BRPI0720401B1 - Abrasivos de submícron alfa alumina ligados em alta temperatura - Google Patents
Abrasivos de submícron alfa alumina ligados em alta temperatura Download PDFInfo
- Publication number
- BRPI0720401B1 BRPI0720401B1 BRPI0720401-9A BRPI0720401A BRPI0720401B1 BR PI0720401 B1 BRPI0720401 B1 BR PI0720401B1 BR PI0720401 A BRPI0720401 A BR PI0720401A BR PI0720401 B1 BRPI0720401 B1 BR PI0720401B1
- Authority
- BR
- Brazil
- Prior art keywords
- alumina
- abrasive grains
- abrasive
- fixing agent
- alpha alumina
- Prior art date
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/02—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent
- B24D3/04—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic
- B24D3/14—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic ceramic, i.e. vitrified bondings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D18/00—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/02—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent
- B24D3/04—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic
- B24D3/14—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic ceramic, i.e. vitrified bondings
- B24D3/16—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic ceramic, i.e. vitrified bondings for close-grained structure, i.e. of high density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/34—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents characterised by additives enhancing special physical properties, e.g. wear resistance, electric conductivity, self-cleaning properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/34—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents characterised by additives enhancing special physical properties, e.g. wear resistance, electric conductivity, self-cleaning properties
- B24D3/342—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents characterised by additives enhancing special physical properties, e.g. wear resistance, electric conductivity, self-cleaning properties incorporated in the bonding agent
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/10—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on aluminium oxide
- C04B35/111—Fine ceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/10—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on aluminium oxide
- C04B35/111—Fine ceramics
- C04B35/117—Composites
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/10—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on aluminium oxide
- C04B35/111—Fine ceramics
- C04B35/117—Composites
- C04B35/119—Composites with zirconium oxide
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K3/00—Materials not provided for elsewhere
- C09K3/14—Anti-slip materials; Abrasives
- C09K3/1409—Abrasive particles per se
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3205—Alkaline earth oxides or oxide forming salts thereof, e.g. beryllium oxide
- C04B2235/3206—Magnesium oxides or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
- C04B2235/3225—Yttrium oxide or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3232—Titanium oxides or titanates, e.g. rutile or anatase
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/327—Iron group oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3275—Cobalt oxides, cobaltates or cobaltites or oxide forming salts thereof, e.g. bismuth cobaltate, zinc cobaltite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3409—Boron oxide, borates, boric acids, or oxide forming salts thereof, e.g. borax
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3418—Silicon oxide, silicic acids, or oxide forming salts thereof, e.g. silica sol, fused silica, silica fume, cristobalite, quartz or flint
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/36—Glass starting materials for making ceramics, e.g. silica glass
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5409—Particle size related information expressed by specific surface values
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5445—Particle size related information expressed by the size of the particles or aggregates thereof submicron sized, i.e. from 0,1 to 1 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/77—Density
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/78—Grain sizes and shapes, product microstructures, e.g. acicular grains, equiaxed grains, platelet-structures
- C04B2235/785—Submicron sized grains, i.e. from 0,1 to 1 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/9646—Optical properties
- C04B2235/9661—Colour
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Inorganic Chemistry (AREA)
- Composite Materials (AREA)
- Polishing Bodies And Polishing Tools (AREA)
- Compositions Of Oxide Ceramics (AREA)
- Compounds Of Alkaline-Earth Elements, Aluminum Or Rare-Earth Metals (AREA)
Abstract
ABRASIVOS DE SUBMÍCRON ALFA ALUMINA LIGADOS EM ALTA TEMPERATURA. A presente invenção refere-se a um abrasivo de ligação de alta temperatura que inclui grãos abrasivos de alumina, e a uma matriz de ligação vítrea na qual os grãos abrasivos de alumina são distribuídos, a matriz de ligação vítrea possuindo uma temperatura de curagem de não menos de 1000°C. Os grãos abrasivos de alumina incluem alfa alumina policristalina possuindo uma microestrutura cristalina fina caracterizada por um tamanho de domínio médio de alfa alumina de não mais de 500 nm, e os grãos abrasivos de alumina ainda incluem um agente de fixação que é uma fase dispersa na alfa aluma policristalina.
Description
[0001] Aspectos da presente invenção são geralmente direcionados a fer-ramentas e componentes abrasivos ligados em alta temperatura, particu-larmente, abrasivos ligados em alta temperatura que incorporam finos grãos abrasivos de microestrutura de alumina.
[0002] Materiais abrasivos e componentes de alto desempenho têm sido usados há tempos em várias aplicações de máquinas industriais, incluindo lapidação/moagem, no qual a remoção do material a granel é executada, a um fino polimento, no qual finos mícrons e submícrons de irregularidades de superfície são abordadas. Materiais típicos que passam por tais operações em máquinas incluem várias cerâmicas, vidros, vidros-cerâmicas, metais e ligas de metais. Abrasivos também tomam várias formas, como abrasivos livres como em uma pasta, na qual partículas abrasivas soltas são usadas para maquinários. Alternativamente, abrasivos podem tomar a forma de um abrasivo fixo, como um abrasivo revestido ou um abrasivo ligado. Abrasivos revestidos são geralmente categorizados como componentes abrasivos possuindo um substrato subjacente, no qual partículas ou grãos se aderem através de uma série de revestimentos fabricados e revestimentos em tamanho. Abrasivos ligados tipicamente não possuem um substrato subjacente, e são formados de uma estrutura integral de grãos abrasivos que são unidos através de um material de ligação matriz.
[0003] Abrasivos ligados de última geração tiram vantagem de materiais de ligação vítreos, como matrizes de ligação de vidro com base em sílica. Alternativamente, abrasivos ligados especializados para certas aplicações incorporam grãos superabrasivos, como carbeto de boro e diamante, e po- dem ser unidos integralmente através do uso de uma matriz de ligação com liga de metal.
[0004] Enquanto abrasivos ligados continuam a passar por um desenvol-vimento nos anos recentes, atenção particular tem sido dada a abrasivos ligados que utilizam uma matriz de ligação formada de um material vítreo. Um exemplo de um componente de abrasivo ligado em alta temperatura está descrito na Patente dos EUA 5.282.875. Enquanto componentes abrasivos ligados em alta temperatura melhoraram o desempenho e durabilidade, continua a existir na tecnologia uma necessidade para mais componentes melhorados.
