WO2025070793A1 - 方向性電磁鋼板及びその製造方法 - Google Patents
方向性電磁鋼板及びその製造方法 Download PDFInfo
- Publication number
- WO2025070793A1 WO2025070793A1 PCT/JP2024/034818 JP2024034818W WO2025070793A1 WO 2025070793 A1 WO2025070793 A1 WO 2025070793A1 JP 2024034818 W JP2024034818 W JP 2024034818W WO 2025070793 A1 WO2025070793 A1 WO 2025070793A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- magnetic domain
- grain
- steel sheet
- domain control
- electrical steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/16—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of sheets
Definitions
- the present invention relates to a grain-oriented electrical steel sheet and a manufacturing method thereof.
- This application claims priority based on Japanese Patent Application No. 2023-166093, filed on September 27, 2023, the contents of which are incorporated herein by reference.
- Grain-oriented electrical steel sheet is a steel sheet that contains 7 mass% or less of Si and has a secondary recrystallized texture in which secondary recrystallized grains are concentrated in the ⁇ 110 ⁇ 001> orientation (Goss orientation) with the magnetization easy axis ⁇ 001> oriented in the rolling direction.
- Grain-oriented electrical steel sheet is mainly used as the iron core of power transformers. Reduction of energy loss (iron loss) is required for grain-oriented electrical steel sheet.
- a technique for narrowing the magnetic domain width of grain-oriented electromagnetic steel sheets has long been known in order to reduce iron loss.
- the magnetic domain width can be narrowed by irradiating the surface of the grain-oriented electromagnetic steel sheet with a laser or electron beam in a direction intersecting the rolling direction to introduce thermal distortion.
- the magnetic domain width can also be narrowed by forming grooves on the surface of the grain-oriented electromagnetic steel sheet in a direction intersecting the rolling direction.
- Methods for forming grooves include a method of irradiating with a laser or electron beam, a method using mechanical processing such as gears, and a method using chemical processing such as etching.
- Patent Documents 1 to 3 various improved techniques for magnetic domain refinement have been proposed to provide grain-oriented electrical steel sheets with good iron loss characteristics.
- the magnetostriction characteristics of the grain-oriented electromagnetic steel sheet change due to the return magnetic domain. This deteriorates the noise characteristics of the grain-oriented electromagnetic steel sheet.
- the noise characteristics refer to the level of noise generated by an electrical product (e.g., a transformer, a motor, etc.) manufactured using the grain-oriented electromagnetic steel sheet as a material.
- Magnetostriction is a phenomenon in which the outer shape of a ferromagnetic material is slightly deformed when it is magnetized. When the grain-oriented electromagnetic steel sheet is excited with an alternating current, the magnitude of the magnetostriction changes with the change in the strength of the magnetization, causing vibration.
- this magnetostriction is very small, on the order of 10 ⁇ 6 , but the magnetostriction generates vibration in the iron core, which propagates to external structures such as the tank of a transformer and becomes noise. That is, while the magnetic domain control treatment is effective for reducing the iron loss of the grain-oriented electromagnetic steel sheet, it deteriorates the noise characteristics of the grain-oriented electromagnetic steel sheet. In recent years, there has been an increasing demand for grain-oriented electrical steel sheets to reduce noise as well as reduce iron loss. However, no magnetic domain refining technology has been proposed to adequately achieve both noise reduction and iron loss reduction.
- the purpose of this disclosure is to provide a grain-oriented electrical steel sheet that has low iron loss (low iron loss) and produces little noise when used in electrical products (excellent noise characteristics), and a manufacturing method thereof.
- the present inventors have investigated a method for suppressing deterioration of noise characteristics while reducing iron loss. As a result, they discovered that by widening the intervals of the domain control treatment at least in some specific regions when performing the domain control treatment using tensile stress, it is possible to obtain a grain-oriented electrical steel sheet with low iron loss and excellent noise characteristics.
- a grain-oriented electrical steel sheet includes, on a surface, a plurality of magnetic domain control treatment lines extending in a direction intersecting the rolling direction, and a square evaluation area is set on the surface, with one side having a length of 50 mm and one side parallel to the rolling direction, and further, within the evaluation area, virtual lines parallel to the rolling direction and having a length of 50 mm are set at intervals of 5 mm in a direction perpendicular to the rolling direction, in which, in at least one of the virtual lines, among a plurality of intersections between the virtual line and the plurality of magnetic domain control treatment lines, the maximum distance in the rolling direction between adjacent intersections exceeds 20 mm, and the average magnetic domain width measured along the virtual line is 600 ⁇ m or less, and the plurality of magnetic domain control treatment lines are tensile stress introduction lines into which a tensile stress of 40 MPa or more has been introduced.
- the average value of the magnetic domain widths measured along the imaginary line may be 500 ⁇ m or less.
- the average value of the magnetic domain width measured along the imaginary line may be 600 ⁇ m or less.
- the average value of the magnetic domain width measured along the imaginary line may be 500 ⁇ m or less.
- a grain-oriented electrical steel sheet includes, on a surface, a plurality of magnetic domain control processing lines extending in a direction intersecting the rolling direction, and a square evaluation area having one side of 50 mm length and one side parallel to the rolling direction is set on the surface, and further, virtual lines parallel to the rolling direction and having a length of 50 mm are set inside the evaluation area at intervals of 5 mm in a direction perpendicular to the rolling direction, in which, in at least one of the virtual lines, a maximum distance in the rolling direction between adjacent intersections among a plurality of intersections of the virtual line and the plurality of magnetic domain control processing lines exceeds 20 mm, and a maximum magnetic domain width measured along the virtual line is 1200 ⁇ m or less.
- the maximum value of the magnetic domain width measured along the imaginary line may be 800 ⁇ m or less.
- the maximum value of the magnetic domain width measured along the imaginary line may be 1200 ⁇ m or less.
- the maximum value of the magnetic domain width measured along the imaginary line may be 800 ⁇ m or less.
- the plurality of magnetic domain control treatment lines may be thermally strained.
- the maximum value of the tensile stress introduced into the thermal strain in the magnetic domain control treatment line may be non-uniform for each measurement point of the tensile stress.
- the grain-oriented electrical steel sheet according to [10] may have a plurality of intersections between the virtual line and the plurality of magnetic domain control processing lines as magnetic domain subdivision points, and may satisfy ⁇ ( TSm ) 2 > 5.0, where TSm is the maximum value of the tensile stress in unit MPa introduced into the thermal strain and measured at each of the magnetic domain subdivision points, and ⁇ ( TSm ) 2 is the variance of TSm.
- the grain-oriented electrical steel sheet according to [11] may satisfy TS m( ⁇ 2) > TS m( ⁇ 2), where TS m( ⁇ 2) is the arithmetic mean value of the maximum values of the tensile stress in unit MPa introduced by the thermal strain, measured at each of the magnetic domain refinement points where the ⁇ angle is less than 2°, and TS m( ⁇ 2) is the arithmetic mean value of the maximum values of the tensile stress in unit MPa introduced by the thermal strain, measured at each of the magnetic domain refinement points where the ⁇ angle is 2° or more.
- a manufacturing method of grain-oriented electromagnetic steel sheet according to another aspect of the present disclosure is a manufacturing method of grain-oriented electromagnetic steel sheet according to any one of [1] to [8], comprising a magnetic domain image acquisition step of acquiring a magnetic domain image of a surface of the grain-oriented electromagnetic steel sheet, a region identification step of identifying a region in the grain-oriented electromagnetic steel sheet where the magnetic domain width exceeds 500 ⁇ m based on the magnetic domain image acquired in the magnetic domain image acquisition step, and a magnetic domain control treatment line forming step of forming a magnetic domain control treatment line on the surface of the grain-oriented electromagnetic steel sheet after the region identification step, wherein in the magnetic domain control treatment line forming step, the magnetic domain control treatment line is formed in the region where the magnetic domain width exceeds 500 ⁇ m.
- the magnetic domain control treatment line may be formed by irradiation with a laser or an electron beam.
- the above aspects of the present disclosure make it possible to provide a grain-oriented electrical steel sheet that has low iron loss (low iron loss) and produces little noise when made into an electrical product (excellent noise characteristics), as well as a manufacturing method thereof.
- FIG. 2 is a schematic diagram showing an example of a grain-oriented electrical steel sheet according to the present embodiment.
- FIG. 2 is a schematic diagram showing an example of a grain-oriented electrical steel sheet according to the present embodiment.
- FIG. 2 is a schematic diagram showing an example of a grain-oriented electrical steel sheet according to the present embodiment.
- 1 is a graph showing the relationship between the magnetic domain width before laser irradiation and the magnetic domain width after laser irradiation.
- FIG. 2 is a diagram showing an example of the distribution of magnetic domain widths in a grain-oriented electrical steel sheet before magnetic domain refinement treatment.
- FIG. 2 is a diagram showing an example of the distribution of magnetic domain widths of a grain-oriented electrical steel sheet after magnetic domain refinement treatment.
- FIG. 1 is a graph showing the relationship between the magnetic domain width before laser irradiation and the magnetic domain width after laser irradiation.
- FIG. 2 is a diagram showing an example of the distribution of magnetic domain widths in a grain-oriented electrical steel
- FIG. 2 is a diagram showing an example of a magnetic domain image acquired by an image acquisition device.
- FIG. 3D is a schematic diagram of FIG. 3C.
- FIG. 2 is a block diagram showing an example of a hardware configuration of the image acquisition device.
- FIG. 2 is a block diagram showing an example of a hardware configuration of an analysis device.
