CN100378270C - 具有接缝加固环的可机上缝合的工业用织物 - Google Patents
具有接缝加固环的可机上缝合的工业用织物 Download PDFInfo
- Publication number
- CN100378270C CN100378270C CNB038174561A CN03817456A CN100378270C CN 100378270 C CN100378270 C CN 100378270C CN B038174561 A CNB038174561 A CN B038174561A CN 03817456 A CN03817456 A CN 03817456A CN 100378270 C CN100378270 C CN 100378270C
- Authority
- CN
- China
- Prior art keywords
- machine
- yarn
- fabric
- ring
- seamable
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000004744 fabric Substances 0.000 title claims abstract description 242
- 238000000034 method Methods 0.000 claims description 19
- 238000003860 storage Methods 0.000 claims description 15
- 239000002657 fibrous material Substances 0.000 claims description 14
- 239000000463 material Substances 0.000 claims description 11
- 239000002952 polymeric resin Substances 0.000 claims description 11
- 229920003002 synthetic resin Polymers 0.000 claims description 11
- 238000009941 weaving Methods 0.000 claims description 7
- 239000011248 coating agent Substances 0.000 claims description 6
- 238000000576 coating method Methods 0.000 claims description 6
- 230000015572 biosynthetic process Effects 0.000 claims description 5
- 229920002635 polyurethane Polymers 0.000 claims description 5
- 239000004814 polyurethane Substances 0.000 claims description 5
- 239000002184 metal Substances 0.000 claims description 4
- 230000010076 replication Effects 0.000 claims description 4
- 229920005989 resin Polymers 0.000 claims description 4
- 239000011347 resin Substances 0.000 claims description 4
- 239000004952 Polyamide Substances 0.000 claims description 3
- 238000009940 knitting Methods 0.000 claims description 3
- 229920001643 poly(ether ketone) Polymers 0.000 claims description 3
- 229920002647 polyamide Polymers 0.000 claims description 3
- 229920000728 polyester Polymers 0.000 claims description 3
- 229920000098 polyolefin Polymers 0.000 claims description 3
- -1 polypropylene Polymers 0.000 claims description 3
- 229920001296 polysiloxane Polymers 0.000 claims description 3
- 229920000784 Nomex Polymers 0.000 claims description 2
- 239000004743 Polypropylene Substances 0.000 claims description 2
- 238000003618 dip coating Methods 0.000 claims description 2
- 230000004927 fusion Effects 0.000 claims description 2
- 239000002923 metal particle Substances 0.000 claims description 2
- 239000004763 nomex Substances 0.000 claims description 2
- 239000002245 particle Substances 0.000 claims description 2
- 229920001470 polyketone Polymers 0.000 claims description 2
- 229920000642 polymer Polymers 0.000 claims description 2
- 229920001155 polypropylene Polymers 0.000 claims description 2
- 238000005245 sintering Methods 0.000 claims description 2
- 238000005507 spraying Methods 0.000 claims description 2
- 238000007363 ring formation reaction Methods 0.000 claims 1
- 238000004826 seaming Methods 0.000 abstract description 8
- 230000002787 reinforcement Effects 0.000 abstract 1
- 239000000123 paper Substances 0.000 description 24
- 238000001467 acupuncture Methods 0.000 description 13
- 239000000835 fiber Substances 0.000 description 10
- 238000001035 drying Methods 0.000 description 6
- 238000005516 engineering process Methods 0.000 description 6
- 230000008569 process Effects 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000009434 installation Methods 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 239000002002 slurry Substances 0.000 description 3