[0005] De acordo com um aspecto, um abrasivo ligado em alta temperatura é fornecido que inclui grãos abrasivos de alumina e uma matriz de ligação vítrea na qual os grãos abrasivos são distribuídos. A matriz de ligação vítrea possui propriedades de alta temperatura, incluindo uma temperatura de cura a partir de 1000°C. Os grãos abrasivos de alumina compreendem α- alumina policristalina possuindo uma microestrutura cristalina fina caracterizada por uma α-alumina de tamanho de domínio médio menor do que 500 nm. Os grãos abrasivos de alumina ainda compreendem um agente de fixação, o agente de fixação compreendendo uma fase dispersa na fase de α-alumina policristalina.
[0006] De acordo com outro aspecto, um abrasivo ligado em alta tempera-tura é fornecido que inclui grãos abrasivos de alumina e uma matriz de li-gação vítrea na qual os grãos são distribuídos. A matriz de ligação vítrea possui uma temperatura de cura a partir de 1000°C. Os grãos abrasivos de alumina compreendem α-alumina policristalina possuindo uma microestru- tura cristalina fina caracterizada por um tamanho de domínio médio menor do que 300 nm. Além disso, os grãos abrasivos de alumina compreendem um agente de fixação incluindo pelo menos uma fase de óxido de zircônio dispersa na fase de α-alumina policristalina.
[0007] Além disso, um método para formar um abrasivo ligado em alta temperatura é fornecido. O método pede a formação de grãos abrasivos de α-alumina policristalina de microestrutura cristalina fina por tratamento a quente do precursor da α-alumina contendo um agente de fixação a uma temperatura a partir de 1350°C. Um corpo moldado é então formado con-tendo os grãos de α-alumina e uma matriz de ligação vítrea. Além disso, o tratamento por calor do corpo moldado é conduzido a uma temperatura de cura a partir de 1000°C e acima do ponto de derretimento do material de matriz de ligação vítrea. Os grãos abrasivos de alumina possuem um tama-nho de domínio cristalino médio menor do que 300 nm após o tratamento por calor.
[0008] De acordo com uma personificação, um abrasivo ligado em alta temperatura inclui grãos abrasivos de alumina que possuem uma microes- trutura particularmente fina e uma matriz de ligação vítrea na qual os grãos abrasivos de alumina são distribuídos.
[0009] Voltando-se inicialmente a uma descrição dos grãos abrasivos de alumina, tipicamente os grãos abrasivos de alumina são principalmente formados de α-alumina policristalina. A α-alumina policristalina geralmente forma a maioria da etapa dos grãos, isto é, pelo menos 50% em peso. Porém, geralmente os grãos abrasivos de alumina possuem pelo menos 60% de peso, normalmente 80% em peso, e em certas personificações pelo menos 90% em peso de α-alumina policristalina. A α-alumina policristali- na possui uma microestrutura possui uma fina microestrutura cristalina que pode ser caracterizada por uma α-alumina de tamanho de domínio médio menor do que 500 nm. Os domínios cristalinos são discretos, regiões cris- talinas identificáveis da microestrutura que são formadas a partir de uma agregação de cristais únicos, ou podem ser formados a partir de um único cristal. Porém, de acordo com certas personificações, os domínios cristalinos são monocristalinos e são facilmente observados através de análise de varredura por microscopia eletrônica. O tamanho de domínio cristalino pode ser até mais fino, menor do que 400 nm, ou menor do que 300 nm. Com o tamanho de domínio cristalino ainda mais fino, tipicamente os domínios são unicamente cristalinos como notado acima. Tais domínios finos podem ser particularmente pequenos, menor do que 200 nm, menor do que 190 nm, ou mesmo menor do que 180 nm. É notável que o tamanho de domínio cristalino fino está presente no componente do abrasivo de ligação de alta temperatura, pós-processamento. Isto é particularmente notável já que normalmente o processo para formação de abrasivos ligados em alta tem-peratura envolve tratamento com alta temperatura no qual a matriz de liga-ção vítrea é curada. Tal tratamento de alta temperatura possui uma tendência a causar crescimento do domínio, o que é particularmente indesejável. Mais detalhes estão fornecidos abaixo.
[0010] Como notado acima, os grãos abrasivos de alumina ainda incluem um agente de fixação. Um agente de fixação é um material que é estranho à microestrutura da α-alumina dos grãos, e pode ser identificado por uma segunda fase dispersa na fase da matriz de α-alumina policristalina. O agente de fixação é geralmente eficiente para "fixar" os domínios, prevenindo assim o crescimento exagerado do domínio durante a sinterização e/ou processamento em alta temperatura dos grãos para formar o componente abrasivo de ligação. Exemplos de um agente de fixação incluem óxidos, carbetos, nitretos e boretos, assim como seus produtos de reação com a matriz de α-alumina policristalina. De acordo com personificações em particular, o agente de fixação compreende um óxido escolhido de pelo menos um de silício, boro, titânio, zircônio, e um elemento raro, e seus produtos de reação com a matriz α-alumina policristalina. Um agente de fixação em particular é o óxido de zircônio, geralmente em forma de ZrO2 (zircônia). O óxido de zircônio é um material particularmente adequado, e geralmente é inerte dentro da matriz da α-alumina policristalina, então para fazer uma reação muito limitada com a alumina retendo uma fase de cristal de óxido de zircônio, tipicamente zircônia. O agente de fixação está geralmente presente nos grãos abrasivos de alumina em uma quantidade a partir de 0,1% em peso, como uma quantidade a partir de 0,5% em peso, ou a partir de 1,0% em peso. O limite inferior do agente de fixação é escolhido para ser uma quantidade que é eficiente para prevenir um crescimento exagerado de domínio.
[0011] De acordo com uma personificação, o agente de fixação está presente nos grãos abrasivos em uma quantidade menor do que 40% em peso, como uma quantidade menor do que 30% em peso, menor do que 20% em peso, ou até mesmo menor do que 10% em peso. No abrasivo de ligação de alta temperatura, o agente de fixação é geralmente identificado como possuindo um tamanho particulado menor do que 5 mícrons, como menor do que de 1 mícron. Tamanhos de particulados finos associados ao agente de fixação mostraram ser úteis, como menor do que 500 nm, ou menor do que 300 nm, ou menor do que 200 nm. Como descrito em mais detalhes abaixo, no contexto dos métodos para formação de componentes abrasivos de ligação de alta temperatura, o agente de fixação pode ser introduzido nos grãos abrasivos de alumina em forma sólida, como uma forma de submícrons, particularmente incluindo forma coloidal. Alternativamente, o agente de fixação pode ser introduzido nos grãos abrasivos de alumina ou seus precursores, de forma que no tratamento por calor em alta temperatura o precursor do agente de fixação converte em uma fase cristalina desejada como o óxido, carbeto, nitreto ou boreto desejados.