- FIG. 2 is a schematic diagram showing an example of the configuration of a laser irradiation device.
- FIG. 13 is a schematic diagram illustrating a method for extracting a plurality of partial regions from a magnetic domain image of a grain-oriented electrical steel sheet.
- FIG. 13 is an example of a plurality of partial Fourier images obtained by performing a two-dimensional Fourier transform on each of a plurality of partial regions cut out from a magnetic domain image of a grain-oriented electrical steel sheet.
- FIG. 2 is a cross-sectional schematic diagram of a grain-oriented electrical steel sheet in which the magnetic domain control treatment lines are thermally strained.
- 11 is a schematic plan view illustrating a method for measuring a magnetic domain control strength at an intersection of a magnetic domain control processing line and a virtual line.
- FIG. 1 is a graph showing a schematic relationship between the magnetic domain width and the magnetic domain control saturation strength. 1 is a graph showing a schematic relationship between the magnitude of the ⁇ angle and the magnetic domain control saturation strength.
- the grain-oriented electrical steel sheet 1 includes, on its surface, a plurality of magnetic domain control processing lines 11 extending in a direction intersecting the rolling direction RD, and a square evaluation area with one side having a length of 50 mm and parallel to the rolling direction RD is set on the surface.
- the magnetic domain control processing wire 11 is a tensile stress-introducing wire in which a tensile stress of 40 MPa or more has been introduced.
- the grain-oriented electrical steel sheet according to this embodiment may have a forsterite coating and/or an insulating coating on the surface of the steel sheet that serves as the base steel sheet.
- a grain-oriented electrical steel sheet has a base steel sheet, a forsterite coating and/or an insulating coating
- the following regulations regarding the chemical composition, magnetic domain control treatment line, intersection interval and magnetic domain width apply to the base steel sheet.
- the regulations regarding the sheet thickness apply to the entire grain-oriented electrical steel sheet including the base steel sheet, the forsterite coating and/or the insulating coating.
- the chemical composition of the grain-oriented electrical steel sheet 1 is not limited, and may be the same as that of a known grain-oriented electrical steel sheet 1.
- the grain-oriented electrical steel sheet 1 has a chemical composition, in mass %, of Si: 2.50 to 7.00%, Mn: 0 to 1.00%, C: 0 to 0.085%, acid-soluble Al: 0 to 0.065%, N: 0 to 0.012%, Cr: 0 to 0.300%, Cu: 0 to 0.400%, P: 0 to 0.500%, Sn: 0 to 0.300%, Sb: 0 to 0.
- the balance of the chemical composition includes Fe and impurities.
- the chemical composition of the grain-oriented electrical steel sheet 1 may be measured by a general analysis method for steel.
- the chemical components may be measured using ICP-AES (Inductively Coupled Plasma-Atomic Emission Spectrometry). Specifically, a test piece is taken from the center of the thickness direction of the sample, and the chemical composition of the grain-oriented electrical steel sheet 1 is measured by a Shimadzu Corporation ICPS-8100 or similar (measuring device) under conditions based on a previously prepared calibration curve.
- the C and S contents which are difficult to measure using ICP-AES, may be measured using the combustion-infrared absorption method.
- the N content may be measured using the inert gas fusion-thermal conductivity method.
- the forsterite coating and/or the insulating coating may be removed from the grain-oriented electrical steel sheet 1 before the chemical composition of the grain-oriented electrical steel sheet 1 (i.e., the chemical composition of the base steel sheet) is analyzed.
- the insulating coating can be removed, for example, by immersing the sample in a sodium hydroxide solution, followed by dilute sulfuric acid and nitric acid.
- the conditions, such as the temperature and concentration of the sodium hydroxide, dilute sulfuric acid, and nitric acid solutions, and the immersion time, are appropriately adjusted so that the base iron of the sample does not dissolve excessively.
- An example of the conditions for removing the insulating coating is as follows. First, the sample is immersed in a 20% sodium hydroxide solution at 80°C for 15 minutes. The sample is then dried. Then, the sample is immersed in a 10% dilute sulfuric acid solution at 80°C for 4 minutes. Then, sludge attached to the surface of the sample is removed with a rag or the like. Furthermore, the sample is immersed in a 10% nitric acid solution at room temperature for about 10 seconds while stirring. The forsterite film can be removed, for example, by immersing the sample in sulfuric acid and then immersing it in nitric acid.
- the conditions such as the temperature and concentration of the sulfuric acid and nitric acid, and the immersion time, are appropriately adjusted so that the base iron of the sample does not dissolve excessively.
- An example of the conditions for removing the forsterite film is as follows. First, the sample is immersed in 10% sulfuric acid at 80°C for 3 minutes. Then, the surface of the sample is washed with water using a rag or the like to remove sludge adhering to the surface. Then, the sample is dried. Furthermore, the sample is immersed in 10% nitric acid at room temperature for about 5 seconds while stirring.
- the thickness of the grain-oriented electrical steel sheet 1 is not limited, but is preferably, for example, 0.15 mm to 0.30 mm. By making the thickness 0.30 mm or less, classical eddy current loss can be suppressed and iron loss can be further improved. On the other hand, by making the thickness 0.15 mm or more, rolling efficiency can be improved, and productivity can be improved.
- the multiple magnetic domain control processing lines 11 provided on the surface of the grain-oriented electromagnetic steel sheet 1 have the function of subdividing the 180° magnetic domains. Subdividing the magnetic domains can reduce the iron loss of the grain-oriented electromagnetic steel sheet 1.
- a magnetic domain is a collection of magnetic dipoles present inside a ferromagnetic material, and is a small region in which the magnetic moment is aligned in one direction.
- a 180° magnetic domain is a magnetic domain whose magnetization direction is the ⁇ 100> orientation of the crystal and is sandwiched between two 180° magnetic domain walls that are approximately parallel to the rolling direction RD.
- the distance between adjacent magnetic domain walls of the 180° magnetic domain is referred to as the width of the 180° magnetic domain.
- the width of the 180° magnetic domain will be simply referred to as the "magnetic domain width".
- the extension direction of the magnetic domain control processing line 11 is not particularly limited as long as it is a direction that intersects with the rolling direction (not parallel to the rolling direction).
- the magnetic domain control processing line 11 may be approximately perpendicular to the rolling direction RD (approximately parallel to the rolling-perpendicular direction TD). That is, the angle between the magnetic domain control processing line 11 and the rolling-perpendicular direction TD may be substantially 0°.
- the angle between the magnetic domain control processing line 11 and the rolling-perpendicular direction TD may be greater than 0°.
- the angle between the magnetic domain control processing line 11 and the rolling-perpendicular direction TD may be any value within the range of 0 to 45°.
- the angle between the magnetic domain control processing line 11 and the rolling-perpendicular direction TD may be 1° or more, 3° or more, or 5° or more.
- the angle between the magnetic domain control processing line 11 and the direction perpendicular to the rolling direction TD may be 40° or less, 35° or less, or 30° or less.
- the angles between all the magnetic domain control processing lines 11 and the rolling-perpendicular direction TD may be the same. That is, all the magnetic domain control processing lines 11 may extend parallel to each other.
- the angles between the magnetic domain control processing lines 11 and the rolling-perpendicular direction TD may vary. That is, some or all of the multiple magnetic domain control processing lines 11 may extend non-parallel to each other.
- the average value of the angle between the magnetic domain control processing lines 11 and the rolling-perpendicular direction TD may be 1° or more, 3° or more, or 5° or more.
- the average value of the angle between the magnetic domain control processing lines 11 and the rolling-perpendicular direction TD may be 40° or less, 35° or less, or 30° or less.
- the average angle can be calculated by measuring the angle that one magnetic domain control processing line makes with the rolling perpendicular direction TD at multiple positions, or by measuring the angles that multiple magnetic domain control processing lines make with the rolling perpendicular direction TD at one point or multiple positions and calculating the average value. Furthermore, if dmax (the maximum distance in the rolling direction between adjacent intersections among the intersections of the virtual line and the multiple magnetic domain control process lines) exceeds 20 mm, the magnetic domain control process lines 11 do not have to be interrupted in the middle as shown in FIG.
- the magnetic domain control process lines 11 may include curved portions as shown in FIG. 1C (i.e., they do not have to be composed of only straight lines).
- the type of the magnetic domain control processing line 11 is not particularly limited as long as it is a tensile stress introduction line into which a tensile stress of 40 MPa or more has been introduced, but a suitable example is thermal strain.
- Thermal strain can be formed by using means such as laser irradiation, electron beam irradiation, or ion implantation. The larger the tensile stress, the greater the effect of improving iron loss. On the other hand, the smaller the tensile stress, the more the noise characteristics are improved.
- the tensile stress can be appropriately selected according to the characteristics required for the grain-oriented electrical steel sheet 1.
- the magnitude of the tensile stress is 40 MPa or more in any direction in at least a part of the magnetic domain control processing line 11, preferably 60 MPa or more, more preferably 80 MPa or more.
- the tensile stress in at least one direction is 40 MPa or more
- the requirement of "tensile stress in any direction is 40 MPa or more”
- the requirement of "multiple magnetic domain control processing lines are tensile stress introduction lines into which tensile stress of 40 MPa or more is introduced” of this embodiment is considered to be satisfied.
- the tensile stress in any direction is preferably 300 MPa or less, 200 MPa or less, 180 MPa or less, or 150 MPa or less.
- the tensile stress in any direction in the magnetic domain control processing line 11 may be uniform or may vary.
- the magnitude of the tensile stress introduced by thermal strain is measured by the EBSD Wilkinson method and a Cross Court manufactured by BLG Vantage.