- 239000004753 textile Substances 0.000 description 3
- 229920003043 Cellulose fiber Polymers 0.000 description 2
- 239000002390 adhesive tape Substances 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 230000035699 permeability Effects 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 230000002028 premature Effects 0.000 description 2
- 230000003014 reinforcing effect Effects 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 230000004888 barrier function Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000009954 braiding Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 238000009998 heat setting Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000008676 import Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 239000011087 paperboard Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 238000011176 pooling Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000003351 stiffener Substances 0.000 description 1
- 210000001138 tear Anatomy 0.000 description 1
Images



Classifications
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D23/00—General weaving methods not special to the production of any particular woven fabric or the use of any particular loom; Weaves not provided for in any other single group
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F1/00—Wet end of machines for making continuous webs of paper
- D21F1/0027—Screen-cloths
- D21F1/0054—Seams thereof
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D25/00—Woven fabrics not otherwise provided for
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F1/00—Wet end of machines for making continuous webs of paper
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Paper (AREA)
- Treatment Of Fiber Materials (AREA)
- Details Of Garments (AREA)
Abstract
本发明公开了一种可机上缝合的工业用织物,该织物在接缝区域内包含多个环。在一个主要实施例中,该环位于该织物两端的缝合环圈之间,并包围至少一个沿机器横向(CD)的纱线。这样,该环通过将该CD纱线作为加强物而强化了该接缝区域。在另一个主要实施例中,使用该环以取代一缝合螺线。
Description
技术领域
本发明涉及造纸及相关的技术。更具体地说,本发明是一种可机上缝合的工业用织物,例如,用于造纸机的压榨部的可机上缝合的压榨织物等。
技术背景
在造纸过程中,通过将一纤维料浆,即一纤维素纤维的水性分散物,沉积在一造纸机的成形部内的活动成形织物上而形成一纤维素纤维网。大量的水会从该料浆穿过该成形织物沥出,从而在该成形织物的表面上留下纤维素纤维网。
该新形成的纤维素纤维网会从该成形部前进到一压榨部,该压榨部包含有一系列压榨压区(press nip)。该纤维素纤维网会穿过由该压榨织物所支承的,或者一般情况下位于两个这种压榨织物之间的压榨压区。在该压榨压区中,该纤维素纤维网会受到压缩力,使水分从其中挤出,并使该网中的纤维素纤维互相黏附在一起,从而使该纤维素纤维网转变成纸张。该水分会被该压榨织物所吸收,并且理想上不会再回到该纸张内。
该纸张最后会前进至一干燥部,该干燥部包含至少一组可旋转的干燥滚筒或圆筒,其在内部由蒸汽来加热。新形成的纸张会由一干燥织物导入一顺次环绕该各滚筒的迂回路径中,该干燥织物会将该纸张紧靠在该滚筒的表面上。该经过加热的滚筒会通过蒸发将纸张的含水量减小到所需要的程度。
应当理解该成形、压榨和干燥织物均在造纸机上具有无端套环(endlessloop)的形式,并以输送带的方式进行工作。还应当理解,该纸张的生产是一连续的过程,该过程以相当大的速度来进行。也就是说,该纤维料浆会连续地沉积在该成形部中的成形织物上,同时一新制成的纸张会在离开干燥部后连续地卷绕在辊子上。
目前,特别是对于该压榨织物,在一段时期内该压榨织物仅是以无端形式提供的。这是因为新形成的纤维素纤维网极容易在压榨压区中被该压榨织物中的任何不均匀性造成痕记。无端、无接缝的织物,例如由被称为无端纺织的工艺所制成的织物在其纵向(沿机器方向)与横向(机器横向)都具有均整的结构。(而)接缝,例如用于在(压榨织物)安装于造纸机上期间将压榨织物接合成无端形式的接缝,则表示该压榨织物的均整结构中的一个中断。因此,使用接缝会大大增加该纤维素纤维网在该压榨压区中被造成痕记的可能性。
为此,任何可用的可机上缝合的压榨织物的接缝区,必须能如同该压榨织物的其余部分一样在负载下,即在压榨压区的压缩下工作,且必须与该压榨织物的其余部分具有相同的透水性和透气性,以防止所制成的纸制品由该接缝区造成周期性的痕记。
尽管这些需求具有相当大的技术障碍,但仍亟需发展一种可机上缝合的压榨织物,因为这种织物能较容易且安全地安装在该压榨部上。最后,这些障碍由于具有如下形成的接缝的压榨织物的发展而得以克服,该接缝通过在该织物两端的横向边缘上提供缝合环圈(seaming loop)而形成。该缝合环圈本身由该织物的机器方向(MD)的纱线形成。通过将该压榨织物的两端并接在一起而闭合该接缝,即将该织物两端的缝合环圈互相交叉,并引导一所谓销或销线(pintle)穿过由该互相交叉的缝合环圈所限定的孔道,以便将该织物的两端锁合在一起。毋庸说明,在造纸机上安装一可机上缝合的压榨织物,会比安装一无端压榨织物容易得多且消耗少得多的时间。
一种用于生产能结合在造纸机上的具有这种接缝的压榨织物的方法是平织出该织物。在此情况下,其经纱即为该压榨织物的机器方向(MD)的纱线。为形成该缝合环圈,在该织物端部的经纱会沿平行于该经纱的方向弯回并将一段长度织回到该织物本体内。另一种更优选的技术是一种经过改进的无端纺织法,该无端纺织法通常用于制造织物的无端环圈。在该改进的无端纺织法中,其纬纱或填充纱(filling yarn)连续地来回横穿该织机而编织,从而在每一次行程中在该被纺织的织物的其中一个边缘上,通过绕过一环圈形成销而形成一环圈。由于最后会变成该压榨织物中的MD纱线的纬纱或填充纱是连续的,因此以这种方式所获得的缝合环圈,会比任何通过将经纱末端织回到一平织织物的端部所制成的缝合环圈更为强固。