[0012] O processamento para formar um abrasivo de ligação de alta tem-peratura de acordo com as personificações da presente invenção geralmente começa com a formação dos grãos abrasivos de alumina. De acordo com uma personificação em particular, os grãos abrasivos de alumina são formados a partir de um processo de semente, no qual um material apropriado para semear é combinado com um precursor de α-alumina, seguido por um tratamento por calor para converter o precursor da α-alumina na fase dese-jada da α-alumina. As sementes podem ser formadas de acordo com a Pa-tente dos EUA 4.623.364, na qual o precursor seco de alumina em gel se-meado é calcinado para formar α-alumina. A α-alumina calcinada pode ser ainda processada como por moagem para fornecer um material de semente apropriado de área de alta superfície. Tipicamente, a área superficial é quantificada por área superficial específica (SSA), a partir de 10 m2/g, tipi-camente a partir de 20 m2/g, a partir de 30 m2/g, ou a partir de 40 m2/g. Personificações particulares possuem uma área superficial a partir de 50 m2/g. Geralmente, a área superficial é limitada, menor do que 300 m2/g, e menor do que 250 m2/g.
[0013] O material de semente é então combinado com o precursor da α- alumina, que pode tomar qualquer uma das formas de materiais alumino- sos que é uma forma apropriada para conversão para α-alumina. Tal material precursor inclui, por exemplo, aluminas hidratadas, incluindo tri- hidrato de alumina (ATH) e boehmita. Como aqui usado, a boehmita denota hidratos de alumina incluindo boehmita mineral, tipicamente sendo Al2O3 H2O e possuindo um conteúdo de água na ordem de 15%, assim como pseudo-boehmita, possuindo um conteúdo de água maior do que 15%, como de 20% a 38%. Da mesma forma, o termo boehmita será usado para denotar hidratos de alumina possuindo de 15 a 38% de conteúdo de água, como um conteúdo de água de 15 a 30% em peso. Nota-se que a boehmita, incluindo pseudo-boehmita, tem uma estrutura particular e em cristal identificável e de acordo, um padrão de difração de raio-X único, como tal, distingue-se de outros materiais aluminosos, incluindo outras aluminas hidratadas.
[0014] Tipicamente, o precursor da α-alumina, como a boehmita, é combi-nado com o material semeado de forma que as sementes estão presentes em uma quantidade a partir de 0,2% em peso com relação ao conteúdo de sólidos total de sementes e um precursor de α-alumina. Tipicamente, as sementes estão presentes em uma quantidade menor que 30% em peso, ou, tipicamente, em uma quantidade menor do que 20% em peso.
[0015] As sementes e o precursor de α-alumina são geralmente combinados em forma de pasta, que é então gelificada, como pela adição de um ácido ou base apropriada, como ácido nítrico. Após a gelificação, o gel é tipicamente seco, moído, e o material seco é passado por peneiras de classificação. A fração de sólido classificado pode então ser sujeita a um processo de sinterização que possui um tempo de embebimento limitado. Tipicamente, a sinterização é conduzida por um período de tempo que não excede 30 minutos, como menos de 20 minutos, menos de 15 minutos. De acordo com personificações em particular, o período de sinterização é particularmente curto, até 10 minutos.
[0016] De acordo com um desenvolvimento em particular, um agente de fixação ou precursor de agente de fixação é adicionado à suspensão contendo sementes e um precursor de α-alumina. Tipicamente, o agente de fixação ou precursor do agente de fixação está presente em uma quantidade menor do que 40% em peso baseado no conteúdo de sólidos combinados do precursor de α-alumina, sementes, e agente de fixação, ou precursor de agente de fixação (calculado com base no conteúdo de sólidos do agente de fixação nos grãos finais de α-alumina). Geralmente, o agente de fixação está presente em uma quantidade a partir de 0,1% em peso, tal como, a partir de 0,5% em peso ou ainda, a partir de 1% em peso baseado no conteúdo total de sólidos como notado acima.
[0017] Ainda mais, de acordo com um desenvolvimento em particular, a sinterização é conduzida a uma temperatura acima da necessária para efetivar a conversão do precursor da α-alumina em α-alumina. Em um sentido, certas personificações chamam de "supersinterização" do material precursor da α-alumina. Particularmente, temperaturas adequadas são geralmente menor do que 1350°C, menor do que 1375°C, menor do que 1385°C, menor do que 1395°C, ou menor do que 1400°C. Com relação a isto, nota-se que enquanto os materiais de α-alumina semeados de microes- trutura fina foram formados na tecnologia, tipicamente, tais materiais são processados a temperaturas mais baixas, normalmente abaixo de 1350°C. Outras observações sobre o efeito combinado da utilização de um agente de fixação e supersinterização são aqui fornecidas abaixo.
[0018] Após a sinterização, grãos abrasivos opcionalmente classificados são então combinados com um material de ligação vítrea, moldados em um contorno geométrico apropriado (por exemplo, roda de moagem), cujos contornos e formas são bem apreciados no contexto da tecnologia de abra-sivos de ligação. O processamento para completar o componente do abrasivo de ligação tipicamente envolve tratamento por calor a uma temperatura de cura. Como aqui usado, a temperatura de cura denota um parâmetro material associado com o material da matriz de ligação vítrea, e é geralmente em excesso da temperatura de fusão, e particularmente, a temperatura de transição do vidro Tg do material de ligação. A temperatura de cura é a temperatura mínima na qual o material da matriz de ligação não apenas amacia e se torna flutuante, mas também se torna fluido a uma extensão assegurando a umidificação completa e ligação aos grãos abrasivos. Tipi-camente, a temperatura de cura de acordo com estas personificações não é maior do que 1000°C, geralmente indicando a formação de um abrasivo de ligação de alta temperatura.
[0019] Exemplos particulares foram realizados de acordo com a seguinte descrição.
