ρ,因为随着焊边直径ρ增加,应力集中被减缓,疲劳强度得到改善。具体地,使用80体积%Ar和20体积%CO2的混合气作保护气,在200~300A的平均焊接电流和1.3~1.5m/分钟的焊接速度下,根据自动搭脚焊接,具有表2的组成和2.9mm厚度的高强度薄钢板的搭接进行MAG脉冲焊接。然后测定图1所示的焊边直径ρ。焊边直径ρ为0.3mm或更大的样品评价为“良好”,焊边直径ρ小于0.3mm的样品评价为“不合格”。上述评价的结果表示在下表4中。
表4

表4表明根据本发明的实施例1~20的实芯焊丝在所有的评价中都具有优异的结果。相反,在本发明范围之外的对比例21~40的实芯焊丝在高速焊接的焊珠形成性、焊接金属的机械性能、焊边直径ρ、热裂纹敏感性和焊接加工性中的至少一个上是差的。具体地,因为对比例21的实芯焊丝具有小于本发明规定范围的碳含量,所以它表现出不充分的焊接金属强度。由于对比例22的实芯焊丝的碳含量超过本发明规定的范围,所以它表现出不充分的焊接金属的韧性。另外,因为该实芯焊丝具有小于本发明规定范围的“A”值,所以它具有增加的热裂纹敏感性。
因为对比例23的实芯焊丝具有小于本发明规定范围的硅含量,所以焊接金属表现出不充分的的强度。该实芯焊丝在高速焊接中也表现出差的焊珠形成性和具有小的焊边直径ρ。相反,对比例24的实芯焊丝具有超过本发明规定范围的硅含量,从而表现出不充分的焊接金属的韧性、粗的液滴和增加的溅射。对比例25的实芯焊丝具有小于本发明规定范围的锰含量和小于本发明规定范围的“A”值,从而表现出不充分的焊接金属的强度和增加的热裂纹敏感性。相反,对比例26的实芯焊丝具有超过本发明规定范围的锰含量,从而表现出不充分的焊接金属的韧性。
对比例27的实芯焊丝具有超过本发明规定范围的磷含量,从而表现出增加的热裂纹敏感性。尽管对比例28的实芯焊丝具有低的热裂纹敏感性,但是它具有小于本发明规定范围的硫含量,从而表现出高速焊接中的差的焊珠形成性和小的焊边直径ρ。相反,即使对比例29的实芯焊丝中的其它元素的含量在本发明规定范围内,但是它具有超过本发明规定范围的硫含量和小于本发明规定范围的“A”值,从而表现出高的热裂纹敏感性。对比例30、32、34和35的各个实芯焊丝都具有小于本发明规定范围的“A”值,从而表现出高的热裂纹敏感性。
对比例31的实芯焊丝具有超过本发明规定范围的钛含量,从而表现出粗的液滴、增加的溅射和增加的焊渣。同样,对比例33的实芯焊丝具有超过本发明规定范围的锆含量,从而表现出粗的液滴、增加的溅射和增加的焊渣。对比例36、37和38的实芯焊丝不含有Ti、Zr、La和Ce中的任何一个,每个都具有小于本发明规定范围的“A”值,从而表现出高的热裂纹敏感性。对比例39和40的实芯焊丝不含有Ti、Zr、La和Ce,具有超过本发明规定范围的硫含量,从而表现出高的热裂纹敏感性。
试验例2
下面解释本发明第二方案相关的试验例2。在本试验例中,使用具有下表5所示组成的焊丝焊接薄钢板。评价高速焊接的焊珠形成性、焊接金属的机械性能、焊边直径ρ、涂布性、热裂纹敏感性和焊接加工性。表5的实芯焊丝的余量为铁和不可避免的杂质。
表5

表6
| C | Si | Mn | P | S | 余量 |
| 0.04 | 0.02 | 1.35 | 0.013 | 0.003 | 铁和不可避免的杂质 |
接着描述评价性能的方法。
焊接金属的机械性能
根据日本工业标准JIS Z 3121中规定的用于对接焊接接头的抗张试验方法和JIS Z 3128中规定的用于焊接接头的冲击试验方法确定焊接金属的机械性能。在这些测试中,具有560N/mm2或更高的抗张强度和在-20℃的测试温度下在Charpy冲击试验中具有100J或更高的吸收能量的样品评价为“良好”,具有小于560N/mm2的抗张强度或在-20℃的测试温度下在Charpy冲击试验中具有小于100J的吸收能量的样品评价为“不合格”。
高速焊接的焊珠形成性
如下评价高速焊接的焊珠形成性。具有表6的组成和2.9mm厚度的高强度薄钢板的样品搭接接头在1.0mm的焊边开口上在250A的焊接电流和1.5m/分钟的焊接速度下,使用80体积%Ar和20体积%CO2的混合气作保护气,进行MAG脉冲焊接。没有表现出诸如底切(undercut)、鼓包焊珠、烧穿和穿透等缺陷并且能在整个焊接中搭接缝隙的样品评价为“良好”,具有缺陷的样品评价为“不合格”。
焊接加工性
使用高速摄像机观察电弧稳定性和熔滴过渡(droplet transfer)的规则性,确定离散的溅射的数量,评价焊接加工性。在该程序中,使用80体积%Ar和20体积%CO2的混合气作保护气,在250A的焊接电流和1.0m/分钟的焊接速度下进行无脉冲的MAG焊接。提供稳定的电弧、具有高的熔滴过渡规则性和产生少量溅射的样品评价为“良好”,电弧稳定性、熔滴过渡规则性和溅射数量中至少一项差的样品评价为“不合格”。
