WO2025028057A1 - 電解コンデンサおよび電解コンデンサの製造方法 - Google Patents
電解コンデンサおよび電解コンデンサの製造方法 Download PDFInfo
- Publication number
- WO2025028057A1 WO2025028057A1 PCT/JP2024/022305 JP2024022305W WO2025028057A1 WO 2025028057 A1 WO2025028057 A1 WO 2025028057A1 JP 2024022305 W JP2024022305 W JP 2024022305W WO 2025028057 A1 WO2025028057 A1 WO 2025028057A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- separator
- component
- mass
- foil
- cathode foil
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
- H01G9/004—Details
- H01G9/02—Diaphragms; Separators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
- H01G9/004—Details
- H01G9/022—Electrolytes; Absorbents
- H01G9/025—Solid electrolytes
- H01G9/028—Organic semiconducting electrolytes, e.g. TCNQ
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
- H01G9/004—Details
- H01G9/04—Electrodes or formation of dielectric layers thereon
- H01G9/048—Electrodes or formation of dielectric layers thereon characterised by their structure
- H01G9/055—Etched foil electrodes
Definitions
- This disclosure relates to electrolytic capacitors and methods for manufacturing electrolytic capacitors.
- a known electrolytic capacitor is one that includes a wound body of an anode foil, a separator, and a cathode foil.
- One example of such an electrolytic capacitor includes a conductive polymer layer disposed in the wound body.
- the conductive polymer layer is formed, for example, by impregnating the wound body with a dispersion liquid that includes a conductive polymer.
- Patent document 1 proposes a capacitor "including a processing element, the processing element including: an anode including a dielectric on a surface thereof and an anode conductive polymer layer on a surface of the dielectric; a cathode including a cathode conductive polymer layer; a conductive separator between the anode and the cathode; an anode lead in electrical contact with the anode; and a cathode lead in electrical contact with the cathode.”
- Patent document 2 proposes "a method for forming a solid electrolytic capacitor, comprising: preparing an anodized anode; and forming a conductive polymer layer on the anodized anode, the conductive polymer layer comprising first particles comprising a conductive polymer and a polyanion; and second particles comprising the conductive polymer and the polyanion, the first particles having an average particle size of at least 1 micron to no more than 10 microns, and the second particles having an average particle size of at least 1 nm to no more than 600 nm.”
- the conductive polymer layer may comprise an inner polymer layer and an outer polymer layer.
- the inner polymer layer is formed from a mixture comprising nanoparticles of a conductive polymer and a polyanion in a solvent.
- the mixture may comprise at least one compound selected from the group consisting of a surfactant and an adhesion promoter.
- the first aspect of the present disclosure relates to a capacitor element.
- the capacitor element comprises an anode foil having a dielectric layer, a cathode foil, a separator interposed between the anode foil and the cathode foil, and an electrolyte interposed between the anode foil and the cathode foil and in contact with the separator.
- the electrolyte includes a conductive component and an adhesive component.
- the conductive component includes a conductive polymer and a dopant. At least a portion between the anode foil and the separator and at least a portion between the cathode foil and the separator are connected by the electrolyte, and the peel strength between the cathode foil and the separator is 3.0 N/mm or more.
- the second aspect of the present disclosure relates to an electrolytic capacitor.
- the electrolytic capacitor includes a capacitor element according to the first aspect and a liquid component contained in a void within the capacitor element.
- the third aspect of the present disclosure relates to a method for manufacturing an electrolytic capacitor.
- the manufacturing method includes the steps of (a) preparing an anode foil having a dielectric layer, a cathode foil, and a separator, (b) applying a coating liquid containing a conductive component and a liquid medium to at least one surface selected from the surface of the dielectric layer and the surface of the cathode foil, and into the voids of the separator, (c) removing at least a part of the liquid medium from the coating liquid to attach the conductive component to the at least one surface and into the voids of the separator, (d) forming a capacitor element containing the conductive component by disposing the separator between the anode foil and the cathode foil, and (e) forming an electrolyte containing the conductive component and the adhesive component by impregnating the capacitor element with a solution containing an adhesive component, and connecting at least a part between the anode foil and the separator, and at least a
- the fourth aspect of the present disclosure relates to a method for manufacturing an electrolytic capacitor.
- the manufacturing method includes the steps of (a) preparing an anode foil having a dielectric layer, a cathode foil, and a separator, (b) applying a coating liquid containing a conductive component, an adhesive component, and a liquid medium to at least one surface selected from the surface of the dielectric layer and the surface of the cathode foil, and in the voids of the separator, (c) forming an electrolyte containing the conductive component and the adhesive component on the at least one surface and in the voids of the separator by removing at least a part of the liquid medium from the coating liquid, and (d) forming a capacitor element containing the electrolyte by disposing the separator between the anode foil and the cathode foil, and connecting at least a part between the anode foil and the separator and at least a part between the cathode foil and the separator with the electrolyte, in this
- This disclosure provides an electrolytic capacitor with a small rate of increase in equivalent series resistance (ESR) after heating at high temperatures.
- ESR equivalent series resistance
- FIG. 2 is a diagram showing the configuration of an example of a peel strength measuring device.
- FIG. 1 is a side view illustrating a schematic diagram of an electrolytic capacitor according to an embodiment of the present disclosure.
- FIG. 1 is an exploded perspective view illustrating a capacitor element according to an embodiment of the present disclosure.
- FIG. 1 is a graph showing the relationship between peel strength and post-RF ESR relative value.
- Patent Document 1 a capacitor is assembled using an anode on which a conductive polymer layer is formed.
- anode and cathode there exists an interface between the conductive polymer layer and the electrode foil that are not bonded to each other, or an interface between the conductive polymer layers.
- Such an interface has a high resistance and significantly increases the ESR of the electrolytic capacitor.
- Patent Document 2 attempts to bond the interface between the conductive polymer layer and the electrode foil using a surfactant and/or an adhesion promoter.
- a surfactant and/or an adhesion promoter is prone to peeling due to the action of the electrolyte or heat, which can cause deterioration due to heat such as reflow.
- the dispersion liquid containing the conductive polymer has a high viscosity, even if the dispersion liquid is impregnated into the wound body, it may not be possible to form a sufficient conductive polymer layer inside the wound body. Insufficient formation of the conductive polymer layer can cause a decrease in initial capacity, an increase in ESR, and a decrease in reliability.
- a capacitor element includes an anode foil having a dielectric layer, a cathode foil, a separator, and an electrolyte.
- the separator is interposed between the anode foil and the cathode foil.
- the electrolyte is interposed between the anode foil and the cathode foil and is in contact with the separator. It is preferable that the electrolyte is in contact with each of the anode foil, the cathode foil, and the separator over a sufficiently large contact area. This allows the electrolyte to form a sufficient conductive path between the anode foil and the cathode foil, reducing the ESR of the electrolytic capacitor and improving its reliability.
- the electrolytic capacitor may further include a liquid component contained in a gap in the capacitor element.
- the electrolyte is preferably formed on at least one surface selected from the surface of the dielectric layer and the surface of the cathode foil, and is also preferably formed within the separator gap (i.e., the inner wall of the separator's constituent material that surrounds the separator gap). This makes it easier to form a strong conductive path by the electrolyte between the anode foil and the cathode foil.
- the electrolyte is preferably formed at least on the surface of the dielectric layer of the anode foil and within the separator gap, and is even more preferably formed on the surface of the cathode foil.
- the electrolyte includes a conductive component and an adhesive component.