[0020] Em um béquer pirex de 400 ml, 30 gramas de hidróxido de óxido de alumínio (pseudo boehmita) em pó sob o nome comercial DISPERAL obtido de Sasol Inc. de Hamburgo, Alemanha, foi agitado em 61 mililitros de água deionizada (resistividade de 2 mega-ohm cm).
[0021] Como matéria-prima para a semente, precursor seco de alumina em gel como preparado na Patente dos EUA 4.623.364 foi calcinado a 1100°C por 5 minutos em um forno rotativo para converter a alumina para forma α com uma área superficial como medido pelo método BET de 15 para 28 mg2/g. 72 kg desta matéria-prima de α-alumina foram misturados com 150 kg de água deionizada e alimentados em um moinho de esferas horizontal fabricado por Netzch Company (sede em Selb, Alemanha). O modelo do aparelho foi LMZ-25. A moagem foi conduzida por 24 horas com a pasta circulando continuamente através do moinho. Aproximadamente 40 kg de abrasivo de alumina como fabricado por Saint-Gobain em tamanho de 46 grãos foi empregado como meio de moagem. Após a moagem, a área da superfície foi cerca de 75 m2/g.
[0022] Para a pasta de Disperal, 1,43 gramas da pasta de sementes prepa-rada acima foram adicionadas com agitação.
[0023] A esta mistura, foi então adicionado com agitação, 7,5 gramas de 20% em peso de solução de HNO3 enquanto a agitação foi continuada até que a mistura resultante formasse um gel.
[0024] O gel foi seco por uma noite a 95°C e então moído com um pau de macarrão de madeira. A fração dos grãos passando por uma peneira de 30 malhas e permanecendo em uma peneira de 45 malhas foi retida.
[0025] 5 gramas dos grãos retidos foram então colocados em um barco de alumina e colocados em uma fornalha em tubo pré-aquecida (Lindberg Blue M Series STF 55433) para sinterização. A sinterização foi conduzida por um total de 5 minutos.
[0026] Espécimes foram sinterizados em 3 temperaturas diferentes, 1300°C, 1350°C e 1400°C. A rigidez e propriedades do tamanho do cristal foram medidas.
[0027] Os componentes abrasivos ligados dos grãos sinterizados contendo uma matriz de ligação vítrea foram feitos pela mistura de 1,22 gramas dos grãos sinterizados com 0,72 gramas de vidro em pó e adicionando 2 gotas de 7,5% em peso de solução de álcool polivinílico (PVA). A composição do pó de vidro é geralmente baseada em sílica, possuindo um componente maior de sílica. O conteúdo típico de sílica não é inferior a 50% em peso, tipicamente a partir de 60% em peso, e a partir de 65% em peso. Componentes adicionais do pó de vidro incluem óxidos como alumina, óxido de sódio, magnésio, óxido de potássio, óxido de lítio, óxido de boro, titânia, óxido de ferro, cálcio, outros óxidos e combinações do mesmos. A composição particular do pó de vidro que forma a matriz de ligação é escolhida para possuir uma temperatura alta de cura desejável e Tg como discutido em detalhes acima. A mistura foi então colocada em um molde de aço inoxidável de 1,25 cm e pressionada a 6,9 x 107 Pa 10.000 psi. O disco resultante foi então colocado em uma fornalha de mufla resfriada (Lindberg tipo 51524) e aquecido a 1250°C em 8 horas, mantido a essa temperatura por 4 horas e então resfriado por 8 horas. O disco resultante foi preparado como uma seção polida e a rigidez e tamanho do cristal foram medidos.
[0028] Este exemplo ilustra o efeito de um agente de fixação de ZrO2 para prevenir o crescimento indesejável do cristal e fornecer resistência à corrosão.
[0029] Um corpo de cerâmica de grãos abrasivos foi preparado como no Exemplo 1 exceto que o ZrO2 coloidal foi adicionado a níveis de 0,5% em peso relativo ao valor final de alumina, 1,0% relativo ao valor final de alumina e 2,0% relativo ao valor final de alumina. A fonte de ZrO2 foi acetato de ZrO2 NYACOL 20 nm coloidal em forma estabilizada obtida de Nyacol. Espécimes foram preparados e medidos como no Exemplo 1.
[0030] Este exemplo ilustra o efeito de um agente de fixação de SiO2 para prevenir o crescimento indesejável do cristal e fornecer resistência à corrosão.
[0031] Um corpo de cerâmica de grãos abrasivos foi preparado como no Exemplo 1 exceto que o SiO2 coloidal foi adicionado a níveis de 0,5% em peso relativo ao valor final de alumina, 1,0% relativo ao valor final de alumina e 2,0% relativo ao valor final de alumina. A fonte de SiO2 foi amônia de SiO2 NYACOL 20 nm coloidal em forma estabilizada obtida de Nyacol Inc, Ashland, MA. Espécimes foram preparados e medidos como no Exemplo 1.
[0032] Este exemplo ilustra o efeito de um agente de fixação de Y2O3 para prevenir o crescimento indesejável do cristal e fornecer resistência à corrosão.
[0033] Um corpo de cerâmica de grãos abrasivos foi preparado como no Exemplo 1 exceto uma solução de nitrato de ítrio foi adicionada a níveis de 0,5% em peso relativo ao valor final de alumina, 1,0% relativo ao valor final de alumina e 2,0% relativo ao valor final de alumina. A fonte nitrato de ítrio foi de Aldrich químicos. Espécimes foram preparados e medidos como no Exemplo 1.
[0034] Este exemplo ilustra o efeito do agente de fixação/anti-corrosão em um corpo composto, que inclui óxido de magnésio. Material foi feito como no Exemplo 2 com 2% em peso de ZrO2 e 1% em peso de MgO adicionado como uma solução de nitrato de magnésio. Este exemplo também incorpora um marcador colorido de óxido de cobalto (0,08%) como indicador visual da extensão da corrosão. O precursor do óxido de cobalto foi o nitrato de cobalto.
[0035] O tamanho do domínio de cristal dos exemplos descritos acima foi então medido por microscopia eletrônica de varredura (SEM) de uma seção polida dos Exemplos. O aumento de 50.000 x foi tipicamente usado, e espécimes foram termicamente moldadas por 5 minutos a 100°C abaixo da temperatura de sinterização e o tamanho do domínio do cristal é relatado ou obtido pelo método de interceptação sem correção estatística. De acordo com estas personificações, domínios de cristal são pouco estáveis em altas temperaturas, o que pode ser quantificado em termos de Estabilidade de Cristal. A Estabilidade de Cristal é aqui definida como a temperatura na qual os grãos abrasivos de alumina passam por um crescimento de domínio limitado quantificado pelo tamanho de domínio médio menor do que 500 nm, após 5 minutos de exposição a tal temperatura. Estas personificações possuem uma Estabilidade de Cristal de pelo menos 1400°C, como pelo menos 1500°C.