涂布性
在焊接后的电沉积涂布步骤中,按照因焊渣剥离导致的涂层分层的危险评价涂布性。基于焊接后在焊珠表面上形成的焊渣面积确定该危险。在该程序中,使用80体积%Ar和20体积%CO2的混合气作保护气,在250A的焊接电流和1.0m/分钟的焊接速度下进行无脉冲的MAG焊接。焊渣面积与焊珠表面面积的比值小于10%的样品评价为“良好”,该比值为10%或更大的样品评价为“不合格”。
鱼骨形抗裂试验
用鱼骨形抗裂试验和后面提及的弧坑裂纹试验的结果评价焊接金属的热裂纹敏感性。
测试片取样的位置如图2A所示。参照图2A,两层作基础金属11的具有20mm厚度的低碳钢SM490A使用包含低碳钢SM490A的衬垫金属13,以45°的斜角进行对接焊接。将得到的焊接接头机械地切割成5mm的厚度,从而得到用于鱼骨形抗裂试验的测试片14,它具有175mm的宽度、250mm的长度和5mm的厚度。
接着,如图2B所示,在测试片14的两长边的两端以规则的间隔形成狭缝15。狭缝15具有变化的长度,从短边到另一边增加,以便施加在熔融金属上的热变形(热应力)随狭缝的长度变化。具体地,在狭缝15具有小长度的短边,热变形大,在狭缝15具有大长度的另一短边,热变形小。将测试片14放在具有750mm的宽度、500mm的长度和25mm的厚度的铜板16上,在下表7的条件下进行TIG焊接,其中测试板盒移动。在该程序中,通过在狭缝具有较短长度的板端施加静态电弧约5秒钟从而充分地熔融板端和使板端热变形,在板端感应出冷却过程时收缩/固化变形产生的固化裂纹(热裂纹)。接着,在焊接方向17上从发生裂纹的板端到狭缝具有较长长度的另一端进行焊接。根据裂纹从测试片14的板端开始延长多远(多长)来评价耐热裂纹性。裂纹的长度对应着热变形,即热裂纹敏感性。具体地,在焊接后进行颜色检查,测定在焊珠12中形成的裂纹长度,确定裂纹长度与测试片长度的比值(裂纹比)。裂纹比为5%或更小的样品评价为“良好”,裂纹比超过5%的样品评价为“不合格”。
表7
| 焊接方法 | TIG板上焊珠 |
| 保护气体 | 100%Ar,20升/分钟 |
| 焊接电流 | 200A |
| 焊接速度 | 30cm/分钟 |
弧坑裂纹试验
使用SM490A薄钢板,在深5mm和倾斜90°斜角的V形凹槽上在相同条件下用MAG焊接,断续地形成约70mm长的三条焊接焊珠。确定每个焊口表面上的裂纹总长度。确定裂纹长度与焊口的长度或直径的比值,使用三个焊口的该比值的平均值作为指数。平均裂纹比为15%或更小的样品评价为“良好”,平均裂纹比超过15%的样品评价为“不合格”。
焊边直径ρ
为了方便起见,测定焊边直径ρ作为焊接接头的疲劳强度的指数,因为随着焊边直径ρ增加,应力集中被减缓,疲劳强度得到改善。具体地,使用80体积%Ar和20体积%CO2的混合气作保护气,在250A的焊接电流和1.5m/分钟的焊接速度下,根据水平搭脚焊接,对具有表6的组成和2.9mm厚度的高强度薄钢板的搭接(lap joint)进行MAG脉冲焊接。然后测定图1所示的焊边直径ρ。焊边直径ρ为0.3mm或更大的样品评价为“良好”,焊边直径ρ小于0.3mm的样品评价为“不合格”。上述评价的结果表示在下表8中。
表8

这些结果表明实施例1~25的实芯焊丝具有本发明规定范围内的组成,在所有的评价上都是优异的。相反,对比例26~50的实芯焊丝具有本发明规定范围外的组成,在高速焊接的焊珠形成性、焊接金属的机械性能、焊边直径ρ、热裂纹敏感性、涂布性和焊接加工性中的至少一项上是差的。
具体地,表8表明具有本发明规定范围内的组成的实施例1~25的实芯焊丝在所有的评价上都是优异的。相反,对比例26~50的实芯焊丝具有本发明规定范围外的组成,在高速焊接的焊珠形成性、焊接金属的机械性能、焊边直径ρ、涂布性、热裂纹敏感性和焊接加工性中的至少一项上是差的。
对比例26~30的实芯焊丝不含有Cr、Ni、Nb、V、Al和B中的任何一种或者虽含有这些元素中的任何一种但它们各自的含量小于本发明规定的范围,从而焊接金属表现出增加的热裂纹敏感性和不充分的强度和韧性。对比例31的实芯焊丝具有过分高的碳含量,从而表现出不充分的焊接金属的韧性和增加的热裂纹敏感性。它也表现出粗的液滴、增加的溅射和产生差的涂布性的大量焊渣。对比例32的实芯焊丝具有过分高的锰含量,从而表现出不充分的焊接金属的韧性、高速焊接中产生鼓包焊珠和不能形成正常焊珠。它还产生大量的焊渣,表现出差的涂布性。对比例33的实芯焊丝具有过分高的硅含量,从而表现出不充分的焊接金属的韧性、粗的液滴和增加的溅射。它也产生大量的焊渣,从而表现出差的涂布性。对比例34的实芯焊丝具有过分高的磷含量,表现出高的热裂纹敏感性。