- the EBSD Wilkinson method is described in detail in A. J. Wilkinson, et al. "High-resolution elastic strain measurement from electron backscatter diffraction patterns: New levels of sensitivity", Ultramicroscopy Vol. 106, No. 4-5, March 2006, pp. 307-313.
- the magnetic domain control processing line 11 is specified by the above-mentioned procedure.
- the grain-oriented electrical steel sheet 1 is cut through the magnetic domain control processing line 11 and perpendicular to the magnetic domain control processing line 11.
- This cut surface is used as the measurement surface.
- the cross section of the magnetic domain control processing line 11 included in the measurement surface is analyzed using the EBSD Wilkinson method and Cross Court manufactured by BLG Vantage, and tensile stress components in any direction are extracted and their magnitude is measured. For example, tensile stress components in the normal direction ND of the rolling surface, the direction parallel to the magnetic domain control processing line 11, and the direction perpendicular to the normal direction ND of the rolling surface and the magnetic domain control processing line 11 can be extracted.
- the number of measurement points is, for example, 10.
- the maximum value of the tensile stress in any direction in the multiple magnetic domain control processing lines of the grain-oriented electrical steel sheet 1 is determined to be 40 MPa or more. Therefore, if the purpose is to determine whether the maximum value of the tensile stress is 40 MPa or more, the measurement of the tensile stress may be stopped at the time when a measurement point where the tensile stress in any direction is 40 MPa or more is found. However, when ⁇ (TS m ) 2 , TS m ( ⁇ 2) , or TS m ( ⁇ 2) described later is to be obtained, the measurement is not stopped and the tensile stress at each measurement point is obtained.
- the location of the thermal distortion can be identified by photographing a magnetic domain image using an image acquisition device 30 configured as shown in FIG. 4, for example, and observing the photographed magnetic domain image.
- photographing the magnetic domain image is photographed while applying a DC magnetic field along the normal direction ND of the rolled surface of the grain-oriented electromagnetic steel sheet 1, as necessary.
- the magnetic domain control processing lines 11 provided on the surface of the grain-oriented electrical steel sheet 1 have the function of subdividing the 180° magnetic domains. Furthermore, the smaller the interval between the magnetic domain control processing lines, the greater the effect of improving iron loss. Therefore, in general magnetic domain control processing, the magnetic domain control processing lines are formed so that the interval between each line does not exceed 20 mm.
- a square evaluation area with one side 50 mm long and parallel to the rolling direction RD is set on the surface, and virtual lines VL with a length of 50 mm are set inside the evaluation area at intervals of 5 mm in a direction perpendicular to the rolling direction.
- the maximum distance between adjacent intersections in the rolling direction RD exceeds 20 mm. That is, in at least a part of the rolling direction, the distance between the magnetic domain control processing lines exceeds 20 mm.
- FIG. 1A shows a state in which only one virtual line VL is drawn as an example.
- a required number of other virtual lines can be set parallel to the virtual line VL in FIG. 1A.
- at the imaginary line VL whose maximum interval in the rolling direction RD exceeds 20 mm at least one of the following requirements is satisfied.
- the average magnetic domain width measured along the imaginary line VL is 600 ⁇ m or less.
- the maximum value of the magnetic domain width measured along the imaginary line VL is 1200 ⁇ m or less.
- the above-mentioned requirements (1) and (2) may both be satisfied, that is, the average value of the magnetic domain width measured along the imaginary line VL may be 600 ⁇ m or less, and the maximum value may be 1200 ⁇ m or less.
- the magnetic domain control treatment is effective for reducing the iron loss of grain-oriented electrical steel sheet, it also deteriorates the noise characteristics of the grain-oriented electrical steel sheet, so that the deterioration of the noise characteristics can be suppressed by reducing the density of the magnetic domain control treatment lines. In other words, both noise reduction and iron loss reduction can be achieved in a well-balanced manner.
- the maximum distance between intersections exceeding 20 mm means that there are regions in the steel sheet where the distance between magnetic domain control treatment lines in the rolling direction exceeds 20 mm, which is preferable from the standpoint of low noise.
- the inventors further investigated and analyzed the changes in the magnetic domains of grain-oriented electrical steel sheets before and after magnetic domain control, revealing that there are areas where the magnetic domain width is narrowed by magnetic domain control and areas where it is barely narrowed. In other words, they found that the magnetic domain refinement effect when magnetic domain control processing is performed differs depending on the magnetic domain width before magnetic domain control. More specifically, they found that in areas where the magnetic domain width is narrow, the magnetic domain refinement effect of magnetic domain control processing is less likely to be seen.
- Magnetic domain control treatment in regions with wide magnetic domain widths can reduce iron loss. Since magnetic domain control treatment lines formed in regions with narrow magnetic domain widths are thought to cause deterioration of noise characteristics due to closure domains, minimizing magnetic domain control treatment in regions with narrow magnetic domain widths can prevent deterioration of noise characteristics. Therefore, in order to obtain the effect of reducing iron loss while minimizing the deterioration of noise characteristics, the magnetic domain control process is mainly performed on the wide magnetic domain regions where the magnetic domain refinement effect is large.
- the magnetic domain control process it is preferable to perform the magnetic domain control process only on the wide magnetic domain regions, but it is acceptable to perform the magnetic domain control process on the narrow magnetic domain regions because the deterioration of noise characteristics is small if the proportion is small. It is also preferable to perform the magnetic domain control process on all the wide magnetic domain regions, but it is also acceptable to include regions where the magnetic domain control process is not performed as long as the iron loss reduction effect is sufficient.
- the magnetic domain width was approximately the same before and after the magnetic domain control treatment.
- the effect of magnetic domain refinement by magnetic domain control is hardly obtained in regions where the magnetic domain width is about 500 ⁇ m or less. Therefore, in the grain-oriented electrical steel sheet according to this embodiment, when the density of the magnetic domain control treatment line is reduced while the effect of reducing iron loss is sufficiently obtained, magnetic domain control is not intentionally performed in such regions where the magnetic domain width is 500 ⁇ m or less, and magnetic domain control treatment lines are mainly formed in regions where the magnetic domain width is more than 500 ⁇ m.
- the magnetic domain width measured along the virtual line is an average value of 600 ⁇ m or less, or a maximum value of 1200 ⁇ m or less. That is, in a grain-oriented electrical steel sheet 1 that satisfies at least one of requirements (1) and (2), the magnetic domain width is small across the entire imaginary line VL. Therefore, it is possible to achieve a good balance between low noise and low iron loss.
- the maximum distance between adjacent intersections VP in the rolling direction exceeds 20 mm, and that at least one of the following requirements is satisfied: (1) The average value of the magnetic domain width measured along each imaginary line VL is 600 ⁇ m or less. (2) The maximum value of the magnetic domain width measured along each imaginary line VL is 1200 ⁇ m or less.
- the above-mentioned requirements (1) and (2) may both be satisfied, that is, the average value of the magnetic domain width measured along the imaginary line VL may be 600 ⁇ m or less, and the maximum value may be 1200 ⁇ m or less.
- the existence of an area in which the maximum distance between intersections of multiple virtual lines exceeds 20 mm means that there are areas in which the distance between magnetic domain control treatment lines in the rolling direction exceeds 20 mm at multiple positions on the steel sheet, which is more preferable from the standpoint of low noise.
- the average value of the magnetic domain width is 500 ⁇ m or less, 450 ⁇ m or less, 400 ⁇ m or less, 380 ⁇ m or less, 350 ⁇ m or less, or 300 ⁇ m or less. It is more preferable that the maximum value of the magnetic domain width is 1000 ⁇ m or less, 800 ⁇ m or less, 600 ⁇ m or less, 500 ⁇ m or less, 450 ⁇ m or less, or 400 ⁇ m or less.
- the distance in the rolling direction between the intersections of the imaginary line and the multiple magnetic domain control treatment lines, and the average and maximum values of the magnetic domain widths measured along the imaginary line are determined by the following method. For example, a rectangular sample with both sides measuring 100 mm (or 100 mm or more) can be cut out from the grain-oriented electrical steel sheet 1 and used for measurement.
- the grain-oriented electrical steel sheet 1 is a coil
- the sample may be taken from any location of the coil.
- the grain-oriented electrical steel sheet 1 is a component incorporated in an electrical product such as a transformer or a motor
- the sample may be taken from any location of the component.
- the length of one side of the sample may be less than 100 mm, provided that the length of one side is 50 mm or more.
- a magnetic domain image of this sample is acquired by an image acquisition device that includes a light source unit, a magneto-optical sensor (MO sensor), an image sensor, and a signal processing unit.
- a square evaluation area is set with one side 50 mm long and parallel to the rolling direction, and further, within the evaluation area, virtual lines VL parallel to the rolling direction and 50 mm long are set at 5 mm intervals in a direction perpendicular to the rolling direction.
- the intervals between the intersections of the virtual line VL and the multiple magnetic domain control processing lines 11 are measured, and the maximum value is taken as the maximum interval in the rolling direction between adjacent intersections.
- the average and maximum values of the magnetic domain widths measured along the virtual lines are set by multiple sub-virtual lines that are perpendicular to the direction perpendicular to the sheet surface (thickness direction) and perpendicular to the virtual line VL.
- the length of the sub-virtual lines is 5 mm, and they are set at intervals of 2 mm in the rolling direction.
- the sub-virtual lines are set so as to intersect with the virtual line VL at their centers.