[0036] Além da quantificação do tamanho do domínio do cristal, a extensão da corrosão foi quantificada usando várias técnicas. Durante a formação do abrasivo de ligação de alta temperatura, a matriz do material de li- gação vítrea tem uma tendência de penetrar e reagir com os grãos de alumina. Tal ataque é altamente indesejável, e pode ser medido em termos de rigidez. Aqui, a rigidez foi medida tomando-se dados de rigidez de um corpo pequeno sinterizado (cerca de 0,5 mm) em seu centro e próximo à margem externa (aproximadamente 15 a 30 mícrons da margem externa). O método bem conhecido de microindentação de Vickers é usado com uma carga de 500 g. Observa-se que uma vez que o corpo de cerâmica passa por corrosão, a rigidez próxima à margem externa (exposta) diminui enquanto fases mais macias são formadas por reação com o vidro de sílica derretida. A corrosão também foi medida incorporando-se um corante (marcador) como óxido de cobalto, a um nível de várias centenas de ppm que formam um aluminato de cobalto azul no corpo sinterizado. A profundidade da corrosão pode ser monitorada visualmente observando-se o cla- reamento da cor azul do aluminato de cobalto devido à reação com as fases de sílica. Adicionalmente, e particularmente notável, a corrosão pode ser quantificada em termos de índice de corrosão, representado pela profundidade média da penetração de Si após a exposição dos grãos abrasivos de alumina ao vidro derretido de sílica a 1250°C por 4 horas. Estas personificações mostram um índice de corrosão menor do que 15 mícrons, menor do que 10 mícrons, ou mesmo menor do que 8 mícrons.
[0037] A caracterização dos corpos de cerâmica sintetizados nos Exemplos 1-5 está resumida nas Tabelas 1 e 2.TABELA 1 - Ilustra a resistência ao crescimento do domínio de cristal como função de temperatura relatada em mícrons.
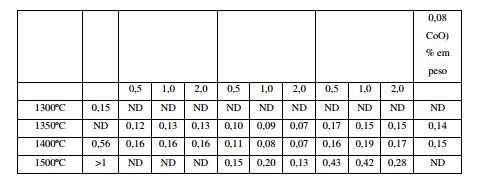
[0038] Os resultados na Tabela 1 claramente mostram que o Exemplo 1 passa por um crescimento dramático de domínio como uma função da tem-peratura. Os exemplos contendo várias quantidades de agentes de fixação reduzem a sensibilidade ao crescimento do grão como uma função da tem-peratura e assim estendem a variação de temperatura útil de aplicação.TABELA 2 *Exemplo 1 com dopagem de 0,08% em peso de CoO como descrito no exemplo 5.
*Exemplo 1 com dopagem de 0,08% em peso de CoO como descrito no exemplo 5.
[0039] A tabela 2 ilustra que aditivos de zircônia ou ítrio claramente reduzem a reatividade do grão com vidro como demonstrado por uma melhor retenção da rigidez. Adicionalmente, o uso de aditivos como ZrO2 claramente minimiza a penetração da invasão de SiO2 no grão e fornece um grão mais estável em vista do vidro derretido. Adicionalmente, claramente observa-se que quando um aditivo de óxido de cobalto é usado como indicador de cor, a extensão da reação quando aditivos como ZrO2 são empregados é muito menor do que evidenciado pela retenção da cor azul.
[0040] De acordo com as presentes personificações, componentes abrasivos de ligação de alta temperatura de microestrutura fina particularmente dese-jáveis foram fornecidos. Tais componentes de microestrutura fina SAP no-táveis como tecnologia de ponta, que é geralmente limitada a abrasivos de ligação de alta temperatura de microestrutura média como exemplificado na Patente dos EUA 5.282.875, que ensina, como melhor, uma microestru- tura possuindo domínios de cristal de 600nm e cristais únicos de α-alumina com um tamanho de 350nm e maiores (ver Patente dos EUA 4.744.802 in-corporada por referência na Patente dos EUA 5.282.875). Enquanto grãos abrasivos de alumina de microestrutura fina têm sido utilizados no passado para aplicações de abrasivos livres, tais grãos abrasivos de alumina de mi- croestrutura fina tipicamente não têm sido utilizados no contexto de aplica-ções de abrasivos de ligação de alta temperatura. Tais materiais de microes- trutura fina mostraram dissolver-se no material da matriz de ligação vítrea durante o processamento e/ou passam por um crescimento exagerado do domínio do cristal durante o tratamento por calor associado com abrasivos de ligação de altas temperaturas. Isto é claramente mostrado no Exemplo 1 descrito acima, no qual um material inicialmente de microestrutura fina mostrou passar por um crescimento exagerado de domínio e corrosão ex- cessiva.
[0041] Enquanto não se deseja estar ligado a nenhuma teoria em particular, acredita-se que a combinação do uso de um agente de fixação e supersinte- rizar os grãos abrasivos resulta em um grão altamente estável que é resistente à mudança microestrutural durante o processamento a altas temperaturas como aplicações com uso de altas temperaturas. Acredita-se que o agente de fixação é eficiente para o crescimento do grão que é normalmente observado a temperaturas elevadas, enquanto a condição dos processos de supersinterização é creditada a afetar notadamente a melhoria das carac-terísticas anti-corrosão e ainda melhorar o efeito de pinagem do agente de fixação. As altas temperaturas de sinterização como aqui descritas podem resultar em fases de limites de grãos que são mais resistentes à corrosão por meio de cristalização modificada dos limites do grão, ou distribuição uni-forme do volume de limite do grão e/ou dissolução seletiva de certos ele-mentos do limite do grão na matriz. A condição de supersinterização também pode afetar sinergisticamente o agente de fixação de forma a afetar a resistência adicional à corrosão no grão abrasivo. Qualquer que seja o me-canismo, os efeitos observados são claros em demonstrar que os compo-nentes dos abrasivos de ligação de alta temperatura de acordo com estas personificações exibem características estáveis de corrosão.
[0042] Ainda se nota que a tecnologia de semeação anterior citou a utilização de estabilizadores do crescimento do grão, incluindo vários estabilizadores de óxidos, assim como temperaturas de sinterização acima de 1300°C normalmente associadas com a sinterização de grãos abrasivos de alumina sol-gel semeados. Porém, tais inibidores do crescimento dos grãos e tempe-raturas de sinterização mostraram estar em conexão com a fabricação geral de materiais α-alumina, e acredita-se que tais materiais de microestrutura fina também sofram de crescimento exagerado dos grãos e/ou corrosão ex- cessiva no contexto de um componente abrasivo de ligação de alta tempera-tura. Porém, foi surpreendentemente descoberto que a combinação dos ma-teriais do agente de fixação e condições de supersinterização abordaram as deficiências marcadas de não apenas o crescimento do domínio dos cristais durante o processamento e condições de uso do abrasivo de ligação de alta temperatura, mas também a resistência à corrosão.
Claims (14)
1. Abrasivo de ligação de alta temperatura, compreendendo: grãos abrasivos de alumina e uma matriz de ligação vítrea na qual os grãos abrasivos de alumina são distribuídos, possuindo uma temperatura de cura a partir de 1000°C, caracterizado por os grãos abrasivos de alumina compreenderem alfa alumina policristalina, possuindo uma microestrutura cristalina fina definida por um tamanho de domínio médio de alfa alumina menor do que 300 nm; os grãos abrasivos de alumina compreendendo ainda um agente de fixação, o agente de fixação compreendendo uma fase dispersa na alfa alumina policristalina; e os grãos abrasivos de alumina tendo uma estabilidade de cristal de pelo menos 1400°C, em que a estabilidade de cristal é a temperatura na qual os grãos abrasivos de alumina passam por um crescimento de domínio quantificado por um tamanho de domínio médio maior do que 300 nm, após 5 minutos de exposição na citada temperatura.
2. Abrasivo, de acordo com a reivindicação 1, caracterizado por o agente de fixação ser um óxido de pelo menos um elemento do grupo consistindo em silício, boro, titânio, zircônio, metais terrosos raros, seus produtos de reação com a alfa alumina policristalina, e combinações dos mesmos.
3. Abrasivo, de acordo com a reivindicação 2, caracterizado por o agente de fixação compreender óxido de zircônio.
4. Abrasivo, de acordo com a reivindicação 1, caracterizado por o agente de fixação estar presente nos grãos abrasivos de alumina em uma quantidade a partir de 0,1% em peso.
5. Abrasivo, de acordo com a reivindicação 4, caracterizado por o agente de fixação estar presente nos grãos abrasivos de alumina dentro de uma variação de 0,1 a 20% em peso.
6. Abrasivo, de acordo com a reivindicação 1, caracterizado por o agente de fixação possuir um tamanho de partículas médio menor do que 1 mícron.
7. Abrasivo, de acordo com a reivindicação 1, caracterizado por os grãos abrasivos de alumina possuírem um tamanho de domínio de cristal médio menor do que 200 nm.
8. Abrasivo, de acordo com a reivindicação 7, caracterizado por os domínios da alfa alumina policristalina serem cristalinos únicos e possuírem um tamanho de domínio de cristal médio menor do que 180 nm.
9. Abrasivo, de acordo com a reivindicação 1, caracterizado por os grãos abrasivos de alumina possuírem um índice de corrosão menor que 15 μm, onde o índice de corrosão é a profundidade média da penetração de Si após exposição dos grãos abrasivos de alumina a vidro de sílica derretido a 1250°C por 4 horas.
10. Abrasivo, de acordo com a reivindicação 1, caracterizado por a matriz de ligação vítrea possuir uma temperatura de cura a partir de 1100°C.
11. Abrasivo, de acordo com a reivindicação 1, caracterizado por a matriz de ligação vítrea possuir uma temperatura de transição do vidro Tg a partir de 1000°C.
12. Abrasivo de ligação de alta temperatura, compreendendo: grãos abrasivos de alumina e uma matriz de ligação vítrea na qual os grãos abrasivos de alumina são distribuídos, a matriz de ligação vítrea possuindo uma temperatura de cura a partir de 1000°C, caracterizado por os grãos abrasivos de alumina compreendendo alfa alumina policristalina possuindo uma microestrutura cristalina fina definida por um tamanho de domínio médio menor do que 300 nm, e em que os grãos abrasivos de alumina ainda compreendem um agente de fixação, o agente de fixação compreendendo uma fase de óxido de zircônio dispersa na alfa alumina policristalina.
13. Método de formar um abrasivo de ligação de alta temperatura, conforme definido pela reivindicação 1, compreendendo: combinar um material de semente de alfa alumina, um precursor de alfa alumina e, um agente de fixação, na forma de uma pasta aquosa gelificada; formar grãos abrasivos de alfa alumina de microestrutura cristalina fina, por tratamento por calor o precursor da alfa alumina combinado; o material de semente de alfa alumina e, o agente de fixação a uma temperatura a partir de 1350°C, caracterizado por os grãos abrasivos de alumina possuírem um tamanho de domínio cristalino médio menor do que 300 nm após o tratamento por calor e, o agente de fixação formar uma fase dispersa nos grãos abrasivos de alfa alumina; formar um corpo moldado contendo os grãos de alfa alumina com um material de matriz de ligação vítrea; e tratar por calor o corpo moldado a uma temperatura de cura, a temperatura de cura a partir de 1000°C e, acima de um ponto de derretimento do material da matriz de ligação vítrea, o material da matriz de ligação vítrea liga grãos abrasivos de alumina individuais entre si.