对比例35和36的实芯焊丝具有过分低的硫含量,尽管表现出低的热裂纹敏感性,但是在高速焊接中表现出差的焊珠形成性和小的焊边直径。对比例37~40的实芯焊丝中Cr、Ni、V和Al中的至少一种含量过分高,从而是昂贵的,在高速焊接中产生鼓包焊珠。它们也表现出粗的液滴和大量的溅射。对比例41的实芯焊丝具有过分高的铌含量,从而表现出高的热裂纹敏感性,是昂贵的,在高速焊接中产生鼓包焊珠。它们也表现出粗的液滴和产生大量的溅射。对比例42的实芯焊丝具有过分高的硼含量,从而表现出高的热裂纹敏感性。对比例43的实芯焊丝具有过分高的硼和钒含量,从而表现出高的热裂纹敏感性,是昂贵的,在高速焊接中产生鼓包焊珠。它也表现出粗的液滴和大量的溅射。
对比例44的实芯焊丝具有过分高的硅含量和过分低的锰含量,从而表现出不充分的焊接金属强度、粗的液滴和增加的溅射。在高速焊接中也导致产生鼓包焊珠和大量的焊渣,表现出差的涂布性和高的热裂纹敏感性。对比例45的实芯焊丝具有过分高的硫含量,从而焊接金属表现出不充分的强度和韧性以及高的热裂纹敏感性。对比例46的实芯焊丝具有过分低的碳和锰含量,从而焊接金属表现出不充分的强度和高的热裂纹敏感性。对比例47的实芯焊丝具有过分高的碳含量和过分低的硅含量,从而焊接金属具有不充分的韧性和增加的热裂纹敏感性。它也表现出差的焊珠一致性、小的焊边直径、产生粗的液滴、增加的溅射和大量的焊渣,表现出差的涂布性。对比例48的实芯焊丝具有过分低的硅含量和过分高的磷含量,从而焊接金属表现出不充分的强度、差的焊珠一致性、小的焊边直径和高的热裂纹敏感性。
对比例49的实芯焊丝具有过分高的碳和锰含量,从而焊接金属表现出过分的强度和差的韧性。在高速焊接中也产生鼓包焊珠,从而不能形成正常的焊珠,表现出粗的液滴、增加的溅射、大量的焊渣、差的涂布性和高的热裂纹敏感性。对比例50的实芯焊丝具有过分低的碳含量和过分高的磷含量,从而表现出不充分的焊接金属强度和高的热裂纹敏感性。
Claims (4)
1.一种用于气体保护电弧焊的实芯焊丝,所述实芯焊丝包含:
以所述焊丝的总质量为基础,
0.03~0.15质量%的碳(C);
0.50~1.50质量%的硅(Si);
1.00~3.00质量%的锰(Mn);
0.020~0.150质量%的硫(S);和
选自由0.01~0.20质量%的钛(Ti)、0.01~0.20质量%的锆(Zr)、0.01~0.05质量%的镧(La)、和0.01~0.05质量%的铈(Ce)组成的组中的至少一种;
余量为铁和不可避免的杂质,
其中,作为不可避免的杂质的磷(P)的含量为0.025质量%或更低,并且
其中根据下列方程式确定的“A”值为100或更大;
其中[Mn]、[Ti]、[Zr]、[La]、[Ce]和[S]分别表示焊丝的Mn、Ti、Zr、La、Ce、和S含量,以质量%计。
2.如权利要求1所述的用于气体保护电弧焊的实芯焊丝,所述实芯焊丝具有1.50质量%或更高的锰(Mn)含量。
3.如权利要求1所述的用于气体保护电弧焊的实芯焊丝,所述实芯焊丝具有0.040质量%或更高的硫(S)含量。
4.一种进行气体保护电弧焊的方法,所述方法包括使用权利要求1的实芯焊丝焊接厚0.6~10mm的薄钢板的步骤。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005174720 | 2005-06-15 | ||
| JP2005174720 | 2005-06-15 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2008101609331A Division CN101380704B (zh) | 2005-06-15 | 2006-06-15 | 用于气体保护电弧焊的实芯焊丝 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1880007A CN1880007A (zh) | 2006-12-20 |
| CN100525988C true CN100525988C (zh) | 2009-08-12 |
Family
ID=37518483
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2008101609331A Active CN101380704B (zh) | 2005-06-15 | 2006-06-15 | 用于气体保护电弧焊的实芯焊丝 |