- the conductive component includes a conductive polymer and a dopant.
- the dopant is doped into the conductive polymer.
- At least a portion of the interface between the anode foil and the separator hereinafter also referred to as the "anode foil/separator interface” and at least a portion of the interface between the cathode foil and the separator (hereinafter also referred to as the "cathode foil/separator interface" are connected by the electrolyte.
- connection is a concept that includes adhesion.
- the adhesion phenomenon is exerted by the adhesive force of the electrolyte.
- the peel strength between the cathode foil and the separator can be used as an indicator of adhesion strength.
- the rate of increase in ESR after heating at high temperatures can be significantly reduced.
- the peel strength between the cathode foil and the separator is set to 3.0 N/mm or more.
- peel strength CS The peel strength (hereinafter also referred to as "peel strength CS") between the cathode foil and separator in a capacitor element is measured at any time after the anode foil/separator interface and the cathode foil/separator interface are connected by the electrolyte. In other words, there may be a time when the peel strength CS is 3.0 N/mm or more after the capacitor element is assembled. If there is a time when a sufficiently large peel strength CS of 3.0 N/mm or more is achieved, it is believed that the required sufficient level of peel strength CS can be maintained even if the peel strength CS fluctuates thereafter. Therefore, a state in which a sufficient conductive path is formed by the electrolyte between the anode foil and the cathode foil is maintained, improving the reliability of the electrolytic capacitor.
- the electrolyte layer is formed, for example, by forming a capacitor element containing a conductive component, and then soaking the capacitor element in a solution containing an adhesive component.
- the electrolyte layer is left to stand at 15-35°C for 12 hours or more after formation, and then the peel strength CS is measured.
- the electrolyte layer is formed, for example, by applying a coating liquid containing a conductive component, an adhesive component, and a liquid medium to at least one surface selected from the surface of the dielectric layer and the surface of the cathode foil, and into the gaps of the separator, and then removing at least a portion of the liquid medium from the coating liquid.
- a separator is then placed between the anode foil and the cathode foil to form a capacitor element containing an electrolyte. In this case, the formed capacitor element is left to stand at 15 to 35°C for at least 12 hours before measuring the peel strength CS.
- the peel strength CS may be measured using a capacitor element removed from a completed electrolytic capacitor. If the electrolytic capacitor contains a liquid component and the capacitor element is impregnated with the liquid component, the peel strength CS may be measured using a capacitor element in a state in which the liquid component is impregnated. The peel strength CS may also be measured using a capacitor element from which at least a portion of the liquid component has been removed. The peel strength CS may also be measured using a capacitor element in a dry state from which most of the liquid component (e.g., 90% or more by mass) has been removed. If the peel strength CS is 3.0 N/mm or more in either state, it can be said that a sufficient conductive path is formed by the electrolyte between the anode foil and the cathode foil.
- the capacitor element is formed by winding an anode foil, a cathode foil, and a separator, with the separator placed between the anode foil and the cathode foil.
- a capacitor element is also referred to as a wound body.
- the capacitor element may be formed by stacking flat anode foils, flat cathode foils, and flat separators in one direction.
- a capacitor element is also referred to as a laminate.
- a laminate may be formed by stacking multiple anode foils, multiple cathode foils, and multiple separators in one direction.
- the anode foils and cathode foils are arranged alternately, and the separator is arranged between the anode foils and the cathode foils.
- the outermost circumference of the wound body is an anode foil
- the outer peripheral surface of the peeled anode foil will be the anode foil or the surface of a separator on its outer side.
- the outermost circumference of the wound body is a cathode foil
- the outer peripheral surface of the peeled anode foil will be the cathode foil arranged further outboard of the anode foil or the surface of a separator on its outer side.
- the outermost circumference of the wound body is an anode foil, in which case a sample is obtained in which both of the pair of separators are connected (glued) to the peeled anode foil.
- the surface of the peeled anode foil from the sample that is located on the outer peripheral side is fixed to a specified feed sheet of the measuring device.
- the cathode foil that has been peeled off from the separator is pulled by a specified drive device in a direction that forms an angle of 170 to 180° (preferably 175°) with the anode foil fixed to the feed sheet, and the cathode foil is continuously (for example, for 60 seconds) peeled off from the separator at a constant speed (preferably 160 mm/min).
- the average tension at this time is measured as the peel strength.
- FIG. 1 shows the configuration of an example of a peel strength measuring device. It is preferable that the measuring device has specifications that allow testing in accordance with JIS C0806-3:2014 to be performed.
- the measuring device 20 includes a feed sheet 21, feed rollers 22, and a recovery device 23.
- the surface of the feed sheet 21 that is disposed on the outer peripheral surface side of the peeled anode foil 11 is fixed by a fixing jig 24.
- the feed sheet 21 is fed in a first direction by the feed rollers 22.
- the recovery device 23 recovers the peeled cathode foil 12 while pulling it in a second direction opposite to the first direction.
- the recovery device 23 has, for example, a winding roller that winds up the cathode foil 12.
- the feed speed of the anode foil 11 by the feed rollers 22 and the winding speed of the cathode foil 12 by the recovery device 23 are controlled so that the position of the capacitor element 10 does not move during measurement.
- an embossed tape high-speed peel strength tester e.g., "PTS-5000K” manufactured by EPI Co., Ltd. can be used.
- a 180° peel test of the sample is performed in accordance with JIS K6854-2:1999.
- the anode foil of the sample is fixed to a predetermined horizontal stand of the measuring device using double-sided tape or the like.
- the end of the cathode foil peeled off from the separator is fixed to a horizontally movable jig.
- the jig is driven to pull the cathode foil in a direction that forms an angle of 180° with the anode foil, and the cathode foil and the separator are continuously peeled off at a constant speed (preferably 160 mm/min).
- the tension at that time is measured as the peel strength.
- a digital force gauge e.g., "FGP-1" manufactured by Nidec-Shimpo Corporation can be used.
- the adhesive component constituting the electrolyte is not particularly limited, but may be, for example, at least one selected from the group consisting of sugar, sugar alcohol, epoxy resin, and polyvinyl alcohol. These are not only suitable as adhesive components, but also hardly reduce the performance of the electrolytic capacitor, do not affect the performance of the electrolytic capacitor, or can improve the performance of the electrolytic capacitor.
- sugars and sugar alcohols examples include mannitol, sorbitol, xylitol, pentaerythritol, trimethylolpropane, and derivatives thereof.
- epoxy resins examples include biphenyl type epoxy resins, bisphenol A type epoxy resins, bisphenol F type epoxy resins, bisphenol AD type epoxy resins, naphthalene type epoxy resins, glycidylamine type epoxy resins, phenol novolac type epoxy resins, phenolphthalein type epoxy resins, polyglycol modified epoxy resins, polyolefin modified bisphenol A type epoxy resins, alicyclic epoxy resins, dicyclopentadiene type epoxy resins, polyether type epoxy resins, etc.
- xylitol compound At least one selected from the group consisting of xylitol and xylitol derivatives (hereinafter collectively referred to as "xylitol compound”) is particularly preferred.
- xylitol compounds have a low melting point and excellent solubility in solvents. Even when used in large quantities, xylitol compounds are unlikely to precipitate during the manufacturing process or in the completed electrolytic capacitor.
- the xylitol derivative may be a compound in which some of the hydroxyl groups of xylitol are esterified, a compound in which some of the hydroxyl groups of xylitol are etherified, or a compound in which some of the hydroxyl groups of xylitol are anionized to form a salt.
- the chemical structure of the xylitol derivative is not limited to these.
- the molar mass of the xylitol derivative may be within a range of 0.9 to 2 times the molar mass of xylitol (152.15 g/mol).
- the chemical formula of the xylitol derivative may be based on the chemical formula of xylitol (C 5 H 7 (OH) 5 ), and may be, for example, C 5 H 7 (OH) 5-a X a (X is an atom or group other than an OH group, and 1 ⁇ a ⁇ 4).
- X may be a halogen atom, an OM group (M is an alkali metal atom), OR (R is a hydrocarbon group having 5 or less carbon atoms, and at least one hydrogen atom of the hydrocarbon group may be substituted with a hydrophilic group such as a hydroxyl group or a carboxyl group, a halogen atom, or the like.), etc. It is preferable that X satisfies 1 ⁇ a ⁇ 3 or 1 ⁇ a ⁇ 2.
- the mass content of the adhesive component (first component) in the total mass of the solid components of the electrolyte may be 30 mass% or more, 50 mass% or more, 30 mass% or more and 98 mass% or less, or 50 mass% or more and 93 mass% or less.
- solid components refers to components that are solid at temperatures below 35°C. Solid components include sugars, sugar alcohols, resin components, conductive components, etc. The same applies below.
- the mass content of the first component in the total mass of the solid components of the electrolyte is preferably greater than the mass content of each of the other components in the electrolyte.
- the mass content of the adhesive component in the total mass of the solid components of the electrolyte may be 50 mass% or less, 33 mass% or less, 30 mass% or less, or 1 mass% or more and 30 mass% or less.
- the total mass content of the adhesive components in the total mass of the solid components of the electrolyte may be 30 mass% or more, 50 mass% or more, 50 mass% or more to 98 mass% or less, or 50 mass% or more to 93 mass% or less.
- the mass content of the second component in the total mass of the solid components of the electrolyte is 50 mass% or less or 33 mass% or less, with the remainder being the first component. It is also preferable that the content of the first component is greater than the content of the second component.
- the ratio (Ma/Mp) of the mass Ma of the adhesive component (first component) to the mass Mp of the conductive component is preferably 1 or more, more preferably 2 or more, and even more preferably 7 or more.
- the ratio (Ma/Mp) is preferably 45 or less, more preferably 20 or less, and even more preferably 15 or less.
- the ratio (Ma/Mp) of the mass Ma of the adhesive component (second component) to the mass Mp of the conductive component is preferably 0.01 or more and 10 or less, and may be 0.01 or more and 5 or less.
- the ratio (Ma/Mp) of the mass Ma of the adhesive component to the mass Mp of the conductive component can be determined, for example, by the following method: In the following, an example will be described in which the adhesive component is a water-soluble component.
- the cathode foil is separated from the capacitor element.
- the electrolyte is attached to the cathode foil.
- the water-soluble components are removed from the cathode foil to which the electrolyte is attached.
- the water-soluble components include sugar, sugar alcohol, and polyvinyl alcohol. Since the conductive components have different solubility in water than the water-soluble components, the conductive polymer and dopant can be separated from the other components using water.
- the mass of the water-soluble components can be measured from the dry mass of the cathode foil before the water-soluble components are removed and the dry mass of the cathode foil after the water-soluble components are removed.
- the mass content of each component contained in the water-soluble components can be measured using various analytical methods, such as gas chromatography (GC) and gas chromatography-mass spectrometry (GC-MS).
- GC gas chromatography
- GC-MS gas chromatography-mass spectrometry
- the mass content of the conductive components contained in the sample can be measured by thermally analyzing the cathode foil after removing the water-soluble components, for example, using a differential scanning calorimeter.
- the above measurement results can be used to determine the ratio (Ma/Mp) in the electrolyte of an electrolytic capacitor that does not contain liquid components.
- the cathode foil is separated from the capacitor element, and the liquid component is separated from the cathode foil.
- the cathode foil is immersed in an excess of a solvent that has an affinity for the liquid component, and the solvent is thoroughly removed. After drying, the dried cathode foil does not contain any liquid component.
- a cathode foil to which an electrolyte that does not contain any liquid component is attached can be obtained.
- the water-soluble components are removed from the cathode foil to which the electrolyte is attached, and the sample is dried and subjected to thermal analysis, for example, using a differential scanning calorimeter, to measure the mass content of the conductive components contained in the sample.
- the mass content of each component contained in the separated liquid and water-soluble components can be measured using various analytical methods, such as gas chromatography (GC) and gas chromatography-mass spectrometry (GC-MS).
- GC gas chromatography
- GC-MS gas chromatography-mass spectrometry
- liquid components can be separated and analyzed separately to determine the mass content of each component contained in the liquid components.
- the mass content of the solvent contained in the liquid component in the cathode foil can be determined from the mass content of the solvent and the separately determined mass content of each component contained in the liquid component.
- the above measurement results can be used to determine the ratio (Ma/Mp) in the electrolyte of an electrolytic capacitor that contains a liquid component.
- the conductive polymer constituting the conductive component is not particularly limited, but includes, for example, polypyrrole, polythiophene, polyfuran, polyaniline, polyacetylene, and derivatives thereof.
- the derivatives include polymers having polypyrrole, polythiophene, polyfuran, polyaniline, and polyacetylene as the basic skeleton.
- derivatives of polythiophene include poly(3,4-ethylenedioxythiophene). These conductive polymers may be used alone or in combination.
- the conductive polymer may also be a copolymer of two or more monomers.
- the weight-average molecular weight of the conductive polymer is not particularly limited, and may be, for example, in the range of 1,000 to 100,000.
- a preferred example of the conductive polymer is poly(3,4-ethylenedioxythiophene) (PEDOT).
- the dopant constituting the conductive component is not particularly limited, but may be a dopant containing an acidic group, or may be a polymer dopant containing an acidic group.
- acidic groups include sulfonic acid groups and carboxyl groups.
- a polymer dopant containing an acidic group is a polymer in which at least some of the constituent units contain an acidic group. Examples of such polymer dopants include the polymer dopants described above.
- polymer dopant examples include polyvinyl sulfonic acid, polystyrene sulfonic acid, polyallyl sulfonic acid, polyacrylic sulfonic acid, polymethacrylic sulfonic acid, poly(2-acrylamido-2-methylpropane sulfonic acid), polyisoprene sulfonic acid, polyacrylic acid, and the like. These may be used alone or in combination of two or more. At least a portion of these may be added in the form of a salt.
- a dopant is polystyrene sulfonic acid (PSS).
- the weight-average molecular weight of the dopant is not particularly limited. From the viewpoint of facilitating the formation of a homogeneous conductive polymer layer, the weight-average molecular weight of the dopant may be in the range of 1,000 to 100,000.
- the dopant may be polystyrenesulfonic acid, and the conductive polymer may be poly(3,4-ethylenedioxythiophene). That is, the conductive polymer doped with the dopant may be poly(3,4-ethylenedioxythiophene) doped with polystyrenesulfonic acid.
- the electrolytic capacitor may further include a liquid component contained in the voids in the capacitor element. That is, the electrolytic capacitor according to the present disclosure may be a solid electrolyte type electrolytic capacitor or a solid-liquid hybrid type electrolytic capacitor.
- the liquid component may be a component that is liquid at room temperature (25° C.) or a component that is liquid at the temperature when the electrolytic capacitor is in use.
- the liquid component may be filled in at least a part of the voids in the capacitor element.
- liquid component examples include a solvent and an electrolyte.
- a solvent having a solute dissolved therein can be used as the liquid component.
- the liquid component may include a first component of the adhesive component as a solute.
- the solute may further include at least one selected from the group consisting of an acid, a base, and an electrolyte salt.
- the total mass content of all solutes in the liquid component is preferably 70 mass% or less, and more preferably 50 mass% or less.
- the solvent of the liquid component may be an organic solvent, an ionic liquid, or a protic solvent. Of these, it is preferable that the liquid component contains a protic solvent. By using a protic solvent, it is possible to swell the conductive component contained in the electrolyte.
- the liquid component may contain a protic solvent and a solvent other than a protic solvent.
- the solvent may be used alone or in a mixture of two or more types.
- solvents examples include polyhydric alcohols such as ethylene glycol, propylene glycol, glycerin, and polyglycerin, cyclic sulfones such as sulfolane (SL), lactones such as gamma-butyrolactone (gammaBL), amides such as N-methylacetamide, N,N-dimethylformamide, and N-methyl-2-pyrrolidone, esters such as methyl acetate, carbonate compounds such as propylene carbonate, ethers such as 1,4-dioxane, ketones such as methyl ethyl ketone, and formaldehyde.
- polyhydric alcohols such as ethylene glycol, propylene glycol, glycerin, and polyglycerin
- cyclic sulfones such as sulfolane (SL)
- lactones such as gamma-butyrolactone (gammaBL)
- amides such as N-
- the solvent contains at least one selected from the group consisting of ethylene glycol, diethylene glycol, triethylene glycol, ethylene glycol condensates having a molecular weight of 250 or less, glycerin, ⁇ -butyrolactone, and sulfolane.
- monocarboxylic acids examples include aliphatic monocarboxylic acids (1 to 30 carbon atoms) (saturated monocarboxylic acids such as formic acid, acetic acid, propionic acid, butyric acid, isobutyric acid, valeric acid, caproic acid, enanthic acid, caprylic acid, pelargonic acid, lauric acid, myristic acid, stearic acid, and behenic acid; unsaturated monocarboxylic acids such as acrylic acid, methacrylic acid, and oleic acid), aromatic monocarboxylic acids (such as benzoic acid, cinnamic acid, and naphthoic acid), and oxycarboxylic acids (such as salicylic acid, mandelic acid, and resorcylic acid).
- saturated monocarboxylic acids such as formic acid, acetic acid, propionic acid, butyric acid, isobutyric acid, valeric acid, caproic acid, enanth
- maleic acid, phthalic acid, benzoic acid, pyromellitic acid, and resorcylic acid are thermally stable and are preferably used.
- Inorganic acids may be used as the acid component.
- Representative examples of inorganic acids include phosphoric acid, phosphorous acid, hypophosphorous acid, alkyl phosphate esters, boric acid, boric fluoride, tetrafluoroboric acid, hexafluorophosphoric acid, benzenesulfonic acid, and naphthalenesulfonic acid.
- a complex compound of an organic acid and an inorganic acid may be used.
- examples of such complex compounds include borodiglycolic acid, borodisoxalic acid, and borodisalicylic acid.
- the base component may be a compound having an alkyl-substituted amidine group, such as an imidazole compound, a benzimidazole compound, or an alicyclic amidine compound (pyrimidine compound, imidazoline compound).
- an imidazole compound such as an imidazole compound, a benzimidazole compound, or an alicyclic amidine compound (pyrimidine compound, imidazoline compound).
- 1,8-diazabicyclo[5,4,0]undecene-7, 1,5-diazabicyclo[4,3,0]nonene-5 1,2-dimethylimidazolinium, 1,2,4-trimethylimidazoline, 1-methyl-2-ethyl-imidazoline, 1,4-dimethyl-2-ethylimidazoline, 1-methyl-2-heptyl imidazoline, 1-methyl-2-(3'heptyl)imidazoline, 1-methyl-2-dodecyl imidazoline, 1,2-di
- the base component may be a quaternary salt of a compound having an alkyl-substituted amidine group.
- base components include imidazole compounds, benzimidazole compounds, and alicyclic amidine compounds (pyrimidine compounds, imidazoline compounds) that are quaternized with an alkyl group or arylalkyl group having 1 to 11 carbon atoms.
- Tertiary amines may be used as the base component.
- tertiary amines include trialkylamines (trimethylamine, dimethylethylamine, methyldiethylamine, triethylamine, dimethyl-n-propylamine, dimethylisopropylamine, methylethyl-n-propylamine, methylethylisopropylamine, diethyl-n-propylamine, diethylisopropylamine, tri-n-propylamine, triisopropylamine, tri-n-butylamine, tri-tert-butylamine, etc.), and phenyl group-containing amines (dimethylphenylamine, methylethylphenylamine, diethylphenylamine, etc.).
- trialkylamines are preferred in terms of increasing electrical conductivity, and it is more preferred to include at least one selected from the group consisting of trimethylamine, dimethylethylamine, methyldiethylamine, and triethylamine.
- Secondary amines such as dialkylamines, primary amines such as monoalkylamines, and ammonia may also be used as the base component.
- the liquid component may contain a salt of an acid component and a base component.
- the salt may be an inorganic salt and/or an organic salt.
- An organic salt is a salt in which at least one of the anion and the cation contains an organic substance. Examples of organic salts that may be used include trimethylamine maleate, triethylamine borodisalicylate, ethyldimethylamine phthalate, mono 1,2,3,4-tetramethylimidazolinium phthalate, and mono 1,3-dimethyl-2-ethylimidazolinium phthalate.
- the pH of the liquid component may be less than 7.0 or less than 5.0, or may be greater than 1.0 or greater than 2.0.
- the pH may be greater than 1.0 and less than 7.0 (e.g., in the range of 2.0 to 5.0).
- anode foil examples include metal foils containing at least one of valve metals such as titanium, tantalum, aluminum, and niobium.
- the anode foil may be a metal foil of a valve metal (e.g., aluminum foil).
- the anode foil may contain the valve metal in the form of an alloy containing the valve metal or a compound containing the valve metal.
- the thickness of the anode foil may be 15 ⁇ m or more and 300 ⁇ m or less.
- the surface of the anode foil may be roughened by etching or the like.
- a dielectric layer is formed on the surface of the anode foil.
- the dielectric layer may be formed by subjecting the anode foil to a chemical conversion treatment.
- the dielectric layer may contain an oxide of a valve metal (e.g., aluminum oxide).
- the dielectric layer may be formed of any dielectric other than an oxide of a valve metal as long as it functions as a dielectric.
- the end surface of the anode foil does not need to have any electrolyte attached to it.
- the cathode foil is not particularly limited as long as it has a function as a cathode.
- Examples of the cathode foil include metal foil (e.g., aluminum foil).
- the type of metal is not particularly limited, and may be a valve metal or an alloy containing a valve metal.
- the thickness of the cathode foil may be 15 ⁇ m or more and 300 ⁇ m or less.
- the surface of the cathode foil may be roughened or chemically treated as necessary. In an electrolytic capacitor, the end surface of the cathode foil may not be attached with an electrolyte.
- the cathode foil may include a conductive coating layer.
- the coating layer may include carbon and at least one metal having a lower ionization tendency than the valve metal. This makes it easier to improve the acid resistance of the metal foil.
- the coating layer may include at least one metal selected from the group consisting of carbon, nickel, titanium, tantalum, and zirconium. In particular, the coating layer may include nickel and/or titanium, which are low in cost and resistance.
- the thickness of the coating layer may be 5 nm or more, or 10 nm or more, or may be 200 nm or less.
- the coating layer may be formed by vapor deposition or sputtering of the above-mentioned metal on the metal foil.
- the coating layer may be formed by vapor deposition of a conductive carbon material on the metal foil or by applying a carbon paste containing a conductive carbon material. Examples of conductive carbon materials include graphite, hard carbon, soft carbon, carbon black, etc.
- a porous sheet can be used for the separator.
- the porous sheet include woven fabric, nonwoven fabric, and microporous membrane.
- the thickness of the separator is not particularly limited and may be in the range of 10 ⁇ m to 300 ⁇ m.
- the material of the separator include cellulose, polyethylene terephthalate, polybutylene terephthalate, polyphenylene sulfide, vinylon, nylon, aromatic polyamide, polyimide, polyamideimide, polyetherimide, rayon, glass, etc.
- the exterior body includes a case and/or a sealing resin.
- the sealing resin may include a thermosetting resin.
- the thermosetting resin include an epoxy resin, a phenolic resin, a silicone resin, a melamine resin, a urea resin, an alkyd resin, a polyurethane, a polyimide, an unsaturated polyester, and the like.
- the sealing resin may include a filler, a curing agent, a polymerization initiator, and/or a catalyst, and the like.
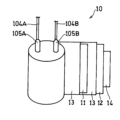
- FIG. 2 is a cross-sectional view showing an example of an electrolytic capacitor 100 according to this embodiment.
- FIG. 3 is a schematic diagram showing an expanded view of a portion of a capacitor element 10 included in the electrolytic capacitor 100.
- the electrolytic capacitor 100 comprises a capacitor element 10, a bottomed case 101 that houses the capacitor element 10, a sealing member 102 that closes the opening of the bottomed case 101, a seat plate 103 that covers the sealing member 102, lead wires 104A, 104B that extend from the sealing member 102 and pass through the seat plate 103, and lead tabs 105A, 105B that connect the lead wires to the electrodes of the capacitor element 10.
- the area near the open end of the bottomed case 101 is drawn inward, and the open end is curled so as to be crimped to the sealing member 102.
- the capacitor element 10 is a wound body as shown in FIG. 3.
- the wound body includes an anode foil 11 connected to a lead tab 105A, a cathode foil 12 connected to a lead tab 105B, and a separator 13.
- the capacitor element 10 (wound body) contains an electrolyte.
- the anode foil 11 and the cathode foil 12 are wound with a separator 13 between them.
- the outermost circumference of the wound body is fixed with a stop tape 14. Note that Figure 3 shows the wound body in a partially unfolded state before the outermost circumference is fixed.
- An electrolytic capacitor may have at least one capacitor element, but may also have multiple capacitor elements.
- the number of capacitor elements included in an electrolytic capacitor may be determined according to the application.
- the electrolytic capacitor according to the present disclosure can be manufactured by the manufacturing method (I) or the manufacturing method (II) described below. However, the electrolytic capacitor may also be manufactured by a method other than the manufacturing methods (I) and (II).
- the third aspect of the present disclosure relates to a method for manufacturing an electrolytic capacitor (I).
- the method for manufacturing an electrolytic capacitor (I) includes the steps of: (a) preparing an anode foil having a dielectric layer, a cathode foil, and a separator; (b) applying a coating liquid containing a conductive component and a liquid medium to at least one surface selected from the surface of the dielectric layer and the surface of the cathode foil and into the voids of the separator; (c) attaching the conductive component to at least one surface and into the voids of the separator by removing at least a part of the liquid medium from the coating liquid; (d) forming a capacitor element containing a conductive component by disposing a separator between the anode foil and the cathode foil; and (e) forming an electrolyte containing a conductive component and an adhesive component by impregnating the capacitor element with a solution containing an adhesive component
- Step (a)> The process of preparing the anode foil, the cathode foil, and the separator having the dielectric layer is not particularly limited.
- the materials of the anode foil, the cathode foil, and the separator are also not particularly limited. The materials already described may be used for the anode foil, the cathode foil, and the separator.
- the coating liquid may be applied to the surface of the dielectric layer and the separator, or the coating liquid may be applied to the surface of the cathode foil and the separator. Alternatively, the coating liquid may be applied to the surface of the dielectric layer, the surface of the cathode foil, and the separator. If necessary, the coating liquid is applied onto the dielectric layers formed on both sides of the anode foil, and the coating liquid is applied onto both sides of the cathode foil. A layer of a conductive component (conductive component layer) is formed at the location where the coating liquid is applied.
- the method for applying the coating liquid may be applied by a known method.
- it may be a method using a coater, the coating liquid may be sprayed, or the object to be coated may be immersed in the coating liquid.
- methods using a coater include gravure coating and die coating.
- the coating liquid is applied to a transfer member such as a gravure roll, and excess coating liquid is removed from the transfer member.
- the coating liquid applied to the transfer member is then transferred to the anode foil, cathode foil, and separator, respectively, to form a layer of coating liquid of uniform thickness on each of the anode foil, cathode foil, and separator.
- Methods for applying the coating liquid to the separator include a method of impregnating the separator with the coating liquid.
- the coating liquid applied to the separator permeates into the separator, and the conductive polymer and dopant can be applied to the entire thickness of the separator.
- the viscosity of the coating liquid may be, for example, 10 mPa ⁇ s or more (or 100 mPa ⁇ s or more) and 200 mPa ⁇ s or less.
- the coating liquid is easy to apply to the anode foil, cathode foil, and separator, and easy to impregnate into the separator.
- the viscosity of the coating liquid is measured at room temperature (20°C) using a vibration viscometer (for example, VM-100A, manufactured by Sekonic Corporation).
- the dopant may be doped into the conductive polymer.
- the dopant may be an anion having a negative charge
- the conductive polymer may be a cation having a positive charge.
- the ionized dopant and the conductive polymer may interact with each other due to Coulomb force.
- the conductive polymer doped with the dopant may be dispersed in the coating liquid in the form of particles.
- the liquid medium preferably contains water.
- the liquid medium may contain an organic compound that does not boil at 100°C under 1 atmosphere (hereinafter also referred to as “organic compound (C)").
- the liquid medium may contain one type of organic compound (C) or multiple types.
- Organic compound (C) can be read as "at least one type of organic compound.”
- boiling point means the boiling point at 1 atmosphere.
- organic compound (C) include organic compounds having a boiling point higher than 100°C.
- the boiling point may be 110°C or higher, 150°C or higher, or 200°C or higher, or 400°C or lower, 300°C or lower, 250°C or lower, or 200°C or lower.
- the boiling point may be in the range of 110°C to 400°C (e.g., 150°C to 350°C).
- the water content in the coating liquid is preferably 40% by mass or more (e.g., 50% by mass or more), and after the conductive component layer is formed, a solution containing an adhesive component or a liquid component (e.g., an electrolyte solution) can easily penetrate into the conductive component layer.
- a solution containing an adhesive component or a liquid component e.g., an electrolyte solution
- the content of the organic compound (C) in the coating liquid may be 0% by mass or more and 10% by mass or less.
- organic compound (C) is a compound that does not boil at 100°C at 1 atmosphere. Therefore, by heating the coating liquid at a temperature at which organic compound (C) does not boil or decompose and at a temperature of 100°C or higher, water can be removed from the coating liquid while organic compound (C) remains. As a result, organic compound (C) remains in the formed conductive component layer. In that case, a solution containing an adhesive component or a liquid component (e.g., an electrolyte solution) can easily penetrate the conductive component layer thereafter.