14. Método, de acordo com a reivindicação 13, caracterizado por o agente de fixação compreender um óxido de boro, titânio, zircônio, elementos terrosos raros ou, uma combinação dos mesmos e, possuir um tamanho de partículas médio menor que 5 microns.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US87074006P | 2006-12-19 | 2006-12-19 | |
| US60/870,740 | 2006-12-19 | ||
| PCT/US2007/087155 WO2008079680A1 (en) | 2006-12-19 | 2007-12-12 | Submicron alpha alumina high temperature bonded abrasives |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BRPI0720401A2 BRPI0720401A2 (pt) | 2014-01-21 |
| BRPI0720401B1 true BRPI0720401B1 (pt) | 2022-09-27 |
Family
ID=39284199
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BRPI0720401-9A BRPI0720401B1 (pt) | 2006-12-19 | 2007-12-12 | Abrasivos de submícron alfa alumina ligados em alta temperatura |
Country Status (22)
| Country | Link |
|---|---|
| US (3) | US8932378B2 (pt) |
| EP (1) | EP2094443B1 (pt) |
| JP (1) | JP5231446B2 (pt) |
| KR (1) | KR101132159B1 (pt) |
| CN (1) | CN101594966B (pt) |
| AU (1) | AU2007337145B2 (pt) |
| BR (1) | BRPI0720401B1 (pt) |
| CA (1) | CA2672139C (pt) |
| CO (1) | CO6210695A2 (pt) |
| ES (1) | ES2452324T3 (pt) |
| HK (1) | HK1139102A1 (pt) |
| IL (2) | IL199408A (pt) |
| MX (1) | MX2009006591A (pt) |
| NZ (1) | NZ577441A (pt) |
| PL (1) | PL2094443T3 (pt) |
| PT (1) | PT2094443E (pt) |
| RU (1) | RU2415006C1 (pt) |
| SI (1) | SI2094443T1 (pt) |
| TW (1) | TWI351334B (pt) |
| UA (1) | UA92690C2 (pt) |
| WO (1) | WO2008079680A1 (pt) |
| ZA (1) | ZA200904293B (pt) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013507260A (ja) | 2009-10-08 | 2013-03-04 | サンーゴバン アブレイシブズ,インコーポレイティド | ボンド研磨物品および形成方法 |
| US8721751B2 (en) | 2009-12-02 | 2014-05-13 | Saint-Gobain Abrasives, Inc. | Bonded abrasive article and method of forming |
| EP2507014A4 (en) | 2009-12-02 | 2015-07-29 | Saint Gobain Abrasives Inc | RELATED ABRASIVE ARTICLE AND ITS TRAINING METHOD |
| CA2811216C (en) | 2010-09-15 | 2015-08-25 | Saint-Gobain Abrasives, Inc. | Abrasive impregnated brush |
| WO2012060211A1 (ja) * | 2010-11-01 | 2012-05-10 | 昭和電工株式会社 | アルミナ質焼結体、砥粒、及び砥石 |
| TWI470069B (zh) | 2011-03-31 | 2015-01-21 | Saint Gobain Abrasives Inc | 用於高速磨削操作之磨料物品 |
| TWI471196B (zh) | 2011-03-31 | 2015-02-01 | Saint Gobain Abrasives Inc | 用於高速磨削操作之磨料物品 |
| WO2013049239A1 (en) | 2011-09-26 | 2013-04-04 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive articles including abrasive particulate materials, coated abrasives using the abrasive particulate materials and methods of forming |
| EP3110900B1 (en) | 2014-02-27 | 2019-09-11 | 3M Innovative Properties Company | Abrasive particles, abrasive articles, and methods of making and using the same |
| EP4140649A1 (en) | 2014-12-30 | 2023-03-01 | Saint-Gobain Abrasives, Inc. | Abrasive articles and methods of forming same |
| EP3683016A1 (en) | 2014-12-30 | 2020-07-22 | Saint-Gobain Abrasives, Inc. | Abrasive articles and methods for forming the same |
| WO2016141575A1 (en) * | 2015-03-11 | 2016-09-15 | Shengguo Wang | Manufacturing method for nano sized alpha alumina |
| KR20180088753A (ko) * | 2015-12-30 | 2018-08-06 | 생-고뱅 세라믹스 앤드 플라스틱스, 인코포레이티드 | 연마 입자 및 이의 형성 방법 |
| CN106007685A (zh) * | 2016-05-12 | 2016-10-12 | 青岛四砂泰益超硬研磨股份有限公司 | 一种含锆的具有亚微米晶粒结构的α-氧化铝基磨料及制备方法 |
| CN107160296B (zh) * | 2017-06-16 | 2018-12-04 | 江西冠亿研磨股份有限公司 | 一种高强度低温烧结微晶玻璃结合剂及其制备方法 |
| EP3670954A4 (en) * | 2017-08-18 | 2021-04-07 | Unipres Corporation | CYLINDRICAL CLUTCH DISC RETAINER AND CORRESPONDING PRESSURE MOLDING PROCESS |
| EP3731995A4 (en) | 2017-12-28 | 2021-10-13 | Saint-Gobain Abrasives, Inc | RELATED ABRASIVE ARTICLES |
| WO2019166920A1 (en) * | 2018-02-28 | 2019-09-06 | 3M Innovative Properties Company | Kit of parts and process for fast firing a porous zirconia article in combination with a surface treating agent containing a glass powder |
| CN108857932A (zh) * | 2018-05-30 | 2018-11-23 | 安徽佑开科技有限公司 | 一种金刚石砂轮配方 |
| CN108942703A (zh) * | 2018-05-30 | 2018-12-07 | 安徽佑开科技有限公司 | 一种超薄金刚石砂轮生产方法 |
| WO2022140275A1 (en) * | 2020-12-21 | 2022-06-30 | Oerlikon Metco (Us) Inc. | Lightweight corrosion-resistant wear-resistant brake disc, and method of manufacturing |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4623364A (en) * | 1984-03-23 | 1986-11-18 | Norton Company | Abrasive material and method for preparing the same |
| CA1254238A (en) | 1985-04-30 | 1989-05-16 | Alvin P. Gerk | Process for durable sol-gel produced alumina-based ceramics, abrasive grain and abrasive products |
| US5259147A (en) | 1986-02-15 | 1993-11-09 | Vereinigte Schmirgel-Und Maschinenfabriken Aktiengesellschaft | Granular abrasive material |
| US4881951A (en) | 1987-05-27 | 1989-11-21 | Minnesota Mining And Manufacturing Co. | Abrasive grits formed of ceramic containing oxides of aluminum and rare earth metal, method of making and products made therewith |
| US5009676A (en) | 1989-04-28 | 1991-04-23 | Norton Company | Sintered sol gel alumina abrasive filaments |
| US5139978A (en) * | 1990-07-16 | 1992-08-18 | Minnesota Mining And Manufacturing Company | Impregnation method for transformation of transition alumina to a alpha alumina |