在又一种技术中,一用于造纸机压榨部的可机上缝合的多轴压榨织物是由一基础织物层所制成,该基础织物层是通过将一织物条带螺旋卷绕成多个连续的螺圈而组成的,该各螺圈均紧靠在与其相邻的螺圈上并固定于其上。所得到的无端基础织物层被压平以形成第一和第二织物层,该织物层在它们的横向边缘的折叠处互相接合。在该横向边缘的折叠处,将纬纱从该织物条带的各螺圈中除去而形成缝合环圈。该第一和第二织物层可通过在其中针刺穿过短纤毛层材料而互相叠合。当安装在一造纸机上时,可通过引导一销线通过由该两个横向边缘处的缝合环圈相互交叉而形成的孔道,而将该压榨织物接合成无端形式。
在各种情况下,都可将螺旋状缝合线圈固定在该织物端部的缝合环圈上,该固定是通过使该螺旋状缝合线圈的各个螺圈与该织物各端部的缝合环圈相互交叉,并引导一销线穿过由该相互交叉的纱线和缝合环圈所形成的孔道,以使该螺旋状缝合线圈接合在该织物的末端。则该织物可以通过将在该织物各端的缝合线圈的各个螺圈相互交叉,并通过引导另一销线穿过由该相互交叉的缝合线圈所形成的孔道,以使该织物的两端互相接合而形成一无端套环的形式。
制造一可机上缝合的压榨织物的最后一个步骤是,将一层或多层短纤材料针刺于至少其外表面中。该针刺过程与将该压榨织物接合成一无端套环的步骤同时进行。该压榨织物的缝合区会被该针刺操作所覆盖,以确保该区域具有与该织物的其余部分尽可能接近的渗透性质。在该针刺过程结束后,取下将该织物两端互相接合的销线,并切断在接缝区中的短纤材料,以形成一覆盖该区域的活片(flap)。该压榨织物现为末端开放的形式,并且随后被装箱并运送至制纸的客户处。
在该针刺工艺过程中,该压榨织物无可避免地会受到一些损伤。这是因为用来将短纤材料的各纤维驱入并穿过该压榨织物的(倒)钩针,也会接触以及弄断或磨损该压榨织物本身的纱线。并且,当该压榨织物的接缝区被针刺时,至少有一些形成缝合环圈的MD纱线,以及(如果存在的话)该螺旋状缝合线圈将会在一定程度上受损。这种损害无可避免地会弱化整个接缝,甚至会导致缝合失效。对此,应当理解,如果是在(使用)一螺旋状缝合线圈的情况下,仅仅很小的损害也会造成过早的接缝失效。因为螺旋缝合线圈是在该接缝区横向延伸贯穿该织物,因此在任何点处的断裂都会在该接缝长度的一个相当大的部分上弱化该接缝,从而使其扯裂或分开。
除了压榨织物外,还有许多其它种类的工业用织物被设计成当安装在某些设备上时,闭合成无端形式。例如,造纸机的干燥织物也可在安装于干燥部上时被接合成无端套环的形式。干燥织物可用一销接缝或一螺旋接缝来接合,这些接缝与上述接缝类似。
除了干燥织物外,其它的工业用织物,例如波纹带、纸浆成形织物以及浆料除水带等,均以类似方式进行缝合。在这些织物中,其MD纱线也为缝合环圈,而众所周知绕一小半径来弯折一纱线,尤其是单个的单纤纱来形成一环圈,将会对该环圈区域内的纱线施加应力并使其弱化。故该整个接缝在使用时会比该织物主体较弱一些。由于该接缝环圈在使用期间会承受负载并重复地挠曲(且在某些情况下也会被压缩),故任何的机器故障都会导致过早的接缝失效及织物脱落。
而且,螺旋状缝合线圈是仅能使用有限数目的结构。也就是说,它们仅能被制成有限数目的直径和节距(每单位长度的圈数)。显然,该螺旋状缝合线圈的替代物将是工业用织物的设计者所殷切期盼的。
本发明通过提供一种接缝来解决现有技术中的这些缺点,该接缝不易受到可能会造成接缝过早失效的不幸损害。
发明内容
因此,本发明是一种可机上缝合的工业用织物,该织物包含一可机上缝合的基础织物,该基础织物具有一沿机器方向(MD)的纱线系统,和一沿机器横向(CD)的纱线系统。该MD纱线以任何适合于目的的方式(例如交织、化学地、机械地等)结合在该CD纱线上,以使该基础织物形成为矩形,该矩形具有一长度,一宽度,两个纵向边缘,两个横向边缘,一第一面和一第二面。该MD纱线在该基础织物的长度上延伸,并沿其两个横向边缘中的每一个形成缝合环圈。当该工业用织物要作为用于造纸机的压榨织物时,可将至少一层短纤材料附装在该基础织物的第一和第二面之一上。
本发明具有两个主要实施例。在第一个实施例中,沿该基础织物的两个横向边缘中的每一个设有多个环。每个该环位于一对缝合环圈之间,并包围至少一个该CD纱线。该可机上缝合的工业用织物利用该缝合环圈和该环而缝合成一无端套环的形式。对此,该包围至少一个CD纱线及缝合销线的环,通过用作该缝合环圈的加强物,而对该接缝提供一种辅助加固。该环还使被包围的CD纱线能够有助于强化该接缝。
在第二个主要实施例中,多个缝合环使该两个横向边缘互相接合。每个该环位于该两个横向边缘之一处的一对缝合环圈之间,并通过一被引导穿过其中的第一销线而接合在该缝合环圈上。每个该环也位于该两个横向边缘的另一个处的一对缝合环圈之间,并通过一被引导穿过其中的第二销线而接合在该缝合环圈上。该多个环与该第一和第二销线将该织物接合成一无端套环的形式。或者,第一组缝合环沿该两个横向边缘之一设置,且第二组缝合环沿该两个横向边缘的另一个设置。每个该第一组环位于该两个横向边缘之一处的一对缝合环圈之间,并通过一被引导穿过其中的第一销线而接合在该缝合环圈上。每个该第二组环位于该两个横向边缘的另一个处的一对缝合环圈之间,并通过一被引导穿过其中的第二销线而接合在该缝合环圈上。然后该第一组缝合环与该第二组缝合环相互交叉,并通过引导一第三销线穿过由该相互交叉的缝合环所限定的孔道而与其接合,从而将该工业用织物接合成一无端套环的形式。在这一实施例中,该一个或多个环组用于取代一个或多个缝合螺线。该环可提高该接缝的抗挠曲性,并且与缝合螺线不同,该环在横向或机器横向没有元件存在。
现在将参照以下附图对本发明进行更完整的详细说明。
附图说明
图1为一可机上缝合的工业用织物的立体示意图;
图2为沿图1的2-2线所截取的现有技术的可机上缝合的工业用织物的截面图;
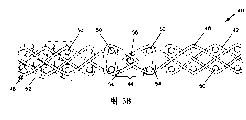
图3A与3B为示出本发明的可机上缝合的工业用织物40的类似于图2的截面图;以及
图4A与4B为示出本发明的可机上缝合的工业用织物的变化实施例的也类似于图2的截面图。
具体实施方式
现请参阅各附图,其虽未按照比例绘出,但可示出本发明及其构件,图1为一可机上缝合的工业用织物10的立体示意图。一旦其两端12、14已在接缝16处互相接合,该织物就会形成无端套环的形式。
图2为沿图1的2-2线所截取的现有技术的可机上缝合的工业用织物的截面图。该工业用织物20包含一可机上缝合的基础织物22,并且当该工业用织物20是一压榨织物时,还包含一层或多层被针刺于该基础织物22中的短纤材料24。为了清楚起见,该短纤材料24仅在图2的一部分中示出,但是应当理解在针刺过程中该短纤材料会被扎入该可机上缝合的基础织物22的所有部分中,包括该接缝26的区域。该短纤材料24可包含任何用于制造造纸机织物及其它工业处理织物的聚合树脂的切段短纤维,但优选是一种选自以下一组的树脂:聚酰胺、聚酯、聚烯烃和聚醚酮树脂。该工业用织物20也可在两个表面之一或两者上包括聚合树脂,如聚氨酯或硅酮的覆层,或者部分或全部地被其浸渍,该聚合树脂是以本领域中已知的方法来涂布的,如全幅涂覆、浸涂及喷涂等。熔融的聚合物微粒也可用来形成一“覆层表面”。烧结的金属微粒也可用来涂覆该织物表面之一或两者。
该可机上缝合的基础织物22是由纵向的或机器方向(MD)的纱线28,和横向的或机器横向(CD)的纱线30所织成。MD纱线28形成缝合环圈32,该缝合环圈32互相交叉,并通过引导销线34穿过由该交叉的缝合环圈32所限定的孔道而相互接合,以形成接缝26。
在图2中可以看到,该可机上缝合的基础织物22是平织制成,且该缝合环圈32是通过使经纱末端在该基础织物22的横向边缘处弯回并将该末端织回到该基础织物22内而形成的。如图2所示,MD纱线28是该基础织物22的经纱。应当理解,该基础织物22也可通过一种改进的无端纺织技术来织成,其中纬纱会连续地来回横穿该织机来编织,并通过环绕一环圈形成销进行编织来形成缝合环圈,并且最终变成该织物的MD纱线。