| CNB2006100925351A Active CN100525988C (zh) | 2005-06-15 | 2006-06-15 | 用于气体保护电弧焊的实芯焊丝 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2008101609331A Active CN101380704B (zh) | 2005-06-15 | 2006-06-15 | 用于气体保护电弧焊的实芯焊丝 |
Country Status (3)
| Country | Link |
|---|---|
| KR (1) | KR100764301B1 (zh) |
| CN (2) | CN101380704B (zh) |
| TW (1) | TWI295603B (zh) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5001595B2 (ja) * | 2006-07-11 | 2012-08-15 | 株式会社神戸製鋼所 | ソリッドワイヤ |
| JP4909138B2 (ja) * | 2006-12-29 | 2012-04-04 | 株式会社神戸製鋼所 | ソリッドワイヤ |
| US8461485B2 (en) | 2006-12-29 | 2013-06-11 | Kobe Steel, Ltd. | Solid wire |
| JP5450293B2 (ja) * | 2010-07-01 | 2014-03-26 | 株式会社神戸製鋼所 | すみ肉溶接継手およびガスシールドアーク溶接方法 |
| JP5411820B2 (ja) * | 2010-09-06 | 2014-02-12 | 株式会社神戸製鋼所 | フラックス入り溶接ワイヤ及びこれを用いた肉盛溶接のアーク溶接方法 |
| CN104981319B (zh) * | 2013-02-15 | 2018-04-24 | 新日铁住金株式会社 | 气体保护电弧焊接用实心焊丝、气体保护电弧焊接金属、焊接接头、焊接部件、焊接方法以及焊接接头的制造方法 |
| CN105108376A (zh) * | 2015-08-13 | 2015-12-02 | 江苏新航合金科技有限公司 | 一种镍合金耐高温焊丝 |
| AU2017259782A1 (en) * | 2016-05-02 | 2018-10-25 | Exxonmobil Research And Engineering Company | Field dissimilar metal welding technology for enhanced wear resistant high manganese steel |
| KR101995029B1 (ko) * | 2018-02-13 | 2019-07-02 | 현대종합금속 주식회사 | 작업성이 우수한 저온용 티그 용접용 와이어 |
| CN109807493B (zh) * | 2018-11-21 | 2021-09-07 | 武汉铁锚焊接材料股份有限公司 | 一种超高强度工程机械钢板用气体保护实心焊丝及其应用 |
| KR102221969B1 (ko) * | 2020-03-24 | 2021-03-02 | 현대로템 주식회사 | 고속 용접성이 우수한 자동용접용 솔리드와이어 |
| CN113319469B (zh) * | 2021-06-30 | 2022-09-02 | 桂林航天工业学院 | 高强度耐热钢气体保护焊丝及其制备方法 |
-
2006
- 2006-05-26 TW TW095118895A patent/TWI295603B/zh active
- 2006-06-14 KR KR1020060053545A patent/KR100764301B1/ko active IP Right Grant
- 2006-06-15 CN CN2008101609331A patent/CN101380704B/zh active Active
- 2006-06-15 CN CNB2006100925351A patent/CN100525988C/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| TWI295603B (en) | 2008-04-11 |