- an adhesive component or a liquid component e.g., an electrolyte solution
- the method for removing at least a part of the liquid medium from the coating liquid is not limited.
- the liquid medium may be removed by heating and/or reducing pressure, and it is preferable to at least heat the liquid medium.
- the heating temperature is preferably a temperature at which the organic compound (C) does not boil or decompose.
- the heating temperature may be 100°C or higher, 120°C or higher, or 140°C or higher, and may be 200°C or lower, or 160°C or lower.
- the heating temperature may be in the range of 100°C to 200°C. There is no particular limit to the heating time, as long as it is a time that allows at least a part of the liquid medium to be appropriately removed. An example heating time is in the range of 5 to 60 minutes.
- heating may be performed two or more times within a specified temperature range (for example, a temperature range of 100°C to 200°C).
- a coating liquid may be applied to one side and then heated, and then a coating liquid may be applied to the other side and then heated.
- a similar method can be used when attaching a conductive component to both sides of a cathode foil.
- step (d) a conductive component is applied to at least one of the anode foil and the cathode foil and the separator, and then the separator is disposed between the anode foil and the cathode foil to form a capacitor element containing the conductive component (step (d)).
- the capacitor element is impregnated with a solution containing an adhesive component (hereinafter also referred to as "adhesive component solution").
- a solution containing an adhesive component hereinafter also referred to as "adhesive component solution”
- the solvent of the adhesive component solution preferably contains at least water. 80% by mass or more, and even 90% by mass or more (preferably 100%) of the solvent of the adhesive component solution may be water.
- the solvent of the adhesive component solution may also contain an organic solvent.
- As the organic solvent ethylene glycol, sulfolane, and ⁇ -butyrolactone can be used.
- the mass content of the adhesive component in the adhesive component solution is preferably 15% by mass to 60% by mass, and may be 10% by mass to 75% by mass.
- the capacitor element may be impregnated with the adhesive component by immersing at least a portion of the capacitor element in the adhesive component solution.
- the step of immersing at least a portion of the capacitor element in the adhesive component solution and the step of removing at least a portion of the solvent may be performed multiple times (e.g., two or more times, or three or more times).
- the adhesive component solution may be heated to 40°C to 90°C.
- the step of removing at least a portion of the solvent may be performed by heating the capacitor element to, for example, 100°C or higher.
- the drying time may be, for example, 5 minutes or more.
- the capacitor element may be left to stand at 15 to 35°C for 12 hours or more to ensure that the anode foil/separator interface and the cathode foil/separator interface are adequately connected (or bonded) by the electrolyte layer.
- the peel strength CS may be measured after such standing.
- a step of impregnating the voids in the capacitor element with a liquid component may be further carried out.
- a solid-liquid hybrid electrolytic capacitor can be obtained.
- the method of impregnating the voids in the capacitor element with the liquid component may be impregnated with the liquid component by immersing at least a portion of the capacitor element in the liquid component.
- step (e) the step of impregnating at least a portion of the capacitor element with an adhesive component solution and the step of removing at least a portion of the solvent are performed one or more times (preferably two or more times or three or more times), thereby controlling the peel strength between the cathode foil and the separator to 3.0 N/mm or more.
- An example of a typical electrolytic capacitor includes a winding of an anode foil, a separator, and a cathode foil.
- Such an electrolytic capacitor includes conductive components (conductive polymer and dopant) disposed in the winding.
- the conductive components are disposed in the winding by impregnating the winding with a dispersion containing the conductive components.
- the dispersion liquid containing the conductive component has a high viscosity, even if the dispersion liquid is impregnated into the wound body, it may not be possible to contain a sufficient amount of conductive component inside the wound body. If the amount of conductive component is insufficient, it may cause a decrease in initial capacity, an increase in equivalent series resistance (ESR), a decrease in reliability, and other problems. Furthermore, because the adhesive component is a solid, the viscosity of the adhesive component solution becomes high. If the adhesive component is added to the dispersion liquid containing the conductive component, it becomes even more difficult to contain a sufficient amount of conductive component inside the wound body.
- the manufacturing method of an electrolytic capacitor (I) includes steps (b) and (c), so that the coating liquid is applied to at least one surface selected from the surface of the dielectric layer of the anode foil and the surface of the cathode foil, and the coating liquid is also applied into the gaps of the separator.
- the coating liquid may have a high viscosity because it contains a conductive component.
- a coating device coater
- a sufficient amount of the conductive component can be attached to the capacitor element.
- the manufacturing method of an electrolytic capacitor (I) can be used to apply a sufficient amount of the conductive component to the gaps of the separator (more precisely, the inner wall formed of the separator material so as to surround the gaps) when the coating liquid is applied to the surface of the separator, for example, using a coating device (coater).
- a coating device coater
- a sugar alcohol such as a xylitol compound
- the adhesive component used in step (e) of the manufacturing method (I) of an electrolytic capacitor since the sugar alcohol has excellent solubility in a solvent, a sufficient amount of sugar alcohol can be contained inside the conductive component.
- Sugar alcohols easily permeate the conductive component.
- xylitol compounds easily permeate inside the conductive component.
- Sugar alcohols or xylitol compounds easily permeate the conductive components formed in each component, and can bond electrolytes together. Therefore, a strong conductive path by the electrolyte can be formed between the anode foil and the cathode foil.
- a conductive component layer can be formed as a combination of a first conductive component layer formed on the surface of the dielectric layer of the anode foil and/or the surface of the cathode foil, and a second conductive component layer formed in the voids of the separator.
- the first conductive component layer and the second conductive component layer may contain the same conductive component or different conductive components.
- the first conductive component layer formed on the anode foil (on the dielectric layer), and the first conductive component layer and the second conductive component layer formed on the cathode foil may contain the same conductive component or different conductive components.
- the first conductive component layer is formed on the surface of the anode foil (or cathode foil)
- the first conductive component layer is preferably formed on the entire surface of the electrode foil (anode foil, cathode foil) that contributes to the capacitance of the capacitor element.
- the area on which the second conductive component layer is formed on the separator is preferably 80% or more (e.g., 90% or more) of the separator area, and may be formed on the entire separator.
- the surface area of the electrode foil refers to the area that does not take into account the unevenness of the surface and can be calculated from the outer shape of the electrode foil.
- the surface area on which the first conductive component layer is formed is the sum of the areas of both sides.
- the mass of the first conductive component layer per unit area may be 0.01 mg/ cm2 or more, or 0.02 mg/ cm2 or more, and may be 0.5 mg/cm2 or less , or 0.3 mg/ cm2 or less. By setting the mass to 0.1 mg/ cm2 or more, the conductive component layer can be formed more uniformly.
- the above mass per unit area is the mass of the layer formed on one side of the electrode foil.
- the mass of the second conductive component layer per unit area may be 0.02 mg/ cm2 or more, or 0.05 mg/cm2 or more, and may be 2.0 mg/cm2 or less , or 1.0 mg/ cm2 or less. By setting the mass to 0.3 mg/ cm2 or more, the conductive component layer can be formed more uniformly.
- the mass of the conductive component layer per unit area can be determined by the following method. First, five samples are prepared by cutting out a specified area from the member (electrode foil or separator) before the conductive component layer is formed, and the mass of the five samples is measured. In addition, five samples are prepared by cutting out the member (electrode foil or separator) on which the conductive component layer is formed, and the mass of the samples is measured. The mass of the conductive component layer per unit area is determined using the specified area and the difference between the total mass of the five samples after the conductive component layer is formed and the total mass of the five samples before the conductive component layer is formed.
- manufacturing method (I) may include steps other than those described above as necessary.
- the fourth aspect of the present disclosure relates to a method for manufacturing an electrolytic capacitor (II).
- the method for manufacturing an electrolytic capacitor (II) includes the steps of: (a) preparing an anode foil having a dielectric layer, a cathode foil, and a separator; (b) applying a coating liquid containing a conductive component, an adhesive component, and a liquid medium to at least one surface selected from the surface of the dielectric layer and the surface of the cathode foil and in the voids of the separator; (c) forming an electrolyte containing a conductive component and an adhesive component in at least one surface and in the voids of the separator by removing at least a part of the liquid medium from the coating liquid; and (d) forming a capacitor element containing an electrolyte by disposing a separator between the anode foil and the cathode foil, and connecting the anode foil/separator interface and the catho
- manufacturing method (II) differs from manufacturing method (I) in that an adhesive component is contained in the coating liquid, and therefore the step of impregnating the capacitor element with the adhesive component solution (step (d) in manufacturing method (I)) does not need to be performed. Otherwise, the procedure of manufacturing method (II) is the same as manufacturing method (I). However, step (d) of manufacturing method (I) may be performed in manufacturing method (II).
- a coating liquid is applied to at least one surface selected from the surface of the dielectric layer of the anode foil and the surface of the cathode foil, and the coating liquid is also applied into the voids of the separator.
- the coating liquid contains a conductive component and also contains an adhesive component, and therefore may have a high viscosity.
- a coating device coater
- a sufficient amount of electrolyte layer can be formed in the capacitor element, and the adhesive component can be contained in the electrolyte layer at any mass content.
- the coating liquid when the coating liquid is applied to the surface of the separator, for example, using a coating device (coater), a sufficient amount of electrolyte can be formed in the voids of the separator, and the adhesive component can be contained in the electrolyte at any mass content.
- a coating device coater
- the peel strength CS may be measured after forming a capacitor element containing an electrolyte by placing a separator between the anode foil and the cathode foil in step (d) and then leaving the capacitor element at rest at 15 to 35°C for 12 hours or more.
- step (II) if a step of impregnating the voids in the capacitor element with a liquid component is further carried out after step (d), a solid-liquid hybrid electrolytic capacitor can be obtained.
- a conductive component layer can be formed as a combination of a first conductive component layer formed on the surface of the dielectric layer of the anode foil and/or the surface of the cathode foil, and a second conductive component layer formed in the gap of the separator.
- a mixed region in which a part of the first conductive component layer and a part of the second conductive component layer are mixed can be formed at the boundary between the first conductive component layer and the second conductive component layer.
- the adhesive component permeates the first and second conductive component layers and has the effect of fusing a part of the first conductive component layer and a part of the second conductive component layer.
- the first conductive component layer and the second conductive component layer can be bonded to each other. Therefore, a strong conductive path by the electrolyte is formed between the anode foil and the cathode foil, reducing the ESR of the electrolytic capacitor and greatly improving reliability.
- the adhesive component solution contains a liquid medium and an adhesive component.
- the liquid medium preferably contains water, and further contains an organic compound (C). If necessary, the adhesive component solution may contain other components.
- the organic compound (C) an organic compound that is easily soluble in water can be preferably used.
- the organic compound (C) may be a compound that is miscible with water.
- the majority of the adhesive component is a sugar and/or a sugar alcohol (e.g., a xylitol compound). It is preferable that 80% by mass or more (even more preferably 90% by mass or more) of the adhesive component contained in the adhesive component solution is a sugar and/or a sugar alcohol (e.g., a xylitol compound).
- Examples of the organic compound (C) include compounds used as organic solvents.
- Examples of the organic compound (C) include polyhydric alcohols (excluding sugars and sugar alcohols) having two or more hydroxyl groups.
- Water in which the organic compound (C) is dissolved can be used as a dispersion medium for the conductive component.
- the coating liquid is a dispersion liquid in which particles of a conductive polymer doped with a dopant are dispersed, and the dispersion medium can be water in which the organic compound (C) and/or an adhesive component are dissolved.
- Examples of the organic compound (C) include polyhydric alcohols (excluding sugars and sugar alcohols), sulfolane, ⁇ -butyrolactone, and boric acid esters.
- the organic compound (C) may include at least one selected from the group consisting of polyhydric alcohols, sulfolane, ⁇ -butyrolactone, and boric acid esters, or may be at least one of the above.
- polyhydric alcohols examples include glycols and glycerins.
- glycols include ethylene glycol, diethylene glycol, triethylene glycol, polyalkylene glycols (e.g., polyethylene glycol), polyoxyethylene polyoxypropylene glycol (ethylene oxide-propylene oxide copolymer), and the like.
- polyalkylene glycols e.g., polyethylene glycol
- polyoxyethylene polyoxypropylene glycol ethylene oxide-propylene oxide copolymer
- glycerins examples include glycerin and polyglycerin.
- the organic compound (C) preferably contains at least one selected from the group consisting of ethylene glycol, diethylene glycol, triethylene glycol, ethylene glycol condensates having a molecular weight of 250 or less, glycerin, ⁇ -butyrolactone, and sulfolane.
- the total content of the adhesive component and the organic compound (C) in the adhesive component solution may be 1.0% by mass or more, 3.0% by mass or more, 5.0% by mass or more, or 10% by mass or more.
- the content may be 59.5% by mass or less, 45% by mass or less, 30% by mass or less, 25% by mass or less, 20% by mass or less, 15% by mass or less, or 10% by mass or less.
- the content may be in the range of 1 to 59.5% by mass, the range of 3 to 59.5% by mass, or the range of 5 to 59.5% by mass. In any of these ranges, the upper limit may be replaced by 45% by mass, 30% by mass, 25% by mass, 20% by mass, 15% by mass, or 10% by mass.
- the coating liquid includes a conductive component and a liquid medium, and may include an adhesive component.
- the liquid medium preferably includes water, and further includes an organic compound (C). If necessary, the coating liquid may include other components.
- the organic compound (C) an organic compound that is easily soluble in water can be preferably used.
- the organic compound (C) may be a compound that is miscible with water.
- the coating liquid contains an adhesive component
- the majority of the adhesive component is a sugar and/or a sugar alcohol (e.g., a xylitol compound). It is preferable that 80% by mass or more (even more preferably 90% by mass or more) of the adhesive component contained in the coating liquid is a sugar and/or a sugar alcohol (e.g., a xylitol compound).
- the pH of the coating liquid is preferably less than 7.0, and may be 6.0 or less, or 5.0 or less.
- the pH of the coating liquid may be 1.0 or more, or 2.0 or more.
- the conductive component may be present in the coating liquid in the form of particles.
- the mode of particle size may be 10 nm or more, or 20 nm or more, or may be 1000 nm or less, 500 nm or less, 200 nm or less, or 100 nm or less.
- the volume-based particle size distribution can be determined using a laser diffraction/scattering type particle size distribution measuring device.
- the above-mentioned mode of particle size of the conductive component particles may be in the range of 20 nm to 200 nm (for example, in the range of 20 nm to 100 nm).
- the volume-based content of particles with particle sizes in the range of 20 nm to 100 nm may be 90% or more of the total. These ranges make it easier to form a conductive component layer in the pores of the members (electrode foil and separator).