- the number of magnetic domains contained in each sub-virtual line is measured, and the value obtained by dividing the length of the sub-virtual line by the number of magnetic domains contained in the sub-virtual line is regarded as the magnetic domain width on the sub-virtual line.
- the average value of the magnetic domain widths on the sub-virtual lines is regarded as the average value of the magnetic domain widths measured along the virtual lines, and the maximum value of the magnetic domain widths on the sub-virtual lines is regarded as the maximum magnetic domain width measured along the virtual line. That is, in this embodiment, "along the virtual line VL" means that the centers of the sub virtual lines are located at equal intervals on the virtual line. The location where the evaluation area and the virtual line VL are set is not limited.
- the evaluation area and the virtual line VL may be set at any location where the virtual line VL can be set so that the maximum value of the distance between adjacent intersections in the rolling direction is within the range of the present disclosure among the multiple intersections VP.
- the virtual line VL may be set so as to pass through an area where the magnetic domain control processing line 11 is not provided.
- a location where the virtual line VL can be set so that the maximum value of the distance between adjacent intersections is within the range of the present disclosure cannot be found it is presumed that the requirements of the present disclosure are not met.
- the magnetic domain image is outputted via a cable or wireless communication to an analysis device, which is a computer device such as a personal computer (PC) equipped with a calculation unit, a memory, a display unit, an input unit, and a communication I/F.
- the calculation unit analyzes the magnetic domain structure from the magnetic domain image using a line segment method.
- Fig. 3C is a magnetic domain image acquired by CMOS-MagView manufactured by Matesy GmbH.
- Fig. 3D is a schematic diagram of Fig. 3C for explaining the measurement.
- evaluation is performed by drawing line segments Ls perpendicular to the magnetic domains. The line segments are spaced so that there are three lines per cm in the rolling direction RD.
- the magnetic domain width is derived based on the distance w between the intersections Ip of the 180° magnetic domain wall and the line segments Ls. However, if there are closure domains 301 or noise 302, these are not counted as magnetic domain walls. In addition, when calculating the average magnetic domain width, the average distance is calculated from the length of each line segment Ls and the number of intersections Ip.
- the maximum value of the tensile stress introduced into the thermal strain which is an index of the strength of the magnetic domain control, in the magnetic domain control treatment wire is non-uniform for each measurement point of the tensile stress.
- the greater the strength of the magnetic domain control the greater the effect of magnetic domain refinement, but the greater the strength of the magnetic domain control, the greater the tendency for hysteresis loss to increase and noise characteristics to deteriorate.
- the magnetic domain control saturation strength is not uniform in grain-oriented electrical steel sheets. Therefore, it is preferable to make the magnetic domain control strength non-uniform depending on the magnetic domain control saturation strength.
- the magnetic domain control saturation strength is the magnetic domain control strength at which the effect of the magnetic domain subdivision process is substantially saturated.
- the magnetic domain control strength is equal to or less than the magnetic domain control saturation strength, the greater the magnetic domain control strength, the greater the reduction in iron loss.
- the magnetic domain control strength exceeds the magnetic domain control saturation strength, the effect of reducing iron loss is hardly improved even if the magnetic domain control strength is increased.
- the magnetic domain control strength exceeds the magnetic domain control saturation strength, the greater the magnetic domain control strength, the greater the hysteresis loss and the worse the noise characteristics become. Therefore, it is highly preferable that the magnetic domain control strength be within a range that does not exceed the magnetic domain control saturation strength.
- each of the multiple intersections between the virtual line and multiple magnetic domain control processing lines is defined as a magnetic domain subdivision point, and when the maximum value of the tensile stress in unit MPa introduced into the thermal strain measured at each of the magnetic domain subdivision points is defined as TS m and the variance of the TS m is defined as ⁇ (TS m ) 2 , the relationship ⁇ (TS m ) 2 > 5.0 is satisfied.
- the "maximum value of tensile stress introduced into thermal strain” is the maximum value of tensile stress measured at any one measurement cross section.
- the tensile stress varies in one measurement cross section, and therefore, one "maximum value of tensile stress introduced into thermal strain” is identified for one measurement cross section.
- the thermal strain 541 has a certain degree of spread in the cross section.
- the tensile stress is greatest at the site directly irradiated with the laser, and is small at sites away from that site. In other words, the measured value of tensile stress differs for each measurement site in the cross section. According to the tensile stress measurement method described below, the distribution and maximum value of tensile stress in the cross section can be derived.
- the maximum value of the tensile stress introduced into the thermal distortion 541 is a constant value throughout the entire magnetic domain control processing line 11.
- the maximum value of the tensile stress introduced into the thermal distortion in the magnetic domain control processing line is non-uniform for each measurement point of the tensile stress.
- the maximum value of the tensile stress introduced into the thermal distortion may be simply referred to as "tensile stress”.
- the magnetic domain control saturation strength has a strong correlation with the ⁇ angle.
- the ⁇ angle is the deviation angle from the Goss orientation of the crystal grains around the axis perpendicular to the rolling direction (TD). Where the ⁇ angle is small, the magnetic domain control saturation strength is large.
- an optimal magnetic domain control strength depending on the magnetic domain width or ⁇ angle For example, it is preferable to perform a magnetic domain subdivision process with a high magnetic domain control strength in a location where the magnetic domain width is large and the ⁇ angle is small, and to perform a magnetic domain subdivision process with a low magnetic domain control strength in a location where the magnetic domain width is small and the ⁇ angle is large. Also, as described above, the magnetic domain subdivision process is not performed in areas where the original magnetic domain width is narrow.
- TSm ( ⁇ 2) the arithmetic mean value of the maximum value of the tensile stress in unit MPa introduced by thermal distortion measured at each of the magnetic domain subdivision points having a ⁇ angle of less than 2°
- TSm ( ⁇ 2) the arithmetic mean value of the maximum value of the tensile stress in unit MPa introduced by thermal distortion measured at each of the magnetic domain subdivision points having a ⁇ angle of 2° or more
- TSm ( ⁇ 2) it is preferable to satisfy TSm ( ⁇ 2) >TSm ( ⁇ 2) .
- the iron loss of the grain-oriented electrical steel sheet after the magnetic domain control is further reduced, while the increase in hysteresis loss and the deterioration of noise characteristics of the grain-oriented electrical steel sheet after the magnetic domain control are further suppressed.
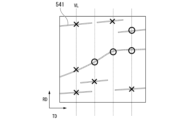
- Fig. 10 An example of a method for measuring TS m and ⁇ (TS m ) 2 will be described with reference to Fig. 10.
- the dashed lines in Fig. 10 are multiple imaginary lines VL set at 5 mm intervals in parallel along the rolling direction RD of the grain-oriented electrical steel sheet.
- the x and O marks in Fig. 10 are intersections between the imaginary lines VL and thermal strain 541, which is the magnetic domain control processing line. Note that the ⁇ angle at the location marked with the x mark is 2° or more, and the ⁇ angle at the location marked with the O mark is less than 2°. However, it is not necessary to take the ⁇ angle at the intersection into consideration when calculating ⁇ (TS m ) 2 .
- the rolling direction RD of the grain-oriented electrical steel sheet is identified.
- the rolling direction RD can be identified by the method described below.
- imaginary lines VL are set parallel to the rolling direction RD of the grain-oriented electrical steel sheet at intervals of 5 mm.
- the intersections of the imaginary lines VL and the thermal distortion 541, which is the magnetic domain control processing line, are identified. If the thermal distortion 541 cannot be seen with the naked eye, the thermal distortion 541 is identified based on the magnetic domain image.
- the shape of the sample is preferably a rectangle whose size along the rolling direction RD is 100 mm or more and whose size along the direction perpendicular to the rolling TD is 100 mm or more. One side of the rectangle is preferably parallel to the rolling direction RD.
- TS m is measured at all intersections in the measurement area, and the variance ⁇ (TS m ) 2 of TS m is calculated.
- the tensile stress TS m introduced in the thermal strain is measured by the EBSD Wilkinson method and a Cross Court manufactured by BLG Vantage.
- the EBSD Wilkinson method is described in A. J. Wilkinson, et al., "High-resolution elastic strain measurement from electron backscatter diffraction patterns: New levels of sensitivity," Ultramicroscopy Vol. 106, No. 4-5, March 2006, pp. 307-313.
- the thermal strain 541 which is the magnetic domain control processing line
- the grain-oriented electrical steel sheet 1 is cut through the magnetic domain control processing line and perpendicular to the magnetic domain control processing line. This cut surface is used as the measurement surface.
- the cross section of the magnetic domain control processing line included in the measurement surface is analyzed by the EBSD Wilkinson method and the Cross Court manufactured by BLG Vantage, and the tensile stress component in any direction is extracted and its magnitude is measured.
- the tensile stress components in the normal direction of the rolling surface, the direction parallel to the magnetic domain control processing line, and the direction perpendicular to the normal direction of the rolling surface and the magnetic domain control processing line can be extracted.
- the variance ⁇ (TS M ) 2 of the maximum tensile stress value TS M identified at each of the multiple measurement points is derived in accordance with the method for deriving population variance described in paragraph 2.36 of JIS Z 8101-1:2015 “Statistics - Terminology and symbols - Part 1: General statistical terminology and terminology used in probability.”
- TS m ( ⁇ 2) and TS m ( ⁇ 2) are measured by the following method.
- the measurement of the ⁇ angles in grain-oriented electrical steel sheets is performed by the side reflection Laue method.
- the side reflection Laue method is widely known as a method for measuring crystal orientation.
- the maximum tensile stress TSm is identified at each of all intersections where the ⁇ angle is 2° or more, and the arithmetic mean of these values is calculated. This value is regarded as TSm ( ⁇ 2) .