| CN1880007A (zh) | 2006-12-20 |
| KR100764301B1 (ko) | 2007-10-05 |
| TW200718498A (en) | 2007-05-16 |
| CN101380704A (zh) | 2009-03-11 |
| CN101380704B (zh) | 2011-06-22 |
| KR20060131658A (ko) | 2006-12-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100525988C (zh) | 用于气体保护电弧焊的实芯焊丝 | |
| CN103338889B (zh) | 具有优异延性抗扯强度的高韧性焊缝金属 | |
| US6300596B1 (en) | Flux-cored wire for gas-flow-shielded welding | |
| US7829202B2 (en) | Large-heat-input butt welded joints having excellent brittle fracture resistance | |
| US8258432B2 (en) | Welding trip steels | |
| US20070253857A1 (en) | Weld metal excellent in toughness and sr cracking resistance | |
| JP5244059B2 (ja) | 溶接ソリッドワイヤおよび溶接金属 | |
| NO20150120L (no) | Sammensveiset ved elektronstråle med utmerket motstand mot sprøbrudd | |
| Takeuchi et al. | Effect of bismuth on weld joint penetration in austenitic stainless steel | |
| US20240051070A1 (en) | Submerged arc welded joint | |
| KR20190113753A (ko) | 서브머지드 아크 용접용 Ni기 합금 와이어 및 용접 조인트의 제조 방법 | |
| US20190388995A1 (en) | Fillet welded joint and method of manufacturing thereof | |
| US4029934A (en) | Welding, and a steel suitable for use therein | |
| US4229643A (en) | Consumable welding electrode | |
| US3218432A (en) | Nickel steel filler wire | |
| JP4879688B2 (ja) | 疲労強度に優れた鋼アーク溶接継手、その溶接方法及び鋼構造物 | |
| JP2012101232A (ja) | 亜鉛めっき鋼板の隅肉アーク溶接方法 | |
| JP2006075853A (ja) | オーステナイト系合金鋼のレーザ溶接継手およびその製造方法 | |
| JP4979278B2 (ja) | ガスシールドアーク溶接用ソリッドワイヤ | |
| US4228337A (en) | Method of electroslag welding | |
| US4228342A (en) | Electroslag weld deposit | |
| JP2022102850A (ja) | 低Si鋼材の溶接に用いるガスシールドアーク溶接用ソリッドワイヤ、低Si鋼材の接合方法及び低Si鋼材の補修方法 | |
| JP2000218391A (ja) | ラインパイプ用ガスシールドアーク溶接ワイヤおよびラインパイプ円周のガスシールドアーク溶接方法 | |
| US20230105155A1 (en) | Welded member having excellent fatigue strength of welded portion and method for manufacturing same | |
| JP2001131679A (ja) | 超細粒鋼からなる継手及び構造体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |