BR112015016163B1 - Método de formação de um impresso digital em um painel - Google Patents
Método de formação de um impresso digital em um painel Download PDFInfo
- Publication number
- BR112015016163B1 BR112015016163B1 BR112015016163-4A BR112015016163A BR112015016163B1 BR 112015016163 B1 BR112015016163 B1 BR 112015016163B1 BR 112015016163 A BR112015016163 A BR 112015016163A BR 112015016163 B1 BR112015016163 B1 BR 112015016163B1
- Authority
- BR
- Brazil
- Prior art keywords
- ink
- dyes
- particles
- dry
- powder
- Prior art date
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M3/00—Printing processes to produce particular kinds of printed work, e.g. patterns
- B41M3/006—Patterns of chemical products used for a specific purpose, e.g. pesticides, perfumes, adhesive patterns; use of microencapsulated material; Printing on smoking articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J11/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form
- B41J11/0015—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form for treating before, during or after printing or for uniform coating or laminating the copy material before or after printing
- B41J11/002—Curing or drying the ink on the copy materials, e.g. by heating or irradiating
- B41J11/0024—Curing or drying the ink on the copy materials, e.g. by heating or irradiating using conduction means, e.g. by using a heated platen
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/0057—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material where an intermediate transfer member receives the ink before transferring it on the printing material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/21—Ink jet for multi-colour printing
- B41J2/2107—Ink jet for multi-colour printing characterised by the ink properties
- B41J2/2114—Ejecting transparent or white coloured liquids, e.g. processing liquids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/407—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for marking on special material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M7/00—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C3/00—Processes, not specifically provided for elsewhere, for producing ornamental structures
- B44C3/02—Superimposing layers
- B44C3/025—Superimposing layers to produce ornamental relief structures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C5/00—Processes for producing special ornamental bodies
- B44C5/04—Ornamental plaques, e.g. decorative panels, decorative veneers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D11/00—Inks
- C09D11/30—Inkjet printing inks
- C09D11/32—Inkjet printing inks characterised by colouring agents
- C09D11/322—Pigment inks
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D11/00—Inks
- C09D11/30—Inkjet printing inks
- C09D11/38—Inkjet printing inks characterised by non-macromolecular additives other than solvents, pigments or dyes
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G15/00—Apparatus for electrographic processes using a charge pattern
- G03G15/20—Apparatus for electrographic processes using a charge pattern for fixing, e.g. by using heat
- G03G15/2003—Apparatus for electrographic processes using a charge pattern for fixing, e.g. by using heat using heat
- G03G15/2014—Apparatus for electrographic processes using a charge pattern for fixing, e.g. by using heat using heat using contact heat
- G03G15/2017—Structural details of the fixing unit in general, e.g. cooling means, heat shielding means
- G03G15/2021—Plurality of separate fixing and/or cooling areas or units, two step fixing
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G15/00—Apparatus for electrographic processes using a charge pattern
- G03G15/20—Apparatus for electrographic processes using a charge pattern for fixing, e.g. by using heat
- G03G15/2003—Apparatus for electrographic processes using a charge pattern for fixing, e.g. by using heat using heat
- G03G15/2014—Apparatus for electrographic processes using a charge pattern for fixing, e.g. by using heat using heat using contact heat
- G03G15/2064—Apparatus for electrographic processes using a charge pattern for fixing, e.g. by using heat using heat using contact heat combined with pressure
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G15/00—Apparatus for electrographic processes using a charge pattern
- G03G15/20—Apparatus for electrographic processes using a charge pattern for fixing, e.g. by using heat
- G03G15/2096—Apparatus for electrographic processes using a charge pattern for fixing, e.g. by using heat using a solvent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M7/00—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock
- B41M7/02—Dusting, e.g. with an anti-offset powder for obtaining raised printing such as by thermogravure ; Varnishing
Abstract
método de formação de um impresso digital em um painel e equipamento para proporcionar um impresso digital. a invenção refere-se a um método e equipamento para formar um impresso digital por aplicação de corantes secos (7) em uma superfície (2) de um painel (1), ligação de uma parte dos corantes (7) com um ligante (11), e remoção dos corantes não ligados (7) a partir da superfície (2).
Description
[001] A descrição, de um modo geral, se relaciona ao campo de superfícies decorativas digitalmente criadas para painéis de construção, tais como painéis de piso e de parede. A descrição se relaciona a um método e a um equipamento para aplicar e ligar corantes à base de pó, tal que uma impressão digital é formada em tais superfícies.
[002] As concretizações desta invenção são, particularmente, adequadas para uso em pisos, que são formados em painéis de piso compreendendo um núcleo ou um corpo, a camada decorativa, e, de preferência, uma camada estruturada resistente à desgaste transparente acima da camada decorativa. As concretizações preferidas são pisos laminados convencionais, piso à base de pó, pisos de madeira, pisos de LVT à base de plástico, e ladrilhos de cerâmica. A seguinte descrição de técnicas, problemas de tecnologia conhecida, e objetivos e características da invenção serão, portanto, como um exemplo não restritivo, objetivados acima de tudo neste campo de aplicação e, em particular, em pavimentos que são similares a pavimentos laminados convencionais, ou pavimentos com uma camada superficial resiliente.
[003] Deve ser enfatizado que as concretizações da invenção podem ser usadas para produzir uma imagem digital e/ou uma estrutura digitalmente formada em qualquer superfície, mas, painéis planos, tais como, por exemplo, painéis de construção, em geral, painéis de parede, tetos, componentes de mobiliário, e produtos similares que geralmente têm grandes superfícies com modelos decorativos avançados, são preferidos. Os princípios básicos da invenção podem ser usados para aplicar um impresso no papel, folhas, têxteis, metais, madeira sólida, folheado de madeira, materiais em folha à base de madei- ra, cortiça, linóleo, material de polímero, cerâmicas, papel de parede, e superfícies similares.
[004] A seguinte descrição é usada para descrever os antecedentes e produtos, materiais e métodos de produção que podem compreender partes específicas de concretizações preferidas na descrição desta invenção.a) Pavimentos Laminados.
[005] A maioria de todos os pisos laminados são produzidos de acordo com um método de produção geralmente referido como Laminado Prensado Direto (DPL). Tais pisos laminados têm um núcleo de 6 -12 mm de painel de fibras, uma camada superficial decorativa superior de 0,2 mm de espessura de laminado, e uma camada estabilizadora inferior de 0,1-0,2 mm de espessura de laminado, plástico, papel, ou materiais similares.
[006] A camada superficial de um piso laminado é caracterizada em que as propriedades decorativas e de desgaste são geralmente obtidas com duas camadas separadas de papel, uma acima da outra. A camada decorativa é, em geral, um papel impresso, e a camada de desgaste é um papel de sobreposição transparente, que compreende pequenas partículas de óxido de alumínio.
[007] O papel de decoração é o mais crítico dos papéis de lami- nação a medida que ele dá a aparência visual do laminado. O peso do papel de decoração é, em geral, na faixa de 60 - 150 g/m2.
[008] O papel de sobreposição é, em geral, mais fino com um peso de cerca de 20 - 50 g/m2, e é produzido de celulose pura, que é baseada em polpa deslignificada. O papel de sobreposição torna-se quase completamente transparente após a laminação, e a aparência do decor papel é visível. Os papéis de sobreposição mais espessos com uma quantidade considerável de partículas de óxido de alumínio podem dar uma alta resistência ao desgaste. A desvantagem é que eles são menos transparentes, e o padrão decorativo é coberto por uma camada cinza que rompe o padrão impresso.
[009] A impressão de papéis decorativos é de custo muito eficiente. Prensas de rotogravura com cilindros de impressão que podem ter uma largura de 3 metros e que podem operar com uma velocidade de até 600 m/min, são usadas. Os cilindros de impressão são, em geral, produzidos por gravação mecânica convencional. Recentemente, a gravação a laser digital foi introduzida, que permite desenvolvimento de decoração mais rápido, e proporciona uma melhor qualidade de decoração. Tintas livres de solvente com pigmentos orgânicos são frequentemente usadas, e a tinta em excesso é reciclada.
[0010] O papel decorativo impresso e a sobreposição são impregnados com resinas de melamina formaldeído, em geral, referidas como resinas de melamina, e laminados a um núcleo de HDF em prensas de laminado grandes descontínuas ou contínuas onde a resina cura sob alto calor (cerca de 170°C) e pressão (4-6 MPa (40 - 60 bar)), e os papéis são laminados ao material de núcleo. Uma placa de prensa em relevo ou correia de captação formam a estrutura superficial. Às vezes, um papel estruturado é usado como uma matriz de prensa. A gravação é em pisos de alta qualidade produzidos em registro com o projeto. A profundidade de gravação é limitada a 0,1 - 0,2 mm (100 - 200 mí- cron).
[0011] Os pisos laminados podem também serem produzidos com tecnologia de impressão direta. Uma vantagem é que a operação de prensagem pode ser evitada, e que nenhum papel impresso é necessário para proporcionar uma superfície decorativa. Tintas de hidro impressão são usadas para imprimir a decoração por uma prensa de impressão multicor com rolos em um núcleo pré-vedado, e o impresso é coberto com uma camada de desgaste transparente protetora que po- de ser uma sobreposição, uma folha plástica, ou um verniz. O processo de produção é, preferivelmente, complicado, e é somente de custo eficiente em volumes de produção muito grandes.
[0012] A tecnologia de impressão direta pode ser substituída com tecnologia de impressão digital que é muito mais flexível, e pequenos volumes de produção podem ser economicamente manufaturados. A diferença entre estes dois métodos é principalmente a etapa de impressão onde os rolos de impressão são substituídos por um processo de impressão de não contato digital.
[0013] A impressão digital pode também ser usada para impressão em uma folha de papel que é usada na produção de laminado convencional, e laminada sob calor e pressão. A impressão pode ser feita antes ou após a impregnação. Tal impressão antes da impregnação é complicada, visto que o papel pode ser intumescido e encolhido durante a etapa de impressão e de impregnação, e pequenas quantidades não são de custo eficiente para impregnar. A impressão após impregnação em um papel impregnado com melamina é muito difícil, visto que pigmentos aplicados em uma superfície de melamina flutuam durante a etapa de prensagem quando a resina de melamina está em um estado líquido. Tais problemas podem ser solucionados parcialmente com um método onde um papel cru, de preferência, compreendendo uma cor base, é aplicado e fixado ao núcleo antes da impressão, e papel impregnado ou pó de melamina é aplicado sob e/ou sobre o papel cru, tal que as resinas a partir dos papéis impregnados penetram no papel cru durante a etapa de prensagem.
[0014] Os pisos laminados podem também terem uma superfície de folhas de papel, ou folhas plásticas, e tais materiais de folha podem também serem impressos digitalmente. Uma camada transparente resistente à desgaste protetora que, em geral, é um verniz de poliuretano, é usada para cobrir a decoração impressa. b) Pisos à base de pó (WFF)
[0015] Recentemente, novos tipos de piso "livres de papel" foram desenvolvidos com superfícies sólidas compreendendo uma mistura de pó substancialmente homogênea de fibras, ligantes, e partículas resistentes à desgaste, daqui por diante referido como WFF (Piso de Fibra de Madeira).
[0016] A mistura de pó pode compreender partículas de óxido de alumínio, resinas de melamina formaldeído, e fibras de madeira. Em muitas aplicações, partículas decorativas, tais como, por exemplo, pigmentos de cor, são incluídas na mistura. Em geral, todos estes materiais são aplicados na forma seca como um pó misturado em um núcleo de HDF, e curados sob calor e pressão a uma camada sólida de 0,1 - 1,0 mm. O pó é, antes da prensagem, estabilizado com umidade e lâmpadas de IR, tal que ele forma uma camada de pele superior similar a uma camada de papel, e isto impede o pó de ser soprado durante prensagem. O pó de melamina formaldeído e fibras de madeira podem ser substituídos por partículas termoplásticas.
[0017] Várias vantagens sobre a tecnologia conhecida e, especialmente, sobre pisos laminados convencionais, podem ser obtidas, tais como resistência a desgaste e o impacto aumentada, gravação profunda, flexibilidade de produção aumentada, e custos inferiores. Uma profundidade de gravação de 0,2 -0,7 mm pode, facilmente, ser alcançada.
[0018] A tecnologia de pó é muito adequada para produzir uma camada superficial decorativa, que é uma cópia de pedra e cerâmicas. No passado, era mais difícil criar projetos tais como, por exemplo, decorações de madeira. Contudo, recentemente, a impressão de pó digital foi desenvolvida, e é possível criar projetos muito avançados de qualquer tipo por injeção de tinta no pó antes da prensagem. Os problemas relacionados à impregnação de papel podem ser completa- mente eliminados, visto que nenhuma impregnação é requerida. A estrutura de superfície é produzida no mesmo modo como para piso laminado por uma placa de prensa estruturada, uma correia de captação, ou um papel de matriz gravada que é prensado contra o pó. Uma vantagem comparada a outras tecnologias de impressão digital é que o pó proporciona uma cor base, e nenhuma camada protetora é necessária acima da impressão, visto que a tinta pode penetrar no pó. A penetração é, contudo, preferivelmente limitada, visto que as gotas de tinta serão ligadas à primeira partícula que elas colidem, principalmente as fibras de madeira. A resistência a desgaste aumentada pode ser alcançada se várias camadas de pó impressas são aplicadas entre si, ou se uma sobreposição de pó é usada como uma camada protetora aplicada sobre o impresso digital.c) Resina de melamina formaldeído.
[0019] Uma substância básica no Laminado e pisos de WFF é a resina de melamina formaldeído de termocura que é usada como um ligante. A resina de melamina, ou resina de melamina formaldeído (em geral, encurtada para melamina), é um material plástico de termocura duro produzido de melamina e formaldeído por polimerização. Tal resina, daqui por diante referida como melamina, compreende três estágios básicos. Os estágios, estágio A, estágio B, estágio C, são descritos em Principles of Polymerization, George Odian, 3rd edition, que é aqui incorporado por referência, incluindo particularmente páginas 122 a 123. O primeiro estágio A não curado é obtido quando melamina, formaldeído e água, são fervidos a uma substância líquida com um teor seco de cerca de 50%. O segundo estágio B semicurado é obtido quando a resina líquida é usada para impregnar, por exemplo, um papel de sobreposição que após a aplicação da resina líquida, é secado com calor. As moléculas começam a reticular, mas a resina é ainda possível curar em um estágio final se a secagem da resina é produzida durante um tempo preferivelmente curto, por exemplo, um minuto, e com um calor de cerca de 90 - 120°C.
[0020] O estágio B pode também ser obtido por pulverização da resina líquida sobre ar quente, tal que as gotas são secadas, e um pó de melamina formaldeído semicurada seca é obtido, que compreende partículas esféricas redondas pequenas com um diâmetro de cerca de 30 - 100 mícron (0,03 -0,10 mm).
[0021] O estágio C completamente curado final é obtido quando, por exemplo, o papel impregnado de melamina, ou o pó de WFF, é aquecido a cerca de 160°C sob pressão durante 10 - 20 segundos. A resina de melamina formaldeído seca torna-se mais macia, se derrete e cura a uma forma fixada quando a temperatura aumenta durante a prensagem. A cura é dependente da temperatura e tempo de aquecimento. A cura pode ser obtida a temperaturas inferiores e tempo mais longo, ou a temperatura mais alta durante tempo mais curto. Pó de melamina secado por pulverização pode também ser usado sob alta temperatura.d) Pisos de madeira.
[0022] Pisos de madeira são produzidos em muitos modos diferentes. Pisos de madeira sólidos tradicionais desenvolvidos em pisos projetados com camadas de madeira aplicadas em um núcleo produzido de lâminas de madeira, HDF ou compensado. A maioria de tais pisos é distribuída como pisos pré-acabados com uma superfície de madeira que é revestida com várias camadas transparentes na fábrica. O revestimento pode ser produzido com poliuretano curado com UV, óleo ou cera. Recentemente, os pisos de madeira foram também produzidos com um padrão digitalmente impresso que aperfeiçoa o projeto da estrutura de grão de madeira em espécies de madeira que não têm uma qualidade superficial suficiente.e) Ladrilhos de cerâmica
[0023] Os ladrilhos de cerâmica são um dos maiores materiais usados para piso e coberturas de parede. Os materiais de base usados para formar ladrilhos consistem de minerais de argila, feldspato, e aditivos químicos requeridos para o processo de moldagem. Um método comum para produzir ladrilhos de cerâmica usa as seguintes etapas de produção. Os materiais de base são moídos em pó e misturados. Às vezes, a água é, em seguida, adicionada, e os ingredientes são moídos molhados. A água é removida usando prensagem por filtro, seguido por secagem por pulverização na forma de pó. O pó resultante é, em seguida, prensado a quente sob uma pressão muito alta (cerca de 40 MPa (400 bar)) a um corpo de ladrilho com uma espessura de 6 - 8 mm. O corpo de ladrilho é adicionalmente secado para remover a umidade remanescente e estabilizar o corpo de ladrilho a um material homogêneo sólido. Recentemente, a prensagem seca de painéis grandes e delgados foi introduzida. O material granular seco é prensado com pressão muito alta até 40 MPa (400 bar), e painéis com um tamanho de 1x2 m e mais, e com espessuras abaixo de uns poucos mm, podem ser produzidos em um modo de custo eficiente. Tais painéis podem ser usados para painéis de parede e bancadas. O tempo de produção foi reduzido de vários dias a menos do que uma hora. Tais painéis podem ser cortados e moldados com tolerâncias de produção que são superiores aos métodos tradicionais, e podem ainda serem instalados em uma maneira flutuante com sistemas de trava- mento mecânicos. Uma ou várias camadas de esmalte, que é uma substância similar à vidro, são aplicadas no corpo do ladrilho por métodos secos ou úmidos. A espessura do esmaltamento é cerca de 0,2 - 0,5 mm. Podem existir dois esmaltes no ladrilho, primeiro um esmalte não transparente no corpo do ladrilho, em seguida um esmalte transparente na superfície. A proposta do esmaltamento do ladrilho é proteger o ladrilho. O esmalte é disponível em muitas cores e dese- nhos diferentes. Alguns esmaltes podem criar texturas diferentes. O ladrilho é após esmaltamento queimado em uma fornalha ou forno a temperaturas muito altas (1.300°C). Durante a queima, as partículas de esmalte curam e derretem entre si, e formam uma camada resistente à desgaste. Telas de rolo são frequentemente usadas para criar um padrão decorativo. A natureza de contato da impressão de peneira rotativa tem muitas desvantagens, tais como quebras e longos tempos de montagem. Vários produtores de ladrilho substituíram, portanto, recentemente, esta tecnologia de impressão convencional com tecnologia de impressão de jato de tinta digital, que oferece várias vantagens. Em geral, tintas à base de óleo são usadas, e o impresso é aplicado no corpo do ladrilho prensado, ou em um esmaltamento de base que é aplicado na forma úmida e secado antes da impressão. Uma camada de esmalte transparente pode ser aplicada no impresso digital de modo a aperfeiçoar a resistência ao desgaste. A impressão de não contato digital significa nenhuma quebra, e possibilidade de usar corpos de ladrilho mais delgados. Tempos de montagem mais curtos, impressão randomizada com nenhum efeito de repetição, e capacidade de impressão nas superfícies de estruturas variáveis, e em ladrilhos com bordas biseladas, são outras vantagens maiores. Circunstâncias adicionais que contribuíram para a introdução da tecnologia de impressão digital na indústria de ladrilho é o fato que os ladrilhos de cerâmica são preferivelmente pequenos comparados a, por exemplo, laminado e pisos à base de pó que são produzidos como pranchas prensadas grandes de cerca de 2,1 x 2,7 m. Preferivelmente, impressoras pequenas com número limitado de cabeças de impressão, podem ser usadas na indústria de ladrilho, e o investimento inicial é preferivelmente limitado. Tintas à base de óleo têm um tempo de secagem muito longo, e o entupimento de bocais pode ser evitado. Outras vantagens estão relacionadas ao esmaltamento que proporciona uma cor base. Em geral, quantidades menores de pigmentos são requeridas para formar um padrão de ladrilho em uma cor base do que para proporcionar um projeto de grão de madeira avançado em um HDF ou material de papel usado em pisos laminados onde impregnação e laminação criam problemas adicionais.f) Pisos de LVT.
[0024] Ladrilhos de Vinil Luxury, em geral referidos como pisos de LVT, são construídos como um produto em camadas. O nome é um tanto enganoso, visto que uma parte maior de pisos de LVT tem um tamanho de prancha com um padrão de madeira. A camada base é produzida principalmente de várias camadas bases individuais compreendendo misturas diferentes de pó de PVC e carga de calcário, de modo a reduzir custos de material. As camadas bases individuais são, em geral, cerca de 1 mm de espessura. A camada base tem uma folha de PVC decorativa impressa de alta qualidade delgada no lado superior. Uma camada de desgaste transparente de vinil com uma espessura de 0,1 - 0,6 mm é, em geral, aplicada na folha decorativa. Fibras de vidro são frequentemente usadas para aperfeiçoar a estabilidade térmica. As camadas bases individuais, fibras de vidro, a folha decorativa, e a camada transparente, são fundidas juntas com calor e pressão em prensas contínuas ou descontínuas. A camada transparente pode incluir um revestimento de poliuretano, que proporciona resistência a desgaste e a manchamento adicional. Alguns produtores substituíram a camada de vinil transparente com uma camada de poliuretano que é aplicada diretamente na folha decorativa. Recentemente, novos tipos de pisos de LVT foram desenvolvidos com uma espessura de camada base de 3 - 6 mm, e com bordas compreendendo sistemas de trava- mento mecânicos que permitem instalações flutuantes. Os pisos de LVT oferecem várias vantagens sobre, por exemplo, pisos laminados, tais como gravação profunda, flexibilidade, estabilidade dimensional, resistência à umidade e som inferior. A impressão digital de pisos de LVT está somente em um estágio experimental, mas proporcionaria, se introduzida, maiores vantagens sobre a tecnologia de impressão convencional.
[0025] Como um resumo, pode ser mencionado que a impressão digital é usada em vários tipos de piso para criar uma decoração. Contudo, os volumes são ainda muito pequenos, especialmente em madeira e aplicações de laminação de piso, principalmente devido a alto custo da tinta, e alto custo de investimento para as impressoras industriais. A flexibilidade que a tecnologia de impressão digital proporciona é limitada pela gravação que é fixada e não possível de se adaptar às variações da decoração impressa digitalmente. Seria uma maior vantagem se o custo da tinta pudesse ser reduzido, se equipamento de impressão de custo mais eficiente pudesse ser usado em uma escala industrial, se uma resistência à desgaste mais alta pudesse ser alcan-çada sem camadas protetoras separadas, e se variações nas estruturas gravadas pudessem ser formadas, que correspondem às variações no padrão digitalmente impresso.
[0026] No texto que se segue, a superfície visível do painel de piso instalado é denominada "lado frontal", enquanto que o lado oposto do painel de piso, voltado para o sub piso, é denominado "lado traseiro".
[0027] Por "acima de" é significativo em direção ao lado frontal, e por "abaixo de", em direção ao lado traseiro. Por "verticalmente" é significativo perpendicular à superfície, e por "horizontalmente" paralelo à superfície.
[0028] Por "pigmentos" é significativo um pó muito fino de partículas de corante sólidas.
[0029] Por "tinta de pigmento" é significativo uma tinta compreendendo pigmentos que são suspensos ou dispersos através de um flui- do transportador.
[0030] Por "ligante" é significativo uma substância que liga ou contribui para ligar duas partículas ou materiais. Um ligante pode ser líquido, à base de pó, uma resina de termocura ou termoplástica, e similar. Um ligante pode consistir de dois componentes que reagem quando em contato entre si. Um dos componentes pode ser líquido, e o outro seco.
[0031] Por "matriz" também denominada "mat" é significativo um material que forma uma estrutura de superfície estampada quando o material é prensado contra uma superfície.
[0032] Por "Estampada em Registro" ou EIR significa que uma decoração impressa está em registro com uma estrutura estampada.
[0033] Por "impressão de jato de tinta digital" é significativo uma ejeção digitalmente controlada de gotas de fluido compreendendo um corante de uma cabeça de impressão em uma superfície.
[0034] Por "impressão digital" é significativo um método digitalmente controlado para posicionar corante em uma superfície.
[0035] Por "corante" é significativo qualquer material (corante, pigmentos orgânicos ou inorgânicos, pequenas partículas coloridas de qualquer material, etc.), que podem ser usadas para proporcionar uma cor em uma superfície, de preferência, devido a absorção ou reflexão seletivas de comprimentos de onda diferentes de luz.
[0036] Por "painel" é significativo um material moldado em chapacom um comprimento e largura que é maior do que a espessura. Esta definição preferivelmente ampla cobre, por exemplo, laminado e pisos de madeira, ladrilhos, LVT, coberturas de madeira moldada em chapa, e componentes de mobiliário.
[0037] As tecnologias geralmente conhecidas, que podem ser usadas para proporcionar a impressão digital e uma estrutura superfi- cial em relevo, são descritas abaixo. Os métodos podem ser usados parcialmente ou completamente em várias combinações com concretizações preferidas da invenção de modo a criar uma impressão digital ou uma gravação digital de acordo com esta descrição da invenção.
[0038] As impressoras de jato de tinta digital de alta definição usam um processo de impressão digital de não impacto. A impressora tem cabeças de impressão que "queimam" gotas de tinta a partir da cabeça de impressão para a superfície em uma maneira muito precisa.
[0039] Impressão de Multipassagem, também denominada impressão de escaneamento, é um método de impressão onde a cabeça da impressora se move transversal acima da superfície, muitas vezes, para gerar uma imagem. Tais impressoras são lentas, mas uma pequena cabeça de impressão pode gerar uma imagem muito grande.
[0040] Impressoras industriais são, em geral, baseadas em um método de Impressão de Passagem Única, que usa cabeças de impressora fixas, com uma largura que corresponde à largura do meio impresso. A superfície impressa se move sob as cabeças. Tais impressoras têm uma alta capacidade, e elas são equipadas com cabeças de impressão fixas que são alinhadas uma após a outra na direção de alimentação. Em geral, cada cabeça imprime uma cor. Tais impressoras pode ser feitas sob medida para cada aplicação.
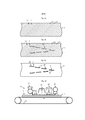
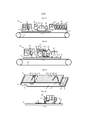
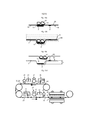
[0041] A Figura 1a, mostra uma vista lateral de uma impressora de jato de tinta digital de passagem única industrial 35 compreendendo cinco cabeças de impressão digital 30a-e, que são ligadas com tubos de tinta 32 a recipientes de tinta 31 que são cheios com tinta de cores diferentes. As cabeças de tinta são ligadas a cabos de dados digitais 33 a uma unidade de controle digital 34 que controla a aplicação das gotas de tinta e a velocidade do transportador 21, que devem ser capazes de deslocar o painel sob as cabeças de impressão com alta precisão de modo a garantir uma imagem de alta qualidade compre- endendo várias cores.
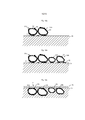
[0042] A Figura 1b mostra uma vista de topo de uma impressão de grão de madeira P provida em uma superfície de painel 2. A superfície de um painel de piso é frequentemente gravada com uma estrutura básica 17 que é a mesma para várias decorações básicas conforme mostrado na figura 1c. Os pisos avançados usam uma assim denominada gravação de EIR (Gravado em Registro) 17, que é coordenada com o padrão impresso P, conforme mostrado na figura 1d.
[0043] Uma largura normal de uma cabeça de impressão industrial é cerca de 6 cm, e quaisquer comprimentos podem ser impressos. Áreas amplas de 1-2 m podem ser impressas com impressoras digitais compreendendo várias séries de cabeças de impressão alinhadas lado a lado. 166 cabeças de impressão podem ser necessárias para proporcionar uma impressão de 5 cores em um painel de piso laminado de 2 m de largura e a impressão pode ser destruída se somente uns poucos bocais em uma cabeça de impressão são bloqueados por tinta seca.
[0044] Número de pontos por polegada ou DPI é usado para definir a resolução e a qualidade de impressão de uma impressora digital. 300 DPIs é, em geral, suficiente para, por exemplo, impressão de estruturas de grãos de madeira da mesma qualidade atualmente usada em pisos laminados convencionais. Impressoras industriais podem imprimir padrões com uma resolução de 300 - 600 DPIs, e ainda mais, e com uma velocidade excedendo 60 m/min.
[0045] A impressão pode ser uma "impressão cheia". Isto significa que a decoração impressa visual é principalmente criada pelos pixels de tinta aplicados na superfície. A cor de uma camada de pó, ou uma cor base de um papel tem, em tal uma concretização, em geral, um efeito limitado no padrão visível ou decoração.
[0046] A impressão pode também ser uma "impressão em parte". A cor de outra camada subjacente é uma das cores que são visíveis na decoração final. A área coberta pelos pixels impressos, e a quantidade de tinta que é usada, podem ser reduzidas, e economias de custo podem ser obtidas devido ao uso mais baixo de tinta, e capacidade de impressão aumentada, comparada a um projeto de impressão total. Contudo, uma impressão em parte não é tão flexível quanto a impressão cheia, visto que as cores bases são mais difíceis de mudar do que quando uma impressão cheia é usada.
[0047] A impressão pode ser baseada no princípio de cor CMYK onde a cor branca é provida pela superfície. Esta é uma composição de 4 cores compreendendo ciano, magenta, amarelo e preto. A mistura junta destes dará um espaço de cor/gama, que é relativamente pequeno. Para aumentar a cor específica ou a gama total, cores de ponto podem ser adicionadas. Uma cor de ponto pode ser qualquer cor. As cores são misturadas e controladas por uma combinação de software e hardware (motor de impressão/cabeças de impressão). A flexibilidade pode também ser aumentada consideravelmente por adição de uma cor branca à impressora.
[0048] Novas tecnologias foram desenvolvidas por CeraLoc Innovation BelgiumBVBA, uma subsidiária de Valinge International AB, que torna possível injetar uma impressão líquida digital em uma camada de pó. Este novo tipo de "Impressão de Injeção Digital", ou DIP, é obtido devido ao fato que a impressão é produzida em um pó que é curado após impressão. A tinta e a impressão são embutidas na camada curada, e elas não são aplicadas em uma camada como quando métodos de impressão convencionais são usados. A impressão pode estar posicionada em várias dimensões horizontalmente e verticalmente em profundidades diferentes. Esta pode ser usada para criar efeitos 3D quando, por exemplo, fibras de madeira transparentes e, de preferência, branqueadas, são usadas. Uma impressão de duas camadas pode também ser usada para aumentar a resistência ao desgaste. Nenhuma camada protetora de, por exemplo, sobreposição, é necessária, que rompe o desenho original com sombreamentos cinza.
[0049] O método de DIP pode ser usado em todos os materiais à base de pó, que podem ser curados após impressão. Contudo, o método de DIP é especialmente adequado para ser usado quando o pó compreende uma mistura de fibras de madeira, partículas resistentes à desgaste duras pequenas, e uma resina de melamina. A camada superficial pode também compreender material termoplástico, por exemplo, partículas de vinil, que são aplicadas na forma de pó em uma superfície. Isto permite que a impressão possa ser injetada nas partículas em pó de vinil. Um projeto aperfeiçoado e resistência à desgaste aumentada podem ser alcançados em tais materiais.
[0050] Uma cabeça de impressora adequada tem que ser usada de modo a obter uma impressão de alta qualidade e velocidade em camadas à base de pó e outras camadas, conforme descrito acima. Uma cabeça de impressora tem vários bocais pequenos que podem disparar e aplicar gotículas de tintas em um modo controlado.
[0051] Sistemas de tinta industriais são amplamente classificados como, ou de jato de tinta contínuo (CIJ), ou sistemas de gota em demanda (DOD).
[0052] A CIJ ejeta gotas continuamente a partir da cabeça de impressão. As gotas passam através de um conjunto de eletrodos, que concedem uma carga em cada gota. As gotas carregadas, em seguida, ultrapassam uma placa de deflexão que usa um campo eletrostático para selecionar gotas que são para serem impressas, e gotas a serem coletadas e retornadas para reutilização.
[0053] A DOD ejeta gotas a partir da cabeça de impressão somente quando requerido e todas as gotas são aplicadas na superfície.
[0054] O CIJ é principalmente usado para codificação e marcação de produtos. A tecnologia de jato de tinta de DOD é atualmente usada em muitas aplicações de jato de tinta industriais existentes, onde uma decoração de alta qualidade é requerida.
[0055] Um tamanho normal de uma gotícula de tinta é cerca de 2-4 picolitros (= 1*10-12 litro ou 0,000001 mm3). O tamanho de cada gotícu- la pode variar, dependente do tipo de tinta e tipo de cabeça, normalmente entre 1- 40 picolitros, e isto corresponde a uma gotícula que tem um diâmetro de cerca de 10 - 30 mícron. As gotículas menores capacitam imagens de alta resolução. Algumas cabeças de impressora podem disparar tamanhos de gotícula diferentes, e elas são capazes de imprimir em escala cinza. Outras cabeças podem somente disparar um tamanho de gotícula fixo. É possível projetar cabeças de impressão que podem queimar gotas maiores até 100- 200 picolitros, ou mais.
[0056] Várias tecnologias podem ser usadas para disparar as gotas fora dos bocais.
[0057] A tecnologia de cabeça de impressão térmica, geralmente referida como impressão de jato de bolha, usa cartuchos de impressão com uma série de câmaras minúsculas, cada uma contendo um aquecedor. Para ejetar uma gotícula de cada câmara, um pulso de corrente é passado através de elemento de aquecimento que causa uma rápida vaporização da tinta na câmara para formar uma bolha, que faz com que uma grande pressão aumente, propelindo uma gotícula de tinta para fora através do bocal, e para a superfície. Muitas impressoras de jato de tinta de consumo usam cabeças de impressora térmicas. Tais impressoras térmicas são geralmente projetadas para aplicar tintas à base de água com uma viscosidade de 2-5 centipoises (cps).
[0058] Recentemente, cabeças de impressão térmica de grande escala com uma largura de impressão de 223 mm, e com uma velocidade de impressão de cerca de 20 m/min ou mais, foram desenvolvi- das por Memjet. A cabeça de impressão contém canais de tinta e duas séries de bocais por canal. Cada estrutura de bocal individual é de cerca de 30 mícron através, capacitando 800 dpi, com a segunda série de bocais para cada cor levemente afastada a partir da primeira para distribuir 1600 dpi em combinação. Uma cabeça de impressão Memjet pode queimar continuamente até 750 milhões de gotas de 2 picolitros com um diâmetro de gota de 14 mícron por segundo. O custo da cabeça de impressão é menor do que 10% dos custos para cabeças de Piezo convencionais com capacidade similar. Tais impressoras térmicas podem aplicar substâncias à base de água com uma viscosidade de 0,7 - 1,5 centipoises, que é similar à viscosidade da água (1 centipoise a 20 °C). A cabeça de impressão Memjet compreende um sistema de auto-resfriamento com o elemento de aquecimento na parte intermediária da câmara de tinta. As gotas são ejetadas, nova tinta escoa na câmara e resfria o elemento de aquecimento.
[0059] A tecnologia térmica impõe a limitação que a tinta deve ser resistente ao calor, geralmente até 300°C, porque o processo de queima é à base de calor. Isto torna muito difícil produzir cabeças térmicas de multo cor á base de pigmento. As cabeças de impressão Memjet são projetadas para tinta à base de corante, e não são, portanto, usadas na indústria de piso, e em aplicações industriais onde tintas à base de pigmento de alta qualidade são requeridas.
[0060] Muitas impressoras de jato de tinta industriais e comerciais, e algumas impressoras de consumo usam a tecnologia de cabeça de impressora piezoelétrica, que e a maior tecnologia usada na indústria de pisos. Um material de cristal piezoelétrico (geralmente denominado Piezo) em uma câmara cheia de tinta atrás de cada bocal é usado, ao invés de um elemento de aquecimento. Quando uma voltagem é aplicada, o material piezoelétrico muda de forma, que gera um pulso de pressão no fluido que força uma gotícula de tinta a partir do bocal. Uma configuração de cabeça de impressão Piezo pode usar princípios de deformação básica diferentes para ejetar gotas de um bocal. Estes princípios são geralmente classificados em tecnologias de cabeça de impressão apertada, encurvada, de impulso, e de cisalhamento. Um cristal piezoelétrico pode também ser usado para criar ondas acústicas a medida que ele vibra, e para fazer com que a tinta se quebre em go- tículas em intervalos regulares. O jato de tinta Piezo permite uma variedade mais ampla de tintas, e viscosidade mais alta do que o jato de tinta térmico. A tinta tem geralmente uma viscosidade na faixa de 2 -12 centipoise, e é muito adequada para aplicar tinta à base de pigmento. Em aplicações industriais, cabeças de impressão que podem manusear tintas de alta viscosidade são frequentemente usadas, visto que a viscosidade inicial da tinta diminui consideravelmente durante produção quando a temperatura pode aumentar a 40°C ou mais, e uma baixa viscosidade inicial pode cair abaixo do nível mínimo que é requerido para um funcionamento correto da cabeça de impressão.
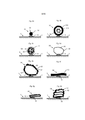
[0061] A Figura 1e mostra como as gotas de tinta 56 são ejetadas de acordo com o modo encurvado de material piezoelétrico. Uma cabeça de impressão Piezo 30 compreende conjuntos de furos muito pequenos geralmente denominados jatos 50 dos quais gotículas 56 de tinta 58, com pigmentos 12, são ejetadas em uma superfície de papel.
[0062] A tinta 58 escoa de uma recipiente de tinta, via uma admissão de tinta 55, em uma câmara de tinta 52. Pulsos elétricos encurvam um cristal Piezo 51 e uma membrana 53. Esta deformação cria um pulso de pressão que ejeta uma gota de tinta 56 a partir do bocal 54. Tamanhos de gota diferentes podem ser formados por variação da carga elétrica. Os bocais são tipicamente de cerca de 10 mícron de diâmetro. Volumes de gota típicos são na faixa de 2 - 5 picolitros produzindo tamanhos de ponto de tinta impresso 57 em uma superfície na faixa de 10 - 20 mícron. Cada gotícula pode conter cerca de 20% de pigmento. A parte remanescente é um transportador e resinas necessárias para conectar os pigmentos à superfície.
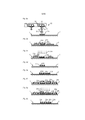
[0063] Uma imagem digital contém uma grade de um número fixo de séries e colunas de pixels, que são o elemento individual menor em uma imagem digital. A grade é denominada grelha. Os pixels, que representam imagens como um arquivo de computador, são de um tamanho e forma uniformes. Elas não se sobrepõem e elas tocam pixels adjacentes em todos os lados. As imagens de grelha podem ser criadas por uma variedade de dispositivos de entrada, por exemplo, uma câmera digital. Todas as impressoras conhecidas usam um software Raster Image Processing (RIP), que toma uma entrada de arquivo de imagem, e produz uma saída de bitmap de perfil de cor, classificada, que controla as cabeças de impressão, e proporciona o dado que é necessário para aplicar uma gota de tinta em uma superfície em um padrão de grelha pré-determinado R1 - R4, conforme mostrado na figura 1e.
[0064] Um lote de tipos de tinta pode ser usado. Os componentes principais são corantes que proporcionam a cor, um ligante que liga os corantes à superfície, e um transportador líquido que transfere o corante e o ligante a partir da cabeça de impressão em pequenas gotas bem definidas a uma superfície com um método de aplicação sem contato. O corante é ou uma tinta ou um pigmento, ou uma combinação de ambos. O fluido transportador pode ser à base de água ou à base de solvente. O fluido transportador evapora e deixa o corante na superfície. Tintas curáveis por UV são similares a tintas à base de solvente, mas o fluido transportador cura quando exposto a luz UV forte.
[0065] Um problema principal para todos os tipos de tintas e cabeças de impressão é que quando a tinta seca por evaporação, ela pode secar e entupir os bocais. As impressoras industriais podem ser equipadas com um sistema de circulação de tinta que circula a tinta atra- vés de jatos de modo a aumentar o assim denominado tempo de "decap" que é a quantidade de tempo que uma cabeça de impressão pode ser deixada não coberta e inativa, e ainda queima as gotas de tinta corretamente. Um tempo curto de decap ou entupimento, pode resultar em perda de bocal permanente, e linhas indesejadas podem ser formadas sobre a superfície total quando impressoras de passagem única são usadas. Especialmente tintas à base de pigmento compreendendo sistemas de ligantes de polímero têm uma tendência de secar, e seria uma vantagem maior se o tempo de decap pode ser aumentado, e entupimento de bocal pode ser evitado.
[0066] Uma tinta é um corante que é dissolvido totalmente no fluido transportador, e a tinta é uma solução verdadeira.
[0067] Os pigmentos são pó muito fino de partículas de corante que são suspendas ou dispersas através de todo um transportador líquido. As tintas à base de pigmento são geralmente individualmente misturadas juntas pelo uso de pigmentos de cor e vários químicos. Os pigmentos usados na tinta digital são muito pequenos, e têm um tamanho de partícula médio de cerca de 0,1 mícron. O tamanho comum dos bocais é de cerca de 10-20 mícron, que significa que as partículas de pigmento têm espaço bastante para passar através dos canais de bocal na cabeça de impressão. Os bocais podem ainda serem bloqueados pela própria tinta e pigmentos que formam grupos de partículas. Tinta de pigmento de alta qualidade deve manter o pigmento suspenso no fluido transportador por um longo período de tempo. Isto é difícil particularmente nas viscosidades preferivelmente baixas, que são requeridas para um bom funcionamento das cabeças de impressão. Os pigmentos têm uma tendência natural se assentarem e caírem no transportador líquido. Em tinta de pigmento de alta qualidade, nenhum assentamento do pigmento deve normalmente ocorrer. Os sistemas de circulação de tinta avançados são usados para evitar tais problemas relacionados a tinta com alto teor de pigmento.
[0068] As tintas de pigmento são geralmente mais estáveis à luz, especialmente quando expostas a luz UV, e mais resistente a descoloração do que as tintas à base de corante. Elas são, portanto, usadas em quase todas as aplicações de pisos. As tintas digitais à base de água compreendendo pigmentos de cor são especialmente adequadas para aplicações de pisos, e podem proporcionar um método de impressão de alta qualidade em muitos materiais diferentes.
[0069] Geralmente, os pigmentos não aderem a uma superfície lisa. Eles são similares a partículas de areia, e podem ser facilmente removidos de superfícies mais secas e lisas. O fluido transportador à base de água é, portanto, geralmente misturado com pequenas quantidades de vários outros aditivos, para proporcionar propriedades especiais de tinta e impressão, tais como ligantes que proporcionam a adesão dos pigmentos a uma superfície, ganho de pontos, nível de pH, formação de gota, corrosão da cabeça de impressão, resistência à descoloração, etc. A inclusão de resinas que servem como ligante na composição da tinta, limita a quantidade possível de pigmentos, visto que ambos os componentes aumentam a viscosidade da tinta.
[0070] Os pigmentos de cor como matérias primas são de custo preferivelmente competitivo especialmente, visto que partículas prefe-rivelmente grandes de cerca de um mícron, mas a produção de tintas à base de pigmento compreendendo partículas muito pequenas e outras tintas para impressoras digitais, é muito complicada e custosa, e isto resulta em um custo muito alto para a tinta que normalmente pode estar na região de cerca de 50 -100 EUR/litro. Cerca de 50-100 m2 de pisos podem ser impressos com um litro (20-10 g/m2) se uma impressão de alta qualidade total é aplicada, e isto dá um custo de impressão de 1 - 2 EUR/m2. Os custos para superfícies de piso impressas convencionais onde cilindros de impressão são usados são somente 10% do custo para superfícies de piso digitalmente impressas. Isto significa que digitalização de impressão baseada em tinta líquida à base de pigmento convencional é somente de custo competitivo em pequenas séries quando flexibilidade de produção muito alta é requerida.
[0071] As impressoras de jato de tinta digitais usam um método sem contato para aplicar a tinta em uma superfície. A impressão a laser, contudo, é baseada em um método de contato onde um feixe de laser projeta uma imagem em um tambor giratório eletricamente carregado, geralmente denominado tambor foto condutor. As partículas de tinta seca, geralmente denominadas toner, são então eletrostaticamen- te captadas pelas áreas carregadas do tambor. A tinta compreende partículas esféricas finas e muito bem definidas de pó plástico seco, tal como, por exemplo, copolímero de estireno acrilato, ou resina de poli- éster, que é misturada com negro de carbono ou agentes de coloração. As partículas têm um diâmetro de cerca de 8-10 mícron quando resolução de impressão de 600 DPI é requerida. Algumas impressoras a laser usam mesmo partículas menores com um diâmetro de cerca de 5 mícron. O material plástico de termocura age como um ligante. O tambor imprime a imagem em um papel por contato direto e calor, que funde a tinta ao papel por ligação do pó de plástico ao papel. As impressoras a laser colorida usam o princípio de CMYK com tinta seca colorida, tipicamente ciano, magenta, amarelo, e preto, que são misturadas de modo a proporcionar uma imagem colorida de alta qualidade.
[0072] A tecnologia a laser com o método de impacto não é usada para impressão de uma superfície plana de painéis, tal como superfícies de painel de piso.
[0073] A impressão 3D é uma tecnologia bem conhecida que é usada para aplicar e conectar várias camadas de substância líquida, pó, ou folhas entre si, de modo a criar estruturas tridimensionais avançadas. A tecnologia é principalmente usada para produção de protótipo de pequenos produtos complexos. Várias centenas de camadas podem ser aplicadas entre si. Vários princípios são usados para construir estruturas em camadas. De acordo com um princípio principal, as camadas de pó são aplicadas entre si, e algumas partes são ligadas por uma substância curada por UV líquida aplicada por uma cabeça de impressão digital em cada camada de pó. O pó não ligado é removido quando a estrutura total do produto é formada. Outro princípio usa um pequeno canhão de cola que aplica várias camadas de material plástico líquido quente em várias camadas. As impressoras 3D têm uma produtividade muito baixa e construção de mesmo pequenos objetos pode levar várias horas. As impressoras 3D não são usadas para criar decorações planas em uma superfície onde corantes são aplicados lado a lado, e onde pó não ligado deve ser removido após cada aplicação de uma camada. A estrutura das camadas aplicadas entre si será destruída se prensagem é usada para curar as camadas.
[0074] As impressoras de tinta-sublimação usam um rolo longo de película transparente de folhas de celofane coloridas vermelha, azul, amarela, e cinza, que são fixadas juntas extremidade a extremidade. Embutidos nesta película de muitas folhas fixadas entre si estão corantes sólidos correspondentes a quatro cores básicas ciano, magenta, amarelo e preto, e cada folha compreende somente uma cor. A "cabeça de impressão" contém milhares de elementos de aquecimento pequenos que produzem quantidades variadas de calor e o corante é transferido a um papel revestido com "sublimação" que significa que o corante quando aquecido se transforma em um gás sem primeiro se transformar em um líquido. Tais cabeças de impressão térmica, daqui por diante referida como cabeças de impressão de aquecimento de modo a diferenciar tais cabeças contra as cabeças de impressão térmica usadas na impressão de jato de bolha, aquecem a medida que elas passam sobre a película, fazendo com que os corantes vaporizem antes que eles retornem à forma sólida no papel. Este método elimina o uso de tinta líquida, e pode proporcionar uma alta foto qualidade com corantes que são transparentes, e que se misturam em uma cor de tonalidade contínua. Contudo, o método tem muitas desvantagens. Cada folha deve ter o mesmo tamanho conforme a superfície impressa, e a folha total é usada mesmo se uma pequena parte da superfície é impressa com uma cor específica. De modo a eliminar algumas das desvantagens da impressão de transferência de calor de sublimação do corante, impressoras têm sido desenvolvidas, que usam tintas especiais compreendendo partículas de sublimação. Uma injetora de jato de tinta convencional pode ser usada para impressão de uma imagem com tal tinta de sublimação em um papel especial ou folha. A imagem é, em seguida, transferida por pressão e calor a um material de poliés- ter, ou uma superfície que tem um revestimento de polímero.
[0075] A impressão térmica com cabeças de impressão de aquecimento são também usadas para criar impressões digitais diretamente em um papel sensível à calor, ou indiretamente com um método de impressão de transferência térmico onde o calor é aplicado em uma película de transferência sensível ao calor. Estes métodos de impressão são principalmente usados para aplicar uma cor em um papel, e para impressão, por exemplo, de etiquetas. As cabeças de impressão de aquecimento têm várias vantagens. Elas são confiáveis, visto que não existem riscos de entupimento de tintas, e o preço é de custo competitivo. As maiores desvantagens são relacionadas a alto custo para o papel, ou transferência de película, e as limitações de cor a principalmente uma cor. As cabeças de impressão de aquecimento são disponíveis em larguras de até 200 mm, e podem proporcionar uma resolução de até 600 DPI.
[0076] A digitalização de impressão é um método muito flexível que pode proporcionar uma impressão de alta qualidade, mas ela não pode ser totalmente utilizada em aplicação industrial, e especialmente não em pisos devido ao alto custo para a tinta, problemas relacionados a secagem e entupimento de bocais, especialmente quando tintas à base de pigmento são usadas, e a necessidade de camadas protetoras especiais que são custosas e não completamente transparentes. Os altos custos da tinta são principalmente causados pela necessidade de moer os pigmentos de cor a partículas muito pequenas bem definidas, e para dispersar as partículas através de todo o fluido transportador. Deve ser uma vantagem maior se imagens digitais podem ser criadas com pigmentos de cor que podem ser maiores, que não são dispersos em um fluido transportador, e que não são aplicados como gotas por pequenos bocais. Seria também uma maior vantagem se imagens digitais possam ser formadas com resistência á desgaste mais alta, e sem camadas protetoras.
[0077] A maioria de todos os pisos acima descritos e especialmente pisos digitalmente impressos têm uma estrutura de superfície em relevo, especialmente quando a decoração impressa decorativa é uma madeira padrão. A estrutura em relevo foi no passado proporcionada como uma estrutura geral separada que foi usada para muitos tipos de decoração diferentes. Recentemente, muitos fabricantes de piso têm introduzido o assim denominado método Embossed In Register EIR onde a estrutura de superfície em relevo é especificamente formada para cada tipo de espécie de madeira, e o relevo é feito em registro com a decoração impressa. Isto proporciona desenhos avançados que são difíceis de diferenciar a partir de materiais naturais, tais como madeira e calcário. O relevo é obtido quando a superfície é prensada contra uma matriz estruturada que pode ser uma placa, correia, rolo de metal, folha plástica, ou papel revestido. A decoração deve estar posi-cionada com alta precisão contra a matriz de prensagem. Geralmente, câmeras digitais e dispositivos mecânicos que ajustam a posição final do painel tal que ele se equipara à decoração antes da prensagem, são usados para obter tal posicionamento. Um problema específico relacionado a piso laminado é o fato que o papel impresso intumesce e encolhe em um modo não controlado durante impregnação, e o tamanho da decoração pode variar entre folhas de papel que impregnam diferente.
[0078] A flexibilidade de digitalização de impressão é também limitada em conjunto com superfícies de EIR, visto que a decoração impressa deve sempre ser adaptada à matriz gravada. Uma característica comum para todos tais pisos, conforme descrito acima, é que todas as superfícies em um lote de produção têm as mesmas estruturas básicas, e não são possíveis de ajustar e adaptar a quaisquer mudanças na decoração. Este efeito de repetição da estrutura em relevo proporciona uma superfície de piso que não é limitada a um piso de madeira onde praticamente todos os painéis têm desenhos diferentes e estruturas devido a estrutura de grão de madeira da madeira. Cópias de calcário e outros materiais naturais não podem ser produzidas em um modo que seja uma cópia verdadeira do material natural onde desenho e estrutura geralmente são perfeitamente combinados, e todos os painéis são diferentes.
[0079] A tecnologia de jato de tinta digital é principalmente usada para obter vantagens relacionadas a possibilidade de criar imagem de alta resolução em um modo flexível. Contudo, os outros aspectos da tecnologia, principalmente relacionados a possibilidade de aplicar uma substância líquida muito precisamente com um método de não impacto, não foram totalmente utilizados ou desenvolvidos, especialmente não em aplicações onde uma decoração é aplicada em um painel de grande tamanho compreendendo uma superfície que durante produção e especialmente após impressão recebe sua forma final, e propriedades nas etapas de produção compreendendo alta pressão e calor.
[0080] É conhecido que pó aplicado em uma substância líquida pode ser usado para criar porções elevadas ou uma imagem em principalmente um substrato de papel, e que a substância líquida pode ser aplicada digitalmente por jato de tinta. Impressão 3-D compreendendo várias camadas de pós que são localmente conectadas com um dispositivo digital, tal como uma cabeça de tinta, e onde partículas de pó excessivas não conectadas são removidas em uma etapa final é uma tecnologia bem conhecida que pode ser usada para criar uma estrutura em relevo em um painel. É também conhecido que partículas de pó podem ser aplicadas diretamente com um método de não contato em uma superfície compreendendo um ligante, ou indiretamente com um método de contato onde um método de transferência é usado. Mesmo combinações são conhecidas onde um método de transferência de não contato é usado, e o pó é destacado a partir da superfície de transferência com calor ou raspagem.
[0081] O US 3.083.116 descreve um pó de impressão elevada e um processo de impressão elevada compreendendo a varredura de uma resina em pó após uma folha recentemente impressa, removendo a partir do excesso de pó que não adere à tinta úmida, e aplicação de calor ao pó retido na folha para derretê-la de modo que partículas deste escoarão através e aderirão à folha. O pó pode compreender uma resina fenólica, tal como fenol, ureia e melamina.
[0082] O US 3.440.076 descreve um método de formação de caracteres de impressão rígidos elevados em uma folha de papel. Uma composição de tinta é impressa no papel e, em seguida, contatada com um material seco. Um da composição de tinta e material seco contém uma resina de termocura, e o outro material um agente de so- pramento e um agente de cura. O material de pó seco que não adere à tinta é removido, e a resina associada com o caráter impresso é, em seguida, curado com calor a temperaturas suficientes para fundir o pó.
[0083] O US 3.446.184 descreve um método para formar uma cópia de imagem aderente. Pó de toner é aplicado em uma formação líquida e uma porção do pó é retida pelo revestimento líquido, formando uma imagem visível. O pó solto é removido, e a folha passa em uma unidade de aquecimento onde o pó retido é fundido para formar uma imagem permanente.
[0084] O US 4.312.268 descreve um método pelo qual tinta à base de água é aplicada digitalmente a uma trama contínua e material em pó simples fundível é aplicado a uma trama e na tinta. Algum do material em pó é ligado ao líquido, e material em pó não ligado é removido a partir da trama antes do aquecimento da trama para secar o líquido e fundir o material em pó á trama por fusão do pó. É mencionado que o material em pó tem um tamanho de partícula na faixa de 5 a 1000 mí- cron, e pode ter um ponto de derretimento ou ponto de fusão na faixa de 50 a 300°C. O material em pó pode ser produzido por dissolução ou dispersão, respectivamente, de um corante ou um pigmento em uma resina ou formulação de resina, seguido por trituração, pulverização ou similar, para reduzir o material a um pó fino. O material em pó pode proporcionar qualidades resistentes á abrasão à tinta que pode conter resina fenólica. O material líquido, que é aplicado através dos jatos, pode ser água clara e incolor.
[0085] O GB 2 128 898 descreve um método para formar porções decorativas elevadas em um ladrilho plástico. Uma cobertura de piso decorativo na forma de ladrilho tem um desenho impresso em sua superfície superior. Partículas, tais como partículas de areia inorgânicas, estão posicionadas na superfície superior de um ladrilho plástico com pelo menos algumas das partículas sendo colocadas na superfície do ladrilho em registro com o desenho impresso na superfície do ladrilho. Partículas de areia em excesso são removidas. Uma camada de desgaste curada sobrepõe ambas a partícula elevada e a base de plásti- co, pelo que a superfície da camada de desgaste nas áreas contendo partículas e nas áreas não contendo partículas será de características de brilho diferentes. O processo requer o salpico de partículas sobre uma superfície revestida de adesivo para reter as partículas em registro com um desenho impresso na superfície do ladrilho.
[0086] O US 6.387.457 descreve um método de uso de pigmentos secos para aplicações de impressão relacionadas a pintura de automóvel, impressão de segurança, pintura e cosméticos geral. Um material ligante é aplicado a uma superfície de um substrato uniformemente, ou em um padrão. O ligante é aplicado por jato de tinta, pulverização, peneira, impressão por offset ou por gravura. Pigmento seco é aplicado ao material de ligante em um padrão, ou uniformemente. O material de pigmento seco compreende flocos de material não metálico tendo um tamanho de partícula menor do que cerca de 100 mícron. Os flocos são alinhados em uma direção paralela com a superfície do substrato, e um revestimento protetor pode ser aplicado nos flocos.
[0087] O EP 0 403 264 A2 descreve um método de transferência para formar uma imagem multicor em um tambor que transfere a imagem para um papel. Uma imagem latente de fluido digital é subsequentemente desenvolvida em um estação de desenvolvimento onde pó colorido é aplicado à imagem latente fluente e fixado para produzir uma imagem visível e permanente. Várias cabeças de impressão digital podem ser usadas que imprimem com fluidos sem corante compreendendo uma mistura de água com álcoois poli-hídricos e seus subconjuntos de Etileno Glicol, glicerol, dietileno Glicol e polietileno glicol. Um toner em pó é aplicado através da superfície do papel e uma vol-tagem é aplicada durante este desenvolvimento. A voltagem é então invertida para remover o toner a partir das áreas de fundo. Fixação é alcançada por meio de métodos de fusão de copiadora convencional.
[0088] O US 5.627.578 descreve um método para produzir letras e gráficos elevados em aplicações de impressão de desk top pelo uso de pó termográfico e uma impressora de jato de tinta para aplicar um ligante líquido. O método é similar aos métodos acima descritos para produzir texto elevado.
[0089] O EP 0 657 309 Al descreve um método de transferência de multicor utilizando um papel de transferência que conduz um padrão formado por jato de tinta e pó, similar aos métodos descritos acima. O método de transferência é pretendido para cerâmicas de decoração.
[0090] O WO 2007/096746 se relaciona a sistemas e aparelhos para transferência de material granular com um método de não contato ou de contato a uma superfície a ser decorada, particularmente para obtenção de decorações em ladrilhos cerâmicos. Um padrão digital líquido é proporcionado por jato de tinta em uma superfície de transferência que pode ser um tambor ou uma correia. O material granular é aplicado e ligado à superfície de transferência, e somente material granulado ligado é movido para uma zona de transferência onde calor é aplicado em uma porção específica da superfície de transferência na zona de transferência, de modo a destacar material granular a partir da superfície de transferência, e para aplicar o material granular na superfície de recebimento. Os grânulos podem também serem destacados por raspagem. A vantagem maior com este método é que somente partículas que formam a imagem final são aplicadas na superfície de recebimento. A desvantagem maior é que aquecimento deve ser súbito, e as partículas devem ser liberadas a partir da zona de transferência, e elas caem na superfície de recebimento em um modo muito controlado de modo a obter uma imagem de alta resolução. Alta resolução pode somente ser obtida com partículas preferivelmente pesadas que caem por gravidade na superfície de recebimento. O material granular usado na invenção é do tipo compreendendo grânulos não porosos, tais como, por exemplo, grãos de materiais vítreos ou misturas sinterizadas, areias, etc., nas várias faixas de granulometria de 30 μm a 800 μm, de preferência, variando de 50 μm a 150 μm. Uma impressão de transferência com um método de contato é também descrita.
[0091] O WO 2011/107610 descreve um método para criar uma elevação ou um relevo em um painel de piso de modo a evitar o uso de placas de prensa custosas. O método é o mesmo como os métodos conhecidos para criar uma impressão elevada. Ele descreve um método para produzir uma placa de piso por impressão de uma substância curável para criação de uma elevação no painel. A elevação pode ser aplicada em um padrão decorativo básico que é diretamente impresso ou laminado no painel. A substância curável pode compreender partículas resistentes à desgaste. A substância curável pode ser digitalmente impressa no painel por primeira impressão de um líquido em um padrão pré-definido e, em seguida, proporcionando uma substância in-termediária que pode compreender um pó. A substância curável pode ser curada por radiação UV, ou pode ser um verniz.
[0092] O EP 2 213 476 Al descreve que um padrão pré- determinado pode ser digitalmente impresso em um transportador com líquido curável de modo a formar um padrão de decoração em relevo, que é prensado na sobreposição. O líquido curável pode ser um plástico, que se torna preferivelmente rígido após cura, por exemplo, uma tinta contendo plástico. Este método não é adequado para aplicações de pisos. A cabeça de digitalização de impressão pode somente imprimir uma camada muito delgada com uma espessura de cerca de 10-20 mícron. Espessuras de pelo menos 100 - 200 mícron que são requeridas para formar uma gravação no laminado e 200- 700 mícron para equiparar o requerimento de pisos à base de madeira não são possíveis de produzir em um modo econômico.
[0093] O documento WO 2012007230 descreve um método para formar uma estrutura 3-D em uma mobília ou painel de piso com um dispositivo digitalmente controlável. Uma decoração é aplicada com uma estrutura tridimensional plana de material de revestimento à base de pó compreendendo uma ou mais camadas, que são localmente solidificadas por um dispositivo digitalmente controlável sob a ação de luz e ou radiação de calor. O material de revestimento não solidificado em excesso é removido em uma etapa de produção final. A estrutura tridimensional pode ser digitalmente impressa. Um material de revestimento líquido é aplicado na estrutura 3-D como uma camada protetora.
[0094] A maioria dos métodos conhecidos são baseados na aplicação direta de pó em uma superfície compreendendo um padrão de ligante. Eles são principalmente usados para criar texto elevado ou decorações tridimensionais, que são curados e protegidos por um revestimento líquido. Tais métodos não são adequados para aplicação de pisos onde o pó colorido deve ser incorporado na superfície de modo a proporcionar resistência à desgaste suficiente. Nenhum destes métodos de aplicação direta é combinado com uma etapa de prensagem que comprime o pó aplicado, e especialmente não com uma etapa de prensagem que cura a camada de superfície total tal que as par-tículas de pó sejam fundidas na superfície.
[0095] Alguns dos métodos conhecidos são baseados em uma aplicação indireta de pó com um método de transferência. A prensagem é somente usada para transferir o pó de um transportador, e nenhuma etapa de prensagem ocorre para curar o pó e a superfície.
[0096] Os métodos conhecidos não são adequados para criação de uma imagem multicolorida de alta qualidade em um painel de construção, e especialmente não em um painel de piso onde pigmentos resistentes a UV devem ser usados, e onde a imagem deve ser incorporada em uma superfície resistente à desgaste. Não é conhecido que os princípios acima descritos podem ser usados para criar uma imagem digital em um painel que após a etapa de impressão é curado sob alto calor e pressão, e especialmente não como os princípios devem ser adaptados para impressão de superfícies de piso similares a laminado e Pisos de Fibra de Madeira (WFF) onde o pó, a tinta e os métodos de aplicação devem ser adaptados às resinas de termocura específicas, materiais de fibra de madeira, e parâmetros de prensagem que são necessários para formar uma superfície multicor de alta qualidade resistente a desgaste, impacto e esforço em um modo de custo eficiente.
[0097] Os métodos conhecidos não proporcionam quaisquer soluções ao problema principal que é relacionado à ligação entre o pó e o ligante líquido aplicado em uma superfície. De modo a remover partículas excessivas aplicadas, correntes de ar fortes devem geralmente ser usadas, e tais correntes de ar removerão mesmo partículas que devem estar ligadas pelo ligante.
[0098] A descrição acima de vários aspectos conhecidos é a caracterização da requerente de tal, e não é uma admissão que a descrição acima é técnica anterior quando os produtos, métodos e equipamento descritos são usados parcialmente ou completamente em várias combinações.
[0099] O objetivo principal de pelo menos certas concretizações da invenção é proporcionar uma método de impressão aperfeiçoado e de custo eficiente para aplicar corantes em uma superfície em padrões bem definidos em, de preferência, uma superfície de painel de piso pelo uso de cabeças de tinta digitais que podem aplicar uma substância líquida em uma superfície de painel.
[00100] Um objetivo específico é proporcionar um equipamento para formar impressões digitais de acordo com o objetivo principal.
[00101] Os objetivos acima são exemplares, e as concretizações da invenção podem efetuar concretizações diferentes ou adicionais.
[00102] As concretizações da invenção são baseadas em um princípio principal onde métodos de impressão digital convencionais são divididos em duas etapas separadas compreendendo uma aplicação separada de um ligante líquido e de corantes secos. As partículas coloridas são aplicadas em uma superfície de painel. Algumas partículas são ligadas por um padrão digitalmente formado. Outras partículas não ligadas são removidas, e as partículas ligadas remanescentes formam um padrão digital. O processo de duas etapas pode ser repetido, e várias cores podem ser aplicadas tal que uma impressão digital de alta definição de multicor avançada pode ser formada. As partículas coloridas ligadas e a superfície de painel são prensadas juntas, e uma ligação aumentada é obtida. A prensagem é produzida sob temperatura aumentada, tal que as partículas coloridas e a superfície são curadas a uma camada resistente à desgaste dura.
[00103] Uma vantagem comparada a impressão de jato de tinta convencional é que as partículas coloridas não são dispersas em uma substância líquida, e não são aplicadas por uma cabeça de impressão digital em uma superfície. De acordo com as concretizações da invenção, uma cabeça de impressão é somente usada para aplicar ligante à base de água de custo eficiente e principalmente sem pigmentos. As concretizações da invenção tornam possível combinar custos inferiores para tinta e cabelas de impressão digital com produtividade aperfeiçoada. Os corantes à base de pigmento podem ser combinados com cabeças de impressão de custo muito efetivo que podem ser cabeças de impressão térmicas. As partículas coloridas podem ser fibras de madeira revestidas com pigmento ou partículas minerais, e cópias muito realísticas de desenhos de madeira e de pedra podem ser obtidas com tais materiais decorativos em padrões de alta qualidade.
[00104] Uma vantagem comparada aos métodos de impressão á base de pó conhecidos é que as partículas coloridas são aplicadas di- retamente em uma superfície de painel. O manuseio e transporte de folhas impressas separadas que podem fazer com que o pó caia, podem ser evitados. O posicionamento de camadas de superfície separadas, tais como folhas de papel em um painel, pode também ser evitado, e a impressão digital pode ser posicionada com alta precisão em relação ao painel. Uma vantagem é que a composição do material e propriedades da camada de superfície, combinadas com valor e pressão, é usada para obter uma ligação permanente das partículas coloridas à superfície, e tal ligação pode ser obtida na mesma etapa de prensagem que é usada para curar e laminar a camada de superfície ao núcleo do painel. A ligação de partículas com pressão e calor, e pela utilização das propriedades da superfície para proporcionar uma ligação, é superior a muitos outros métodos de cura que são usados em métodos de impressão à base de pó conhecidos. Uma forte força de ligação durante a aplicação e remoção de pó pode ser obtida com o ligante líquido que reage com resinas que são incluídas na superfície e no pó.
[00105] Uma vantagem específica é que o método é baseado em um ligante líquido que é adequado para combinar com calor e pressão, e que pode ser uma substância muito simples compreendendo Glicol que permite um longo tempo de decap. Nenhum solvente ou químicos de cura de UV são requeridos, e este pode proporcionar um método de produção ambientalmente muito compatível, e de custo eficiente.
[00106] Um primeiro aspecto da invenção é um método de formação de uma impressão digital em um painel compreendendo uma superfície, no qual o método compreende:
[00107] • deslocar o painel sob uma cabeça de aplicação de gotadigital,
[00108] • aplicar um ligante líquido com a cabeça de aplicação degota digital na superfície;
[00109] • aplicar corantes no ligante líquido e na superfície;
[00110] • ligar uma parte dos corantes à superfície com o ligantelíquido;
[00111] • remover corantes não ligados a partir da superfície, talque uma impressão digital é formada pelos corantes ligados;
[00112] • aplicar calor e pressão no painel, na superfície, e nos corantes ligados, tal que os corantes são permanentemente ligados à superfície.
[00113] O pelo menos um da superfície e dos corantes podem ser comprimidos pela etapa de aplicação de calor e pressão no painel, na superfície, e nos corantes ligados.
[00114] O ligante líquido pode compreender glicol ou glicerina.
[00115] A superfície pode compreender um material que é curável sob calor e pressão.
[00116] A superfície pode compreender um material que é fundível sob calor e pressão.
[00117] A superfície pode compreender fibras de madeira.
[00118] Os corantes podem ser prensados na superfície quando calor e pressão são aplicados no painel.
[00119] A superfície pode compreender uma resina de termocura que é curada com a etapa de aplicação de calor e pressão, tal que os corantes são permanentemente ligados à superfície com a resina de termocura curada.
[00120] A superfície pode ser uma parte de um painel de construção.
[00121] A superfície pode ser uma parte de um painel de piso.
[00122] A superfície pode ser uma camada de papel, ou uma folha.
[00123] A superfície pode compreender uma camada de pó.
[00124] A superfície pode compreender outra cor do que os corantes.
[00125] O ligante líquido pode compreender água.
[00126] O ligante líquido aplicado pode ser exposto a luz IR, ou ar quente.
[00127] A cabeça de aplicação de gota digital pode ser uma cabeça de tinta Piezo.
[00128] O ligante líquido pode ser aplicado às gotas dispostas em uma grelha, e no qual os corantes são ligados com várias gotas.
[00129] O ligante líquido pode compreender 10 - 70% de água, e 30 - 90% de glicol e/ou glicerina, por peso.
[00130] A superfície pode compreender uma resina de melamina formaldeído seca que derrete quando o ligante líquido é aplicado, e que liga os corantes à superfície.
[00131] Os corantes podem compreender pigmentos misturados com um ligante seco que interagem com o ligante líquido.
[00132] O ligante seco pode compreender uma resina de termocu- ra.
[00133] Os corantes podem cada ter um corpo de partícula compreendendo uma fibra de madeira.
[00134] O método pode compreender etapas adicionais de aplicação de novos corantes com uma cor diferente nos primeiros corantes ligados e na superfície, ligação de uma parte dos novos corantes à superfície com um ligante, e remoção de novos corantes não ligados a partir da superfície, tal que uma impressão digital é formada com o primeiro e os novos corantes posicionados lado a lado na superfície.
[00135] Os corantes podem ser aplicados por difusão.
[00136] A impressão digital pode compreender corantes dispostos em um padrão de grão de madeira, ou em um padrão de calcário.
[00137] Os corantes podem ser aplicados no ligante líquido.
[00138] A superfície com os corantes ligados pode ser prensada com uma pressão de cerca de 4-6 MPa (40-60 bar), e aquecida com calor excedendo cerca de 160°C.
[00139] A superfície e os corantes podem ser prensados e curados em uma superfície dura com uma estrutura em relevo, tal que uma parte dos corantes é posicionada abaixo das partes superiores da superfície.
[00140] Todo equipamento conhecido para aplicar impressões à base de pó usa uma folha flexível, tal como papel, como uma superfície de aplicação. Equipamento de custo eficiente, que pode ser usado para proporcionar uma impressão á base de pó de alta qualidade em um painel por aplicação de corantes em um padrão de ligante digitalmente formado, não é conhecido.
[00141] Um segundo aspecto da invenção é um equipamento para proporcionar uma impressão digital em um painel compreendendo uma superfície. O equipamento compreendendo um transportador, uma cabeça de aplicação de gota digital, uma estação de aplicação de tinta seca, e uma estação de remoção de tinta seca, no qual o transportador é adaptado para deslocar o painel essencialmente horizontalmente sob a cabeça de aplicação de gota digital, no qual a cabeça de aplicação de gota digital é adaptada para aplicar tinta em branco líquida na superfície, no qual a estação de aplicação de tinta seca é adaptada para aplicar tinta seca compreendendo corantes secos na tinta em branco, a tinta em branco líquida é adaptada para ligar uma parte dos corantes à superfície, e no qual a estação de remoção de tinta seca é adaptada para remover os corantes não ligados a partir da superfície após cada aplicação de tinta em branco e tinta seca.
[00142] A cabeça de aplicação de gota digital pode ser adaptada para aplicar tinta em branco líquida compreendendo glicol ou glicerina na superfície.
[00143] O equipamento pode adicionalmente compreender uma prensa, no qual a prensa é adaptada para aplicar calor e pressão no painel, na superfície, e nos corantes ligados, quando os corantes não ligados foram removidos, tal que pelo menos uma da superfície e dos corantes são comprimidos, e a superfície e os corantes são ligados juntos.
[00144] A cabeça de aplicação de gota digital pode ser digitalmente ligada a uma unidade de controle digital que controla a aplicação das gotas de tinta em branco, a velocidade do transportador, e a função de uma estação de aplicação de tinta seca.
[00145] A estação de aplicação de tinta seca pode compreender um rolo.
[00146] A estação de aplicação de tinta seca pode compreender uma superfície de rolo gravada, em relevo, gravada com água forte, jateada com areia, ou à base de agulha, que age como um dispositivo de dispensa que é adaptado para mover uma quantidade pré- determinada de tinta seca à superfície.
[00147] A estação de remoção de tinta seca pode ser adaptada para remover os corantes por uma corrente de ar.
[00148] A estação de remoção de tinta seca pode ser adaptada para remover corantes por correntes de ar e vácuo que sopra e suga os corantes.
[00149] A cabeça de aplicação de gota digital pode ser uma cabeça de impressão Piezo digital.
[00150] Várias cabeças de aplicação de gota digital podem estar posicionadas lado a lado, tal que essencialmente a largura total da superfície é coberta pelas cabeças.
[00151] O equipamento pode ainda compreender uma estação de estabilização adaptada para proporcionar umidade e calor, para estabilizar uma superfície de pó compreendendo fibras de madeira e resinas de melamina secas, e no qual a estabilização é feita antes da aplicação da tinta em branco.
[00152] A cabeça de aplicação de gota digital pode ser adaptada para aplicar tinta em branco compreendendo água.
[00153] O equipamento pode ainda compreender uma lâmpada de IR adaptada para secar a tinta em branco após aplicação.
[00154] A estação de aplicação de tinta seca e a estação de remoção de tinta seca podem ser adaptadas para aplicar e remover partículas de tinta seca à base de fibra de madeira.
[00155] A invenção será, em seguida, descrita em conjunto com concretizações preferidas, e em maiores detalhes com referência aos desenhos exemplares em anexo, no qual,
[00156] Figuras 1a-e Ilustram métodos conhecidos para produzir uma superfície impressa e em relevo;
[00157] Figuras 2a-e Ilustram um primeiro princípio de uma concretização da invenção;
[00158] Figuras 3a-d Ilustram um segundo princípio de uma concretização da invenção;
[00159] Figuras 4a-d Ilustram um terceiro princípio de uma concretização da invenção;
[00160] Figuras 5a-h Ilustram aplicação digital de pigmentos de acordo com o primeiro princípio de uma concretização da invenção;
[00161] Figuras 6a-d Ilustram métodos de produção baseados no primeiro princípio de uma concretização da invenção, e um painel com um padrão decorativo formado de acordo com uma concretização da invenção;
[00162] Figuras 7a-c Ilustram aplicação de corantes em uma superfície;
[00163] Figuras 8a-h Ilustram concretizações preferidas de macro corantes;
[00164] Figuras 9a-e Ilustram aplicação e prensagem de macro co- rantes;
[00165] Figuras l0a-c Ilustram aplicação e prensagem de macro corantes;
[00166] Figuras 11a-c Ilustram aplicação de várias cores com uma cabeça de impressão e aplicação e remoção de corantes com pré- prensagem intermediária;
[00167] Figuras 12a-d Ilustram métodos de impressão de transferência e painéis com superfícies preferidas;
[00168] Figuras 13a-d Ilustram aplicação de corantes em padrões com métodos onde tinta em branco líquida não é usada para ligar corantes;
[00169] Figuras 14a-d Ilustram gravação digital com partículas de prensa; e
[00170] Figuras 15a-d Ilustram gravação digital combinada com impressão de transferência digital.
[00171] As Figuras 2a-2d mostram esquematicamente uma concretização da invenção, que é baseada em um primeiro princípio onde um padrão de ligante BP ou imagem, é formada digitalmente por uma cabeça de tinta que, de preferência, somente aplica um ligante 11 em uma superfície 2, conforme mostrado na figura 2a.
[00172] Os corantes 7, que podem compreender pequenas partículas coloridas, por exemplo, pigmentos 12, são aplicados aleatoriamente, de preferência, na forma seca por um segundo dispositivo, tal que eles estão em contato com o padrão de ligante BP. A Figura 2b mostra uma concretização preferida onde pigmentos 12 na forma seca são difundidos sobre o padrão de ligante BP. A Figura 2c mostra que o li- gante 11 liga alguns pigmentos 12 que formam o mesmo padrão como o ligante 11, e uma impressão P é formada na superfície 2 quando outros pigmentos não ligados 12 são removidos a partir da superfície 2 por, por exemplo, vácuo.
[00173] Este processo de três etapas, daqui por diante referido como "ciclo de formação de impressão", quando o processo se relaciona a uma aplicação de uma cor, ou "impressão de Ligante e Pó", ou impressão de BAP, quando o processo se refere a impressão total, e onde, de preferência, um ligante líquido 11, daqui por diante referido como uma "tinta em branco", e partículas secas compreendendo corantes 7, daqui por diante referida como "tinta seca" 15, são aplicados separadamente e ligados juntos, e onde as partículas não ligadas são removidas, podem proporcionar uma impressão digital P com a mesma ou qualidade ainda superior como tecnologia de digitalização de im-pressão convencional.
[00174] A superfície 2 pode ser uma camada de papel ou uma folha, ou uma camada de pó.
[00175] A superfície 2 pode ser uma parte de um painel de construção, ou um painel de piso 1.
[00176] O ligante pode ser tinta em branco 11 compreendendo uma substância líquida que é, de preferência, aplicada por uma cabeça de tinta digital.
[00177] A substância líquida pode ser à base de água.
[00178] A superfície 2 com os corantes ligados 7 pode ser aquecida e prensada.
[00179] A superfície 2 e os corantes 7 podem ser prensados e curados a uma superfície dura com uma estrutura em relevo.
[00180] Os corantes 7 podem ser partículas de macro- corantemaiores do que 20 mícron, e eles podem ser prensados na superfície 2.
[00181] A superfície 2 pode ser uma parte de um painel 1 que pode ser um laminado, um piso de madeira, um piso à base de madeira, um ladrilho, ou um piso de LVT.
[00182] A tinta em branco líquida pode ser substituída com um processo de aquecimento digital onde calor de uma cabeça de impressão de aquecimento digital ou um laser ativa um ligante incluído na tinta seca e/ou na superfície.
[00183] A tinta em branco e a tinta seca podem ser aplicadas em muitos modos alternativos. A superfície 2 pode apontar para cima ou para baixo, e a tinta em branco e/ou a tinta seca podem ser aplicadas de cima ou de baixo. A superfície 2 com tinta em branco pode, por exemplo, apontar para baixo, e pode ser trazida em contato com uma camada de tinta seca. A tinta seca não ligada pode ser removida por gravidade quando a superfície é separada a partir da camada de tinta seca. De modo a simplificar a descrição, a maioria das concretizações preferidas mostram uma superfície apontando para cima, e fixada a um painel antes da impressão. As superfícies separadas 2 sem um painel de suporte 1 podem ser impressas de acordo com os princípios da invenção.
[00184] O método é particularmente adequado em aplicações onde quantidades consideráveis de corantes, de preferência, pigmentos, são aplicadas em um painel plano grande de modo a formar uma impressão grande avançada, ou padrão decorativo com, de preferência, alto desgaste, resistência à impacto e à UV, e onde o padrão, de preferência, é pretendido para copiar um desenho de madeira ou calcário. Tais desenhos são geralmente formados com uma cor base que, por exemplo, dá à madeira ou ao calcário, a aparência básica, e umas poucas cores de ponto que são usadas para formar a estrutura de grão de madeira, nós, fendas, e vários defeitos que são visíveis na superfície da madeira, ou fendas de estruturas de cristal, e outros defeitos em um desenho de calcário. O método é também muito adequado para formar um padrão em um ladrilho, ou para imprimir laminado e pisos à base de madeira com uma cópia de, por exemplo, um piso de ladrilho que compreende ladrilhos com núcleos diferentes e linhas de argamassa entre os ladrilhos.
[00185] Contrário aos métodos conhecidos, a cabeça de tinta digital, daqui por diante referida como "cabeça de aplicação de gota digital" 30', não é usada para aplicar qualquer tipo de tinta convencional com pigmentos de cor ou corantes. Isto é uma vantagem, visto que nenhuma tinta custosa compreendendo dispersões de pigmento e resinas de ligante tem que ser manipulada pela cabeça de aplicação de gota digital 30'. A tinta em branco é, de preferência, uma substância líquida essencialmente transparente que, de preferência, principalmente compreende água.
[00186] A tinta em branco, também denominada substância líquida, não compreende, de preferência, pigmentos.
[00187] Uma impressão proporcionada pela tinta em branco, ou substância líquida, pode ser referida como uma impressão líquida P. A impressão líquida pode ser formada de gotas da tinta em branco aplicadas na superfície.
[00188] Os corantes são, de preferência, ligados à superfície em duas etapas. A primeira ligação é uma ligação de aplicação onde a ligação dos corantes deve ser suficiente para manter os corantes ligados ao padrão de ligante BP de modo a permitir que os corantes excessivos remanescentes tenham sido aplicados em áreas fora do padrão de ligante, a serem removidos.
[00189] A segunda ligação é uma ligação permanente pretendida para ligar permanentemente a aplicação-corantes ligados à superfície 2.
[00190] A primeira ligação de aplicação e a segunda ligação permanente podem compreender uma etapa de estabilização intermediária onde a estrutura dos corantes ligados são modificadas por, por exemplo, calor e/ou pressão, tal que um novo ciclo de formação de impressão pode ser produzido. A etapa de estabilização intermediária permite que os novos corantes não ligados que são aplicados na superfície durante um segundo ciclo de formação de impressão podem ser facilmente removidos mesmo nas partes de superfície que compreendem corantes a partir do primeiro ciclo de formação de impressão.
[00191] A primeira ligação de aplicação é, de preferência, obtida com uma substância líquida, também referida como tinta em branco, que, de preferência, principalmente compreende água destilada ou água deionizada.
[00192] A adesão de água pode, em algumas aplicações, especialmente quando somente uma cor é aplicada, liga o corante à superfície com uma força que é suficiente para permitir remoção dos corantes não ligados. Os custos de produção para tal substância líquida são extremamente baixos, e entupimento dos bocais quando um ligante seca pode ser evitado. Alguns químicos podem ser adicionados, por exemplo, glicol ou glicerina, que são necessários para alcançar a viscosidade e tensão de superfície da substância líquida que podem ser necessárias para uma função correta de uma cabeça de impressão. O polietileno glicol solúvel em água (PEG), que é disponível em muitos pesos moleculares diferentes, é especialmente adequado para modificar a água, tal que uma tinta em branco com uma viscosidade apropriada que opera, por exemplo, com cabeças de Piezo, pode ser obtida. Formulações de baixo peso molecular, tais como, por exemplo, PEG 400, são especialmente adequadas para usar em in tinta em branco e, de preferência, juntas com tinta seca, ou uma superfície que compreende resinas de termocura, tais como melamina. Água e PEG são compatíveis com resinas de melamina, e permitem cura fácil e rápida quando calor e, de preferência, também pressão, são aplicados. Um solvente de não secagem preferido que é compatível com resinas de termocura, deve ser miscível com água, ter um ponto de ebulição acima de 100°C, e um ponto de fusão mais baixo do que a temperatura de aplicação. Exemplos de tais, mas não restritos a, são etileno glicol, propileno glicol, polietileno glicol, dietileno glicol, butano diol, e glicerina. Combinações podem também ser usadas. Em algumas aplicações, algumas outras quantidades menores de químicos podem ser incluídas na tinta em branco, por exemplo, agentes de umedecimento e outros químicos que são necessários para impedir sangria quando a tinta em branco é aplicada em uma superfície. A tinta em branco pode também compreender agentes de liberação, especialmente quando uma aplicação direta dos corantes, daqui por diante referida como "impressão de BAP direta", conforme descrito acima, é substituída por uma aplicação de transferência, daqui por diante referida como "impressão de BAP de transferência", onde a tinta em branco e corantes são, em uma primeira etapa, aplicados em uma superfície de transferência e, em seguida, prensados contra e ligados à superfície. Muitos tais aditivos são de custo eficiente, e a tinta em branco pode ter um custo de produção que é uma fração dos custos para tintas à base de pigmento convencional.
[00193] Muitas cabeças de impressão Piezo são designadas para operar com uma viscosidade na faixa de 2 a 12 centipoise (cps). A tinta em branco à base de água pode facilmente ser adaptada para encontrar todas as requisições possíveis de viscosidade.
[00194] Uma tinta em branco adequada que, de preferência, pode ser usada em uma cabeça de impressão de baixa viscosidade designada para operar com uma viscosidade de cerca de 5 cps, tal como uma cabeça de impressão de Kyocera, pode ser uma solução de glicol à base de água compreendendo, por exemplo, cerca de 75% (peso) de Etileno Glicol, ou 55% de Dietileno Glicol, ou 50% de Propileno Gli- col, ou 38% de Polietileno Glicol PEG 400. Uma solução de glicerina à base de água compreendendo cerca de 40% de glicerina pode também ser usada. Água deionizada pode também ser misturada com Glicerina e Glicol. Uma tinta em branco adequada para uma cabeça de impressão de baixa viscosidade pode, por exemplo, compreender cerca de 40% de água, 50% de Glicerina, e 10% de Dietileno Glicol.
[00195] Uma tinta em branco adequada que, de preferência, pode ser usada em uma cabeça de impressão de alta viscosidade designada para operar com uma viscosidade de cerca de 10 - 12 cps, tal como cabeça de impressão Fujii, pode ser uma solução de glicol à base de água compreendendo, por exemplo, cerca de 95% (peso) de Etileno Glicol, ou 75% de Dietileno Glicol, ou 70% de Propileno Glicol, ou 50% de Polietileno Glicol PEG 400. Uma solução de glicerina à base de água compreendendo cerca de 65% de glicerina pode também ser usada. Água deionizada pode também ser misturada com Glicerina e Glicol. Uma tinta em branco adequada para uma cabeça de impressão de alta viscosidade pode, por exemplo, compreender cerca de 30% de água, 60% de Glicerina, e 10% de Dietileno Glicol.
[00196] O teor de água para a tinta em branco adaptada para cabeças de impressão Piezo de baixa e alta viscosidade pode ser aumentado adicionalmente se glicóis de alta viscosidade são usados; por exemplo, Polietileno Glicol com um peso molecular mais alto do que PEG 400. Uma tinta em branco preferida que, de preferência, é adequada para cabeças de impressão Peizo, pode compreende 0 - 70% de água e 30 - 100% de Glicol, e/ou Glicerina. Ainda mais preferida é uma formulação compreendendo 10 - 70% de água e 30 - 90% de Gli- col, e/ou Glicerina. A tinta em branco que é adequada para cabeças de impressão de jato de bolha térmica que são designadas para viscosidades muito baixas; por exemplo, 2-4 cps, pode compreender mais do que 70% de água.
[00197] Todas as formulações de tinta em branco podem compre- ender pequenas quantidades, cerca de 1%, de agentes de umedeci- mento, tais como BYK ou Surfinol, e químicos, tal como Actidice pretendido para controle de bactérias e fungos.
[00198] A tinta em branco é, de preferência, essencialmente uma substância líquida não curável que é usada para obter a ligação de aplicação, e para ligar os corantes até que a ligação permanente final ocorra, de preferência, com calor e pressão, e com resinas que são uma parte do material de substrato e/ou das partículas de tinta seca. Tal tinta em branco não ligará partículas quando ela seca, ou quando calor é aplicado.
[00199] A tinta em branco pode compreender ligantes curáveis especiais, de preferência, emulsões acrílicas à base de água, que são compatíveis com água, glicol, ou glicerina. O teor de ligante preferível é 5-20%. As emulsões acrílicas ligarão as partículas quando o teor de água evapora e elas criarão uma forte ligação sob altos calor e pressão.
[00200] Um alto teor de água de pelo menos 50% dá as vantagens que o custo do material pode ser baixo. O tempo de decap será preferivelmente curto, menos do que uma hora, visto que a água evapora. Um baixo teor de água, combinado com um alto teor de glicol ou de glicerina, aumentará o tempo de decap consideravelmente. A tinta em branco , com um teor de água abaixo de 40%, pode ter um tempo de decap de várias horas. O teor de água abaixo de 20% dará um tempo de decap muito longo que pode exceder 6 horas. É possível usar a tinta em branco que compreende mais do que 90% de glicol, e isto pode aumentar o tempo de decap para vários dias. A tinta em branco pode ser produzida sem água, e cabeças de impressão de alta viscosidade podem manipular a tinta em branco que compreende, por exemplo, 100% de Etileno Glicol.
[00201] Um sistema de circulação de tinta pode ser evitado em im- pressoras industriais quando a tinta em branco é usada que não compreende quaisquer dispersões de pigmento ou ligantes, e que é principalmente uma solução á base de água, conforme descrito acima. Isto aumentará o custo do equipamento de impressão consideravelmente.
[00202] A Figura 2e mostra a viscosidade em cps de soluções aquosas de Propileno Glicol (PG) em temperaturas de 20 - 30°C. Wl mostra viscosidade de água. Pgl compreende 50% de PG e 50% de água. Pg2 compreende 70% de PG e 30% de água. A viscosidade da tinta em branco adaptada para uma cabeça de impressão de baixa viscosidade pode variar entre 4-6 cps dentro da faixa de temperatura de 20-30 °C. A viscosidade da tinta em branco adaptada para cabeças de impressão de alta viscosidade pode variar entre 8-14 cps, e esta pode estar fora das condições de operação normais da cabeça de im-pressão. Este problema pode ser solucionado com o equipamento de impressão que compreende um sistema de controle de temperatura que, de preferência, é combinado com um sistema de controle de clima que controla a umidade. O tempo de decap para tinta em branco à base de água pode ser aumentado se a umidade relativa ao redor das cabeças de impressão está acima de 50%.
[00203] O ligante que liga os corantes à superfície pode compreender dois componentes. O primeiro componente de ligante pode ser incluído na tinta em branco . O segundo componente de ligante pode ser incluído na tinta seca, ou na superfície, e ativado pela tinta em branco . Isto torna possível usar, por exemplo, água, de modo a obter a ligação de aplicação, ligação de estabilização e ligação permanente. A água pode reagir com um ligante que pode ser incluído nos corantes, ou na superfície. A tinta em branco pode, naturalmente, compreender um li- gante que pode proporcionar a mesma ligação como os dois componentes mencionados acima.
[00204] A tinta em branco pode ser aplicada em qualquer superfície 2, por exemplo, uma camada de papel não transparente, uma sobreposição essencialmente transparente, uma camada de pó, uma camada de pó estabilizada, um compensado de madeira ou chapa de madeira, uma esmaltamento de ladrilho, uma folha plástica, ou uma cor base aplicada em um material em forma de chapa, de preferência, compreendendo madeira ou material de polímero.
[00205] A aplicação da superfície 2 a um material em forma de folha, tal como um painel 1, dá várias vantagens. A manipulação e posicionamento de camadas soltas que podem intumescer e encolher durante a aplicação de tinta em branco líquida, podem ser evitadas. A ligação de aplicação dos corantes 7 pode ser feita com uma resistência de ligação muito baixa, visto que a superfície 2 é suportada pelo painel plano, e pode ser deslocada horizontalmente em um transportador diretamente em uma prenda onde a ligação permanente com calor e pressão ocorre. Enrolamento, corte e empilhamento de superfícies de papel e de folha podem ser evitados. Algumas superfícies, tais como pó não curado e esmaltamento de ladrilho não podem ser manipuladas sem um suporte de um painel 1.
[00206] A impressão de BAP em pisos de LVT pode também ser feita quando, por exemplo, as camadas bases individuais, de preferência, incluindo uma camada de fibra de vidro, e uma folha plástica decorativa com uma cor base, são fundidas juntas a um painel. Uma camada protetora transparente pode ser fundida com calor e pressão na impressão de BAP, e na folha plástica decorativa, tal que as partículas de tinta seca são permanentemente ligadas e fundidas à superfície. A tinta em branco pode ser adaptada, tal que a flutuação das gotas na folha plástica lisa é evitada. É uma vantagem se a tinta em branco tem uma alta viscosidade, de preferência, 10 cps, e mais alta.
[00207] A impressão de BAP em ladrilhos cerâmicos é, de preferência, produzida quando o pó é prensado a um corpo de ladrilho que forma um painel. Um esmaltamento com uma, de preferência, cor base é aplicado no ladrilho, e uma impressão de BAP é aplicada no esmal- tamento seco. A impressão de BAP e o corpo de ladrilho são, em seguida, prensados, e um esmaltamento transparente protetor é aplicado na impressão prensada. O ladrilho é após o esmaltamento queimado em uma fornalha ou forno a temperaturas muito altas, tal que as partículas de tinta seca curam e derretem no corpo de ladrilho e no esmal- tamento.
[00208] As concretizações descritas acima são baseadas nos princípios principais que a impressão de BAP é aplicada em uma superfície 2 que forma uma parte de um painel 1 e que também compreende uma composição de material tal que quando calor e pressão é aplicado, o painel, a superfície e a impressão serão permanentemente ligados juntos. Tais superfícies podem compreender resinas de termocura, de preferência, resinas de melamina formaldeído que geralmente são usadas em WFF ou pisos de laminado à base de papel, materiais minerais curáveis e fundíveis usados em ladrilhos cerâmicos, ou materiais termoplásticos usados em pisos de LVT.
[00209] A impressão de BAP direta e de transferência pode também ser usada em superfícies têxteis. A tinta seca e tinta em branco podem ser especialmente adaptadas para várias superfícies têxteis. Os ligan- tes, viscosidade da tinta seca, e o tamanho, ou os corantes, podem ser adaptados para proporcionar uma ligação e remoção apropriadas dos corantes.
[00210] A aplicação em algumas superfícies específicas pode ser aperfeiçoada por um assim denominado tratamento corona, as vezes também referido como plasma de ar. Esta é uma técnica de modificação de superfície que usa plasma descarregado de baixa temperatura corona para conceder mudanças nas propriedades de uma superfície. O plasma corona é gerado pela aplicação de alta voltagem a pontas afiadas de eletrodo, que forma plasma nas extremidades das pontas afiadas. Materiais tais como plásticos, vidro ou papel, podem ser passados através da cortina de plasma corona de modo a mudar a energia de superfície do material. A superfície pode também ser tratada com vários tipos de sais minerais.
[00211] A superfície pode compreender uma primeira cor base, que pode ser usada para criar uma maior parte da superfície visível colorida. As superfícies à base de pó, de preferência, compreendendo resinas de termocura, podem ser pré-prensados e formadas com uma superfície lisa que facilita a aplicação e remoção dos corantes. A pré- prensagem é, de preferência, produzida com pressão e calor, e durante um tempo de ciclo de prensagem que assegura que a resina de me- lamina está em um nível semicurado, e em um estágio B, conforme descrito na introdução.
[00212] O corante compreende, em uma concretização preferida, principalmente, pigmentos de cor 12 que são difundidos como camada de pó seco sobre o BP de padrão de ligante úmido, conforme mostrado na figura 2b. Os pigmentos podem ser misturados com outras partículas, por exemplo, partículas de pó de melamina 13 que derretem quando elas estão em contato com o padrão de ligante líquido BP, e que ligam os pigmentos à superfície. Os pigmentos não ligados secos e pó de melamina 13, podem ser removidos por, por exemplo, uma corrente de ar ou gravidade, e a melamina úmida remanescente 13 e pigmentos de cor 12 formam uma impressão P, conforme mostrado na figura 2c, que é essencialmente idêntica ao padrão de ligante BP criado pela tinta em branco . A tinta seca pode ter a mesma composição de material como a camada de superfície 2 em um piso de WFF à base de pó, e pode compreender uma mistura de fibras de madeira, um pó de resina de melamina formaldeído seca, partículas de óxido de alumínio, e pigmentos de cor.
[00213] A estabilização da impressão pode ser parcialmente ou completamente obtida por, por exemplo, exposição a IR, ar quente, luz UV, micro-ondas, pré-prensagem ou similar, ou combinações de tais métodos. O ligante, que nesta concretização preferida é água ou me- lamina úmida, é, de preferência, estabilizada por pré-prensagem que liga os pigmentos de cor à superfície 2 por secagem da melamina úmida, ou por derretimento das partículas de melamina. A pré- prensagem comprime a superfície do padrão impresso P. Um segundo padrão pode ser impresso com a tinta em branco na superfície 2, e uma segunda camada de pigmentos e pó de melamina podem ser aplicados na superfície e sobre a primeira impressão. Isto pode ser repetido e uma decoração avançada pode ser criada com várias cores tal que a imagem digital compreende corantes com cores diferentes posicionadas horizontalmente afastadas no mesmo plano.
[00214] A tinta em branco é, de preferência, uma substância líquida essencialmente transparente que não causa distúrbio na cor dos corantes ligados. A tinta em branco com a mesma substância líquida pode ser usada junto com a tinta seca compreendendo muitos corantes diferentes, e isto permite que, por exemplo, uma cabeça de impressão com a mesma tinta em branco pode ser usada para aplicar várias cores diferentes que podem ser aplicadas em várias etapas com uma aplicação intermediária de um padrão digital formado pela tinta em branco . Isto permite que o número de cabeças de impressão pode ser reduzido consideravelmente, uma vez que uma cabeça de impressão com um canal de tinta que aplica a mesma tinta em branco pode ser usada para aplicar um número praticamente ilimitado de tintas secas com núcleos, estruturas, tamanhos de partícula, diferentes, etc. A composição simples da tinta em branco torna possível usar cabeças de impressão de custo mais eficiente, visto que nenhum pigmento de cor é queimado através de pequenos bocais da cabeça de impressão.
[00215] A etapa de estabilização pode, em algumas aplicações, ser suficiente para criar a ligação permanente. A ligação permanente final pode também ocorrer quando a superfície, de preferência, é prensada e curada sob calor e pressão, de acordo com os métodos que são usados para curar um laminado ou uma superfície à base de pó compreendendo uma resina de termocura, ou uma superfície compreendendo uma camada termoplástica. Um verniz transparente de cura com UV que é aplicado sobre os corantes e que após aplicação é curado em um forno de UV, pode também ser usado. Esta camada transparente pode ser aplicada na forma líquida por rolos, ou com cabeças Piezo digitais, e em uma ou várias etapas com cura de UV intermediária. Uma resina termoplástica, ou partículas termoplásticas, podem também serem usadas para obter a primeira ligação de aplicação, ou a segunda ligação permanente. Sobreposição à base de papel ou à base de pó compreendendo óxido de alumínio e resinas de melamina podem também serem usadas como camadas protetoras e como ligação permanente.
[00216] A composição química de baixo custo e simples da substância líquida aplicada pela cabeça de aplicação de gota torna possível usar, preferivelmente, tecnologia de cabeça de impressão digital simples para aplicar a substância de ligante líquido. CIJ (jato de tinta contínuo) pode ser usado, visto que água é fácil de reciclar, e as gotas coletadas podem ainda serem dispostas sem qualquer reciclagem. Cabeças de impressão térmicas de custo eficiente podem ser usadas, visto que a água é fácil de manipular com tecnologia de jato de bolha. Preferivelmente, cabeças Piezo simples com alta produtividade e com sistemas de DOD (gota em demanda), podem ser usadas, que podem ter um longo tempo de vida, e que requerem um mínimo de manutenção devido a composição muito favorável da substância líquida que não causará qualquer distúrbio de produção, visto que não existem pigmentos e, de preferência, nenhuma resina de secagem rápida que deve ser manuseada, que é o caso quando tintas à base de pigmento convencionais são usadas.
[00217] O ligante pode compreender uma ampla variedade de materiais de termocura e termoplástico que podem ser usados como partículas ou químicos na superfície, na tinta seca, ou como dispersões na tinta em branco aplicada pela cabeça de aplicação de gota digital. A maioria de tais materiais pode ser produzida na forma de pó seco, ou como as dispersões líquidas. É preferido que a substância química que proporciona a ligação após secagem seja incluída na superfície, ou na tinta seca, e que a tinta em branco seja uma substância química líquida simples sem quaisquer resinas ou outros químicos que, na forma seca, podem entupir os bocais.
[00218] Como uma alternativa a materiais de termocura, tal como melamina, ou a materiais termoplásticos, tal como, por exemplo, pó de PVC, poliuretano curado com UV pode, por exemplo, ser usado na forma de pó, ou como dispersão.
[00219] A substância de poliuretano curável por UV com uma viscosidade que é adaptada à cabeça de aplicação de gota digital 30', pode ser usada. Dispersões de poliuretano à base de água são preferidas como uma substância líquida na cabeça de aplicação de gota digital, visto que elas não curam até que elas sejam expostas a luz UV. As dispersões de poliuretano são completamente reagidas com poliureta- no/poliureias de partículas de polímero pequenas e discretas, e tais partículas podem ser produzidas com um tamanho de cerca de 0,015,0 mícron, e podem, portanto, serem, manuseadas em uma cabeça de impressão digital, ou outras cabeças similares. As dispersões de poliuretano podem ser misturadas com, por exemplo, emulsões acrílicas e outras emulsões de modo a reduzir custos.
[00220] A cabeça de aplicação de gota digital, que, em algumas aplicações, de preferência, pode ser uma cabeça de Piezo, tem, de preferência, uma capacidade para queimar gotas com um tamanho de gota de cerca de 1 - 200 picolitros, ou mais. O tamanho de gota e intensidade de gota podem ser variados, e estes podem ser usados para variar a intensidade de uma cor, e criar uma assim denominada "escala cinza" com a mesma cor básica. Gotas maiores ligarão camadas mais espessas de tinta seca, e gotas menores ligarão camadas mais delgadas.
[00221] Adesivos à base de água podem também serem usados, tais como, adesivos solúveis, ou adesivos dispersos em água.
[00222] Outros materiais curados por UV, tais como acrilatos de epóxi, uretano, poliéster, poliéter, poliéter acrílico modificado por amina, e oligômeros de acrilato diversos, podem ser usados como ligantes na forma de pó ou como dispersões.
[00223] A tinta em branco pode também ser aplicada em uma superfície por bocais de pulverização, ou por rolos gravados.
[00224] A Figura 2d mostra esquematicamente uma estação de impressão de BAP 40 de um equipamento de impressão de ligante que pode ser usada para criar uma impressão digital P em um painel 1 compreendendo uma superfície 2, um núcleo 3, e a camada de suporte 4. Uma estação de aplicação de tinta em branco 36 compreendendo uma cabeça de aplicação de gota digital 30', que, de preferência, é uma cabeça de Piezo, ou uma cabeça de impressão térmica, aplica um padrão de ligante BP com tinta em branco 11. Várias cabeças 30' podem ser posicionadas lado a lado de modo a cobrir a largura da superfície que é impressa. O padrão de ligante é criado digitalmente no mesmo modo como na digitalização de impressão convencional. As cores são separadas, e cada estação de aplicação de tinta em branco 36 aplica principalmente a mesma substância líquida ou tinta em branco que é usada para ligar uma cor específica em cada ciclo de forma- ção de impressão. A cabeça de aplicação de gota digital é conectada com um tubo de alimentação 32 a um recipiente 31 com tinta em branco. As cabeças de aplicação de gota digital 30' são digitalmente ligadas com, de preferência, cabos de dado 33 ou sem fio, a uma unidade de controle digital 34 que controla a aplicação das gotas, a velocidade do transportador 21, a função de uma unidade de aplicação de tinta seca 27, e todo outro equipamento que é usado para ligar e remover pigmentos.
[00225] As gotas à base de água da tinta em branco 11, que, nesta concretização, servem como um ligante de aplicação, devem estar úmidas até que elas ultrapassem a estação de aplicação de tinta seca 27 que, nesta concretização preferida, é uma estação de difusão. A tinta seca, que, nesta concretização preferida, compreende corantes de pigmentos de cor 12 misturados com uma resina de pó de melami- na secada por pulverização 13, é difundida na tinta em branco líquida 11.
[00226] O equipamento de difusão compreende um funil 45 que contém tinta seca 15, uma lâmina doctor 47 que, junto com um rolo 46, de preferência, compreendendo uma superfície de rolo 44 gravada, em relevo, gravada com água forte, ou jateada com areia 44, age como um dispositivo de dispensa que move uma quantidade pré- determinada de tinta seca 15 a partir do funil 45 e para a superfície 2. O rolo 46 pode também ter uma superfície de rolo 44 que compreende pequenas agulhas. Rolos de rotação e oscilação podem também serem usados. Um dispositivo de remoção de material que pode ser uma escova de oscilação ou rotação 48 pode também ser usado em algumas aplicações junto com uma ou várias malhas de rotação ou oscilação 49 que podem oscilar ou girar em direções diferentes.
[00227] A lâmina doctor 47 pode ser rígida ou flexível, e pode ter uma borda que é adaptada à estrutura da superfície de rolo. As malhas de rotação ou oscilação 49 podem também serem formadas tal que elas difundem a tinta seca 15 em um modo pré-definido, e elas podem ser combinadas com uma de várias redes que podem ser usadas para peneirar as partículas antes delas serem aplicadas como uma camada. A rotação do rolo, a posição da lâmina doctor, e a velocidade da superfície que é pretendida para ser coberta com a tinta seca, podem ser usadas para controlar a espessura da camada.
[00228] A tinta em branco líquida 11 e a tinta seca com pigmentos 12 e partículas de melamina derretidas 13 são, nesta concretização, aquecidas e estabilizadas quando elas são deslocadas sob, de preferência, uma lâmpada de IR quente 23, que está localizada, de preferência, após a cabeça de aplicação de gota digital 30' na direção de alimentação.
[00229] Uma estação de remoção de tinta seca 28, que, nesta concretização, é baseada nas correntes de ar e vácuo, remove pigmentos 12 e partículas de melamina 13, que são não úmidas e não ligadas pelo padrão de ligante BP, e uma impressão de cor P perfeita é provida. A estação de remoção de tinta seca pode estar localizada após as luzes IR 23, ou entre as luzes IR e a estação de difusão 27. Esta etapa de produção pode ser repetida, e uma segunda estação de difusão 27 que compreende outra cor pode aplicar uma segunda cor em um padrão de ligante que pode ser aplicado pela mesma cabeça de impressão, ou uma nova cabeça de impressão que é usada em um segundo ciclo de formação de impressão. Os pigmentos e partículas de mela- mina removidos secados podem passar através de uma peneira ou um filtro, e eles podem ser reciclados e reutilizados novamente várias vezes.
[00230] O painel 1 com a superfície 2 é, de preferência, deslocado essencialmente horizontalmente sob a cabeça de aplicação de gota digital 30', a estação de aplicação de tinta seca 27, e a estação de re- moção de tinta seca 28, com um ou vários transportadores 21. É óbvio que a cabeça de aplicação de gota digital 30', a estação de aplicação de tinta seca 27, e a estação de remoção de tinta seca 28, podem alternativamente serem deslocadas sobre um painel 1 durante a impressão de BAP.
[00231] A tinta seca pode, em adição, a pigmentos e partículas de melamina, também compreender partículas resistentes à desgaste, tais como pequenas partículas de óxido de alumínio, e fibras, de preferência, fibras de madeira, que, de preferência, podem compreender ou consistir de fibras branqueadas transparentes ou semitransparentes. Tal tinta seca pode ser usada para criar uma impressão sólida com pigmentos que são posicionados verticalmente acima do outro com ligantes e partículas resistentes à desgaste acima e abaixo dos pigmentos. Pequenas gotas de tinta em branco podem, devido a capilaridade e a combinação de tensão de superfície e forças de adesão, pe-netrarem na tinta seca e ligarem quantidades maiores de tinta seca do que uma aplicação com tinta convencional onde pigmentos são aplicados como pequenas gotas em uma superfície.
[00232] Uma concretização preferida de impressão de BAP é caracterizada em que a extensão vertical dos corantes excede a extensão vertical das gotas de tinta em branco . Outra concretização preferida é caracterizada em que as gotas de tinta em branco digitalmente aplicadas penetram descendentemente e para cima a partir da superfície após aplicação. Uma impressão muito resistente à desgaste pode ser obtida com um método de impressão compreendendo tinta em branco e tinta seca com partículas resistentes à desgaste, de preferência, incorporadas na tinta seca.
[00233] Várias camadas de impressões podem ser posicionadas acima de cada outra, e estas podem ser usadas para aumentar a resistência ao desgaste adicionalmente e criarem efeitos decorativos 3D.
[00234] Eletricidade estática ou ultrassom podem ser usados para aplicar e/ou para remover as partículas de pó não ligadas. As correntes de ar e vácuo que sopram e/ou sugam partículas podem, de preferência, serem combinadas com escovas. Em geral, todos os métodos secos e úmidos que são usados para remover poeira podem ser usados separadamente, ou em várias combinações para remover as partes não ligadas da tinta seca. Contudo, métodos secos e sem contato são preferidos.
[00235] Uma remoção controlada completa ou parcial das partículas de tinta seca não ligada é essencial para uma impressão de alta qualidade com uma imagem decorativa pré-definida. Sistemas de remoção avançados podem também serem usados que somente remove os corantes, por exemplo, pigmentos de cor, enquanto que uma parte essencial das partículas de pó de melamina transparentes pode permanecer na superfície. Isto pode ser efetuado por, por exemplo, uma aplicação de duas etapas onde uma primeira camada compreende somente resina de melamina ou partículas que são aplicadas à superfície antes da aplicação da tinta em branco com os corantes. Esta primeira camada é, de preferência, estabilizada. Ela pode ser pulverizada com água e secada por, por exemplo, IR ou ar quente. Esta camada de li- gante separada que, de preferência, compreende melamina, pode, em algumas aplicações, substituir, por exemplo, papel pré-impregnado, que, em alguma aplicação, pode ser usado como uma camada de superfície 2, e somente papel não impregnado com ou sem uma cor base pode ser usado como uma superfície 2 para o ciclo de aplicação de impressão.
[00236] O teor de umidade da camada de superfície deve ser precisamente controlado de modo a facilitar a remoção das partículas de pó não ligadas. O teor de umidade abaixo de 8%, ou ainda, mais de preferência, não excedendo 6%, é preferido. A camada de superfície 2 pode ser secada por, por exemplo, lâmpadas IR antes da aplicação da tinta em branco . Químicos especiais podem ser aplicados de modo a vedar a superfície 2, ou a parte superior dos corantes ligados de modo a criar uma vedação ou uma camada de liberação que pode impedir os corantes de grudarem à partes específicas da camada de superfície onde nenhuma tinta em branco é aplicada.
[00237] O painel de piso 1 compreende geralmente uma camada de balanço inferior 4 de laminado, folhas plásticas, papel revestido, ou material similar. Tal camada de balanço pode também ser aplicada como uma mistura seca de pó de melamina e fibras de madeira, que são estabilizadas por umidade e calor antes da prensagem. Pigmentos podem ser incluídos na mistura de pó para proporcionar uma cor base. A camada de balanço pode também compreender somente pó de me- lamina, ou uma resina de melamina líquida, que é aplicada diretamente no lado traseiro do núcleo 3, e nenhum papel ou fibras de madeira são necessários para equilibrar a camada de superfície. O teor de me- lamina na camada de superfície é, de preferência, mais alto do que na camada de balanço. O lado traseiro do painel é muito adequado para proporcionar informação específica ao instalador de piso ou consumidor final. A digitalização de impressão convencional ou impressão de BAP pode ser usada para criar um padrão digital ou texto na camada de balanço. As instruções de instalação e manutenção, logos, outro tipo de instrução, ilustrações e informação, podem ser incluídos e podem substituir informação que é geralmente aplicada na embalagem, ou em instruções separadas especiais. A impressão digital e especialmente a impressão de BAP, podem ser de custo muito eficiente, visto que somente uma cor digitalmente aplicada é geralmente suficiente em adição a uma cor base. A camada de suporte pode também ter uma impressão digital que é somente decorativa.
[00238] As Figuras 3a - 3d mostram uma concretização da inven- ção, que é baseada em um segundo princípio onde tinta seca 15, compreendendo corantes 7 e, de preferência, também um ligante, que pode ser melamina 13, em uma primeira etapa, é aplicada em uma superfície 2. Uma impressão digital é, em seguida, como uma segunda etapa, formada pela cabeça de aplicação de gota digital que aplica uma tinta em branco padrão BP por meio da tinta em branco na tinta seca. Uma diferença principal entre o primeiro e o segundo princípio é a sequência de aplicação da tinta em branco e da tinta seca. A tinta em branco 15 é, de acordo com o primeiro princípio, aplicada em uma primeira etapa, enquanto que de acordo com o segundo princípio, a tinta em branco 15 é aplicada em uma segunda etapa. O primeiro princípio é abaixo referido como impressão de BUP de "Ligante Sob Pó", e o segundo princípio é referido como impressão de BOP de "Ligante No Pó". A impressão digital de BUP e BOP pode ser uma impressão direta, ou uma impressão de transferência, conforme descrito acima.
[00239] Estes dois princípios de BUP e BOP podem proporcionar imagens diferentes com intensidade de cor diferente. As gotas de tinta em branco 11 quando aplicadas de acordo com o primeiro princípio de BUP, formarão pontos de tinta quando elas colidem a superfície, e tais pontos de tinta cobrirão uma área muito maior do que o diâmetro das gotas. Somente uma parte da substância líquida a partir dos pontos de tinta penetrará a partir da superfície e na tinta seca. Quando as gotas de tinta em branco são aplicadas de acordo com o segundo princípio de BOP, elas primeiro penetrarão nas partículas de tinta seca que serão ligadas juntas em grupos de pequenas partículas, e uma parte menor das gotas de tinta em branco líquidas alcançará a superfície 2 on-de os pequenos grupos serão ligados à superfície. Tal aplicação pode ser usada para impedir a sangria em alguma aplicação onde a superfície tem uma estrutura aberta que distribui uma substância líquida. Deve ser mencionado que a sangria não é sempre uma desvantagem, visto que ela pode ser usada para criar efeitos decorativos. A aplicação de tinta seca deve ser precisamente controlada quando o princípio de BOP é usado, e a espessura máxima da camada de tinta seca deve ser adaptada ao tamanho de gota e intensidade de gota, que a tinta em branco penetra através da camada de tinta seca e na superfície. A espessura da camada de tinta seca deve, de preferência, não exceder o nível de penetração máxima das gotas de tinta seca.
[00240] A espessura da camada de tinta seca pode variar consideravelmente quando o primeiro princípio de BUP é usado, visto que partículas não ligadas em excesso acima do nível de penetração das gotas de tinta em branco aplicadas na superfície serão automaticamente removidas, e a substância líquida na parte superior das partículas de tinta seca, pode ser secada. A espessura da camada de tinta seca pode ser maior ou menor do que o nível de penetração das gotas de tinta em branco quando o princípio de BUP é usado. Isto proporciona a possibilidade de usar combinações de intensidade de gota de tinta em branco e extensão vertical da tinta seca, para criar variações de cor.
[00241] Ambos princípios têm vantagens e desvantagens, dependendo da aplicação.
[00242] A tinta em branco 11 pode, ainda nesta concretização, compreender água, que quando aplicada, derrete, por exemplo, partículas de melamina 13 misturadas com pigmentos 12, ou partículas de melamina aplicadas sob os pigmentos. O ligante liga alguns pigmentos que formam o mesmo padrão como o padrão de ligante BP, enquanto que outros pigmentos não ligados são removidos.
[00243] A Figura 3a mostra a tinta seca 15 compreendendo uma mistura de pó de melamina 13 e pigmentos 12 difundidos em uma superfície 2. A Figura 3b mostra um padrão BO de tinta em branco aplicada digitalmente aplicada na tinta seca. A Figura 3c mostra que pigmentos não ligados e, nesta concretização preferida, também partícu- las de melamina 13, foram removidos. A Figura 3d mostra uma estação de impressão de BAP 40 compreendendo uma estação de difusão 27, uma estação de aplicação de tinta em branco 36, um forno IR 23, e uma estação de remoção de tinta seca 28, baseados na corrente de ar e vácuo.
[00244] Os primeiro e o segundo princípios podem ser combinados. A tinta em branco 11 pode ser aplicada antes e após a aplicação da tinta seca 15, e esta pode ser usado para ligar uma camada mais espessa de corantes, e criar uma impressão sólida com uma grande extensão vertical e alta resistência ao desgaste. O equipamento de impressão de ligante pode compreender estações de impressão de ligan- te que aplicam secagem e tinta em branco de acordo com o primeiro e o segundo princípio.
[00245] As Figuras 4a - 4d mostram concretizações da invenção, que são baseadas em um terceiro princípio onde a ligação da tinta seca 15 é efetuada com calor digitalmente controlado que ativa uma resina sensível à calor, e liga a tinta seca 15 a uma superfície 2, tal que uma impressão digital P é formada quando as partículas de tinta seca não ligada são removidas. A tinta seca 15 compreendendo corantes 7, de preferência, pigmentos 12, pode, em uma primeira etapa, ser aplicada em uma superfície 2, conforme mostrado na figura 4a. Um padrão de ligante BP ou imagem é, em seguida, formado digitalmente pelos métodos de secagem, e os corantes não ligados 7 são, em seguida, removidos, conforme mostrado na figura 4c. Vários métodos podem ser usados. A Figura 4d mostra um feixe de laser 29 que derrete ou cura um ligante, por exemplo, uma resina de termocura ou resina termoplástica 13, que pode ser misturada com a tinta em branco , ou incluída na superfície 2. A tinta seca pode também ser ligada eletrosta- ticamente à superfície pelo feixe de laser. Uma impressão P digitalizada criada é obtida quando os corantes não ligados ou não conectados, são removidos. O feixe de laser pode ser usado para criar um padrão de ligante com calor, ou eletrostaticamente antes e/ou após a aplicação dos corantes de acordo com os primeiro e o segundo princípios descritos acima para a aplicação da tinta em branco.
[00246] A Figura 4d mostra uma estação de impressão de ligante 40 compreendendo uma estação de aplicação de tinta seca 27, um laser 29, e uma estação de remoção de tinta seca 28, baseados em uma corrente de ar e vácuo. O laser 29 pode ser substituído com lâmpadas de aquecimento que podem ser usadas para criar imagens que compreendem, por exemplo, preferivelmente, grandes áreas da mesma cor como em alguns desenhos de calcário, ou cores base em desenhos de grão de madeira.
[00247] A Figura 4d mostra também que uma estação de ligação de calor 26 com cabeças de impressão de aquecimento 80 compreendendo vários pequenos elementos de aquecimento, pode ser usada para criar impressões de alta resolução com métodos de ligação seca. A cabeça de impressão de aquecimento 80 pode aplicar calor direto que liga partículas de tinta seca 15, de preferência, compreendendo pigmentos 12, e uma resina sensível a calor. A cabeça de impressão de aquecimento 80 pode também aplicar calor indireto pelo aquecimento de uma folha de transferência de calor 81 que pode estar em contato com a cabeça de impressão de aquecimento 80 e as partículas de tinta seca. A folha de transferência de calor 81 pode ser uma folha de cobre ou de alumínio, e pode compreender pequenos elementos individuais com alta condutividade térmica, por exemplo, elementos produzidos de cobre ou alumínio, que são embutidos em um transportador de isolamento de calor que impede o calor de se difundir entre elementos individuais. A folha de transferência de calor 81 pode ser usada para aumentar a capacidade de impressão. Um pulso de calor a partir da cabeça de impressão de aquecimento aquecerá uma porção da folha e o calor será mantido quando a folha segue a superfície e transfere o calor às partículas de tinta seca.
[00248] Mesmo um sistema de laser convencional baseado no método de impacto descrito acima pode ser usado para aplicar uma impressão digital parcialmente ou completamente em um painel de construção, ou em combinação com os métodos de impressão de ligante acima descrito.
[00249] Todos os princípios acima descritos podem ser parcialmente ou completamente combinados, e uma linha de produção pode compreender várias estações de impressão de ligante digital, de acordo com o primeiro, segundo ou terceiro princípios.
[00250] As Figuras 5a - 5h mostram esquematicamente vistas laterais de aplicações de dois núcleos diferentes, de acordo com o primeiro princípio de BUP. Um primeiro ligante ou um ponto de tinta em branco 11a, que, nesta concretização, compreende essencialmente água, é aplicado por uma cabeça de tinta de aplicação de gota digital térmica em uma superfície 2 que pode ser uma camada de pó estabilizada, ou um papel, conforme mostrado na figura 5a. Os jatos 50 a partir da cabeça aplicam gotas de tinta em branco 11 pelos bocais 54 quando o aquecedor 59 cria bolhas 60 na câmara de tinta 52, tal que as gotas de tinta em branco 11 formam pontos de líquido 11a quando elas colidem a superfície 2. A cabeça de aplicação de gota digital pode também ser uma cabeça de Piezo, e a tinta em branco à base de água pode também compreender uma substância de aumento de viscosidade. A tinta em branco à base de água pode compreender glicol ou glicerina.
[00251] Uma primeira camada de tinta seca compreendendo pigmentos de cor 12a e partículas secas de um ligante, nesta concretização preferida, partículas de melamina 13a, é aplicada na superfície 2 e nas tintas em branco de ponto de líquido 11a, conforme mostrado na figura 5b. As partículas de melamina 13a que estão em contato com as gotas à base de água úmidas derreterão. Uma primeira lâmpada IR 23a pode ser usada para secar a melamina úmida e ligar os pigmentos à superfície, conforme mostrado na figura 5c, e a melamina não ligada e partículas de pigmento são, em seguida, removidas, tal que uma imagem de pigmento ou decoração 12a que correspondem ao padrão de ligante aplicado formado pelas gotas de tinta em branco 11a é obtida, conforme mostrado na figura 5d. As Figuras 5e - 5h mostram que a mesma aplicação pode ser repetida com uma nova aplicação de tinta seca compreendendo pigmentos 12b tendo outra cor e misturada com partículas de melamina 13b, e um novo padrão de ligante 1lb, tal que uma imagem de duas cores é obtida com dois tipos de corantes ou pigmentos de cor 12a, 12b ligados a dois padrões de tinta em branco 11a, 11b, conforme mostrado na figura 5h.
[00252] A Figura 6a mostra uma concretização onde o equipamento de impressão de BAP digital 40 compreende uma estação de aplicação de tinta em branco digital 36, uma estação de aplicação de tinta seca 27, secagem ou cura com IR 23, e uma estação a vácuo de remoção de tinta seca 28. O equipamento de impressão de BAP 40 é, nesta concretização preferida, combinado com uma impressora de jato de tinta convencional 35. O método de impressão de BAP pode ser usado nesta combinação para criar a parte maior de uma impressão digital, enquanto que algumas partes da impressão final podem ser criadas por uma impressora de jato de tinta convencional. Isto pode reduzir o custo de tinta consideravelmente, visto que, por exemplo, o método de BAP de custo efetivo, onde nenhum pigmento tem que ser manuseado pela cabeça de aplicação de gota digital, pode aplicar, por exemplo, 90% dos pigmentos que são necessários para criar uma decoração ou padrão digital totalmente impresso. Os pisos à base de madeira são particularmente adequados para este método combinado. Uma primeira cor base pode ser proporcionada pela camada de pó 2a. Um segundo padrão com núcleo pode ser aplicado pelo equipamento de impressão de BAP, e uma terceira cor pode ser aplicada por equipamento de digitalização de impressão convencional. Nenhuma estabilização da segunda cor é necessária, visto que nenhum corante seco adicional será aplicado e removido. Esta concretização é caracterizada em que uma imagem de três cores é formada por uma cor base, de preferência, incluída em pó ou em uma camada de papel, corantes secos, e tinta líquida. O mesmo tipo de cabeças de impressão pode ser usado para aplicar a tinta em branco e a tinta líquida convencional.
[00253] Uma impressora digital convencional pode ser usada para aplicar tinta em branco que é usada como ligante para a tinta seca e uma tinta líquida convencional compreendendo corantes. Um ou vários canais de tinta podem, por exemplo, ser enchidos com tinta em branco que tem propriedades de secagem e/ou de ligação diferentes do que outros canais compreendendo tinta à base de pigmento convencional. As gotas de tinta em branco podem ser úmidas quando as gotas à base de pigmento secaram. A tinta em branco pode ser usada para aplicar corantes que formam as partes maiores da cor de uma impressão digital.
[00254] A Figura 6b mostra um ligante e equipamento de impressão de pó 40 onde tinta seca 15, compreendendo, por exemplo, uma mistura de pigmentos 12 e pó de melamina 13, é aplicada por uma estação de difusão 27 compreendendo, de preferência, um rolo em relevo 22 e, de preferência, uma escova oscilante 42. Os corantes não ligados, por exemplo, pigmentos e partículas de melamina, são removidos por uma estação de remoção de tinta seca 28 que recicla a mistura 12, 13, ou a tinta em branco na estação de difusão 27. Uma nuvem de pó de pigmento/melamina pode ser criada pelas correntes de ar, e somente os pigmentos e pó de melamina que entram em contato com o ligante úmido 11 serão ligados à superfície 2.
[00255] A Figura 6c é um corte transversal de um painel de piso 1, e mostra que o método de impressão de BAP é especialmente adequado para aplicar uma impressão de BAP digital em um painel de piso com um papel baseado, ou superfície à base de pó 2, e com um sistema de travamento mecânico compreendendo uma tira 6, com um elemento de travamento 8 em uma borda que coopera com uma ranhura de travamento 14 em uma borda adjacente de outro painel, para travamento horizontal das bordas adjacentes e uma lingueta 10 em uma borda que coopera com uma ranhura de lingueta 9 em outra borda, para travamento vertical dos painéis. Tais painéis de piso têm decorações de madeira ou de calcário em relevo geralmente avançadas que requerem grandes quantidades de pigmentos de núcleo diferentes, e uma decoração que tem que ser posicionada precisamente em relação às estruturas em relevo e as bordas de painel onde o sistema de travamento mecânico é formado. Geralmente, a decoração deve ser adaptada à parte de borda da porção de superfície que é removida quando os sistemas de travamento são formados. A Figura 6c mostra um padrão de grão de madeira com uma primeira porção de superfície SI e uma segunda porção de superfície S2 tendo núcleos diferentes. A segunda porção de superfície S2 que nesta concretização se prolonga principalmente na direção do comprimento L do painel de piso, é aplicada em uma camada básica 2 compreendendo a primeira porção de superfície SI.
[00256] A Figura 6d mostra uma estação de remoção de tinta seca 28, que, nesta concretização, é baseada nas correntes de ar e vácuo que sopram e sugam partículas. Um ou vários perfis de sucção á vácuo 41, com aberturas que cobrem a largura total da camada de tinta seca aplicada, pode ser usado para remover essencialmente todas as partículas de tinta seca não ligada 11. Uma ou várias facas de ar 42 que também cobrem a largura total, pode aplicar uma pressão de ar nas partículas não ligadas remanescentes, tal que elas são liberadas a partir da superfície de painel 2, e sopradas no perfil de sucção de vácuo. A vantagem maior com este método combinado é que alta pressão de ar é mais eficiente, e cria uma corrente de ar mais forte do que o vácuo. Este método pode ser usado para remover essencialmente todas as partículas de tinta seca visíveis de superfícies ásperas, tal como uma superfície de pó estabilizada e superfícies de papel ásperas. Mesmo partículas muito pequenas, por exemplo, pequenos pigmentos ou fibras de madeira muito pequenas, podem ser removidos. Um processo de duas etapas pode ser usado para reciclar tinta seca. Uma primeira remoção é feita com uma estação de remoção de tinta seca que somente compreende um dispositivo de sucção á vácuo, e que remove todas as partículas muito soltas, que podem ser cerca de 90% ou mais das partículas de tinta seca não ligada. Tais partículas são geralmente muito limpas, e podem ser reutilizadas. Uma segunda combinação de estação de remoção de tinta seca 28 baseada em vácuo e pressão de ar, conforme mostrado na figura 6d, pode ser usada para remover as partículas remanescentes que podem conter algumas partículas a partir da superfície à base de pó 2, ou de uma aplicação preciosa de outra cor. Tais partículas podem não serem adequadas para uma reciclagem.
[00257] Todos os métodos acima descritos podem ser parcialmente ou completamente combinados.
[00258] As Figuras 7a - 7c descrevem a aplicação e remoção de corantes 64 tendo tamanhos diferentes, e como uma impressão sólida P pode ser formada por prensagem juntas de partículas de tinta seca 11.
[00259] A aplicação e remoção de corantes são, em algumas aplicações, importantes para uma imagem de alta qualidade. Em alguma outra aplicação, pode ser uma vantagem se alguns corantes são dei- xados na superfície, visto que isto pode ser usado para criar uma cópia mais realística de, por exemplo, desenhos de madeira, onde a superfície de madeira geralmente sempre compreende alguns pequenos defeitos e pontos de cor que são distribuídos em um modo aleatório. Pequenas partículas são também difíceis de ver e, em muitas aplicações, não criarão distúrbio a impressão total da decoração, especialmente se elas não são aplicadas em um padrão de grelha.
[00260] A Figura 7a mostra que partículas muito pequenas com um tamanho de 10 - 20 mícron e menores podem ter uma tendência a grudar a uma superfície 2 que, por exemplo, podem ser uma superfície de papel não revestida compreendendo fibras de madeira 61 com uma estrutura de fibra preferivelmente áspera. A Figura 7a mostra também uma parte prensada A e uma parte não prensada B de uma superfície de painel 2. As gotas de tinta em branco são aplicadas em um padrão de grelha R1 - R4. A parte não prensada B mostra pigmentos 12a que após a remoção da tinta seca são ligados à tinta em branco, e outros pigmentos 12b que não são ligados pela tinta em branco, mas que são ainda fixados a, por exemplo, superfície de papel após remoção devido a fricção ou eletricidade estática. A parte prensada A mostra pigmentos 12c que são permanentemente ligados à superfície 2 por pressão e calor. Os pigmentos 12c que foram aplicados acima de cada outro são prensados a uma impressão sólida e plana P com pigmentos de sobreposição. Uma impressão de BAP proporciona a possibilidade de criar uma impressão que corresponde a uma resolução praticamente indefinida pelo uso de uma resolução preferivelmente baixa, por exemplo, 300 DPI, quando se aplica a tinta em branco 11. Tal padrão impresso pode ser praticamente idêntico a uma estrutura de grão de madeira em padrão de madeira real ou em um padrão de calcário real, onde padrões são formados por fibras naturais diferentes, ou estruturas de cristal.
[00261] A Figura 7b mostra que o problema de aderência pode ser solucionado com tinta seca que compreende corantes 7 que são maiores do que, por exemplo, os pigmentos convencionais 12. Os corantes são, de preferência, na faixa de 30 - 100 mícron. Em algumas aplicações, corantes com um tamanho de até 300 mícron ou mais podem ser usados, dependendo da decoração. Tais partículas de macro-corante comparativamente grandes 64 podem ser formadas em muitos modos diferentes. Os macro-corantes 64 compreendem, de acordo com uma concretização preferida, pigmentos 12 fixados a um corpo de partícula 66. O corpo de partícula é, nesta concretização preferida, uma partícula de melamina secada por pulverização 13. Tais partículas de macro- corante 64 com um tamanho excedendo 20 mícron são muito mais fáceis de difundir e remover do que pigmentos pequenos com um tamanho de uns poucos mícron, ou menores. Uma vantagem maior é que pigmentos são fixados em várias partes do corpo de partícula 66 - nas partes inferiores 66a e partes superiores 66b - conforme mostrado na figura 7c, que é uma vista lateral de um macro-corante 64 mostrado de cima na figura 7b. Um ponto 57 de uma tinta em branco líquida 11 liga uma partícula de macro-corante 64 compreendendo vários pigmentos 12. Os pigmentos 12 são posicionados verticalmente sobre cada outro nos lados opostos de um corpo de partícula 66, e tal concretização pode proporcionar uma impressão maus profunda com intensidade de cor e resistência ao desgaste aumentadas. Outra vantagem é que um pequeno ponto de tinta em branco 57 pode ser usado para ligar gran-des quantidades de corantes ou pigmentos que, de fato, podem ter uma massa ou tamanho que é maior do que a massa, e tamanho dos pontos de tinta em branco aplicados como gotas de uma cabeça de aplicação de gota digital 30'. Uma grande quantidade de pigmento ou corantes pode ser ligada, desse modo, com gotas preferivelmente pequenas de tinta em branco. Por exemplo, um grama de tinta em branco pode ligar 1-5 gramas de corantes. Esta é uma diferença maior comparada à digitalização de impressão convencional onde a tinta líquida geralmente somente compreende 20% de pigmentos, e a gota de tinta compreende sempre uma quantidade menor de corantes do que a própria gota de tinta. Geralmente, cerca de 5 gramas de tinta pigmentada convencional deve ser aplicada de modo a aplicar 1 grama de pigmentos em uma superfície.
[00262] As Figuras 8a-8h mostram concretizações preferidas de partículas de macro-corante 64. Tais partículas podem compreender ou consistir de várias partículas de corante individuais 69 que podem ser conectadas entre si às partículas de macro-corante 64 tendo uma cor específica. As partículas de macro-corante 64 podem também serem produzidas por uma combinação de vários materiais e químicos tendo um corpo de partícula 66 e pigmentos incluídos no corpo de partícula 66, ou fixados à superfície do corpo de partícula. A Figura 8a mostra uma concretização compreendendo vários corantes individuais 69, por exemplo, pigmentos 12, que são conectados entre si com um ligante, e que formam uma partícula de macro-corante 64. Tais macro- corantes podem ser produzidos por mistura, por exemplo, pigmento 12, com uma resina de termocura líquida, por exemplo, melamina. A mistura é secada, moída e peneirada em macro-corantes compreendendo grupos de pigmentos de um tamanho pré-determinado.
[00263] A Figura 8b mostra uma partícula de macro-corante 64 tendo um corpo de partícula 66 de uma resina de termocura secada por pulverização ou resina termoplástica, que compreende pigmentos 12a, 12b no corpo de partícula 66, e em sua superfície. Os pigmentos podem ser de cores diferentes. O corante no corpo 66 pode também ser uma tinta. Mistura, por exemplo, uma resina de termocura líquida, por exemplo, melamina, com pigmentos ou tintas antes da secagem por pulverização, pode ser usada para produzir tais partículas. O pigmento na superfície pode também ser fixado por mistura dos pigmentos com as partículas secadas por pulverização. Os pigmentos grudarão na superfície do corpo de partícula secado por pulverização. A resistência da ligação pode ser aumentada se a mistura é produzida sob umidade ou calor aumentados, especialmente quando o corpo de partícula compreende melamina. As partículas à base de melamina podem ser aquecidas em um estágio final onde os pigmentos serão firmemente ligados ao corpo. O nível de cura das partículas de melamina pode ser aumentado, e isto impedirá a sangria dos pigmentos durante uma prensagem e cura final da superfície impressa. As partículas de macro- corante 64 têm, de preferência, um diâmetro de cerca de 30-100 mí- cron, e o teor de pigmento pode ser 10 -50% do peso total. A resina pode ser melamina ou poliacrilato. Um ligante pode também ser adicionado à mistura de modo a aumentar a ligação entre os pigmentos e o corpo de partícula.
[00264] A Figura 8c mostra uma partícula de macro-corante 64 compreendendo um corpo de partícula de termocura ou corpo de partícula termoplástica 66 com pigmento de cor 12 no corpo de partícula 66.
[00265] A Figura 8d mostra que, por exemplo, partículas de macro- corante 64 podem ser partículas minerais que compreendem cores naturais. Pó de areia ou pó de calcário, ou vários tipos de minerais derivados de, por exemplo, oxigênio, silício, alumínio, ferro, magnésio, cálcio, sódio, potássio, e pó de vidro, podem ser usados. Um material preferido em algumas aplicações que se pretende copiar calcário é areia que é um material granular que ocorre naturalmente composto de rocha finamente dividida e minerais em partícula. A composição e cor de areia é altamente variável, dependendo das fontes e condições da rocha local, mas os tipos mais comuns de areia compreendem sílica (dióxido de silício, ou SiCh), usualmente na forma de quartzo.
[00266] Uma concretização preferida é óxido de alumínio 63 que é muito adequado para ligar e revestir com uma resina de melamina.
[00267] As partículas minerais e, especialmente, partículas de vidro coloridas compreendendo pigmentos, similares ao pó de esmaltamento usado na produção de ladrilho, são muito adequadas para impressão de BAP em ladrilhos, mas podem também serem usadas em outras aplicações de BAP. Uma impressão de BAP pode ser aplicada em um corpo de ladrilho compreendendo uma camada de esmalte básica com uma cor base. Tal camada de esmalte básica pode ser pré-prensada ou aplicada na forma úmida e secada. A impressão de BAP pode, durante queima do ladrilho, derreter na camada de esmaltamento básica. Uma camada de esmalte transparente pode também ser aplicada sobre a impressão de BAP. Um ligante pode ser aplicado na camada de esmalte básica, nas partículas de vidro coloridas, ou na tinta seca, tal que uma ligação de aplicação pode ser obtida por exposição da tinta em branco e tinta seca a, por exemplo, luz IR ou ar quente.
[00268] A Figura 8e mostra que essencialmente todos os minerais, tais como, por exemplo, partículas de óxido de alumínio 63, podem ser revestidas com uma resina termoplástica ou resina de termocura, por exemplo, melamina 13. A resina pode ser usada para ligar pigmentos de cor 12 ao corpo de partícula 66. Tais macro-corantes 64 são muito fáceis de aplicar em e remover de uma superfície, e eles podem proporcionar uma impressão muito resistente ao desgaste com pigmentos aplicados nas partes superiores, e as partes inferiores do corpo de partícula 66. Um tamanho médio preferido de macro-corantes à base de mineral é de cerca de 100 mícron. Este tamanho de partícula pode ser usado para criar uma impressão resistente ao desgaste com uma profundidade de partícula de 100 mícron. O teor de ligante é, de preferência, 10 - 30%, e o teor de pigmento é, de preferência, 5 - 25% do peso total da partícula de macro-corante.
[00269] As partículas minerais compreendendo um corpo de partícula 66 de óxido de alumínio revestido com pigmentos e uma resina de melamina, são especialmente adequadas para serem usadas como tinta seca quando uma ligação é feita com uma cabeça de impressão de aquecimento 80. As partículas de óxido de alumínio que têm uma alta condutividade térmica e resina de melamina podem ser ligadas com um calor de cerca de 100 graus C.
[00270] A Figura 8f mostra que as partículas de macro-corante 64 podem compreender fibras naturais, por exemplo, fibras de madeira 61. Nenhum pigmento é necessário, visto que as fibras podem ter cores naturais. As fibras de um lote de espécies diferentes de madeira podem ser usadas, por exemplo, de madeira macia, tais como pinho e abeto, e madeira dura, tais como freixo, faia, bétula e carvalho. As cores podem ser modificadas por tratamento de calor. Mesmo partículas de cortiça podem ser usadas. Tais corantes naturais podem ser revestidos com um ligante, de preferência, uma resina termoplástica, ou resina de termocura, por exemplo, melamina. O revestimento pode ser usado para aperfeiçoar as propriedades de difusão e/ou como um li- gante, para ligar o macro-corante à superfície, e o padrão de ligante criado pela tinta em branco.
[00271] As Figuras 8g e 8h mostram partículas de macro-corante 64 compreendendo fibras de madeira 61 e aparas de madeira 62 que foram revestidas com uma resina e pigmentos 12.
[00272] Os macro-corantes à base de fibra podem ser usados para criar uma cópia quase idêntica de madeira. As fibras de madeira tendo cores diferentes formam o padrão de grão de madeira em prancha de madeira real. O método de impressão de BAP permite que os mesmos princípios possam ser usados com fibras diferentes que atualmente formam o padrão de grão de madeira, e não pequenas gotas de tinta dispostas em um padrão de grelha. Isto é mostrado na figura 6c. O painel 1 tem uma superfície com uma decoração de grão de madeira compreendendo uma primeira porção de superfície SI que é formada por uma camada básica 2 compreendendo fibras de madeira 61a tendo uma primeira cor. Uma segunda porção de superfície S2 é formada por fibras de madeira 61b tendo uma segunda cor. As fibras de madeira tendo a segunda cor são aplicadas em e ligadas à camada básica. A camada básica é, de preferência, contínua. A segunda porção de superfície S2 cobre, de preferência, uma parte da primeira porção de superfície SI. A camada base 2 pode ser misturada com pó com uma resina de termocura, um papel colorido, ou um núcleo á base de madeira colorido. As fibras nas duas porções de superfície SI, S2 têm, de preferência, tamanhos médios diferentes. As fibras na segunda porção de superfície S2 são, de preferência, menores do que as fibras na primeira porção de superfície SI. A segunda porção de superfícies S2 compreende, de preferência, um padrão com um comprimento L que excede a largura W.
[00273] O revestimento com resinas pode ser usado para ligar pigmentos ao corpo de partícula, e ligar a partícula de macro-corante pela tinta em branco à superfície. O revestimento pode ser produzido em várias etapas com secagem e cura intermediária da resina. É preferido que um primeiro revestimento, secagem e cura com uma resina de termocura, por exemplo, uma resina de melamina, seja produzido sob temperatura mais alta do que a segunda cura. A primeira cura pode ser produzida tal que a resina de melamina é curada a essencialmente estágio C onde a melamina não flutuará durante a operação de prensagem final, e isto eliminará sangria dos pigmentos. O segundo reves-timento é, de preferência, curado a um estágio B, onde a melamina é possível derreter com a tinta seca. As partículas de tinta seca podem ser produzidas de fibras de madeira 61 que são misturadas com pigmentos e resina de melamina, e elas são, em seguida, prensadas sob temperatura aumentada, tal que a resina de melamina cura. A mistura prensada pode ser moída em partículas pequenas e revestida com resina de melamina líquida e secada tal que o revestimento externo de melamina está em um estágio B. Uma camada de ligante pode ser aplicada entre os pigmentos e o corpo de partícula, e nos pigmentos, tal que eles são completamente revestidos com uma camada de ligan- te. Várias camadas de pigmentos com cores diferentes podem ser ligadas a um corpo de partícula de um macro-corante.
[00274] A tinta seca pode compreender uma mistura de vários tipos diferentes de partículas de macro-corante, por exemplo, melami- na/minerais, melamina/fibras, fibras/minerais etc., e a estrutura e o tamanho dos macro-corantes podem ser usados para criar decorações especiais.
[00275] O revestimento do corpo de partícula 66 é, de preferência, produzido em várias etapas onde, por exemplo, partículas, tais como fibras ou minerais, em uma primeira etapa, são misturadas com uma resina, de preferência, melamina secada por pulverização, e pigmentos. A mistura pode ser aplicada como uma camada preferivelmente delgada, com uma espessura de, por exemplo, 1-3 mm, em um transportador. A mistura é, como uma terceira etapa, pulverizada com água, e secada por ar quente ou uma lâmpada IR. O corpo de partícula, nesta concretização, as fibras ou minerais, são revestidos e impregnados com a melamina úmida, e os pigmentos são ligados ao corpo de partícula. A camada de pequena espessura torna possível secar a camada durante um tempo de secagem curto, por exemplo, um minuto, e a resina pode ainda estar em estágio B semicurado. A mistura seca é removida a partir do transportador por, por exemplo, raspagem, e os flocos secos são moídos e peneirados a tamanhos de partícula predefini- dos. As partículas de melamina secadas por pulverização e água podem ser substituídas com um ligante úmido, por exemplo, melamina úmida, que pode ser pulverizada em uma mistura compreendendo pigmentos e partículas que formam o corpo de partícula 66.
[00276] Os pigmentos podem também serem ligados ao corpo de partícula 66 com um ligante que compreende emulsões acrílicas à base de água.
[00277] Os macro-corantes podem proporcionar uma impressão que é muito similar a um desenho de madeira ou desenho de calcário original especialmente quando fibras são usadas para copiar um padrão de grão de madeira, e minerais são usados para copiar um desenho de calcário. Métodos de rotogravura convencionais com um cilindro de impressão podem ser usados para aplicar tinta em branco em uma superfície. A tinta seca compreendendo partículas de macro- corante pode ser aplicada na tinta em branco, e partículas não ligadas podem ser removidas de acordo com os princípios de impressão de BAP descritos acima. Tal método de impressão pode ser usado para proporcionar uma impressão avançada compreendendo um desenho que não é possível de criar com tinta convencional.
[00278] Macro-corantes podem ser usados para criar um padrão, de preferência, um padrão de madeira ou padrão de calcário em pisos de LVT. O método de impressão de BAP pode ser usado para aplicar uma impressão no núcleo, na folha, ou no lado inferior ou superior da camada protetora transparente. Os corantes podem ser derretidos nas camadas durante a operação de prensagem. As impressões em camadas diferentes localizadas verticalmente acima de cada outra podem criar um efeito 3D. A impressão na camada transparente pode criar um efeito 3D ainda mais realístico.
[00279] As Figuras 9a-9e mostram impressão de BAP com tinta seca compreendendo macro-corantes 64 com um corpo de partícula 66 à base de fibra 61 revestido com uma resina de melamina 13 e pigmentos 12. Jatos 50 de uma, de preferência, cabeça de tinta térmica aplica gotas de tinta em branco 11 em um padrão de grelha R1 - R4 que formam pontos de tinta em branco 57 em uma superfície 2 que, nesta concretização, é uma camada de pó pré-prensada aplicada em um núcleo 3, conforme mostrado na figura 9a.
[00280] A Figura 9b mostra uma camada de tinta seca 15 compreendendo macro-corantes à base de fibra 64 aplicados na superfície 2, e a figura 9c mostra a camada de tinta seca quando partículas de macro-corante não ligadas foram removidas. A tinta em branco 11 penetra na camada de tinta seca 15 a partir da superfície e para cima, devido à capilaridade, e as propriedades do ligante e vários macro-corantes localizados verticalmente acima de cada outra podem ser ligadas por pontos de tinta em branco 57. A extensão horizontal H2 de corantes individuais, de preferência, partículas de macro-corante 64, excede, de preferência, a extensão horizontal HI dos pontos de tinta 57, e a extensão vertical V2 da camada de tinta seca, após a remoção das partículas não ligadas, excede, de preferência, a extensão vertical VI dos pontos de tinta em branco 57. A extensão vertical VI dos pontos de tinta em branco é geralmente cerca de 10 mícron, ou menores. A extensão vertical V2 da camada de tinta em branco aplicada e ligada, após a remoção das partículas não ligadas, pode ser pelo menos 50 mícron, ou mesmo maior, de preferência, maiores do que 100 mícron. Esta é uma maior diferença comparada a impressão de jato de tinta tradicional onde pigmentos são incluídos nas gotas de tinta. A impressão de BAP permite que uma impressão compreendendo grandes volumes de corantes pode ser formada do que o volume da tinta em branco aplicada pela cabeça de aplicação de gota digital.
[00281] A Figura 9d mostra a impressão de BAP P após uma etapa de estabilização que, nesta concretização, é uma operação de pré- prensagem. Os macro-corantes 64 podem ser parcialmente prensados na superfície à base de pó 2.
[00282] A Figura 9e mostra a superfície à base de pó em um estágio completamente curado após a operação de prensagem final. Os macro-corantes 64 são prensados na superfície à base de pó 2. A impressão P compreende pigmento 12a, que estão localizados em um primeiro plano horizontal Hpl na parte superior da superfície 2a, e pigmentos 12b localizados em um segundo plano horizontal Hp2 abaixo do corpo de partícula 66, e abaixo do primeiro plano horizontal Hpl. Os macro-corantes 64 compreendem pigmentos 12a, 12b no lado superior e inferior do corpo de partícula 66.
[00283] As partículas de macro-corante são aplicadas aleatoriamente, e são, de preferência, afastadas em relação ao padrão de grelha R1 - R4 onde cada série e coluna representam um pixel e um ponto de tinta seca 57. A impressão P pode ser uma impressão sólida com vários macro-corantes conectados entre si, e/ou sobrepondo entre si. A impressão de BAP nesta concretização preferida é caracterizada em que a tinta em branco 11 é aplicada em um padrão de grelha (R1 -R4), e que a tinta seca 15 é aplicada aleatoriamente com corantes de sobreposição 7 ou macro-corantes 64. De preferência, o tamanho de uma partícula de macro-corante 64 é tal que ela cobre vários pixéis em um padrão de grelha.
[00284] A espessura (diâmetro) das fibras 61 é, de preferência, cerca de 10-50 mícron, e o comprimento pode ser 50 - 150 mícron. O comprimento pode, em algumas aplicações, também exceder 150 mí- cron, e os desenhos de grão de madeira realísticos podem ser formados com fibras tendo um comprimento de cerca de 100 - 300 mícron.
[00285] As Figuras 10a - 10c mostram uma impressão de BAP com uma resistência ao desgaste muito alta. Macro-corantes 64a compreendendo um corpo de partícula 66 de partículas de óxido de alumínio 63 revestidas com pigmentos 12a e uma resina de melamina 13, são aplicados em uma superfície, que, nesta concretização, é uma superfí- cie à base de pó 2a compreendendo pó de melamina e pigmentos e, de preferência, também fibras de madeira. A superfície inclui, de preferência, uma cor base. A camada compreendendo macro-corantes que dão ao painel um cor básica pode também da superfície 2a, e pode ser aplicada diretamente em uma madeira ou núcleo à base de plástico, um corpo de ladrilho, ou em uma superfície compreendendo pó, papel, uma folha, e superfícies similares. A Figura 10a mostra macro-corantes 64a ligados à superfície 2a pela tinta em branco 11. A Figura 10b mostra uma segunda camada de macro-corantes 64b compreendendo pigmento 12b com uma cor diferente.
[00286] A Figura 10c mostra a superfície curada final com macro- corantes que são prensados na superfície à base de pó 2a e, de preferência, cobertos com uma camada transparente, de preferência, uma camada de melamina 2b que pode ser aplicada após uma operação de pré-prensagem, mas antes para a etapa de prensagem final. A camada de melamina transparente 2b pode também compreender fibras de madeira transparentes branqueadas. Ela pode ser uma sobreposição, um verniz, uma folha, ou um esmaltamento. Uma alta resistência ao desgaste pode ser alcançada, visto que uma parte considerável da superfície 2a, 2b, incluindo o corpo de partícula 66 de partículas de óxido de alumínio 63, deve ser desgastada antes de todos os pigmentos 12a, 12b na impressão P serem removidos. As partículas de óxido de alumínio com ou sem pigmentos (não mostrados) são, de preferência, também incluídas na camada de superfície 2a à base de pó, e/ou na camada de melamina transparente 2b. O método pode também ser usado para aplicar uma impressão digital resistente ao desgaste em muitas outras superfícies, tais como papel, folhas, ladrilhos, e outras camadas de superfície descritas nesta revelação.
[00287] A Figura 11a mostra um equipamento de BPA compreendendo várias estações de impressão de BAP 40a, 40b que cada é usada para um ciclo de formação de impressão que aplica uma cor específica. Cada estação de BAP compreende uma cabeça de aplicação de gota digital 30'a, 30'b e uma estação de remoção e aplicação de tinta seca combinada 27a, 28a 27b, 28b, e unidades de pré- prensagem 37a, 37b, que estabilizam a tinta seca 15 tal que uma nova camada de tinta seca pode ser aplicada e removida de acordo com os princípios acima. Uma concretização de unidade pode substituir uma lâmpada IR. Uma concretização de unidade 37a compreende, de preferência, um rolo de aquecimento 38c e um rolo de resfriamento 38d, uma correia 20, e uma mesa de pré-prensagem 39. Estas partes podem, em algumas aplicações, serem substituídas por apenas um rolo. Um agente de liberação líquido 19 pode ser aplicado na correia 20 por rolos 38a, 38b ou escovas, ou dispositivos similares. De preferência, as cabeças de aplicação de gota 30a', 30b' usam a mesma tinta em branco 11 para proporcionar uma impressão P com várias cores. Esta é uma maior vantagem comparada a impressão convencional. O método de impressão de BAP permite, de fato, que a tinta de impressão final seja misturada e produzida em linha quando a tinta em branco 11 e os corantes 7 a partir da tinta seca 15 são fixados entre si na superfície 2.
[00288] A Figura 11b mostra esquematicamente uma estação de impressão de BAP 40 compacta, onde, por exemplo, um conjunto de cabeças de aplicação de gota digital 30' alinhadas em uma série, cada uma compreendendo um canal de tinta, e um conjunto de lâmpadas IR 23, ou unidades de pré-prensagem, pode ser combinado com várias estações de aplicação 27a, 27b, 27c de tinta seca 15 posicionadas na direção de alimentação após a cabeça de aplicação de gota 30'. Uma série de cabeças de aplicação de gotas 30' pode aplicar corantes com muitas cores diferentes. A tinta em branco, que, de preferência, é uma substância líquida essencialmente transparente, compreende, de pre- ferência, uma cor diferente do que um primeiro e, de preferência, também um segundo padrão digital, formados pela cabeça de aplicação de gota 30'. Esta é uma maior diferença comparada a digitalização de impressão convencional, onde cada cabeça de impressão aplica uma cor específica, e esta cor é sempre a mesma conforme a substância líquida aplicada pela cabeça de impressão. Uma camada de superfície 2, ou uma superfície que é uma parte de um painel de piso 1, pode ser deslocada em duas direções, e cada ciclo pode ser usado para aplicar uma cor específica com a mesma cabeça de aplicação de gota. A estação de impressão de BAP pode compreender lâmpadas IR, ou unidades de pré-prensagem, e estações de aplicação de tinta seca, em ambos os lados da cabeça de aplicação de gota digital, e cores dife-rentes podem ser aplicadas quando a superfície 2 é deslocada sob a cabeça 30' em cada direção. Isto significa, por exemplo, que três cores podem ser aplicadas pela mesma cabeça de aplicação de gota 30' em uma cor base quando um painel 1 é deslocado sob a cabeça 30', de volta novamente para sua posição inicial e sob a cabeça novamente. A velocidade pode variar entre as várias etapas de aplicação. Esta pode ser usada para aumentar a capacidade. Um padrão de grão de madeira é geralmente composto de quantidades diferentes de corantes específicos. A velocidade pode ser aumentada quando a quantidade de um corante específico é baixa, visto que somente uma pequena quantidade de tinta em branco tem que ser aplicada na superfície. Um sistema de controle digital pode ser usado para otimizar a capacidade, e para adaptar a velocidade à quantidade de tinta em branco 11 que é necessária para formar um padrão digital específico. Várias alternativas podem ser usadas para combinar uma cabeça de aplicação de gota de tinta em branco com várias estações de aplicação de tinta seca e estações de remoção. Um painel pode, após o primeiro ciclo de formação de impressão, ser deslocado verticalmente ou lateralmente a um transportador que o traz em uma posição inicial. Uma unidade de empilhamento intermediária pode também ser usada. Papel e material de folha em rolos podem ser impressos várias vezes com a mesma cabeça de aplicação de gota e a mesma tinta em branco.
[00289] A Figura 11e mostra a unidade de pré-prensagem 37 que pode ser usada para pré-prensar uma camada de pó com uma cor básica antes da impressão de BAP. Tal unidade de pré-prensagem pode também ser usada para estabilizar as impressões, ou para pré-prensar e conectar uma camada de suporte à base de pó 4 no lado traseiro de um núcleo 3. Quando melamina é usada como ligante, um rolo de aquecimento 38c e uma mesa de pré-prensagem 39 podem aplicar um calor de, por exemplo, 90 - 120°C, e um rolo de resfriamento 38d pode resfriar a camada semicurada 2 a uma temperatura, de preferência, abaixo de 80°C. A prensagem pode ser feita a preferivelmente baixas pressões, por exemplo, (0,5 MPa (5 bar)), ou mais baixas, e o tempo de prensagem pode ser cerca de 10 segundos ou mais curto. A mela- mina será pré-prensada a um estágio B semicurado que pode ser adicionalmente prensada e curada em uma operação de prensagem final. Um material de folha com uma superfície à base de pó pré-prensada e camada de suporte pode ser produzido e usado como um painel pré- acabado. Outros ligantes, por exemplo, ligantes termoplásticos, podem ser pré-prensados com outras temperaturas especificamente adaptadas às propriedades do ligante.
[00290] A Figura 12a mostra que uma estação de impressão de BAP 40 e uma unidade de pré-prensagem 37 podem ser combinadas em uma estação de impressão de transferência de BAP 41, e usadas em combinação para criar uma impressão de transferência P de BAP digital em uma superfície 2. A tinta em branco 11 e tinta seca compreendendo corantes 7, de preferência, pigmentos 12, são aplicadas em uma superfície de transferência 18 que pode ser, por exemplo, uma correia ou correia plástica, ou similar. A impressão P é prensada em uma superfície 2 por rolos 38c, 38d e, de preferência, por uma mesa de pré-prensagem 38. A unidade de impressão de transferência de BAP pode compreender um dispositivo de limpeza 71, rolos 38a, 38b, ou escovas, que aplicam um agente de liberação 19 e, de preferência, também uma lâmpada IR 23 que seca o agente de liberação antes da aplicação da tinta em branco 11. O agente de liberação pode também ser misturado na tinta seca 15.
[00291] O método de impressão de transferência de BAP proporciona as vantagens que tinta em branco e tinta seca podem ser aplicadas em uma superfície de transferência pré-definida 18 que pode ser especialmente adaptada para uma aplicação de alta definição de tinta em branco sem quaisquer riscos para sangria e qualquer fácil aplicação e remoção de tinta seca. Isto permite, por exemplo, que uma impressão de BAP possa facilmente ser aplicada nas superfícies preferivelmente ásperas, tais como, por exemplo, têxteis, carpetes, vários materiais de placa, e superfícies similares. A impressão de transferência de BAP pode ser combinada com todos os outros métodos descritos, por exemplo, o método descrito na figura 1b onde uma cabeça de aplicação de gota 30' é usada para aplicar várias cores.
[00292] A Figura 12b mostra uma estação de impressão de transferência de BAP 41 onde a correia foi substituída por um rolo 38 compreendendo uma superfície de transferência 18. O rolo compreende, de preferência, zonas de aquecimento 25a e de resfriamento 25b. A tinta seca não ligada pode ser removida por gravidade que pode ser combinada com ultrassom, vibrações ou correntes de ar. Este método pode também ser usado para aplicar uma impressão de BAP direta em uma superfície flexível 2a que pode ser um papel, uma folha, ou similar. A aplicação pode ser feita em linha com uma operação de prensagem, ou como uma etapa de produção separada.
[00293] A Figura 12c mostra uma concretização preferida de um painel de piso 1, de acordo com a invenção. O painel 1 compreende uma camada de suporte 4 no lado traseiro do núcleo 3, e uma superfície 2 na parte superior do núcleo compreendendo uma sub camada 2c, um papel, ou folha 2b, e uma camada de desgaste 2a sobre o papel. A camada de suporte 4 e a sub camada 2c podem ser aplicadas como pó de melamina formaldeído seco, e a camada de desgaste pode ser aplicada como um pó de melamina formaldeído seco compreendendo partículas de óxido de alumínio. O papel pode compreender uma cor base. Uma impressão de BAP, ou uma impressão digital convencional pode ser aplicada no papel. Tal processo de secagem pode ser usado para formar um painel de custo muito eficiente sem qualquer impregnação de um papel decorativo, ou uma sobreposição de proteção. As partículas de melamina secadas por pulverização derreterão durante prensagem, e impregnam o papel. É óbvio que este método de secagem pode ser usado para economizar custos mesmo quando um papel decorativo convencional é usado.
[00294] A Figura 12d mostra um método para formar uma camada base em materiais de núcleo ásperos 3 compreendendo cavidades, fendas, talas, ou defeitos 3a, 3b. Tal material de núcleo pode ser produzido de, por exemplo, compensado ou OSB. O problema é que uma camada de pó geralmente tem a mesma espessura nas cavidades e nas partes superiores da superfície de núcleo, e não existirá quantidade suficiente de pó para formar uma superfície de alta qualidade após prensagem, visto que a densidade da camada de superfície será mais baixa nas porções de superfície com cavidades. Este problema pode ser solucionado com uma primeira camada de pó 2a que é aplicada como carga e prensada por, por exemplo, um rolo ou um régua nas cavidades, tal que uma camada de superfície à base de pó essencialmente plana 2a é formada. Uma segunda camada à base de pó 2b pode ser aplicada na primeira camada de carga 2a. As duas camadas podem ser pré-prensadas, conforme descrito acima, e uma camada base pode ser formada que, em uma segunda etapa, pode ser impressa com uma, de preferência, impressão de BAP e, em seguida, curada por calor e pressão. O método pode também ser usado sem uma impressão, e somente camadas de pó compreendendo fibras, ligantes e, de preferência, pigmentos, podem ser usadas. Esta concretização é caracterizada em que o teor de pó acima das cavidades é mais alto do que o teor de pó acima das partes superiores do núcleo. O teor de pó pode ser medido por medição do peso do pó acima de uma cavidade e acima da parte superior da superfície. A camada base compreendendo uma primeira camada de carga 2a e a segunda camada de pó 2b pode ser coberta por um papel decorativo convencional, e também, de pre-ferência, com uma camada protetora, por exemplo, uma sobreposição convencional, ou um verniz transparente.
[00295] A Figura 13a mostra que uma tecnologia de impressão a laser convencional que usa cargas elétricas para atrair e liberar partículas de tinta seca pode ser adaptada, tal que as impressões digitais podem ser providas em um material de núcleo 3 compreendendo uma superfície 2 que, de preferência, tem uma cor base. As partículas de tinta seca 15 carregadas negativas que podem ser pigmentos de toner a laser convencional, são aplicadas por um rolo desenvolvedor 72 em um tambor foto condutor 70, que está em contato com um rolo de carga 71. Um feixe de laser 29 projeta uma imagem no tambor fotor redutor eletricamente carregado 70, e descarrega as áreas que são negativamente carregadas, e uma imagem eletrostática é criada. As partículas de tinta seca são eletrostaticamente captadas pelas áreas de descarga do tambor. O tambor imprime a impressão P na superfície 2 por contato direto. Uma carga elétrica pode ser aplicada à superfície, ou ao núcleo, tal que os pigmentos são liberados a partir do tambor, e aplicados na superfície. Um rolo de fusão 73 funde as partículas de tinta seca à superfície e liga as partículas de tinta seca. Um dispositivo de limpeza de rolo 74 pode ser usado para limpar o tambor foto condutor. As partículas de tinta seca podem compreender uma resina termoplástica ou uma resina de termocura, que podem ser usadas para ligar as partículas à superfície com calor e pressão.
[00296] A Figura 13b mostra que a tecnologia de impressão a laser pode ser usada para aplicar uma impressão de transferência P em uma superfície 2. As partículas de tinta seca são aplicadas em uma correia 20 compreendendo uma superfície de transferência 18, e liberadas a partir do tambor fotocondutor 70 por um rolo de aplicação elétrico 75 que aplica uma varga elétrica na correia 20. As partículas de tinta seca são, em seguida, fundidas por uma mesa de pré-prensagem 39 que aplica calor e pressão na correia 20 e na superfície de transferência 15. Os rolos de aquecimento 38c e 38d podem ser usados. A correia pode ser substituída por um rolo de transferência, conforme mostrado na figura 12b.
[00297] A Figura 13c mostra esquematicamente vários outros princípios preferidos que podem ser usados para aplicar partículas em padrões bem definidos em uma superfície 2 sem uma cabeça de aplicação de gota digital que aplica um ligante líquido de tinta em branco.
[00298] Um primeiro princípio é um método para criar uma camada base compreendendo pelo menos duas cores diferentes. Uma primeira camada 2a com uma primeira cor base é provida como pó ou como um papel colorido. Uma segunda cor de tinta seca 15 é difundida na primeira cor básica. Algumas partes das partículas tinta seca 15 são removidas com uma estação de remoção de tinta seca 28 compreendendo vários bocais de ar 77a, 77b que podem remover partículas de tinta seca por, por exemplo, vácuo antes que elas alcancem a superfície com a cor base 2a. Os bocais de ar 77a, 77b podem ser controla- dos digitalmente com, de preferência, várias válvulas, e um padrão P de tinta seca pode ser formado. Isto pode ser repetido, e vários padrões de cor podem ser formados sem quaisquer cabeças de aplicação de gota digital, ou tinta em branco. Este método é particularmente adequado para formar padrões que parcialmente ou completamente podem ser usados para copiar desenhos de madeira ou desenhos de calcário. Este método pode ser combinado com impressão digital de BAP, ou digitalização de impressão convencional. O método pode também ser usado para criar impressões digitais com alta resolução. A tinta seca pode compreender partículas com alta densidade, tais como minerais, especialmente partículas de óxido de alumínio ou partículas de vidro, que durante difusão podem cair em uma direção reta essencialmente pré-determinada em direção á superfície 2, e uma remoção parcial precisa pode ser feita com vácuo quando da passagem nos bocais de ar 77a, 77b. A tinta seca aplicada é, de preferência, estabilizada por pulverização de água antes ou após a aplicação.
[00299] As partículas de tinta seca podem, de acordo com um segundo princípio, passarem através de um conjunto de eletrodos, que concedem uma carga em algumas partículas. As partículas carregadas podem, em seguida, ultrapassarem uma placa de deflexão 79, que usa um campo eletrostático para selecionar partículas que são para serem aplicada na superfície, e partículas a serem coletadas e retornadas para reuso pelo sistema de aplicação de tinta seca.
[00300] De acordo com um terceiro princípio, uma cabeça de impressão de aquecimento 80 que compreende pequenos elementos de aquecimento que produzem quantidades variantes de calor similar às cabeças de impressão usadas nas tecnologias de tintura-sublimação ou de impressão térmica, pode ser usada para fixar corantes a uma superfície. Várias cabeças de impressão de aquecimento 80 podem ser fixadas lado a lado, tal que elas cubram a largura total de uma su- perfície impressa. Temperaturas preferivelmente baixas de cerca de 100 graus C podem ser usadas para obter uma ligação de aplicação das partículas de tinta seca. O calor pode também ser preferivelmente alta, por exemplo, 200 - 250°C, e tal calor não destruirá as fibras de madeira no papel e camadas à base de pó. Vários métodos podem ser usados para formar uma impressão digital com tinta seca onde as partículas de tinta seca são ligadas a uma superfície em uma impressão digitalmente pré-determinada. Contrário à tecnologia conhecida, tal como cabeças de aquecimento, combinada com tinta seca, pode ser usada para aplicar uma ampla faixa de cores diferentes sem quaisquer papéis sensíveis á calor ou folhas de transferência. Um ligante termo sensível, que pode ser uma resina de termocura ou resina termoplásti-ca, cera, e materiais similares, com baixos pontos de fusão, pode ser incluído na camada de superfície, ou nos corantes de tinta seca. Pó compreendendo partículas de tintura-sublimação de cores diferentes pode ser usado como tinta seca. A cabeça de impressão de aquecimento 80 pode aplicar calor digitalmente controlado diretamente em porções bem definidas da tinta seca após aplicação, ou na camada de superfície antes da aplicação de tinta seca. A cabeça de tinta de aquecimento pode compreender elementos de aquecimento dispostos em uma superfície essencialmente plana, ou em um cilindro que gira quando uma superfície com tinta seca é deslocada sob a cabeça de impressão de aquecimento. Alternativamente, uma folha de transfe-rência de calor 81, conforme mostrado na figura 4d, pode ser aplicada entre a tinta seca e a cabeça de impressão de aquecimento 80, e pode deslizar contra os elementos de aquecimento e o substrato cerâmico da cabeça de impressão de aquecimento. Os corantes não ligados ou tinturas não vaporizadas podem ser removidos e reutilizados.
[00301] A Figura 12a mostra que uma cabeça de impressão de aquecimento 80 pode ser usada para proporcionar calor em uma su- perfície de transferência 18 que aquece a tinta seca 15. A superfície de transferência pode ser usada como uma folha de transferência de calor 81. A cabeça de impressão de aquecimento 80 pode estar localizada tal que ela proporciona um calor através de uma superfície de transferência 18, ou na tinta seca 15 aplicada na superfície de transferência 18. A cabeça de impressão de aquecimento 80 pode também aquecer as porções de uma superfície antes da aplicação de tinta seca. A superfície pode ser um material em placa, pó, papel, uma folha, um revestimento base, uma superfície de transferência, e todos os outros materiais de superfície descritos nesta revelação.
[00302] A Figura 13d mostra que as cabeças de impressão de aquecimento 80 e tinta seca 15 são especialmente adequadas para serem usadas para formar uma impressão digital P em superfícies delgadas flexíveis 2 que, de preferência, podem ser um papel, uma folha, um material têxtil, e materiais similares, que geralmente têm capacidades de transferência de calor suficientes e resistência ao calor para funcionar como uma folha de transferência de calor 81. Um pó e equipamento de impressão de calor podem compreender uma estação de difusão 27 que aplica tinta em branco 12 em uma superfície, uma cabeça de impressão de aquecimento 80 que liga uma parte da tinta em branco 15 com calor à superfície 2, e uma estação de remoção de tinta seca 28 que removes tinta seca não ligada 15. Em alguma aplicação, uma unidade de pré-prensagem 37, aplica vácuo no lado inferior da superfície, ou oscilação pode ser usada para aumentar o contato entre as partículas de tinta seca e a superfície durante o calor ligação. Uma folha de transferência de calor separada, conforme mostrado na figura 4d, pode ser usada para aumentar a capacidade de impressão. A unidade de pré-prensagem 37 pode também compreender cabeças de impressão de aquecimento, e calor pode ser aplicado a partir do lado superior e/ou do lado inferior.
[00303] A cabeça de impressão de aquecimento 80, com ou sem uma folha de transferência de calor 81, pode substituir todas as cabeças de aplicação de gota digital 30' nas concretizações desta revelação.
[00304] As concretizações dos três princípios acima descritos são baseadas no método principal que corantes são aplicados como pó na forma seca em uma superfície, e ligados em um padrão pré-determinado que forma uma impressão. A superfície pode ser uma superfície de transferência 18, e os três princípios podem ser usados para proporcionar uma impressão de transferência.
[00305] As Figuras 14a - 14d mostram um método para formar uma gravação digital em uma superfície 2, de preferência, uma estrutura de EIR, daqui por diante referida como gravação de BAP. Uma cabeça de aplicação de gota digital aplica um padrão de tinta em branco em um transportador 68, conforme mostrado na figura 14a.
[00306] As partículas de prensa 67 que são similares aos corantes mostrados nas figuras 8d - 8h podem ser aplicadas no transportador 68, que pode ser uma folha de alumínio, folha plástica, papel, e similar. A aplicação pode ser a mesma para a impressão de BAP, e todos os métodos descritos acima podem ser usados para aplicar partículas de prensa 67 em um padrão em um transportador 68. Contudo, as partículas de prensa 67 não têm que serem revestidas com pigmentos. Elas podem ser revestidas com uma resina de termocura 13 ou resina termoplástica. Em alguma aplicação, a tinta em branco é suficiente para proporcionar uma ligação de aplicação. Uma cabeça de impressão de aquecimento pode também ser usada para ligar as partículas de prensa 67 ao transportador. O transportador 68 e/ou a tinta em branco pode também compreender um ligante. As partículas são, de preferência, minerais duros, tais como óxido de alumínio, areia, pó de calcário, e similar. Tais partículas que essencialmente mantêm a forma original durante prensagem e não são comprimidas durante uma operação de prensagem, são referidas como partículas de prensa duras. O tamanho das partículas deve ser adaptado à profundidade da gravação. As partículas com um diâmetro de cerca de 0,2 mm podem, por exemplo, serem usadas para criar uma gravação com uma profundidade de pelo menos 0,2 mm. O transportador 68 com as partículas de prensa 67 é posicionada e coordenada com um padrão impresso P que pode ser uma impressão convencional ou uma impressão de BAP aplicada em, por exemplo, um pó ou superfície de papel 2. A Figura 14b mostra a etapa de prensagem onde as partículas de prensa 67 e o transportador 68 são prensados pela mesa de prensa 24 na superfície 2. A Figura 14c mostra a estrutura em relevo 17 quando o transportador 68 com as partículas de prensa 67 é removido após prensagem, e uma superfície de EIR formada digitalmente perfeita é obtida, que pode ser coordenada com qualquer tipo de impressões digitais P sem quaisquer placas de prensa convencionais. Uma parte da estrutura de superfície, especialmente a microestrutura 16 que proporciona o nível de brilho, pode ser formada pelo transportador. As estruturas em relevo profundas 17 são formadas pelas partículas de prensa e o transportador 68.
[00307] A gravação de BAP proporciona as vantagens que uma gravação profunda pode ser formada com somente uma ou umas poucas etapas de aplicação de BAP, visto que quantidade considerável de partículas de prensa 68 pode ser aplicada com camadas delgadas de tinta em branco 11. Este método permite que a profundidade de gravação D exceda a extensão vertical V dos pontos de tinta em branco 57 que conectam as partículas de prensa ao transportador.
[00308] A Figura 14d mostra um método para formar a superfície 2 de um painel com gravação de BAP. Uma estação de aplicação de tinta em branco 36 aplica tinta em branco 11 em um transportador 68 que, nesta concretização, de preferência, é folha de alumínio, ou um papel de liberação revestido. Uma estação de aplicação de tinta seca 27 é usada para aplicar partículas de prensa 67 no transportador. Uma lâmpada IR 23 pode ser usada em algumas aplicações para criar uma ligação de aplicação. As partículas de prensa são removidas por uma estação de remoção de tinta seca 28, e o transportador com as partículas de prensa é prensado contra o substrato por uma mesa de prensa 24. O transportador e as partículas de prensa são, em seguida, removidos, e uma estrutura em relevo de BAP é formada.
[00309] O método pode ser usado para formar uma gravação convencional, ou uma gravação de EIR.
[00310] A superfície do transportador 68 que é prensada contra a superfície gravada 2 pode ser revestida, tal que níveis de brilho diferentes ou microestruturas podem ser obtidos. Tal revestimento é, de preferência, produzido digitalmente de acordo com um método descrito nesta revelação.
[00311] As partículas de prensa 67 podem ser ligadas ao transportador com todos os métodos descritos acima. Por exemplo, as cabeças de impressão de aquecimento 80 e laser 29 podem ser usados.
[00312] As Figuras 15a-15d mostram que o Método de impressão de transferência de BPA pode ser combinado com o Método de gravação de BPA. As partículas de prensa 67 podem ser aplicadas em um lado de um transportador, 68 e uma impressão de BAP pode ser aplicada no lado oposto do transportador 68 que compreende uma superfície de transferência 18, conforme mostrado na figura 15a. O transportador 68 pode ser uma folha, papel, e similar, conforme descrito acima. A impressão de BAP pode também ser substituída com uma impressão digital convencional, ou mesmo com uma impressão provida com rolos convencionais. De preferência, a impressão P e o padrão das partículas de prensa 67 são coordenados, tal que uma estrutura de EIR pode ser formada. A Figura 15b mostra que o transportador 68 e as partícu- las de prensa 67 juntos com a impressão P são prensados em uma superfície 2. A Figura 15c mostra que a impressão P é ligada à superfície 2, e que o transportador 68 com as partículas de prensa 67 forma uma estrutura em relevo 17 quando removido após a operação de prensagem. A aplicação das partículas de prensa 67 e a impressão de tinta seca podem ser feitas em linha com a operação de prensagem, conforme mostrado na figura 15d, ou como uma operação separada onde um transportador pré-impresso e pré-gravado 68 é formado, que pode ser suprido como um transportador individual, de preferência como uma folha. Um impressão de BAP combinada e equipamento de gravação podem compreender estações de aplicação de tinta em branco 36, estações de aplicação de tinta seca 27, e estações de remoção de tinta seca 28, que aplica e remove tinta seca 15 e partículas de prensa 67 nos lados opostos de um transportador 68.
[00313] As partículas podem também ser ligadas ao transportador com um feixe de laser, cabeças de impressão de aquecimento, e todos os outros métodos descritos acima.
[00314] A superfície do transportador 68 que está em contato com a superfície de painel 2 pode ser pré-prensada, e níveis de brilho diferentes, ou microestruturas, podem ser formados. Tal pré-prensagem pode ser feita com cilindros gravados convencionais, ou com um método de gravação de BAP. Vários níveis de brilho e microestruturas podem também serem formados com digitalização de impressão, e um revestimento pode ser produzido de acordo com qualquer dos métodos descritos nesta revelação. O transportador 68 com as partículas de prensa 67 e, de preferência, também com uma impressão de transferência P, podem ser supridos como uma matriz de prensa 78, e podem ser usados para formar uma estrutura em relevo em, por exemplo, laminado, madeira, e pisos à base de madeira, mas também nos ladrilhos e pisos de LVT. A matriz de prensa 78 pode ser usada várias vezes. A impressão P pode ser uma impressão convencional, uma impressão de jato de tinta digital, uma impressão de BAP digital, ou similar.
[00315] O método pode também ser usado para formar uma matriz de prensa "em forma de espelho" mais durável que pode ser um material em folha onde protrusões no transportador 68 formam cavidades na matriz de prensa em forma de folha. O transportador com as partículas de prensa pode ser prensado contra papel impregnado, de preferência, papel craft impregnado com fenol, ou pó compreendendo uma resina de termocura, e uma matriz de folha estruturada pode ser formada, que, em uma segunda etapa, pode ser usada como uma matriz de prensa. O pó de metal e as fibras de vidro podem ser incluídos de modo a aperfeiçoar as propriedades de resistência e transferência de calor.
[00316] Todos os métodos acima descritos podem ser parcialmente ou completamente combinados, de modo a criar parcialmente ou completamente uma impressão digital ou e/ou uma gravação digital.
[00317] Tinta em branco à base de água pode, em alguma aplicação, ser combinada ou substituída por tinta à base de óleo ou solvente. A vantagem com tinta à base de óleo pode ser que ela tem um tempo de secagem muito alto, e isto pode melhorar a função da cabeça de aplicação de gota digital.
[00318] Conquanto as concretizações ilustrativas da invenção foram aqui descritas, a presente invenção não é limitada às várias concretizações preferidas aqui descritas, mas incluem quaisquer e todas as concretizações tendo elementos equivalentes, modificações, omissões, combinações (por exemplo, de aspectos através das várias concretizações), adaptações e/ou alterações, conforme seria apreciado por aqueles técnicos no assunto baseado na presente revelação. As limitações nas reivindicações são para serem interpretadas amplamen- te baseadas na linguagem empregada nas reivindicações, e não limitadas aos exemplos descritos no presente relatório descritivo, ou durante prosseguimento do pedido, cujos exemplos são para serem construídos como não exclusivos.EXEMPLO 1 - TINTA EM BRANCO COMPREENDENDO ÁGUA E GLICOL
[00319] Uma formulação de tinta em branco foi produzida por uma cabeça de impressão de Piezo Kyocera designada para tintas com uma viscosidade de 5-6 cps. 60,8% de água desionizada foi misturado com 38,0% de Polietileno Glicol PEG 400, 1,0% de agente de umede- cimento Surfynol, e 0,2% de Actidice MBS para controle de bactérias e fungos.EXEMPLO 2 - TINTA À BASE DE FIBRA SECA
[00320] Pó de tinta seca foi produzido por mistura de 20% (peso) de partículas de melamina formaldeído secadas por pulverização, 20% de pigmentos de cor marrom escuro, 60% de fibras de madeira de pinho com um comprimento médio de cerca de 0,2 mm e uma espessura de cerda de 0,05 mm. A mistura foi aplicada como camada de espessura de 1 mm por equipamento de difusão em uma correia. A mistura de pó foi, em seguida, aquecida, e umidade foi aplicada por vapor de água desionizada. A mistura foi secada por ar quente, tal que uma superfície à base de pó estabilizada dura foi obtida com um ligante de melamina semicurado. A camada secada foi removida a partir da correia por ras- pagem, e as partículas de madeira secas revestidas com pigmentos e resinas de melamina foram moídas e peneiradas em corantes de tinta seca com um tamanho similar ao tamanho das fibras de madeira individuais. Uma tinta seca compreendendo corantes com um corpo de fibra de madeira, e com uma superfície coberta por pigmentos ligados às fibras pela resina de melamina semicurada, foi obtida.EXEMPLO 3 - LIGANTE DIGITAL E IMPRESSÃO DE PÓ
[00321] Uma placa de HDF de 8 mm foi pulverizada com pequenas gotas de água de água desionizada e uma mistura de pó de 300 g/m2 compreendendo fibras de madeira, partículas de melamina, pigmentos de cor marrom claro, partículas de óxido de alumínio, foi aplicada por equipamento de difusão no núcleo de HDF. A mistura foi pulverizada novamente com água desionizada compreendendo um agente de liberação e secada por luz IR, tal que uma superfície à base de pó estabilizada dura parcialmente semicurada ligada ao núcleo de HDF, e com uma cor básica marrom clara, foi obtida. O painel com a superfície de pó estabilizada foi posto em um transportador, e deslocado sob cabeça de impressão de Piezo digital Kyocera. A cabeça de impressão digital aplica gotas de tinta em branco compreendendo principalmente água e Glicol, com uma formulação conforme descrita no exemplo 1 acima, na superfície à base de pó estabilizada com a cor marrom clara, e um padrão de grão de madeira líquido transparente foi impresso na superfície à base de pó estabilizada. O padrão de grão de madeira foi posicionado a uma distância predeterminada de uma borda longa e curta do painel. A melamina na superfície sob o padrão transparente aplicado derrete quando a cabeça de revestimento de Piezo digital aplica gotas à base de água na superfície à base de pó. A tinta seca, conforme descrita no exemplo 2 acima, compreendendo uma cor marrom mais escura do que a superfície à base de pó marrom clara básica, foi, em uma segunda etapa, difundida sob a superfície à base de pó total e o padrão transparente com uma estação de aplicação de tinta seca compreendendo um funil e um rolo gravado de rotação e oscilante com um diâmetro de 5 cm. Uma camada de tinta seca de cerca de 30gr/m2 foi aplicada na superfície de painel. A melamina nas fibras de tinta seca que estavam em contato com o padrão transparente de tinta em branco derreteu, e as partículas de tinta seca foram ligadas à superfície de pó estabilizada. O painel com o padrão transparente de tinta em branco e a camada de tinta seca foi, em seguida, deslocado por um transportador sob lâmpadas IR. A melamina no padrão transparente foi secada novamente, e uma ligação mais forte das fibras com os pigmentos acima do padrão transparente, foi obtida. O painel foi, em seguida, deslocado com um transportador sob uma estação de remoção de tinta seca compreendendo um perfil de sucção á vácuo com uma abertura que cobre a largura total da camada de tinta seca aplicada, onde essencialmente todas as fibras não ligadas com os pigmentos foram removidas, e uma faca de ar que aplica uma pressão de ar nas partículas não ligadas remanescentes que foram liberadas a partir da superfície de painel e sopradas no perfil sucção á vácuo tal que es-sencialmente toda partícula de tinta seca visível foi removida. Um padrão de grão de madeira compreendendo uma cor base marrom clara e estruturas de grão de madeira marrom escura foram obtidas. Uma camada protetora compreendendo secagem de uma mistura de mela- mina seca e partículas de óxido de alumínio foi difundida sobre a superfície total com o mesmo tipo de estação de difusão, conforme descrito acima para a tinta em branco. A camada protetora foi pulverizada com pequenas gotas de água compreendendo um agente de liberação, e secada sob lâmpadas IR. O painel com a impressão e a camada protetora foi, em seguida, posicionado em uma posição pré- determinada em relação a uma borda longa e curta em uma prensa hidráulica, e prensado contra uma placa em relevo durante 20 segun-dos sob uma temperatura de 170C° e 4 MPa (40 bar) de pressão, e a superfície à base de pó com o padrão de grão de madeira e a camada protetora foram curadas a uma superfície resistente à desgaste dura com uma impressão digital de alta qualidade coordenada com a estrutura de superfície em relevo. A decoração do painel foi criada por uma cor básica e um desenho de grão de madeira compreendendo fibras de madeira e pigmentos. A cópia obtida de um desenho de madeira foi muito realística, visto que fibras de madeira naturais foram usadas para criar o padrão visível.CONCRETIZAÇÕES
[00322] 1. Um método de formação de uma impressão digital (P)em uma superfície (2), no qual o método compreende as etapas de:
[00323] • aplicar corantes (7) na superfície (2);
[00324] • ligar uma parte dos corantes à superfície (2) com um li-gante (11); e
[00325] • remover corantes não ligados (7) a partir da superfície (2),tal que uma impressão digital (P) é formada pelos corantes ligados (7).
[00326] 2. O método, de acordo com a concretização 1, no qual oscorantes (7) compreendem pigmentos (12) misturados com o ligante (11).
[00327] 3. O método, de acordo com as concretizações 1 ou 2, noqual o ligante (11) compreende uma resina de termocura.
[00328] 4. O método, de acordo com qualquer uma das concretizações precedentes, no qual o ligante (11) compreende uma resina ter-moplástica.
[00329] 5. O método, de acordo com qualquer uma das concretizações precedentes, no qual o ligante (11) é um pó.
[00330] 6. O método, de acordo com qualquer uma das concretizações precedentes, no qual a superfície (2) é uma camada de papel ou uma folha.
[00331] 7. O método, de acordo com qualquer uma das concretizações precedentes, no qual a superfície (2) compreende uma camada de pó.
[00332] 8. O método, de acordo com qualquer uma das concretizações precedentes, no qual a superfície (2) é uma parte de um painel de construção (1).
[00333] 9. O método, de acordo com qualquer uma das concretiza ções precedentes, no qual a superfície (2) é uma parte de um painel de piso (1).
[00334] 10. O método, de acordo com qualquer uma das concretizações precedentes, no qual os corantes (7) são removidos por uma corrente de ar.
[00335] 11. O método, de acordo com qualquer uma das concretizações precedentes, no qual o ligante é uma tinta em branco (11) compreendendo uma substância líquida que é aplicada por uma cabeça de aplicação de gota digital (30').
[00336] 12. O método, de acordo com qualquer uma das concretizações precedentes 1-10, no qual um feixe de laser (29) ou uma cabeça de impressão de aquecimento (80) produz a ligação.
[00337] 13. O método, de acordo com a concretização 11, no qual asubstância líquida é à base de água.
[00338] 14. O método, de acordo com as concretizações 11 ou 13,no qual a substância líquida é exposta a luz IR (23) ou ar quente.
[00339] 15. O método, de acordo com a concretização 14, no qual asubstância líquida (11) é exposta a luz UV.
[00340] 16. O método, de acordo com a concretização 14, no qual asubstância líquida é aplicada com uma cabeça de tinta Piezo.
[00341] 17. O método, de acordo com a concretização 14, no qual asubstância líquida é aplicada com uma cabeça de tinta térmica.
[00342] 18. O método, de acordo com a concretizações 16 ou 17,no qual a substância líquida é aplicada com gotas (56) dispostas em uma grelha (R1 - R4), e no qual os corantes (7) são ligados com várias gotas.
[00343] 19. O método, de acordo com qualquer uma das concretizações precedentes, no qual os corantes (7) têm um corpo de partícula (66) compreendendo fibras (61) ou material mineral (63).
[00344] 20. O método, de acordo com qualquer uma das concreti- zações precedentes, no qual a superfície (2) com os corantes ligados (7) é prensada.
[00345] 21. O método, de acordo com qualquer uma das concretizações precedentes, no qual a superfície (2) com os corantes ligados (7) é aquecida e prensada.
[00346] 22. O método, de acordo com qualquer uma das concretizações precedentes, no qual a superfície (2) compreende outra cor do que os corantes (7).
[00347] 23. O método, de acordo com qualquer uma das concretizações precedentes, no qual o método compreende etapas adicionais de aplicação de novos corantes (7, 12b) com uma cor diferente nos primeiros corantes ligados (7, 12a), e na superfície (2), ligando uma parte dos novos corantes (7, 12b) à superfície com um ligante, e removendo novos corantes não ligados (7, 12b) a partir da superfície, tal que uma impressão digital (P) é formada com o primeiro (12a) e os novos (12b) corantes posicionados lado a lado na superfície (2).
[00348] 24. O método, de acordo com qualquer uma das concretizações precedentes, no qual os corantes (7) são aplicados por difusão.
[00349] 25. O método, de acordo com qualquer uma das concretizações precedentes, no qual os corantes (7) são dispostos em um padrão de grão de madeira ou um padrão de calcário.
[00350] 26. O método, de acordo com qualquer uma das concretizações precedentes, no qual a superfície e os corantes são prensadas e curadas a uma superfície dura com uma estrutura em relevo (17).
[00351] 27. O método, de acordo com qualquer uma das concretizações precedentes, no qual os corantes (7) são partículas de macro- corante (64) maiores do que 20 mícron.
[00352] 28. O método, de acordo com qualquer uma das concretizações precedentes, no qual os corantes (7) são prensados na super- fície (2).
[00353] 29. O método, de acordo com qualquer uma das concretizações precedentes, no qual a superfície (2) é uma parte de um painel (1) que é um piso de laminado ou piso de madeira, um piso à base de madeira, um ladrilho, ou um piso de LVT.
[00354] 30. Um equipamento (40) para proporcionar uma impressãodigital (P) em uma superfície (2), compreendendo uma cabeça de aplicação de gota digital (30'), uma estação de aplicação de tinta seca (27), e uma estação de remoção de tinta seca (28) no qual:
[00355] • a cabeça de aplicação de gota digital (30') é adaptada para aplicar tinta em branco líquida (11) na superfície (2);
[00356] • a estação de aplicação de tinta seca (27) é adaptada paraaplicar tinta seca (15) compreendendo corantes (7) na superfície (2);
[00357] • a tinta em branco (11) é adaptada para ligar uma parte datinta seca (15) à superfície (2); e
[00358] • a estação de remoção de tinta seca (28) é adaptada pararemover os corantes não ligados (7) a partir da superfície (2).
[00359] 31. Um equipamento, de acordo com a concretização 30,no qual a superfície (2) é uma parte de um painel (1).
[00360] 32. Um equipamento, de acordo com as concretizações 30ou 31, no qual a tinta seca (15) compreende uma resina.
[00361] 33. Um equipamento, de acordo com qualquer uma dasconcretizações 30-32, no qual a tinta em branco (11) é à base de água.
[00362] 34. Um equipamento, de acordo com qualquer uma dasconcretizações 30 - 33, no qual a tinta em branco (11) é exposta a temperatura aumentada após aplicação.
[00363] 35. Tinta seca (15) compreendendo partículas de macro-corante (64) para ligação a uma impressão líquida (P) aplicada em uma superfície (2), no qual as partículas de macro-corante (64) compreendem um corpo de partícula (66) e pigmentos de cor (12) fixados ao corpo de partícula (66).
[00364] 36. Tinta seca, de acordo com a concretização 35, no qualas partículas de macro-corante (64) são maiores do que 20 mícron.
[00365] 37. Tinta seca, de acordo com as concretizações 35 ou 36,no qual o corpo de partícula (66) é uma partícula mineral (63), uma fibra (61), ou uma resina de termocura (13).
[00366] 38. Tinta seca, de acordo com as concretizações 35 ou 36,no qual o corpo de partícula (66) é uma partícula mineral (63).
[00367] 39. Tinta seca, de acordo com as concretizações 35 ou 36,no qual, o corpo de partícula (66) é uma fibra (61).
[00368] 40. Tinta seca, de acordo com qualquer uma das concretizações 35-39, no qual o corpo de partícula (66) é revestido com uma resina.
[00369] 41. Tinta seca, de acordo com a concretização 40, no quala resina é uma resina de termocura (13).
[00370] 42. Tinta seca, de acordo com qualquer uma das concretizações 35-41, no qual a impressão líquida é à base de água, e aplicada por uma cabeça de aplicação de gota digital (30').
[00371] 43. Um painel (1) com uma superfície (2) compreendendouma impressão digitalmente formada (P) de macro-corantes (64) com-preendendo um corpo de partícula (66) e pigmentos de cor (12) fixados à superfície do corpo de partícula (66), no qual os corantes (7) são dispostos em padrões com pigmentos (12) em uma superfície superior e inferior do corpo de partícula (66).
[00372] 44. Um painel, de acordo com a concretização 43, no qual ocorpo de partícula (66) compreende fibras (61).
[00373] 45. Um painel, de acordo com a concretização 43, no qual ocorpo de partícula (66) é uma partícula mineral (63).
[00374] 46. Um painel, de acordo com qualquer uma das concretizações 43 - 45, no qual as macro-corantes (64) têm um tamanho de partícula que excede 20 mícron.
[00375] 47. Um painel, de acordo com qualquer uma das concretizações precedentes 43-46, no qual os macro-corantes (64) formam uma impressão sólida com sobreposição de partículas decorativas.
[00376] 48. Um painel, de acordo com qualquer uma das concretizações precedentes 43 - 47, no qual o painel (1) é um laminado ou piso de madeira, um piso à base de madeira, um ladrilho, ou um piso de LVT.
[00377] 49. Um método de formação de uma gravação digital (17)em uma superfície (2) por ligação de partículas de prensa duras (67) a um transportador (68) compreendendo as etapas de:
[00378] • proporcionar um padrão de ligante líquido (BP) no transportador (68) por uma cabeça de aplicação de gota digital (30') que aplica uma substância líquida (11) no transportador;
[00379] • aplicar as partículas de prensa duras (67) no transportador (68) e o padrão de ligante (BP), tal que as partículas de prensa duras são ligadas ao transportador (68) pelo padrão de ligante líquido (BP);
[00380] • remover as partículas de prensa duras não ligadas (67) apartir do transportador (68);
[00381] • prensar o transportador (68) com as partículas de prensaduras ligadas (67) à superfície (2); e
[00382] • remover o transportador (68) com as partículas de prensaduras (67) a partir da superfície prensada (2).
[00383] 50. O método, de acordo com a concretização 49, no qualas partículas de prensa (67) são partículas minerais (63).
[00384] 51. O método, de acordo com as concretizações 49 ou 50,no qual o transportador é um papel ou uma folha.
[00385] 52. O método, de acordo com qualquer uma das concretizações precedentes 49-51, no qual a substância líquida é à base de água.
[00386] 53. O método, de acordo com qualquer uma das concretizações precedentes 49 - 52, no qual a superfície (2) é um pó, ou um papel, ou uma folha.
[00387] 54. O método, de acordo com qualquer uma das concretizações precedentes 49 - 53, no qual a superfície (2) é uma parte de um painel (1).
[00388] 55. Um painel (1) tendo uma superfície (2) com uma decoração de grão de madeira compreendendo uma primeira porção de superfície (SI) que é formada por uma camada básica contínua compreendendo fibras de madeira (61a) tendo uma primeira cor, e uma segunda porção de superfície (S2) que é formada por fibras de madeira (61b) tendo uma segunda cor, no qual as fibras de madeira (61b) tendo a segunda cor são aplicadas em e ligadas à camada básica contínua, e no qual a segunda porção de superfície (S2) cobre uma parte da primeira porção de superfície (SI).
[00389] 56. O painel, de acordo com a concretização 55, no qual acamada básica contínua é um pó compreendendo uma resina de ter- mocura.
[00390] 57. O painel, de acordo com as concretizações 55 ou 56, noqual a camada básica contínua é um papel.
[00391] 58. O painel, de acordo com qualquer uma das concretizações 55 - 57, no qual a segunda porção de superfície (S2) compreende fibras menores do que a primeira porção de superfície (SI)
[00392] 59. Um equipamento para proporcionar uma impressão digital (P) em uma superfície (2) com um método de impressão de transferência, no qual o equipamento compreende uma cabeça de aplicação de gota digital (30'), uma unidade de aplicação de tinta seca (27), uma estação de remoção de tinta seca (28), e uma superfície de transferência (18) no qual:
[00393] • a cabeça de aplicação de gota digital (30') é adaptada para aplicar tinta em branco líquida (11) na superfície de transferência (18);
[00394] • a unidade de aplicação de tinta seca (27) é adaptada paraaplicar tinta seca (15) compreendendo corantes na superfície de transferência (18);
[00395] • a tinta em branco (11) é adaptada para ligar uma parte datinta seca (15) à superfície de transferência (18);
[00396] • a estação de remoção de tinta seca (28) é adaptada pararemover a tinta seca não ligada a partir da superfície de transferência (18); e
[00397] • a superfície de transferência (18) com a tinta seca ligadaé adaptada para ser prensada contra a superfície (2).
[00398] 60. Um equipamento, de acordo com a concretização 59,no qual a tinta seca (15) compreende uma resina.
[00399] 61. Um equipamento, de acordo com as concretizações 59ou 60, no qual a tinta em branco (11) é à base de água.
[00400] 62. Um equipamento, de acordo com qualquer uma dasconcretizações 59 - 61, no qual a tinta em branco é exposta à temperatura aumentada após aplicação.
[00401] 63. Uma matriz de prensa (78) para formação de uma estrutura em relevo (17) em um painel (1), no qual a matriz de prensa compreende partículas de prensa duras (67) dispostas em um padrão e ligadas a um transportador (68) sendo um papel revestido ou uma folha.
[00402] 64. Uma matriz de prensa (78), de acordo com a concretização 63, no qual as partículas de prensa duras (67) são dispostas em um lado do transportador, e uma impressão (P) é disposta no lado oposto do transportador.
[00403] 65. Uma matriz de prensa (78), de acordo com as concreti- zações 63 ou 64, no qual as partículas de prensa duras (67) e a impressão (P) são coordenadas, tal que uma superfície impressa em relevo em registro pode ser obtida quando a matriz de prensa é prensada contra uma superfície de painel (2).
[00404] 66. Um método de formação de uma impressão digital (P)em uma superfície (2), no qual o método compreende as etapas de aplicar pó de tinta seca (15) compreendendo corantes (7) na superfície, ligar uma parte do pó de tinta seca (15) à superfície (2) por uma cabeça de impressão de aquecimento digital (80), tal que a impressão digital (P) é formada pelos corantes ligados de tinta seca (7), e remover tinta seca não ligada (15) a partir da superfície (2).
[00405] 67. O método, de acordo com a concretização 66, no qual atinta seca (15) compreende uma resina sensível à calor.
[00406] 68. The método de acordo com as concretizações 66 ou 67,no qual a superfície (2) compreende uma resina sensível à calor.
[00407] 69. O método, de acordo com as concretizações 67 ou 68,no qual a resina sensível ao calor é uma resina de termocura, ou resina termoplástica.
[00408] 70. O método, de acordo com a concretização 69, no qual aresina sensível ao calor é uma resina de termocura compreendendo melamina.
[00409] 71. O método, de acordo com qualquer uma das concretizações 66 - 69, no qual a cabeça de impressão de aquecimento (80) aplica calor em uma folha de transferência de calor (81).
[00410] 72. O método, de acordo com a concretização 70, no qual afolha de transferência de calor (81) compreende cobre ou alumínio.
[00411] 72. O método, de acordo com qualquer uma das concretizações 66 - 68, no qual a superfície (2) é uma parte de um painel de construção, de preferência, uma parte de um painel de piso (1).
[00412] 73. O método, de acordo com qualquer uma das concreti- zações 66 - 72, no qual a tinta seca (15) compreende partículas minerais.
[00413] 74. O método, de acordo com a concretização 73, no qual atinta seca (15) compreende partículas de óxido de alumínio.
[00414] 75. Um método de formação de uma impressão digital (P)em uma superfície (2) compreendendo aplicar gotas (57) de tinta em branco (11) por uma cabeça de aplicação de gota digital (30') na superfície (2), e fixar corantes (7) às gotas (57) da tinta em branco para formação da impressão digital (P), no qual a impressão digital (P) compreende outra cor do que a tinta em branco (11).
[00415] 76. O método, de acordo com a concretização 75, no qual aoutra cor é formada por corantes (7) ligados á superfície (2) pela tinta em branco (11).
[00416] 77. O método, de acordo com as concretizações 75 ou 76,no qual a tinta em branco (11) é essencialmente uma substância líquida transparente compreendendo água.
[00417] 78. O método, de acordo com qualquer uma das concretizações 75 - 77, no qual a tinta em branco (11) forma uma primeira e uma segunda parte da impressão (P), e no qual a tinta em branco , a primeira e a segunda partes todas compreendem cores diferentes.
[00418] 79. O método, de acordo com qualquer uma das concretizações 75 - 78, no qual a impressão digital (P) compreende corantes (7) com cores diferentes posicionados horizontalmente afastadas no mesmo plano.
[00419] 80. O método, de acordo com qualquer uma das concretizações 75- 79, no qual a extensão vertical (V2) dos corantes (7) excede a extensão vertical (VI) de gotas de tinta em branco (57).
[00420] 81. O método, de acordo com qualquer uma das concretizações 75 - 80, no qual as gotas de tinta em branco aplicadas digitalmente (57) penetram descendentemente e para cima a partir da super- fície (2) após aplicação.
[00421] 82. O método, de acordo com qualquer uma das concretizações 75-81, no qual as gotas da tinta em branco (11) que proporcionam um ponto de tinta em branco (57) na superfície (2) ligam corantes (7) tendo um tamanho que é maior do que o tamanho de ponto de tinta em branco (57).
[00422] 83. O método, de acordo com qualquer uma das concretizações 75 - 82, no qual a tinta em branco (11) é aplicada em um padrão de grelha (R1 - R4), e no qual a tinta seca (15) é aplicada aleatoriamente com sobreposição de corantes (7).
[00423] 84. O método, de acordo com qualquer uma das concretizações 75 - 83, no qual a extensão horizontal (H2) de corantes individuais (7) excede a extensão horizontal (HI) dos pontos de tinta (57), e a extensão vertical (V2) da camada de tinta seca, após a remoção das partículas não ligadas, excede, de preferência, a extensão vertical (VI) dos pontos de tinta em branco (57).
Claims (14)
1. Método de formação de um impresso digital (P) em um painel (1) compreendendo uma superfície (2), sendo que a superfície é uma parte de um painel de construção (1), como um painel de piso (1), caracterizado pelo fato de compreender:deslocar o painel sob uma cabeça de aplicação de gota digital (30');aplicar um ligante líquido (11) com a cabeça de aplicação de gota digital (30') na superfície (2);aplicar corantes (7) no ligante líquido (11) e na superfície (2), sendo que os corantes 7 são macro partículas de corante (64) maiores do que 20 mícrons;ligar uma parte dos corantes (7) à superfície (2) com o li- gante líquido (11);remover os corantes não ligados (7) a partir da superfície (2), tal que um impresso digital (P) é formada pelos corantes ligados (7); eaplicar calor e pressão no painel (1), na superfície (2), e nos corantes ligados (7), tal que os corantes (7) são permanentemente ligados à superfície (2),sendo que os corantes (7) são prensados na superfície (2) quando calor e pressão são aplicados no painel (1).
2. Método, de acordo com a reivindicação 1, caracterizado pelo fato de que pelo menos um entre a superfície (2) e os corantes é comprimido pela etapa de aplicação de calor e pressão no painel (1), na superfície (2) e nos corantes ligados (7).
3. Método, de acordo com a reivindicação 1 ou 2, caracterizado pelo fato de que o ligante líquido (11) compreende glicol ou glicerina.
4. Método, de acordo com qualquer uma das reivindicações precedentes, caracterizado pelo fato de que a superfície (2) compreende um material que é curável sob calor e pressão.
5. Método, de acordo com qualquer uma das reivindicações 1 a 3, caracterizado pelo fato de que a superfície (2) compreende um material que é fundível sob calor e pressão.
6. Método, de acordo com qualquer uma das reivindicações precedentes, caracterizado pelo fato de que a superfície (2) compreende uma resina de termocura (13) que é curada com a etapa de aplicação de calor e pressão, tal que os corantes (7) são permanentemente ligados à superfície (2) com a resina de termocura curada.
7. Método, de acordo com qualquer uma das reivindicações precedentes, caracterizado pelo fato de que a superfície (2) compreende uma camada de pó.
8. Método, de acordo com qualquer uma das reivindicações precedentes, caracterizado pelo fato de que o ligante líquido (11) é aplicado como gotas (56) dispostas em uma grelha (R1 - R4), e no qual os corantes (7) são ligados com várias gotas.
9. Método, de acordo com qualquer uma das reivindicações 1 a 8, caracterizado pelo fato de que o ligante líquido (11) compreende 10 - 70% de água e 30 - 90% de glicol e/ou glicerina, por peso.
10. Método, de acordo com qualquer uma das reivindicações precedentes, caracterizado pelo fato de que a superfície (2) compreende uma resina de melamina formaldeído seca (13) que se funde quando o ligante líquido (11) é aplicado, e que liga os corantes (7) à superfície (2).
11. Método, de acordo com qualquer uma das reivindicações precedentes, caracterizado pelo fato de que as macro partículas de corante (64) compreendem pigmentos (12) fixados a um corpo de partícula (66).
12. Método, de acordo com qualquer uma das reivindicações precedentes, caracterizado pelo fato de que os corantes (7) possuem, cada um, um corpo de partícula (66) compreendendo fibras de madeira (61).
13. Método, de acordo com qualquer uma das reivindicações precedentes, caracterizado pelo fato de compreender as etapas adicionais de aplicação de novos corantes (7, 12b) com uma cor diferente nos primeiros corantes ligados (7, 12a) e na superfície (2), ligação de uma parte dos novos corantes (7, 12b) à superfície (2) com um ligante (11) e remoção dos novos corantes não ligados (7, 12b) a partir da superfície, de modo que um impresso digital (P) é formado com o primeiro (12a) e os novos (12b) corantes posicionados lado a lado na superfície (2).
14. Método, de acordo com qualquer uma das reivindicações precedentes, caracterizado pelo fato de que os corantes (7) são aplicados no ligante líquido (11).
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201361751418P | 2013-01-11 | 2013-01-11 | |
| SE1350021 | 2013-01-11 | ||
| SE1350021-0 | 2013-01-11 | ||
| US61/751,418 | 2013-01-11 | ||
| PCT/SE2014/050019 WO2014109699A1 (en) | 2013-01-11 | 2014-01-10 | Digital binder and powder print |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| BR112015016163A2 BR112015016163A2 (pt) | 2017-07-11 |
| BR112015016163A8 BR112015016163A8 (pt) | 2021-05-11 |
| BR112015016163B1 true BR112015016163B1 (pt) | 2021-08-17 |
Family
ID=51167228
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BR112015016163-4A BR112015016163B1 (pt) | 2013-01-11 | 2014-01-10 | Método de formação de um impresso digital em um painel |
Country Status (13)
| Country | Link |
|---|---|
| EP (3) | EP3825137B1 (pt) |
| JP (1) | JP6457949B2 (pt) |
| KR (1) | KR20150109384A (pt) |
| CN (2) | CN105008139B (pt) |
| AU (1) | AU2014205716B2 (pt) |
| BR (1) | BR112015016163B1 (pt) |
| CA (1) | CA2896942C (pt) |
| EA (1) | EA030050B1 (pt) |
| MX (1) | MX2015008767A (pt) |
| MY (1) | MY170619A (pt) |
| PL (1) | PL2943346T3 (pt) |
| UA (1) | UA115893C2 (pt) |
| WO (1) | WO2014109699A1 (pt) |
Families Citing this family (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2848179T3 (es) * | 2013-01-11 | 2021-08-05 | Ceraloc Innovation Ab | Impresión digital con aglutinante y polvo |
| CN111923569A (zh) * | 2013-10-23 | 2020-11-13 | 塞拉洛克创新股份有限公司 | 形成装饰性耐磨层的方法 |
| DE102013113109A1 (de) | 2013-11-27 | 2015-06-11 | Guido Schulte | Fußbodendiele |
| DE102013113125A1 (de) | 2013-11-27 | 2015-05-28 | Guido Schulte | Fußboden-, Wand- oder Deckenpaneel und Verfahren zu dessen Herstellung |
| DE102013113130B4 (de) | 2013-11-27 | 2022-01-27 | Välinge Innovation AB | Verfahren zur Herstellung einer Fußbodendiele |
| CA2934896C (en) * | 2014-01-10 | 2022-10-04 | Valinge Innovation Ab | A method of producing a veneered element |
| US10286633B2 (en) | 2014-05-12 | 2019-05-14 | Valinge Innovation Ab | Method of producing a veneered element and such a veneered element |
| EP3288700B1 (en) * | 2015-04-30 | 2023-09-13 | The Exone Company | Powder recoater for three-dimensional printer |
| WO2016204681A1 (en) | 2015-06-16 | 2016-12-22 | Välinge Innovation AB | A method of forming a building panel or surface element and such a building panel and surface element |
| JP6999573B2 (ja) | 2016-04-25 | 2022-01-18 | ベーリンゲ、イノベイション、アクチボラグ | ベニヤエレメント及びベニヤエレメントの製造方法 |
| EP3548292B1 (en) * | 2016-11-30 | 2024-02-21 | Landa Labs (2012) Ltd. | Improvements in thermal transfer printing |
| CN109423791B (zh) * | 2017-08-28 | 2021-04-02 | 财团法人金属工业研究发展中心 | 微波染色设备 |
| WO2019139523A1 (en) | 2018-01-11 | 2019-07-18 | Välinge Innovation AB | A method to produce a veneered element and a veneered element |
| WO2019139522A1 (en) | 2018-01-11 | 2019-07-18 | Välinge Innovation AB | A method to produce a veneered element and a veneered element |
| CN108318961B (zh) * | 2018-03-27 | 2024-04-19 | 东莞市银泰丰光学科技有限公司 | 一种玻璃背光板及其制作工艺 |
| CN116981182A (zh) * | 2018-04-04 | 2023-10-31 | 苏州康尼格电子科技股份有限公司 | Pcba板封装设备及pcba板封装方法 |
| WO2020145870A1 (en) | 2019-01-09 | 2020-07-16 | Välinge Innovation AB | A method to produce a veneer element and a veneer element |
| DE102019101539A1 (de) * | 2019-01-22 | 2020-07-23 | Christof Schulte-Göbel | Vorrichtung zum Bereitstellen von Klebstoff |
| IT201900001911A1 (it) * | 2019-02-11 | 2020-08-11 | Graf S P A | Procedimento per la decorazione di piastrelle |
| CN109724232A (zh) * | 2019-02-20 | 2019-05-07 | 珠海格力电器股份有限公司 | 空调外壳、空调外壳的制造工艺方法以及空调器 |
| IT201900010464A1 (it) * | 2019-06-28 | 2020-12-28 | Projecta Eng S R L | Macchina e metodo per la decorazione di prodotti con materiali granulari |
| IT202000009598A1 (it) * | 2020-04-30 | 2021-10-30 | Grafiche Bramucci S R L | Processo e impianto di stampa impiegante materiale organico naturale di tipo granulare |
| KR102326085B1 (ko) * | 2020-09-02 | 2021-11-15 | (주)아셈스 | 원사의 무수 염색용 전사시트 제조 방법 |
| KR102326084B1 (ko) * | 2020-09-02 | 2021-11-15 | (주)아셈스 | 원사의 무수 염색용 전사시트 제조 시스템 |
| US11752554B2 (en) * | 2020-12-24 | 2023-09-12 | Xerox Corporation | Methods and systems for printing graded materials by roller-based deposition of multiple powders |
| CN112874162A (zh) * | 2021-01-13 | 2021-06-01 | 深圳诚拓数码设备有限公司 | 一种底图的打印方法、印花方法及数码打印机 |
| CN113232426B (zh) * | 2021-04-21 | 2022-11-01 | 佛山市美嘉陶瓷设备有限公司 | 一种多色打印的喷墨机及其打印方法 |
| CN114055931A (zh) * | 2021-11-17 | 2022-02-18 | 南京立思辰智能设备有限公司 | 基于物联网的智能打印机 |
| DE102021131838A1 (de) * | 2021-12-02 | 2023-06-07 | Hueck Rheinische Gmbh | Verfahren und Druckervorrichtung zum Herstellen eines Presswerkzeugs |
| WO2023214256A1 (en) | 2022-05-02 | 2023-11-09 | Cefla Societa' Cooperativa | Method and apparatus for forming a surface structure |
| NL2032550B1 (en) * | 2022-07-19 | 2024-01-26 | I4F Licensing Nv | Decorative panel, decorative covering composed of a plurality of such panels, and decorative panel system |
Family Cites Families (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3083116A (en) | 1959-11-16 | 1963-03-26 | Virkotype Corp | Raised printing powder and method of making same and using same |
| US3446184A (en) | 1964-10-26 | 1969-05-27 | Minnesota Mining & Mfg | Apparatus for powder development of liquid latent images |
| US3440076A (en) | 1965-11-12 | 1969-04-22 | Fox River Paper Corp | Raised printing process |
| JPS52156906A (en) * | 1976-06-21 | 1977-12-27 | Tetsuji Takemura | Method of producing decorated board |
| JPS5328783A (en) * | 1976-08-24 | 1978-03-17 | Asahi Fibreglass Co | Coloring method of glass fiber |
| US4312268A (en) | 1979-12-10 | 1982-01-26 | The Standard Register Company | Apparatus and method for coating of inks applied at high speed |
| CA1204968A (en) | 1982-09-29 | 1986-05-27 | Jesse D. Miller, Jr. | Floor tile product and process |
| US4943816A (en) | 1989-06-14 | 1990-07-24 | International Business Machines Corporation | High quality thermal jet printer configuration suitable for producing color images |
| JPH06183128A (ja) * | 1992-12-15 | 1994-07-05 | Matsushita Electric Works Ltd | インクジェットプリンターによる印刷方法 |
| GB9324740D0 (en) | 1993-12-02 | 1994-01-19 | Johnson Matthey Plc | Transfer manufacture |
| US5627578A (en) | 1995-02-02 | 1997-05-06 | Thermotek, Inc. | Desk top printing of raised text, graphics, and braille |
| EP0925940B1 (en) * | 1997-12-26 | 2003-09-24 | Ricoh Company, Ltd. | Ink-jet recording using viscosity improving layer |
| US6387457B1 (en) | 1998-08-28 | 2002-05-14 | Reveo, Inc. | Method of dry printing and painting |
| US6394595B1 (en) * | 1998-08-28 | 2002-05-28 | Reveo, Inc. | Apparatus for producing multi-color images on substrates using dry multi-colored cholesteric liquid crystal (CLC) pigment materials |
| JP2000158796A (ja) * | 1998-11-30 | 2000-06-13 | Canon Inc | 画像形成方法及び画像形成装置 |
| FR2788456B1 (fr) * | 1999-01-15 | 2001-02-16 | Saint Gobain Vitrage | Procede d'obtention d'un motif sur un substrat en materiau verrier |
| EP1457355A4 (en) * | 2001-12-19 | 2006-11-08 | Fuji Photo Film Co Ltd | MULTI-COLOR RECORDING MATERIAL AND MULTICOLORED PICTURE PRODUCTION METHOD |
| US6824868B2 (en) * | 2002-04-30 | 2004-11-30 | Solutia, Inc. | Digital color-design composite for use in laminated glass |
| DE10309813B4 (de) * | 2003-03-05 | 2008-06-19 | Heubach Gmbh | Pigmentzubereitung und Verfahren zu deren Herstellung |
| KR100481466B1 (ko) * | 2003-05-14 | 2005-04-07 | 주식회사 디피아이 솔루션스 | 정전 잠상 현상용 토너 조성물, 이의 제조방법 및 이를포함하는 정전 잠상 현상제 조성물 |
| JP4018674B2 (ja) * | 2003-08-04 | 2007-12-05 | キヤノン株式会社 | インク用被記録媒体の製造方法 |
| GB2414961A (en) * | 2004-06-09 | 2005-12-14 | Inovink Ltd | Creating an image by adhering particles to a water soluble agent. |
| JP2006036559A (ja) * | 2004-07-23 | 2006-02-09 | Toshiaki Aono | 絵付きセラミック体製造方法 |
| JP2006035480A (ja) * | 2004-07-23 | 2006-02-09 | Toshiaki Aono | 絵付きセラミック体製造方法 |
| JP2006167651A (ja) * | 2004-12-17 | 2006-06-29 | Nisshin Engineering Co Ltd | 微粉体の散布方法および装置 |
| PT2687347T (pt) | 2006-02-21 | 2018-01-24 | System Spa | Decoração com material em pó |
| US8361597B2 (en) * | 2007-04-02 | 2013-01-29 | Certainteed Corporation | Solar heat-reflective roofing granules, solar heat-reflective shingles, and process for producing same |
| US9783996B2 (en) * | 2007-11-19 | 2017-10-10 | Valinge Innovation Ab | Fibre based panels with a wear resistance surface |
| DE102007062941B4 (de) * | 2007-12-21 | 2012-10-18 | Surface Technologies Gmbh & Co. Kg | Verfahren zur Herstellung eines Laminats |
| CN101998896B (zh) * | 2008-04-07 | 2014-12-10 | 瓦林格创新股份有限公司 | 具有薄的表面层的基于木质纤维的镶板 |
| EP2213476A1 (en) | 2009-01-30 | 2010-08-04 | Spanolux N.V.- DIV. Balterio | A method of manufacturing a laminate panel, an apparatus and a laminate panel |
| US9346303B2 (en) * | 2009-12-22 | 2016-05-24 | Scodix Ltd | System and method to apply topping materials to print products |
| PL2363299T3 (pl) | 2010-03-05 | 2013-02-28 | Unilin Bvba | Sposób wytwarzania panelu podłogowego |
| TR201905979T4 (tr) * | 2010-04-13 | 2019-05-21 | Vaelinge Innovation Ab | Kabartmalı ve dijital baskı levhası ve üretimi için yöntem. |
| DE102010036454B4 (de) * | 2010-07-16 | 2012-09-27 | Fritz Egger Gmbh & Co. Og | Verfahren zum Herstellen eines ein Dekor und eine dreidimensionale Struktur aufweisenden Paneels und Paneel, hergestellt nach dem Verfahren |
| EP3666538B1 (en) * | 2012-07-26 | 2022-03-16 | Ceraloc Innovation AB | Digital printing apparatus |
-
2014
- 2014-01-10 MY MYPI2015001677A patent/MY170619A/en unknown
- 2014-01-10 JP JP2015552606A patent/JP6457949B2/ja active Active
- 2014-01-10 KR KR1020157021028A patent/KR20150109384A/ko not_active Application Discontinuation
- 2014-01-10 EP EP20208542.9A patent/EP3825137B1/en active Active
- 2014-01-10 UA UAA201507738A patent/UA115893C2/uk unknown
- 2014-01-10 MX MX2015008767A patent/MX2015008767A/es unknown
- 2014-01-10 CN CN201480012466.1A patent/CN105008139B/zh active Active
- 2014-01-10 EA EA201591261A patent/EA030050B1/ru not_active IP Right Cessation
- 2014-01-10 AU AU2014205716A patent/AU2014205716B2/en active Active
- 2014-01-10 CA CA2896942A patent/CA2896942C/en active Active
- 2014-01-10 PL PL14738055T patent/PL2943346T3/pl unknown
- 2014-01-10 CN CN201910655363.1A patent/CN110341336B/zh active Active
- 2014-01-10 BR BR112015016163-4A patent/BR112015016163B1/pt active IP Right Grant
- 2014-01-10 EP EP21168598.7A patent/EP3868565A1/en active Pending
- 2014-01-10 WO PCT/SE2014/050019 patent/WO2014109699A1/en active Application Filing
- 2014-01-10 EP EP14738055.4A patent/EP2943346B1/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EA201591261A8 (ru) | 2016-05-31 |
| WO2014109699A1 (en) | 2014-07-17 |
| CN110341336B (zh) | 2022-01-25 |
| EA030050B1 (ru) | 2018-06-29 |
| EP2943346A1 (en) | 2015-11-18 |
| CA2896942A1 (en) | 2014-07-17 |
| AU2014205716A1 (en) | 2015-08-13 |
| EP3825137B1 (en) | 2024-02-28 |
| MX2015008767A (es) | 2016-04-11 |
| JP2016514058A (ja) | 2016-05-19 |
| CN105008139B (zh) | 2019-08-13 |
| EP2943346B1 (en) | 2020-12-02 |
| CA2896942C (en) | 2021-08-24 |
| BR112015016163A2 (pt) | 2017-07-11 |
| AU2014205716B2 (en) | 2018-04-19 |
| CN105008139A (zh) | 2015-10-28 |
| PL2943346T3 (pl) | 2021-05-17 |
| EP2943346A4 (en) | 2016-08-31 |
| EA201591261A1 (ru) | 2015-11-30 |
| JP6457949B2 (ja) | 2019-01-23 |
| UA115893C2 (uk) | 2018-01-10 |
| EP3868565A1 (en) | 2021-08-25 |
| MY170619A (en) | 2019-08-21 |
| EP3825137A1 (en) | 2021-05-26 |
| BR112015016163A8 (pt) | 2021-05-11 |
| KR20150109384A (ko) | 2015-10-01 |
| CN110341336A (zh) | 2019-10-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11014378B2 (en) | Digital embossing | |
| BR112015016163B1 (pt) | Método de formação de um impresso digital em um painel | |
| US11878324B2 (en) | Digital thermal binder and powder printing | |
| BR112015016240B1 (pt) | Método de formação de uma gravação digital sobre uma superfície | |
| BR112015016197B1 (pt) | Método de formação de uma impressão digital sobre uma superfície | |
| ES2846001T3 (es) | Tinta seca para impresión digital | |
| ES2848179T3 (es) | Impresión digital con aglutinante y polvo |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B06F | Objections, documents and/or translations needed after an examination request according [chapter 6.6 patent gazette] | ||
| B25A | Requested transfer of rights approved |
Owner name: CERALOC INNOVATION AB (SE) |
|
| B06U | Preliminary requirement: requests with searches performed by other patent offices: procedure suspended [chapter 6.21 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 10/01/2014, OBSERVADAS AS CONDICOES LEGAIS. |