- the maximum tensile stress TSm is identified at each of all intersections where the ⁇ angle is less than 2°, and the arithmetic mean value of these values is calculated. This value is regarded as TSm ( ⁇ 2) .
- the method for measuring the maximum tensile stress TSm introduced into the thermal strain 541 at the intersections is as described above.
- the interval along the rolling direction RD between adjacent magnetic domain control processing lines 11 is not particularly limited.
- the smaller the interval the greater the effect of improving iron loss.
- the larger the interval the more the noise characteristics are improved.
- the interval can be appropriately selected according to the characteristics required for the grain-oriented electrical steel sheet 1.
- the interval along the rolling direction RD between adjacent magnetic domain control processing lines 11 along the rolling direction RD may be 1.0 mm or more, 2.0 mm or more, 3.0 mm or more, or 5.0 mm or more.
- the interval along the rolling direction RD between adjacent magnetic domain control processing lines 11 along the rolling direction RD may be 10.0 mm or less, 9.0 mm or less, 8.0 mm or less, or 7.0 mm or less.
- the interval between adjacent magnetic domain control processing lines 11 along the rolling direction RD may be constant or may vary (fluctuate). When it varies, for example, the average value of the interval P between adjacent magnetic domain control processing lines 11 along the rolling direction RD may be 1.0 mm or more, 2.0 mm or more, 3.0 mm or more, or 5.0 mm or more. The average value of the interval between adjacent magnetic domain control processing lines 11 along the rolling direction RD may be 10.0 mm or less, 9.0 mm or less, 8.0 mm or less, or 7.0 mm or less. The interval may be measured by drawing one or more straight lines L along the rolling direction RD and measuring the distance between two adjacent points LP at the intersection LP of the straight line L and the magnetic domain control processing line.
- the distance between two adjacent points LP may be measured multiple times and averaged.
- the spacing between VPs varies on the virtual line VL, which is the measurement position of the magnetic domain width. That is, even if the average spacing between the magnetic domain control process lines 11 is within the above range, the virtual line VL, which is the measurement position of the magnetic domain width, passes through an area where the magnetic domain control process lines 11 are not provided, and therefore the maximum spacing in the rolling direction between the intersections of the virtual line VL and the magnetic domain control process lines 11 exceeds 20 mm.
- the angle between the magnetic domain control processing line 11 and the rolling perpendicular direction TD can be measured using a known angle measuring means after the magnetic domain control processing line 11 and the rolling perpendicular direction TD are identified using the procedures described above and below.
- the interval of the magnetic domain control processing lines 11 along the rolling direction RD can be measured using a known length measuring means after the magnetic domain control processing lines 11 and the rolling direction RD are specified by the procedures described above and below.
- the interval of the magnetic domain control processing lines 11 along the rolling direction RD is the distance from the center of the width of the magnetic domain control processing line in the rolling direction RD to the center of the width of the adjacent magnetic domain control processing line in the rolling direction RD.
- the rolling direction RD and the direction perpendicular to the rolling direction (sheet width direction) TD of the grain-oriented electrical steel sheet 1 are specified by the means described below.
- the width direction of the coil is regarded as the direction transverse to rolling TD.
- the direction perpendicular to the direction transverse to rolling TD and the normal direction ND of the rolling surface is regarded as the rolling direction RD.
- the rolling direction RD and the direction perpendicular to the rolling direction TD are identified from the rolling scratches on the surface of the grain-oriented electrical steel sheet 1.
- the direction in which the rolling scratches extend is regarded as the rolling direction RD.
- the direction perpendicular to the rolling direction RD and the normal direction ND to the rolling surface is regarded as the direction perpendicular to the rolling direction RD and the normal direction ND to the rolling surface is regarded as the direction perpendicular to the rolling direction TD.
- the rolling direction RD and the direction perpendicular to the rolling direction TD are identified from the crystal orientation of the grain-oriented electrical steel sheet 1. Specifically, the crystal orientation of the grain-oriented electrical steel sheet 1 to be evaluated is measured at multiple points.
- the direction in which the angle between the crystal orientation at the measurement point and the rolling surface normal direction ND (sheet thickness direction) is closest to a right angle and the deviation angle from the easy axis of magnetization ⁇ 001> is the smallest is regarded as the rolling direction RD
- the direction perpendicular to the rolling direction RD and the rolling surface normal direction ND is regarded as the rolling direction perpendicular to the rolling direction RD and the rolling surface normal direction ND.
- the grain-oriented electrical steel sheet 1 may have a forsterite coating on its surface (i.e., the grain-oriented electrical steel sheet may consist of a base steel sheet and a forsterite coating formed on the surface of the base steel sheet).
- the grain-oriented electrical steel sheet 1 may also have an insulating coating on the surface of the base steel sheet or on the surface of the forsterite coating (i.e., the grain-oriented electrical steel sheet may consist of a base steel sheet, a forsterite coating formed on the surface of the base steel sheet, and an insulating coating formed on the surface of the forsterite coating, or may consist of a base steel sheet and an insulating coating formed on the surface of the base steel sheet).
- the forsterite coating and the insulating coating may be formed on one side or both sides of the grain-oriented electrical steel sheet 1.
- the forsterite coating is, for example, an inorganic coating mainly composed of magnesium silicate.
- the forsterite coating is formed, for example, in the final annealing, by a reaction between an annealing separator containing magnesia (MgO) applied to the surface of the base steel sheet and the components of the surface of the base steel sheet.
- MgO magnesia
- the forsterite coating has, for example, a composition derived from the components of the annealing separator and the base steel sheet (more specifically, a composition mainly composed of Mg 2 SiO 4 ).
- an annealing separator mainly composed of Al 2 O 3 is used in the final annealing, the forsterite coating may not be formed.
- the insulating coating has the function of imparting electrical insulation and tension to the oriented electromagnetic steel sheet 1. By imparting tension to the oriented electromagnetic steel sheet 1 and facilitating magnetic domain wall movement in the oriented electromagnetic steel sheet 1, the iron loss of the oriented electromagnetic steel sheet 1 can be reduced. Furthermore, the insulating coating can provide the oriented electromagnetic steel sheet 1 with various properties such as corrosion resistance, heat resistance, and slipperiness.
- the insulating coating may be a known coating formed, for example, by applying a coating solution mainly composed of phosphate and colloidal silica to the surface of the forsterite coating and baking it.
- the grain-oriented electrical steel sheet according to the present embodiment can obtain the above-mentioned effects regardless of the manufacturing method, however, the following method is preferable because it can be stably manufactured. That is, the grain-oriented electrical steel sheet according to this embodiment can be manufactured by a manufacturing method including the following steps (I) to (III). When the distribution of the magnetic domain width is clear, such as when the distribution of the magnetic domain width is estimated by a method other than image acquisition, steps (I) and (II) may be omitted. (I) A magnetic domain image acquisition step of acquiring a magnetic domain image of a grain-oriented electromagnetic steel sheet.
- the grain-oriented electromagnetic steel sheet (original sheet) to be subjected to the magnetic domain image acquisition step, or to the magnetic domain control treatment line forming step if the magnetic domain image acquisition step or the region identification step are not performed may be a known grain-oriented electromagnetic steel sheet.
- the original plate has a chemical composition, in mass %, of Si: 2.50 to 7.00%, Mn: 0 to 1.00%, C: 0 to 0.085%, acid-soluble Al: 0 to 0.065%, N: 0 to 0.012%, Cr: 0 to 0.300%, Cu: 0 to 0.400%, P: 0 to 0.500%, Sn: 0 to 0.300%, Sb: 0 to 0.300%.
- the balance of the chemical composition includes Fe and impurities.
- the grain-oriented electrical steel sheet used as the base sheet may have a forsterite coating formed on the surface.
- Magnetic domain image acquisition process (Area specification process)
- a magnetic domain image of the surface of the grain-oriented electrical steel sheet is acquired prior to the magnetic domain control treatment line formation step.
- region identification step a region in the grain-oriented electrical steel sheet where the magnetic domain width exceeds 500 ⁇ m is identified based on the magnetic domain image acquired in the magnetic domain image acquisition step.
- the effect of magnetic domain refinement is small in regions with small magnetic domain widths, and it is believed that the effect of magnetic domain refinement by magnetic domain control is almost impossible in regions with magnetic domain widths of approximately 500 ⁇ m or less. Therefore, it is preferable not to perform magnetic domain control in these regions.
- magnetic domain control processing is mainly performed in areas where the magnetic domain width exceeds 500 ⁇ m, thereby reducing the magnetic domain control processing lines and reducing iron loss while suppressing deterioration of noise characteristics.
- Magnetic domain control processing line forming process Magnetic domain control processing lines are formed mainly in the regions having a magnetic domain width of more than 500 ⁇ m, which are identified in the region identifying step, to form a plurality of magnetic domain control processing lines extending in a direction intersecting the rolling direction on the surface of the grain-oriented electrical steel sheet. At this time, the magnetic domain control processing lines are formed so that there are regions in which the intervals in the rolling direction exceed 20 mm.
- magnetic domain control processing lines are formed in a direction intersecting the rolling direction at a position that is moved more than 20 mm in the rolling direction from adjacent magnetic domain control processing lines, or, as shown in FIG. 1A, when forming magnetic domain control processing lines in a direction intersecting the rolling direction, even if the starting point is within a range of 20 mm in the rolling direction from an adjacent magnetic domain control processing line, by not forming a magnetic domain control processing line in a part of the range, magnetic domain control processing lines are formed so that at a certain position, the distance between adjacent intersections exceeds 20 mm in the rolling direction.
- the magnetic domain control strength is determined according to the magnetic domain width and ⁇ angle of the grain-oriented electrical steel sheet before the magnetic domain refinement process.
- the magnetic domain control strength is the amount of thermal distortion. In this case, the maximum value of the tensile stress introduced into the thermal distortion in the magnetic domain control process line becomes non-uniform for each measurement point of the tensile stress.
- the magnetic domain control saturation strength is not uniform in grain-oriented electrical steel sheets.
- the magnetic domain control saturation strength is the magnetic domain control strength at which the effect of the magnetic domain subdivision process becomes saturated.
- the magnetic domain control strength is equal to or less than the magnetic domain control saturation strength, the greater the magnetic domain control strength, the greater the reduction in iron loss.
- increasing the magnetic domain control strength does not improve the effect of reducing iron loss.
- the magnetic domain control strength exceeds the magnetic domain control saturation strength, the greater the magnetic domain control strength, the greater the hysteresis loss and the worse the noise characteristics become. Therefore, it is highly preferable to set the magnetic domain control strength within a range that does not exceed the magnetic domain control saturation strength.
- the magnetic domain refinement process it is preferable to perform a magnetic domain refinement process with a high magnetic domain control strength in areas where the magnetic domain width is large and the ⁇ angle is small, and to perform a magnetic domain refinement process with a low magnetic domain control strength in areas where the magnetic domain width is small and the ⁇ angle is large.
- the effect of magnetic domain control is not obtained, so the magnetic domain control saturation strength is 0.
- the effect of magnetic domain control is obtained. For example, when the ⁇ angle is 2° or less, it is estimated that the effect of magnetic domain control is obtained.
- the magnetic domain control saturation strength is approximately constant.
- FIG. 12 shows a graph that illustrates a method for determining the magnetic domain control strength based on the ⁇ angle.
- the vertical axis of FIG. 12 is the magnetic domain control strength, and the horizontal axis is the magnitude of the ⁇ angle.
- the solid line graph in FIG. 12 is the magnetic domain control saturation strength. In regions where the ⁇ angle is large, the effect of magnetic domain control cannot be obtained, so the magnetic domain control saturation strength is 0. In regions where the ⁇ angle is below a predetermined value, the effect of magnetic domain control can be obtained. For example, when the ⁇ angle is 2° or less, it is estimated that the effect of magnetic domain control can be obtained. And in regions where the ⁇ angle is below a predetermined value, the larger the ⁇ angle, the greater the magnetic domain control saturation strength becomes. And in regions where the ⁇ angle is even smaller, the magnetic domain control saturation strength is approximately constant.
- the relationship between the magnetic domain width at the location where magnetic domain control is performed and the magnetic domain control strength is on the solid line graph in Figure 11. Or, it is most preferable that the relationship between the ⁇ angle at the location where magnetic domain control is performed and the magnetic domain control strength is on the solid line graph in Figure 12.
- the magnetic domain control saturation strength can be used as a target value for the magnetic domain control strength.
- the magnetic domain control strength is the minimum strength at which the magnetic domain control effect is manifested.
- the magnetic domain control strength is equal to or greater than the minimum magnetic domain control strength.
- the magnetic domain control strength may vary slightly from the magnetic domain control saturation strength, which is the target value.
- the region that is equal to or greater than the magnetic domain control minimum strength and is within a certain range from the graph of the magnetic domain control saturation strength is referred to as the target range of the magnetic domain control strength.
- the magnetic domain control strength and the magnetic domain width of the magnetic domain control target part are preferably within the shaded region surrounded by the dashed line in Fig. 11 and Fig. 12.
- the magnetic domain control strength can be changed by changing the conditions of laser or electron beam irradiation. Specifically, the average irradiation energy density Ua (mJ/ mm2 ) per unit area can be changed by changing the power, irradiation time, irradiation interval, etc. of the laser or electron beam. Even if the above Ua is the same, the thermal strain induced in the steel sheet will be slightly different depending on the combination of the power, irradiation time, irradiation interval, etc. of the laser or electron beam.
- the magnetic domain control processing lines may be formed by irradiation with a laser or electron beam.
- the irradiation conditions may be within the known range.
- the direction in which the magnetic domain control processing lines are formed (the scanning direction in the case of a laser, etc.) and the spacing of the magnetic domain control processing lines in the rolling direction RD may be controlled by a known method so as to fall within the range of the grain-oriented electrical steel sheet according to this embodiment described above.
- the magnetic domain image can be obtained and the area in which the magnetic domain width exceeds 500 ⁇ m can be specified by the following method.
- the magnetic domain image can be acquired, for example, by an image acquisition device.
- the distribution of the widths of the 180° magnetic domains is derived from the magnetic domain image.
- the distribution of the magnetic domain widths in the original sheet can be derived, for example, by using an analysis device.
- a region where the magnetic domain width is equal to or greater than a predetermined value eg, greater than about 500 ⁇ m
- a processing region is determined as a region where magnetic domain control processing should be performed (hereinafter, sometimes simply referred to as a processing region).
- the processing area may be determined by the operator visually observing the magnetic domain image displayed on the display unit of the analysis device.
- FIG. 4 shows an example of the hardware configuration of an image acquisition device 30 that acquires magnetic domain images of the original sheet (grain-oriented electromagnetic steel sheet 1 before magnetic domain control processing).
- the image acquisition device 30 includes a light source unit 31, a magneto-optical sensor (MO sensor 33), an image sensor 35, and a signal processing unit 37.
- the light source unit 31 has a light source consisting of a light emitting diode (LED) and irradiates the MO sensor 33 with light with a uniform polarization plane.
- LED light emitting diode
- the MO sensor 33 is a device that measures the magnetic domain structure of a magnetic material.
- the MO sensor 33 has an observation surface on which the magnetic material sample to be measured is placed. Light irradiated from the light source unit 31 passes through the inside of the MO sensor 33 and is reflected by the reflective layer. The reflected light passes through the inside of the MO sensor 33 again and is output to the outside of the MO sensor 33.
- an original plate which is a magnetic material sample
- This leakage magnetic field rotates the polarization plane of the reflected light.
- the image sensor 35 is a complementary metal-oxide-semiconductor (CMOS) image sensor.
- CMOS complementary metal-oxide-semiconductor
- the image sensor 35 forms an image of the reflected light from the MO sensor 33 on its light receiving surface, photoelectrically converts it, and outputs the analog signal after photoelectric conversion to the signal processing unit 37.
- the distribution of the leakage magnetic field can be obtained, and the magnetic domain structure of the original plate can be clarified.
- the signal processing unit 37 has an amplifier, an AD converter, a digital signal processor (DSP), etc.
- the analog signal output from the image sensor 35 is amplified by the amplifier.
- the analog signal is then converted into a digital signal by the AD converter.
- An image signal is generated by performing a predetermined digital processing on this digital signal using the DSP.
- the image signal generated by the signal processing unit 37 is output to the analysis device 40 (see Figure 5) via a cable or wireless communication.
- FIG. 5 shows the hardware configuration of an analysis device 40 that analyzes the magnetic domain structure of an original sheet.
- the analysis device 40 is a computer device such as a personal computer (PC).
- the analysis device 40 includes a calculation unit 41, a memory 43, a display unit 45, an input unit 47, and a communication I/F 49.
- the calculation unit 41 has a Central Processing Unit (CPU).
- the calculation unit 41 analyzes the magnetic domain structure from the magnetic domain image of the original plate according to a program stored in the memory 43. The calculation unit 41 then determines the processing area where the magnetic domain control processing is applied. The processing executed by the calculation unit 41 will be described in detail later.
- Memory 43 has a Read Only Memory (ROM) and a Random Access Memory (RAM).
- the ROM stores programs executed by the CPU of the calculation unit 41, and data required for the execution of these programs.
- the programs and data stored in the ROM are loaded into the RAM and executed.
- the memory 43 may have a magnetic memory such as a hard disk drive (HDD) or an optical memory such as an optical disk.
- the memory 43 may be detachable from the analysis device 40 and store the programs and data in a computer-readable recording medium.
- the memory 43 may receive the programs executed by the calculation unit 41 from a network via the communication I/F 49.
- the display unit 45 has a display such as a liquid crystal display (LCD), a plasma display, or an organic electroluminescence (EL) display.
- the display unit 45 displays an image based on the image signal output from the image acquisition device 30.
- the display unit 45 also displays the analysis results of the magnetic domain structure by the calculation unit 41.
- the input unit 47 has input devices such as a mouse and a keyboard.
- the communication I/F 49 is an interface for transmitting and receiving data to and from external devices via a network such as a Local Area Network (LAN), a Wide Area Network (WAN), or the Internet.
- LAN Local Area Network
- WAN Wide Area Network
- Internet the Internet
- the calculation unit 41 may be dedicated hardware such as an application-specific integrated circuit (ASIC) or a field programmable gate array (FPGA) specialized for analyzing magnetic domain structures.
- ASIC application-specific integrated circuit
- FPGA field programmable gate array
- Figures 4 and 5 show a case where the image acquisition device 30 and the analysis device 40 are separate devices, a system in which the image acquisition device 30 and the analysis device 40 are integrated may also be adopted.
- known means such as laser irradiation, electron beam irradiation, ion implantation, etc., can be used.
- the following describes the configuration of the laser irradiation device 500 that introduces thermal distortion by laser irradiation.
- FIG. 6 shows the configuration of the laser irradiation device 500.
- the laser irradiation device 500 includes a polygon mirror 501, a light source device 503, a collimator 505, a condenser lens 507, a motor 509, a sensor 511, a control unit 513, and a plate threading device 515.
- the plate threading device 515 threads the original plate in the rolling direction RD.
- Polygon mirror 501 is, for example, in the shape of a regular polygonal prism.
- a number of plane mirrors are provided on each of the multiple side surfaces that make up polygon mirror 501 in the shape of a regular polygonal prism.
- a laser beam LB is incident on the plane mirror of polygon mirror 501 in one direction (horizontal direction) from light source device 503 via collimator 505 and is reflected by the plane mirror.
- the polygon mirror 501 can be rotated around the rotation axis O1 by being driven by a motor 509.
- the angle of incidence of the laser beam LB with respect to the plane mirror changes sequentially according to the rotation angle of the polygon mirror 501. This sequentially changes the reflection direction of the laser beam LB, making it possible to scan the surface of the original plate.
- the symbol P in FIG. 6 represents the distance between adjacent magnetic domain control processing lines 11, i.e., the irradiation pitch of the laser beam LB.
- the focusing lens 507 is provided in the optical path of the laser beam LB reflected from the polygon mirror 501.
- the focusing lens 507 constitutes a focusing optical system with a predetermined focal length.
- the laser beam LB reflected from the polygon mirror 501 is focused on the surface of the original plate via the focusing lens 507, thereby introducing thermal distortion into the surface of the original plate.
- the motor 509 is connected to the polygon mirror 501.
- the motor 509 drives and rotates the polygon mirror 501 under the control of the control unit 513.
- the sensor 511 is connected to the drive shaft of the motor 509.
- the sensor 511 detects the rotation angle of the polygon mirror 501 rotated by the motor 509. Furthermore, the sensor 511 outputs a signal indicating the detected rotation angle (hereinafter referred to as the rotation angle signal) to the control unit 513.
- the control unit 513 is composed of a processor.
- the control unit 513 is connected to the light source device 503, the motor 509, the sensor 511, and the plate threading device 515.
- the control unit 513 receives a speed signal from the plate threading device 515. Furthermore, the control unit 513 outputs a signal to the motor 509 to instruct the motor 509 to rotate the polygon mirror 501.
- the control unit 513 also controls the power of the laser beam LB output by the light source device 503 to be turned on and off based on a stress introduction signal representing the processing area and a rotation angle signal output from the sensor 511.
- the stress introduction signal is input from the analysis device 40 to the laser irradiation device 500.
- the stress introduction signal may also be input to the laser irradiation device 500 by an operator.
- the process for identifying the processing area is performed, for example, by the calculation unit 41 of the analysis device 40.
- the calculation unit 41 derives the distribution of the magnetic domain width of the original sheet, for example, using a line segment method. The calculation unit 41 then determines the areas where the magnetic domain width is equal to or greater than a predetermined value (for example, greater than approximately 500 ⁇ m) as the areas where the magnetic domain control process should be applied preferentially.
- a predetermined value for example, greater than approximately 500 ⁇ m
- evaluation is performed by drawing lines perpendicular to the magnetic domains.
- the lines are spaced so that there are three lines per cm in the direction parallel to the magnetic domains.
- the magnetic domain width is calculated based on the distance between the intersections of the 180° domain walls and the lines.
- Fig. 3A shows an example of the distribution of magnetic domain widths of the grain-oriented electrical steel sheet 1 before magnetic domain control treatment, obtained by further analyzing a magnetic domain image acquired by a CMOS-MagView manufactured by Matesy GmbH with a two-dimensional Fourier transform.
- Fig. 3B shows the distribution of magnetic domain widths after magnetic domain control treatment was performed on the surface of the grain-oriented electrical steel sheet 1 of Fig. 3A, obtained in the same manner as Fig. 3A.
- the magnetic domain control treatment here was performed by irradiating the surface with a continuous wave laser in a direction substantially perpendicular to the rolling direction RD.
- the units of numerical values are ⁇ m.
- ST2DFT short-term two-dimensional Fourier transform
- the image (magnetic domain image) represented by the image signal acquired by the image acquisition device 30 is expressed as a data string of two-dimensional coordinates (k-l coordinates) as x(k, l).
- the magnetic domain image to be analyzed in this embodiment is an image binarized using two types of colors, or an image expressed in three or more gradations (multiple gradations), such as grayscale.
- the calculation unit 41 executes the following processes (A-1), (A-2) and (A-3).
- A-1 Processing for cutting out a plurality of partial regions from a magnetic domain image
- A-2 Processing for performing ST2DFT
- A-3 Processing for deriving the distribution of magnetic domain widths The following describes the processing of A-1 to A-3 in detail.
- (A-1) Processing for Cutting out Multiple Partial Regions from a Magnetic Domain Image In order to cut out multiple partial regions from a magnetic domain image and analyze the frequency structure of each partial region, a rectangular window function Wa(k,l) is used in which the range in the k direction is 0 ⁇ k ⁇ N k -1 and the range in the l direction is 0 ⁇ l ⁇ N l-1 (N k and N l are natural numbers).
- the window function Wa(k,l) a Hamming window, a Hanning window, a Blackman window, etc. can be used.
- N k and N l that define the range of the window function Wa(k, l) are parameters that correspond to the number of pixels in the k direction and the number of pixels in the l direction, respectively, in the partial region.
- ⁇ k and ⁇ l are the spatial resolutions in the k and l directions, respectively, of the magnetic domain image.
- the distribution of magnetic domain widths L(n, m) is derived from the spatial frequency resolution defined in equation (3) and the peak positions of the spots in the partial Fourier image, as shown in equation (4).
- the calculation unit 41 determines the areas where the magnetic domain width is equal to or greater than a predetermined value as the processing areas (i.e., the areas to which the magnetic domain control processing is applied).
- the control unit 513 of the laser irradiation device 500 turns on the power of the laser beam LB for the processing areas, and preferably controls the power of the laser beam LB to be turned off for areas other than the processing areas. This introduces the magnetic domain control processing lines 11 into the processing areas of the original sheet. Furthermore, the introduction of the magnetic domain control processing lines 11 is suppressed in other areas.
- the above-mentioned procedure can also be used to obtain a magnetic domain image of the grain-oriented electromagnetic steel sheet 1 after the magnetic domain control process.
- the magnetic domain control process lines 11 may be unclear.
- the observation conditions may be adjusted so that the magnetic domain control process lines 11 can be clearly seen.
- the magnetic domain control process lines 11 can be made clear by applying a DC magnetic field along the direction perpendicular to the sheet surface (thickness direction) of the grain-oriented electromagnetic steel sheet 1.
- an insulating coating forming step may be performed by a known method after the final annealing.
- the insulating coating forming step may be performed before the magnetic domain control processing line forming step or after the magnetic domain control processing line forming step, as long as it is performed after the final annealing.
- the insulating coating may peel off from the magnetic domain control processing line 11, so it is preferable to perform the insulating coating after the magnetic domain control processing line forming step.
- the insulating coating forming step is performed before the magnetic domain control processing line forming step, it is preferable to form an insulating coating again on the magnetic domain control processing line 11 after the magnetic domain control processing line forming step.
- Example 1 Grain-oriented electrical steel sheets of the same lot with a thickness of 0.23 mm, classified as 23P085 in Table 2 of JIS C 2553:2019 "Grain-oriented electrical steel strip,” were used as the base sheet.
- the base sheet was subjected to magnetic domain control treatment so as to have the magnetic domain control treatment line shapes shown in Table 1.
- the magnetic domain control treatment line shapes A to E and A-2 in the table indicate the following.
- B A linear magnetic domain control processing line was formed across the entire width of the original sheet.
- C Regularly dotted magnetic domain control processing lines were formed.
- D Randomly dotted magnetic domain control processing lines were formed.
- Magnetic domain control treatment lines were formed at intervals of 4 mm only in the region within ⁇ 4 mm in the rolling direction RD from the center of each crystal grain in the rolling direction. The radius of curvature of the steel sheet at the position where the crystal grain was located during final annealing was 250 mm.
- A-2 A linear magnetic domain control processing line including curves was formed in an area where the magnetic domain width exceeded a predetermined value (500 ⁇ m). The regions with a magnetic domain width of more than 500 ⁇ m were identified by the method described above.
- the magnetic domain control processing wire was a wire in which tensile stress was introduced by thermal distortion. The magnetic domain control treatment was performed by laser irradiation.
- the average irradiation energy density Ua (mJ/mm 2 ) was changed from 0.5 to 2.0 mJ/mm 2 , and the irradiation pitch PL (mm) was always 4 mm.
- the magnitude of the tensile stress introduced in each magnetic domain control processing line was measured by the method described above. The tensile stress was measured at 10 points in each magnetic domain control processing line, and the overall maximum value is shown in Table 2.
- the noise and iron loss were evaluated as follows. First, a three-phase transformer core was made by stacking 180 sheets of 0.23 mm-thick grain-oriented electromagnetic steel sheets. The widths of the legs and yoke of the three-phase transformer core were both 150 mm. The external height and width of the three-phase transformer core were both 750 mm. The noise and iron loss of these three-phase transformer cores were measured. The measurement conditions were a frequency of 60 Hz and an excitation magnetic flux density of 1.8 T.
- noise evaluation results (unit: dBA) for the grain-oriented electrical steel sheet. Examples with a noise evaluation result of 50.55 dBA or less were determined to be examples in which low noise had been achieved. Noise evaluation results that were determined to be unsatisfactory are underlined.