而且,该基础织物22被示出是以双层织法来织成的,但是应当理解这种织法仅是作为举例而示出,该基础织物22也可以其它织法来织成,例如单、双、三或更多层的织法等,或也可被叠合而包含若干织物层。在后者的情况下,当该基础织物被叠合而包含若干织物层时,则该织物层之一或更多层,包括全部层都可以是可机上缝合的,并且可以依据本发明来制成。如前所述,工业用织物20可以是一压榨织物,在这种情况下基础织物22可在其一面或两面上针刺扎设一层或多层的短纤毛层材料24,或以某些方式被覆层。或者,工业用织物20也可用在造纸机的其它部之一上,即用在成形部或干燥部上,或作为一涂覆有聚合树脂的造纸工业处理带(PIPB)的基础织物。
MD纱线28和CD纱线30均可以是任何种类的用于纺织造纸机织物或其它工业处理织物的纱线。也就是说,单独使用的单股纤丝的单纤纱,或采取合股的单纤纱或合股的多纤纱(复丝)形式的合股/捻合纱,均可用作这些纱线中的任何一个纱线。此外,MD纱线28与CD纱线30都可以是被共同让渡的美国专利Nos.5204150及5391419中所示的覆层纱,该两个专利的内容均结合在此作为参考。
此外,制成MD纱线28与CD纱线30的纤丝是从人造聚合树脂材料,例如聚酰胺、聚酯、聚醚酮、聚丙烯、聚芳酰胺、聚烯烃、聚氨酯、聚酮、以及聚对苯二甲酸乙二醇酯(PET)树脂等挤压而成,或为金属线,其可根据工业用纺织织物产业尤其是造纸用布产业中公知的技术而结合在纱线中。
该销线34可为单股的单纤纱;多股的单纤纱;未互相捻合的,或合股的、捻合的、编结的、针织在一起的多股单纤纱;或任何其它的用于闭合造纸机用布的接缝的销线种类。该销线34可以是金属线,或由人造聚合树脂材料,例如在前段中所列举的材料挤压而成。
依据本发明,上述类型的可机上缝合的工业用织物的接缝可被制成较不易于受到会导致接缝过早失效的损害。请参阅图3A,其为以和图2相同的方式截取的本发明的可机上缝合的工业用织物40的截面图,该基础织物42包含一接缝44,该接缝含有多个由该基础织物42的MD纱线48所形成的缝合环圈46。该基础织物42也包含CD纱线50,并且如果该工业用织物40为一压榨织物,则还包括一层或多层针刺于其中的短纤材料52。
在图3A中可以看到,有一些MD纱线48并未形成缝合环圈46,而是环绕CD纱线50紧密编织以在缝合环圈46之间提供间隔,从而使该缝合环圈46相互交叉。在至少一些该间隔中,包围一个或多个CD纱线50的环54用作附加的缝合环圈。当要将可机上缝合的工业用织物40接合成无端套环的形式时,在该织物40两端的缝合环圈46和环54互相交叉以形成一孔道,销线56被引导穿过该孔道而将该两端接合在一起。
请参阅图3B,其是本发明的可机上缝合的工业用织物40的另一截面图,该基础织物42也如前述包含MD纱线48与CD纱线50。如果该工业用织物40为一压榨织物,则还有一层或多层短纤材料52针刺于该织物中。
在图3B中,没有一个MD纱线48形成缝合环圈。而是所有的MD纱线48都紧绕CD纱线50来编织。环54在至少某些相邻的MD纱线48之间的间隔处包围一个或多个CD纱线50,并用作缝合环圈。当要将该可机上缝合的工业用织物40接合成无端套环的形式时,在该织物40两端的环54会互相交叉以形成一孔道,销线56被引导穿过该孔道而将该两端接合在一起。
依据图4A与4B所示的本发明的变化实施例,环被用于将该织物两端的缝合环圈互相接合。其中,图4A与4B也分别是以和图2相同的方式截取的可机上缝合的工业用织物60、80的截面图。如上,织物60、80均包含一可机上缝合的基础织物62,该织物62包含一接缝64,该接缝含有多个由该基础织物62的MD纱线68所形成的缝合环圈66。基础织物62也包含CD纱线70,并且,如果工业用织物60、80是压榨织物或波纹带,则还包含一层或多层针刺于其中的短纤材料72。
从图4A与4B中可以看到,缝合环圈66并未直接互相接合。而是,在图4A中,使用环74通过第一和第二销线76、78将缝合环圈66互相连接。在图4B中,第一环82通过第一销线76与工业用织物80一端的缝合环圈66连接,而第二环84通过第二销线78与另一端的缝合环圈66连接。第一环82然后通过第三销线86与第二环84连接。
请参阅图3A与3B所示实施例,环54使CD纱线50可以强化接缝44。而图4A与4B是示出对现有技术的螺旋状接缝的一种变化例,其中环74并没有沿机器横向延伸的部分,而该部分若受损将会弱化整个接缝64。
一般而言,环54、74、82、84可具有若干种形状中的任何一种,例如圆形、卵形(椭圆)、斜形、长椭圆形、四边形,或D形。构成该环的材料可以是圆形、卵形(椭圆)、方形、矩形、或其它的截面形状,而直径可在0.15至1.0mm的范围内。
该环54、74、82、84可以是金属,或者从上述用于工业用纺织织物产业中的纱线的任何一种聚合树脂材料挤压而成,且可为挠性或非挠性的,或者在一端开口而在另一端通过例如锁扣或夹子而机械地封闭。该环也可在环的一个面或所有面上使用一预制的套盖,该套盖能遍及该环的表面来提供较均匀的压力差。该套盖可以是可渗透或不可渗透的。该环54、74、82、84可以是单纤丝、合股/捻合的纤丝、或编结的纤丝。这些环中的任何一个可以涂覆附加的聚合树脂材料。该环整体上沿机器方向的测量值可在0.70至3.0mm的范围内,并且沿该织物的厚度方向测得的高度在0.70至12.0mm的范围内,一般来说,不会稍厚于该织物本身。
在图3A与3B中的环54优选地在制造该织物期间进行安装,因为它们的安装包括将CD纱线50穿过各环来编织。具体地说,在改进的无端纺织期间,该环可从一贮槽(magazine)被安装在织机上。该贮槽靠近该织物的边缘设置,并且当纺织每对MD纱线时,插入一个环。MD纱线环绕其弯回的边缘(纬)线(edge cord)穿过该贮槽,并穿过所有环的内部。当各纱线被打纬而进入该织物中时,即有一环被插入。作为一变化例,使用多个边缘线,将MD纱线顺次编织,以便当在每个其它纱线被打入时,即有一环被插入。
当该织物被平织时,该织物如同要形成一销接缝时一样安装在一缝合台上。一贮槽沿该织物的整个边缘安装,该贮槽包含处于适当间隔的环,并具有一穿过该贮槽的“环圈形成销”。当各MD纱线环绕该环圈形成销弯折时,有一环即可插入两个MD环圈之间的结构中。
在图4A与4B中的环74、82、84可以在制造工厂,或造纸工厂,或其它要使用该工业用织物的工业设施中安装。该环可以存放在一贮槽内,或者安装或设置在一带上或纸板条上,以便于它们的安装。该环圈形成销被取下,且该环被卡入定位,该环可遍布整个宽度,或该宽度的部分区段,或一个一个地置于适当的成对纱线之间。一连接销再插入该整个宽度而穿过该环以将它们连接在该织物本体上。此过程类似于插入一螺线以形成一螺旋状接缝。该环被容纳在一贮槽内,该贮槽可为一具有一开口侧的管,并具有隔板以使该环适当地间隔开以用于特定的织物中。或者,也可围绕该环的圆周的某个部分而将该环安装并保持在一黏性带上,直至插入该织物中为止。
当该工业用织物是一具有合股/捻合MD纱线的压榨织物时,将该环在热定形和针刺之前安装,将避免该缝合环圈从垂直于该织物平面的优选取向发生扭转,该现象被称为第二螺旋效应。
对上述各例的修改对于本领域普通技术人员是显而易见的,但不会使经过修改的发明超出所附权利要求的范围。例如,如果该织物要贴附毛层,则该基础织物——由平织或改进的无端编织而成——都在各个织物边缘处具有环圈。在针刺之后,将该接缝打开并以现有技术中已知的方法切断该毛层,并将该织物安装在要使用该织物的机器上。然后可以如上所述使用一贮槽或黏性带而将该环安装在每个该织物边缘内。这可用于压榨织物、针刺的干燥织物以及波纹带。该压榨织物可以是平织的,或通过改进的无端编织法而织成,或由螺旋卷绕材料条制成,并如前所述进行缝合。
Claims (23)
1.一种可机上缝合的工业用织物,包含:
一可机上缝合的基础织物,所述基础织物具有一沿机器方向的纱线系统,和一沿机器横向的纱线系统,所述机器方向的纱线系统的所述纱线结合在所述机器横向的纱线系统的所述纱线上,以使所述基础织物形成为矩形,该矩形具有一长度,一宽度,两个纵向边缘,两个横向边缘,一第一面和一第二面,所述机器方向的纱线在所述基础织物的所述长度上延伸;以及