| US5219806A (en) * | 1990-07-16 | 1993-06-15 | Minnesota Mining And Manufacturing Company | Alpha phase seeding of transition alumina using chromium oxide-based nucleating agents |
| US5282875A (en) | 1992-03-18 | 1994-02-01 | Cincinnati Milacron Inc. | High density sol-gel alumina-based abrasive vitreous bonded grinding wheel |
| WO1994007809A1 (en) | 1992-09-25 | 1994-04-14 | Minnesota Mining And Manufacturing Company | Abrasive grain containing alumina and zirconia |
| AU1370595A (en) * | 1993-12-28 | 1995-07-17 | Minnesota Mining And Manufacturing Company | Alpha alumina-based abrasive grain having an as sintered outer surface |
| US5989301A (en) * | 1998-02-18 | 1999-11-23 | Saint-Gobain Industrial Ceramics, Inc. | Optical polishing formulation |
| DE19945335A1 (de) | 1999-09-22 | 2001-04-05 | Treibacher Schleifmittel Gmbh | Al¶2¶O¶3¶/SiC-Nanokomposit-Schleifkörner, Verfahren zu ihrer Herstellung sowie ihre Verwendung |
| US20040148869A1 (en) * | 2003-02-05 | 2004-08-05 | 3M Innovative Properties Company | Ceramics and methods of making the same |
| US20040148868A1 (en) | 2003-02-05 | 2004-08-05 | 3M Innovative Properties Company | Methods of making ceramics |
| US6802878B1 (en) * | 2003-04-17 | 2004-10-12 | 3M Innovative Properties Company | Abrasive particles, abrasive articles, and methods of making and using the same |
| CN1194932C (zh) * | 2003-07-25 | 2005-03-30 | 湖南泰鑫瓷业有限公司 | 高性能耐磨陶瓷材料 |
-
2007
- 2007-12-12 AU AU2007337145A patent/AU2007337145B2/en active Active
- 2007-12-12 PL PL07865537T patent/PL2094443T3/pl unknown
- 2007-12-12 EP EP07865537.0A patent/EP2094443B1/en active Active
- 2007-12-12 BR BRPI0720401-9A patent/BRPI0720401B1/pt active IP Right Grant
- 2007-12-12 PT PT78655370T patent/PT2094443E/pt unknown
- 2007-12-12 CA CA2672139A patent/CA2672139C/en active Active
- 2007-12-12 UA UAA200906857A patent/UA92690C2/ru unknown
- 2007-12-12 NZ NZ577441A patent/NZ577441A/en not_active IP Right Cessation
- 2007-12-12 ES ES07865537.0T patent/ES2452324T3/es active Active
- 2007-12-12 KR KR1020097012931A patent/KR101132159B1/ko active IP Right Grant
- 2007-12-12 SI SI200731434T patent/SI2094443T1/sl unknown
- 2007-12-12 US US11/954,735 patent/US8932378B2/en active Active
- 2007-12-12 RU RU2009125451/02A patent/RU2415006C1/ru active
- 2007-12-12 WO PCT/US2007/087155 patent/WO2008079680A1/en active Application Filing
- 2007-12-12 JP JP2009543073A patent/JP5231446B2/ja active Active
- 2007-12-12 CN CN2007800465401A patent/CN101594966B/zh active Active
- 2007-12-12 MX MX2009006591A patent/MX2009006591A/es active IP Right Grant
- 2007-12-19 TW TW096148770A patent/TWI351334B/zh active
-
2009
- 2009-06-17 IL IL199408A patent/IL199408A/en active IP Right Grant
- 2009-06-18 ZA ZA200904293A patent/ZA200904293B/xx unknown
- 2009-06-19 CO CO09064246A patent/CO6210695A2/es not_active Application Discontinuation
-
2010
- 2010-05-26 HK HK10105167.4A patent/HK1139102A1/xx unknown
-
2014
- 2014-01-31 US US14/170,081 patent/US9144887B2/en active Active
-
2015
- 2015-08-25 US US14/835,216 patent/US9669517B2/en active Active
- 2015-09-21 IL IL241777A patent/IL241777B/en active IP Right Grant
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BRPI0720401B1 (pt) | Abrasivos de submícron alfa alumina ligados em alta temperatura | |
| JP2542014B2 (ja) | 窒化アルミニウムセラミツク複合体 | |
| JPS61254685A (ja) | 研磨材粒子の製造方法、アルミナベースセラミック研磨材粒子及び研磨材製品 | |
| Shi et al. | Fabrication of hot-pressed zircon ceramics: mechanical properties and microstructure | |
| Badiee et al. | Effect of nano-titania addition on the properties of high-alumina low-cement self-flowing refractory castables | |
| JPH03237060A (ja) | 高靭性のセラミック合金 | |
| JP2506852B2 (ja) | セラミック研磨剤製品及びその製造方法並びに表面研削方法 | |
| BRPI0614878A2 (pt) | camadas cerámicas e corpos moldáveis estáveis a alta temperatura | |
| JPS58181725A (ja) | 粗い結晶性アルミナの製造方法 | |
| EP2954978B1 (en) | Core/shell-type inorganic particles | |
| JPH05509285A (ja) | 酸化クロムベースの核形成剤を用いた遷移アルミナのα相シード化 | |
| JP3160820B2 (ja) | 研磨剤組成物 | |
| BR112016019215B1 (pt) | Grão abrasivo à base de óxido de alumínio eletrofundido com um revestimento de superfície compreendendo óxido de titânio e/ou carbono, e seu método de produção | |
| CN111285386B (zh) | 一种改性水合氧化铝的制备方法及其制备的改性水合氧化铝产品 | |
| Dudnik et al. | Synthesis and properties of nanocrystalline 90 wt% ZrO 2-10 wt% Al 2 O 3 powder | |
| KR20230072533A (ko) | SiC-TiC 복합체 및 그 제조방법 | |
| KR920007018B1 (ko) | 세라믹체 및 그의 제조방법 | |
| JPH078740B2 (ja) | アルミナ−ジルコニア質焼結体及びその製造方法 | |
| Tripathi et al. | Sintered mullite from aluminous ore for refractory application |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B07A | Application suspended after technical examination (opinion) [chapter 7.1 patent gazette] | ||
| B09B | Patent application refused [chapter 9.2 patent gazette] | ||
| B12B | Appeal against refusal [chapter 12.2 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 12/12/2007, OBSERVADAS AS CONDICOES LEGAIS. PATENTE CONCEDIDA CONFORME ADI 5.529/DF, QUE DETERMINA A ALTERACAO DO PRAZO DE CONCESSAO. |