- the iron loss was determined by using a power analyzer to measure the voltage and current on the primary and secondary sides when excitation was performed at a frequency of 60 Hz and an excitation magnetic flux density of 1.8 T.
- the determined iron loss is shown in Table 2 as the iron loss evaluation results (units: W/kg) of the grain-oriented electrical steel sheet. Examples with an iron loss evaluation result of 1.360 W/kg or less were determined to be examples in which low iron loss had been achieved. Noise evaluation results that were determined to be unsatisfactory are underlined.
- Example 2 A grain-oriented electrical steel sheet of the same lot having a thickness of 0.23 mm and classified as 23P085 in Table 2 of JIS C 2553:2019 "Grain-oriented electrical steel strip" was used as the base sheet.
- the base sheet was subjected to magnetic domain control treatment so as to have the magnetic domain control treatment line shape shown in Table 3.
- the magnetic domain control treatment line shapes A-3 to A-6 in the table indicate the following.
- A-3 The average irradiation energy density Ua was changed within the range of 0.75 to 1.75 mJ/ mm2 .
- A-4 The average irradiation energy density Ua was changed within the range of 0.5 to 2.0 mJ/ mm2 .
- A-5 The average irradiation energy density Ua was changed within the range of 0.75 to 1.75 mJ/mm 2 , and the adjustment of the magnetic domain control strength described with reference to FIGS. 10 to 12 was applied.
- A-6 The average irradiation energy density Ua was changed within the range of 0.5 to 2.0 mJ/mm 2 , and the adjustment of the magnetic domain control strength described with reference to FIGS. 10 to 12 was applied.
- the iron loss was low and the noise was small in all the examples. Furthermore, when either or both of ⁇ (TS m ) 2 > 5.0 and TS m ( ⁇ 2) > TS m ( ⁇ 2) were satisfied, the iron loss was lower or the noise was smaller.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Manufacturing & Machinery (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Dispersion Chemistry (AREA)
- Power Engineering (AREA)
- Soft Magnetic Materials (AREA)
- Manufacturing Of Steel Electrode Plates (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2025549221A JPWO2025070793A1 (https=) | 2023-09-27 | 2024-09-27 | |
| CN202480060075.0A CN121889526A (zh) | 2023-09-27 | 2024-09-27 | 方向性电磁钢板及其制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023166093 | 2023-09-27 | ||
| JP2023-166093 | 2023-09-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2025070793A1 true WO2025070793A1 (ja) | 2025-04-03 |
Family
ID=95201600
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/034818 Pending WO2025070793A1 (ja) | 2023-09-27 | 2024-09-27 | 方向性電磁鋼板及びその製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JPWO2025070793A1 (https=) |
| CN (1) | CN121889526A (https=) |
| WO (1) | WO2025070793A1 (https=) |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11124629A (ja) * | 1997-10-16 | 1999-05-11 | Kawasaki Steel Corp | 低鉄損・低騒音方向性電磁鋼板 |
| JPH11293340A (ja) * | 1998-04-08 | 1999-10-26 | Kawasaki Steel Corp | 低鉄損方向性電磁鋼板及びその製造方法 |
| JP2000345306A (ja) * | 1999-05-31 | 2000-12-12 | Nippon Steel Corp | 高磁場鉄損の優れた高磁束密度一方向性電磁鋼板 |
| JP2012012664A (ja) | 2010-06-30 | 2012-01-19 | Jfe Steel Corp | 方向性電磁鋼板の製造方法 |
| JP2012057219A (ja) | 2010-09-09 | 2012-03-22 | Jfe Steel Corp | 方向性電磁鋼板およびその製造方法 |
| JP2012057218A (ja) | 2010-09-09 | 2012-03-22 | Jfe Steel Corp | 方向性電磁鋼板およびその製造方法 |
| JP2012067349A (ja) * | 2010-09-22 | 2012-04-05 | Jfe Steel Corp | 方向性電磁鋼板の製造方法 |
| JP2020169373A (ja) * | 2019-04-05 | 2020-10-15 | 日本製鉄株式会社 | 方向性電磁鋼板 |
| WO2020255552A1 (ja) * | 2019-06-17 | 2020-12-24 | Jfeスチール株式会社 | 方向性電磁鋼板およびその製造方法 |
| WO2023190339A1 (ja) * | 2022-03-28 | 2023-10-05 | 日本製鉄株式会社 | 方向性電磁鋼板及びその製造方法 |
| JP2023166093A (ja) | 2022-05-09 | 2023-11-21 | 不二サッシ株式会社 | 手すり |
-
2024
- 2024-09-27 JP JP2025549221A patent/JPWO2025070793A1/ja active Pending
- 2024-09-27 CN CN202480060075.0A patent/CN121889526A/zh active Pending
- 2024-09-27 WO PCT/JP2024/034818 patent/WO2025070793A1/ja active Pending
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11124629A (ja) * | 1997-10-16 | 1999-05-11 | Kawasaki Steel Corp | 低鉄損・低騒音方向性電磁鋼板 |
| JPH11293340A (ja) * | 1998-04-08 | 1999-10-26 | Kawasaki Steel Corp | 低鉄損方向性電磁鋼板及びその製造方法 |
| JP2000345306A (ja) * | 1999-05-31 | 2000-12-12 | Nippon Steel Corp | 高磁場鉄損の優れた高磁束密度一方向性電磁鋼板 |
| JP2012012664A (ja) | 2010-06-30 | 2012-01-19 | Jfe Steel Corp | 方向性電磁鋼板の製造方法 |
| JP2012057219A (ja) | 2010-09-09 | 2012-03-22 | Jfe Steel Corp | 方向性電磁鋼板およびその製造方法 |
| JP2012057218A (ja) | 2010-09-09 | 2012-03-22 | Jfe Steel Corp | 方向性電磁鋼板およびその製造方法 |
| JP2012067349A (ja) * | 2010-09-22 | 2012-04-05 | Jfe Steel Corp | 方向性電磁鋼板の製造方法 |
| JP2020169373A (ja) * | 2019-04-05 | 2020-10-15 | 日本製鉄株式会社 | 方向性電磁鋼板 |
| WO2020255552A1 (ja) * | 2019-06-17 | 2020-12-24 | Jfeスチール株式会社 | 方向性電磁鋼板およびその製造方法 |
| WO2023190339A1 (ja) * | 2022-03-28 | 2023-10-05 | 日本製鉄株式会社 | 方向性電磁鋼板及びその製造方法 |
| JP2023166093A (ja) | 2022-05-09 | 2023-11-21 | 不二サッシ株式会社 | 手すり |
Non-Patent Citations (1)
| Title |
|---|
| A. J. WILKINSON ET AL.: "High-resolution elastic strain measurement from electron backscatter diffraction patterns: New levels of sensitivity", ULTRAMICROSCOPY, vol. 106, no. 4-5, March 2006 (2006-03-01), pages 307 - 313 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2025070793A1 (https=) | 2025-04-03 |
| CN121889526A (zh) | 2026-04-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7828011B2 (ja) | 方向性電磁鋼板及びその製造方法 | |
| US20250115974A1 (en) | Grain-oriented electrical steel sheet and manufacturing method therefor | |
| JP7597994B2 (ja) | 方向性電磁鋼板の磁区構造の解析方法及び解析システム | |
| WO2025070780A1 (ja) | 方向性電磁鋼板、及び方向性電磁鋼板の製造方法 | |
| KR102871723B1 (ko) | 방향성 전자 강판 및 그 제조 방법 | |
| WO2025070793A1 (ja) | 方向性電磁鋼板及びその製造方法 | |
| JP7817657B2 (ja) | 方向性電磁鋼板及びその製造方法 | |
| JP7836023B2 (ja) | 方向性電磁鋼板及びその製造方法 | |
| WO2025070790A1 (ja) | 方向性電磁鋼板、及び方向性電磁鋼板の製造方法 | |
| WO2025070786A1 (ja) | 方向性電磁鋼板及びその製造方法 | |
| WO2025070776A1 (ja) | 方向性電磁鋼板、及び方向性電磁鋼板の製造方法 | |
| WO2025070781A1 (ja) | 方向性電磁鋼板、及び方向性電磁鋼板の製造方法 | |
| KR20260057119A (ko) | 방향성 전자 강판 및 그 제조 방법 | |
| KR20260057198A (ko) | 방향성 전자 강판, 및 방향성 전자 강판의 제조 방법 | |
| KR20260057131A (ko) | 방향성 전자 강판, 및 방향성 전자 강판의 제조 방법 | |
| KR20260057218A (ko) | 방향성 전자 강판 및 그 제조 방법 | |
| KR20260057212A (ko) | 방향성 전자 강판 및 그 제조 방법 | |
| KR20260057129A (ko) | 방향성 전자 강판 및 그 제조 방법 | |
| KR20260057208A (ko) | 방향성 전자 강판, 및 방향성 전자 강판의 제조 방법 | |
| KR20260057118A (ko) | 방향성 전자 강판 및 방향성 전자 강판의 제조 방법 | |
| JP7839441B2 (ja) | 方向性電磁鋼板、及び方向性電磁鋼板の製造方法 | |
| JP7597995B2 (ja) | 方向性電磁鋼板の磁区構造の解析方法及び解析システム | |
| CN121511319A (zh) | 方向性电磁钢板 | |
| RU2841654C2 (ru) | Лист электротехнической стали с ориентированной зеренной структурой и способ его изготовления | |
| KR20260057143A (ko) | 방향성 전자 강판, 및 방향성 전자 강판의 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24872573 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2025549221 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025549221 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020267008704 Country of ref document: KR |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112026006836 Country of ref document: BR |