多个沿所述基础织物的所述两个横向边缘中的每一个的单独的环,每个所述环包围至少一个所述机器横向的纱线。
2.如权利要求1所述的可机上缝合的工业用织物,其特征在于,至少有一些所述机器方向的纱线沿所述两个横向边缘中的每一个形成缝合环圈。
3.如权利要求1所述的可机上缝合的工业用织物,其特征在于,该织物还包含至少一层附装在所述基础织物的所述第一和第二面之一上的短纤材料。
4.一种可机上缝合的工业用织物,包含:
一可机上缝合的基础织物,所述基础织物具有一沿机器方向的纱线系统,和一沿机器横向的纱线系统,所述机器方向的纱线系统的所述纱线结合在所述机器横向的纱线系统的所述纱线上,以使所述基础织物形成为矩形,该矩形具有一长度,一宽度,两个纵向边缘,两个横向边缘,一第一面和一第二面,所述机器方向的纱线在所述基础织物的所述长度上延伸,并沿所述基础织物的所述两个横向边缘中的每一个形成缝合环圈;
多个单独的第一环,每个所述第一环位于所述两个横向边缘之一处的一对所述缝合环圈之间,并包围至少一个所述机器横向的纱线;以及
多个单独的第二环,每个所述第二环位于所述两个横向边缘的另一个处的一对所述缝合环圈之间,并包围至少一个所述机器横向的纱线,由此所述工业用织物通过使所述第一环和所述第二环互相交叉,并通过引导一销线穿过一由所述互相交叉的第一和第二环所限定的孔道,而接合成一无端套环的形式。
5.如权利要求4所述的可机上缝合的工业用织物,其特征在于,该织物还包含至少一层附装在所述基础织物的所述第一和第二面之一上的短纤材料。
6.一种可机上缝合的工业用织物,包含:
一可机上缝合的基础织物,所述基础织物具有一沿机器方向的纱线系统,和一沿机器横向的纱线系统,所述机器方向的纱线系统的所述纱线结合在所述机器横向的纱线系统的所述纱线上,以使所述基础织物形成为矩形,该矩形具有一长度,一宽度,两个纵向边缘,两个横向边缘,一第一面和一第二面,所述机器方向的纱线在所述基础织物的所述长度上延伸;
多个单独的第一环,每个所述第一环在所述两个横向边缘之一处包围至少一个所述机器横向的纱线;以及
多个单独的第二环,每个所述第二环在所述两个横向边缘的另一个处包围至少一个所述机器横向的纱线,由此所述工业用织物通过使所述第一环和所述第二环互相交叉,并通过引导一销线穿过一由所述互相交叉的第一和第二环所限定的孔道,而接合成一无端套环的形式。
7.如权利要求6所述的可机上缝合的工业用织物,其特征在于,该织物还包含至少一层附装在所述基础织物的所述第一和第二面之一上的短纤材料。
8.如权利要求1所述的可机上缝合的工业用织物,其特征在于,所述基础织物在该两个面的至少一个上覆盖有选自以下一组的覆层:聚氨酯、硅酮、熔融的聚合物微粒、以及烧结的金属微粒。
9.如权利要求8所述的可机上缝合的工业用织物,其特征在于,所述覆层使用一种选自以下一组的方法来涂布:全幅涂覆,浸涂和喷涂。
10.如权利要求1所述的可机上缝合的工业用织物,其特征在于,所述基础织物由选自一组包含聚氨酯和硅酮的聚合树脂所浸渍。
11.如权利要求1所述的可机上缝合的工业用织物,其特征在于,各环的形状选自以下一组:圆形、卵形、斜形、长椭圆形、四边形、以及D形。
12.如权利要求11所述的可机上缝合的工业用织物,其特征在于,各环的横截面形状选自以下一组:圆形、卵形、方形、以及矩形。
13.如权利要求11所述的可机上缝合的工业用织物,其特征在于,各环的直径在0.15mm至1.0mm的范围内。
14.如权利要求11所述的可机上缝合的工业用织物,其特征在于,各环的长度在0.70mm至3.0mm的范围内。
15.如权利要求11所述的可机上缝合的工业用织物,其特征在于,各环的高度在0.70mm至12.0mm的范围内。
16.如权利要求11所述的可机上缝合的工业用织物,其特征在于,各环的最大高度等于该织物本身的厚度。
17.如权利要求11所述的可机上缝合的工业用织物,其特征在于,各环由金属制成。
18.如权利要求11所述的可机上缝合的工业用织物,其特征在于,各环由选自以下一组的聚合树脂材料制成:聚酰胺、聚酯、聚醚酮、聚丙烯、聚芳酰胺、聚烯烃、聚氨酯、聚酮、以及聚对苯二甲酸乙二醇酯树脂。
19.如权利要求11所述的可机上缝合的工业用织物,其特征在于,各环为选自以下一组的种类:单纤丝、合股/捻合的纤丝、或编结的纤丝。
20.如权利要求11所述的可机上缝合的工业用织物,其特征在于,各环涂覆有一聚合树脂材料。
21.一种可机上缝合的工业用织物,包含:
多个可机上缝合的基础织物,每个所述基础织物具有一沿机器方向的纱线系统,和一沿机器横向的纱线系统,所述机器方向的纱线系统的所述纱线结合在所述机器横向的纱线系统的所述纱线上,以使每个所述基础织物形成为矩形,该矩形具有一长度,一宽度,两个纵向边缘,两个横向边缘,一第一面和一第二面,所述机器方向的纱线在每个所述基础织物的所述长度上延伸,每个所述基础织物具有一个或多个接缝;以及
多个沿所述基础织物的所述两个横向边缘中的每一个的单独的环,每个所述环包围至少一个所述机器横向的纱线。
22.一种用于将多个环安装在一可机上缝合的基础织物上的方法,所述基础织物具有一沿机器方向的纱线系统,和一沿机器横向的纱线系统,所述机器方向的纱线系统的所述纱线结合在所述机器横向的纱线系统的所述纱线上,以使所述基础织物形成为矩形,该矩形具有一长度,一宽度,两个纵向边缘,两个横向边缘,一第一面和一第二面,所述机器方向的纱线在每个所述基础织物的所述长度上延伸,该方法包含以下步骤:
将一贮槽设在靠近所述横向边缘之一处,所述贮槽容纳所述多个要被插入的环,并使一边缘线穿过所述贮槽和所述环的内部;以及
当编织每对机器方向的纱线时沿所述横向边缘插入各个环。
23.一种可将多个环安装在一可机上缝合之基础织物上的方法,所述基础织物具有一沿机器方向的纱线系统,和一沿机器横向的纱线系统,所述机器方向的纱线系统的所述纱线结合在所述机器横向的纱线系统的所述纱线上,以使所述基础织物形成为矩形,该矩形具有一长度,一宽度,两个纵向边缘,两个横向边缘,一第一面和一第二面,所述机器方向的纱线在每个所述基础织物的所述长度上延伸,并沿其所述两个横向边缘中的每一个形成缝合环圈,其中所述基础织物是平织而成的,该方法包含以下步骤:
将该基础织物安装在一缝合台上;
将一贮槽设在靠近所述横向边缘之一处,所述贮槽容纳所述多个要被插入的环,并使一环圈形成销穿过其中;以及
当每个机器方向的纱线绕过该环圈形成销而弯回时,将各环插入各对所述缝合环圈之间。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/202,121 US7273074B2 (en) | 2002-07-24 | 2002-07-24 | On-machine-seamable industrial fabric having seam-reinforcing rings |
| US10/202,121 | 2002-07-24 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1671921A CN1671921A (zh) | 2005-09-21 |
| CN100378270C true CN100378270C (zh) | 2008-04-02 |
Family
ID=30769754
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB038174561A Expired - Fee Related CN100378270C (zh) | 2002-07-24 | 2003-07-02 | 具有接缝加固环的可机上缝合的工业用织物 |
Country Status (18)
| Country | Link |
|---|---|
| US (1) | US7273074B2 (zh) |
| EP (1) | EP1540203B1 (zh) |
| JP (1) | JP2006508259A (zh) |
| KR (1) | KR101030929B1 (zh) |
| CN (1) | CN100378270C (zh) |
| AT (1) | ATE353413T1 (zh) |
| AU (1) | AU2003248787B2 (zh) |
| BR (1) | BR0312859A (zh) |
| CA (1) | CA2493018C (zh) |
| DE (1) | DE60311664T2 (zh) |
| ES (1) | ES2279969T3 (zh) |
| MX (1) | MXPA05000712A (zh) |
| NO (1) | NO20050977L (zh) |
| NZ (1) | NZ537786A (zh) |
| RU (1) | RU2320793C2 (zh) |
| TW (1) | TWI246549B (zh) |
| WO (1) | WO2004010023A2 (zh) |
| ZA (1) | ZA200500620B (zh) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB0306769D0 (en) * | 2003-03-25 | 2003-04-30 | Voith Fabrics Heidenheim Gmbh | Composite press felt |
| US8640862B2 (en) * | 2006-04-10 | 2014-02-04 | Albany International Corp. | Seam-on laminated belt |
| US7814955B2 (en) * | 2006-10-24 | 2010-10-19 | Voith Patent Gmbh | Hydrolysis resistant woven corrugator fabric |
| US7789998B2 (en) * | 2007-02-09 | 2010-09-07 | Voith Patent Gmbh | Press fabric seam area |
| DE102007055902A1 (de) * | 2007-12-21 | 2009-06-25 | Voith Patent Gmbh | Band für eine Maschine zur Herstellung von Bahnmaterial |
| US20120132309A1 (en) * | 2010-11-30 | 2012-05-31 | Morris David D | Woven textile fabric and innerduct having multiple-inserted filling yarns |
| US9199412B2 (en) * | 2012-12-28 | 2015-12-01 | Albany International Corp. | Industrial fabric and method of welding seam area using ultrasonic welding |
| US10689807B2 (en) | 2013-03-14 | 2020-06-23 | Albany International Corp. | Industrial fabrics comprising infinity shape coils |
| US10689796B2 (en) | 2013-03-14 | 2020-06-23 | Albany International Corp. | Infinity shape coil for spiral seams |
| EP3305442B1 (en) * | 2015-06-02 | 2020-02-26 | Sumitomo Metal Mining Co., Ltd. | Metal microparticle aggregate, metal microparticle dispersion liquid, heat-ray-shielding film, heat-ray-shielding glass, heat-ray-shielding microparticle dispersion, and heat-ray-shielding laminated transparent substrate |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1170787A (zh) * | 1996-06-25 | 1998-01-21 | 阿尔巴尼国际公司 | 用于缝合造纸织物的聚酰胺螺线接缝 |
| CN1179802A (zh) * | 1995-03-27 | 1998-04-22 | 奥尔巴尼北卡费尔特公司 | 有接缝的造纸机蒙皮和这类接缝中使用的螺旋 |
| GB2325881A (en) * | 1997-06-04 | 1998-12-09 | Scapa Group Plc | Seam construction for papermaking fabric |
| WO1999007937A1 (en) * | 1997-08-09 | 1999-02-18 | Scapa Group Plc | Fabric seam |
| EP0964089A2 (en) * | 1998-06-12 | 1999-12-15 | Scapa Group Plc | Woven fabrics |
| CN1266920A (zh) * | 1999-03-11 | 2000-09-20 | 格舍梅公司 | 扣钉缝合的压榨毡 |
| WO2001004411A1 (en) * | 1999-07-09 | 2001-01-18 | Geschmay Corp. | Woven fabric |
| WO2001061105A1 (en) * | 2000-02-14 | 2001-08-23 | Albany International Corp. | Seamed industrial fabrics |
| US6302155B1 (en) * | 2000-07-14 | 2001-10-16 | Albany International Ab | Four-layer seamed press fabric |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR583953A (fr) * | 1924-07-23 | 1925-01-27 | Procédé de fabrication de toiles métalliques sans fin | |
| US2158007A (en) * | 1937-06-14 | 1939-05-09 | William D Ellis | Ironer belting |
| FR1282861A (fr) * | 1961-02-22 | 1962-01-27 | élément de feutre pouvant être amené d'une position à plat à une position en anneau et vice versa, notamment pour les industries du fibro-ciment, de la cellulose, du papier et analogues | |
| DE1251105B (de) * | 1965-03-29 | 1967-09-28 | Heinz Kerber | Endlose Verbindung von Gewebebaendern, insbesondere Trockenfilzen und Trockensieben fuer die Papier- und Zellstoffindustrie |
| DE2440802C2 (de) | 1974-08-26 | 1986-07-17 | Blendax-Werke R. Schneider Gmbh & Co, 6500 Mainz | Verwendung einer Zahn- und Mundpflegemittel-Kombination zur aufeinanderfolgenden Reinigung und Pflege von menschlichen Zähnen |
| GB1575123A (en) | 1977-08-31 | 1980-09-17 | Scapa Porritt Ltd | Jointing of fabric ends |
| US4381612A (en) * | 1981-06-03 | 1983-05-03 | Wangner Systems, Inc. | Dryer fabric for papermaking machine and method |
| US4476902A (en) | 1982-08-13 | 1984-10-16 | Scapa Inc. | In-line pintle loop seam |
| US4649619A (en) | 1983-08-22 | 1987-03-17 | Albany International Corp. | Method of forming a locked seam |
| JPS60169297U (ja) * | 1984-04-13 | 1985-11-09 | 敷島カンバス株式会社 | 製紙用ニ−ドルカンバスの接合部 |
| US4574435A (en) * | 1985-03-12 | 1986-03-11 | Albany International Corp. | Seam construction for papermachine clothing |
| GB8630243D0 (en) * | 1986-12-18 | 1987-01-28 | Scapa Porritt Ltd | Dryer fabric seaming |
| US4842212A (en) * | 1987-04-21 | 1989-06-27 | Asten Group, Inc. | Apparatus for seaming papermaker's fabric |
| US4896702A (en) * | 1988-12-01 | 1990-01-30 | Niagara Lockport Industries Inc. | Seam construction for papermaking fabrics |
| US5204150A (en) | 1989-08-17 | 1993-04-20 | Albany International Corp. | Loop formation in on-machine-seamed press fabrics using yarns comprising mxd6 polyamide resin material |
| US5391419A (en) | 1989-08-17 | 1995-02-21 | Albany International Corp. | Loop formation in on-machine-seamed press fabrics using unique yarns |
| US5480604A (en) | 1991-01-23 | 1996-01-02 | Asten, Inc. | Molded seam for papermakers fabric and method |
| US5188884A (en) | 1991-07-08 | 1993-02-23 | Wangner Systems Corporation | Woven papermaking fabric having low profile seam |
| GB9508573D0 (en) * | 1995-04-27 | 1995-06-14 | Scapa Group Plc | Papermakers fabric seaming |
| DE19710850A1 (de) * | 1996-03-19 | 1997-09-25 | Asten S C V | Nahtverbindung für hochzugfeste Gewebe |
| US5738151A (en) * | 1996-08-13 | 1998-04-14 | Asten, Inc. | Seam loop formation device and method of operation |
| CN1155729C (zh) | 1997-04-25 | 2004-06-30 | 广州有色金属研究院 | 一种新型耐蚀钛合金 |
| US5769131A (en) * | 1997-05-16 | 1998-06-23 | Albany International Corp. | Seam design for a dryer fabric |
| CA2238794A1 (en) * | 1998-06-12 | 1999-12-12 | Scapa Group Plc | Woven fabrics |
| US6465074B1 (en) * | 1999-08-25 | 2002-10-15 | Albany International Corp. | Base substrates for coated belts |
| DE19944864C2 (de) * | 1999-09-18 | 2003-03-06 | Heimbach Gmbh Thomas Josef | Band für den Umlauf in Maschinen sowie Verfahren zu dessen Herstellung |
| CN101591865A (zh) * | 2000-10-23 | 2009-12-02 | 奥尔巴尼国际公司 | 缝合的造纸机织物 |
| US6508278B1 (en) * | 2001-11-23 | 2003-01-21 | Albany International Corp. | Seam enhancements for seamed papermaker's fabrics |
-
2002
- 2002-07-24 US US10/202,121 patent/US7273074B2/en not_active Expired - Fee Related
-
2003
- 2003-07-02 WO PCT/US2003/020784 patent/WO2004010023A2/en active IP Right Grant
- 2003-07-02 CA CA2493018A patent/CA2493018C/en not_active Expired - Fee Related
- 2003-07-02 JP JP2004523053A patent/JP2006508259A/ja not_active Ceased
- 2003-07-02 AU AU2003248787A patent/AU2003248787B2/en not_active Expired - Fee Related
- 2003-07-02 CN CNB038174561A patent/CN100378270C/zh not_active Expired - Fee Related
- 2003-07-02 EP EP03765482A patent/EP1540203B1/en not_active Expired - Lifetime
- 2003-07-02 AT AT03765482T patent/ATE353413T1/de active
- 2003-07-02 ES ES03765482T patent/ES2279969T3/es not_active Expired - Lifetime
- 2003-07-02 KR KR1020057001074A patent/KR101030929B1/ko not_active IP Right Cessation
- 2003-07-02 BR BR0312859-8A patent/BR0312859A/pt not_active Application Discontinuation
- 2003-07-02 NZ NZ537786A patent/NZ537786A/en unknown
- 2003-07-02 RU RU2005101405/12A patent/RU2320793C2/ru not_active IP Right Cessation
- 2003-07-02 MX MXPA05000712A patent/MXPA05000712A/es active IP Right Grant
- 2003-07-02 DE DE60311664T patent/DE60311664T2/de not_active Expired - Lifetime
- 2003-07-15 TW TW092119312A patent/TWI246549B/zh not_active IP Right Cessation
-
2005
- 2005-01-21 ZA ZA200500620A patent/ZA200500620B/xx unknown
- 2005-02-23 NO NO20050977A patent/NO20050977L/no not_active Application Discontinuation
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1179802A (zh) * | 1995-03-27 | 1998-04-22 | 奥尔巴尼北卡费尔特公司 | 有接缝的造纸机蒙皮和这类接缝中使用的螺旋 |
| CN1170787A (zh) * | 1996-06-25 | 1998-01-21 | 阿尔巴尼国际公司 | 用于缝合造纸织物的聚酰胺螺线接缝 |
| GB2325881A (en) * | 1997-06-04 | 1998-12-09 | Scapa Group Plc | Seam construction for papermaking fabric |
| WO1999007937A1 (en) * | 1997-08-09 | 1999-02-18 | Scapa Group Plc | Fabric seam |
| EP0964089A2 (en) * | 1998-06-12 | 1999-12-15 | Scapa Group Plc | Woven fabrics |
| CN1266920A (zh) * | 1999-03-11 | 2000-09-20 | 格舍梅公司 | 扣钉缝合的压榨毡 |
| WO2001004411A1 (en) * | 1999-07-09 | 2001-01-18 | Geschmay Corp. | Woven fabric |
| WO2001061105A1 (en) * | 2000-02-14 | 2001-08-23 | Albany International Corp. | Seamed industrial fabrics |
| US6302155B1 (en) * | 2000-07-14 | 2001-10-16 | Albany International Ab | Four-layer seamed press fabric |
Also Published As
| Publication number | Publication date |
|---|---|
| AU2003248787B2 (en) | 2009-03-12 |
| EP1540203A2 (en) | 2005-06-15 |
| US20040016473A1 (en) | 2004-01-29 |
| JP2006508259A (ja) | 2006-03-09 |
| BR0312859A (pt) | 2005-07-12 |
| ZA200500620B (en) | 2006-07-26 |
| CA2493018A1 (en) | 2004-01-29 |
| CA2493018C (en) | 2012-04-10 |
| ATE353413T1 (de) | 2007-02-15 |
| RU2005101405A (ru) | 2005-09-10 |
| NZ537786A (en) | 2005-10-28 |
| DE60311664D1 (de) | 2007-03-22 |
| ES2279969T3 (es) | 2007-09-01 |
| DE60311664T2 (de) | 2007-10-25 |
| TWI246549B (en) | 2006-01-01 |
| US7273074B2 (en) | 2007-09-25 |
| NO20050977L (no) | 2005-02-23 |
| EP1540203B1 (en) | 2007-02-07 |
| AU2003248787A1 (en) | 2004-02-09 |
| TW200402495A (en) | 2004-02-16 |
| KR101030929B1 (ko) | 2011-04-27 |
| KR20050086405A (ko) | 2005-08-30 |
| CN1671921A (zh) | 2005-09-21 |
| WO2004010023A2 (en) | 2004-01-29 |
| RU2320793C2 (ru) | 2008-03-27 |
| WO2004010023A3 (en) | 2005-02-03 |
| MXPA05000712A (es) | 2005-04-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100282195B1 (ko) | 제지기 직물 | |
| CN1164830C (zh) | 四层缝合压榨织物 | |
| US5904187A (en) | Seam integrity in multiple layer/multiple seam press fabrics | |
| CN100365204C (zh) | 叠合式多轴向压榨织物 | |
| AU782274B2 (en) | Enhancements for seams in on-machine-seamable papermaker's fabrics | |
| CN100540800C (zh) | 造纸机与工业用织物的接缝 | |
| CN100378270C (zh) | 具有接缝加固环的可机上缝合的工业用织物 | |
| KR100680872B1 (ko) | 솔기가 있는 산업용 직물 | |
| KR101299002B1 (ko) | 4개 층 솔기 다축 직물 | |
| TWI236509B (en) | Seam enhancements for seamed papermaker's fabrics | |
| CN100429349C (zh) | 具有不同尺寸连接机构的多层缝合织物 | |
| CN101403203B (zh) | 包括互连环的机上接缝的工业织物及其制造方法 | |
| CN1653229A (zh) | 使织造的双层多轴织物连接强度增加、不均匀性减少的方法及由此方法制得的织物 | |
| RU2352702C2 (ru) | Новые методы сшивания |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20080402 Termination date: 20150702 |
|
| EXPY | Termination of patent right or utility model |