- the water content in the coating liquid may be 40% by mass or more, 50% by mass or more, 70% by mass or more, 73% by mass or more, 78% by mass or more, 80% by mass or more, 88% by mass or more, 90% by mass or more, or 95% by mass or more.
- the content may be 98% by mass or less, 95% by mass or less, 90% by mass or less, or 80% by mass or less.
- the content may be in the range of 40 to 98% by mass or more, 50 to 98% by mass, 80 to 98% by mass, or 70 to 98% by mass. In any of these ranges, the upper limit may be replaced by 95% by mass, 90% by mass, or 80% by mass.
- the content of the adhesive component and the organic compound (C) in the coating liquid may be 1.0% by mass or more, 3.0% by mass or more, 5.0% by mass or more, or 10% by mass or more.
- the content may be 59.5% by mass or less, 45% by mass or less, 30% by mass or less, 25% by mass or less, 20% by mass or less, 15% by mass or less, or 10% by mass or less.
- the content may be in the range of 1 to 59.5% by mass, the range of 3 to 59.5% by mass, or the range of 5 to 59.5% by mass. In any of these ranges, the upper limit may be replaced by 45% by mass, 30% by mass, 25% by mass, 20% by mass, 15% by mass, or 10% by mass.
- the mass content of the conductive component in the coating liquid may be 0.5 mass% or more or 1.0 mass% or more, and may be 4.0 mass% or less, 3.0 mass% or less, or 2.0 mass% or less.
- the content may be in the range of 0.5 to 4.0 mass% or in the range of 1.0 to 4.0 mass%. In either of these ranges, the upper limit may be 3.0 mass% or 2.0 mass%.
- the content is preferably in the range of 1.0 to 3.0%.
- the mass of the dopant contained in the coating liquid there are no particular limitations on the mass of the dopant contained in the coating liquid, and it may be in the range of 0.1 to 5 times (e.g., 0.5 to 3 times) the mass of the conductive polymer contained in the coating liquid.
- the mass content of the adhesive component in the coating liquid is preferably 1 to 45 times, 1 to 15 times, 7 to 20 times, or 7 to 15 times the mass content of the conductive component in the coating liquid.
- the content is preferably in the range of 1.0 to 3.0%, in terms of excellent physical properties of the coating liquid and its stability over time, and a good balance between the ESR of the electrolytic capacitor and cost.
- the ratio of water content: total content of adhesive component and organic compound (C): total content of conductive component may be (40-98): (1.0-59.5): (0.5-4.0), or may be (69.5-98): (1.0-30): (0.5-4.0).
- the above water content, total content of the adhesive component and the organic compound (C), and conductive component content can be combined in any way as long as no contradiction occurs.
- One example of the coating liquid may satisfy one, two, three, or four conditions selected from the following conditions (1) to (6), or may satisfy all of the conditions.
- the water content is in the range of 50 to 98 mass% (e.g., in the range of 73 to 95 mass%)
- the total content of the adhesive component and the organic compound (C) is in the range of 3 to 30 mass% (e.g., in the range of 5 to 25 mass%)
- the conductive component content is in the range of 0.5 to 4.0 mass% (e.g., in the range of 1.0 to 3.0 mass%).
- the mass content of the adhesive component in the coating liquid is 1 to 45 times or 7 to 20 times the mass content of the conductive component in the coating liquid.
- the organic compound (C) is a glycol (e.g., ethylene glycol, glycerin or polyethylene glycol).
- the electrolyte contains poly(3,4-ethylenedioxythiophene) and polystyrenesulfonic acid as conductive components.
- the pH of the coating liquid is in the range of 1.0 to 6.0 (for example, in the range of 2.0 to 5.0).
- the conductive component is present in the coating liquid in the form of particles, and in the volume-based particle size distribution of the particles, the mode of particle size is in the range of 20 nm to 1000 nm (e.g., 20 nm to 200 nm or 20 nm to 100 nm).
- the proportion (volume-based) of particles with particle sizes in the range of 20 nm to 1000 nm (e.g., 20 nm to 200 nm or 20 nm to 100 nm) of the total particles may be 90% or more.
- an anode foil having a dielectric layer A cathode foil; a separator interposed between the anode foil and the cathode foil; an electrolyte interposed between the anode foil and the cathode foil and in contact with the separator;
- the electrolyte includes a conductive component and an adhesive component,
- the conductive component includes a conductive polymer and a dopant, At least a portion between the anode foil and the separator, and at least a portion between the cathode foil and the separator are connected by the electrolyte;
- a capacitor element wherein the peel strength between the cathode foil and the separator is 3.0 N/mm or more.
- the adhesive component is at least one selected from the group consisting of sugars and sugar alcohols, 3.
- the adhesive component is at least one selected from the group consisting of epoxy resins and polyvinyl alcohols, 3.
- the adhesive component is at least one selected from the group consisting of sugars and sugar alcohols,
- the capacitor element according to any one of techniques 1 to 3, wherein a ratio (Ma/Mp) of a mass Ma of the adhesive component to a mass Mp of the conductive component is 7 or more and 15 or less.
- the adhesive component is at least one selected from the group consisting of epoxy resins and polyvinyl alcohols,
- liquid component includes at least one selected from the group consisting of ethylene glycol, diethylene glycol, triethylene glycol, an ethylene glycol condensate having a molecular weight of 250 or less, glycerin, ⁇ -butyrolactone, and sulfolane.
- Example The present disclosure will be described in more detail below based on examples, but the present disclosure is not limited to the examples.
- a plurality of electrolytic capacitors were produced and evaluated by the following method.
- Capacitor A1 An electrolytic capacitor was prepared in the following manner.
- Aluminum foil (thickness 50 ⁇ m) was etched to roughen the surface and obtain a cathode foil.
- a nonwoven fabric (thickness 50 ⁇ m) was prepared as a separator.
- the nonwoven fabric was composed of 50% by mass of synthetic fiber (25% by mass of polyester fiber, 25% by mass of aramid fiber) and 50% by mass of cellulose, and contained polyacrylamide as a paper strength enhancer.
- the density of the nonwoven fabric was 0.35 g/ cm3 .
- a conductive component layer was formed on both sides of the cathode foil in the same manner as that used for forming the conductive component layer on both sides of the anode foil.
- a conductive component layer was also formed on the separator by applying the coating liquid to the separator and then performing a drying process in the same manner as that used for forming the conductive component layer on both sides of the anode foil.
- Capacitor Element The anode foil, cathode foil, and separator were each cut to a predetermined size. The anode lead tab and cathode lead tab were connected to the anode foil and cathode foil. Next, the anode foil and cathode foil were wound with the separator interposed therebetween. At that time, the ends of the outer surface of the wound body were fixed with a winding stop tape. The anode lead wire and cathode lead wire were connected to the ends of each lead tab protruding from the wound body, respectively. The obtained wound body was again subjected to a chemical conversion treatment to form a dielectric layer on the end surface of the anode foil. In this manner, a capacitor element was obtained.
- Impregnation with adhesive component solution Xylitol, an adhesive component, was dissolved in ion-exchanged water to prepare a xylitol aqueous solution containing xylitol at a predetermined mass content.
- the capacitor element was impregnated with the solution containing xylitol, and then a drying process was performed to impregnate the conductive component layer with xylitol to form an electrolyte.
- the drying process was performed by heating the capacitor element at 135°C for 20 minutes.
- the impregnation with the xylitol aqueous solution and the drying process were repeated two or more times.
- Capacitor A2 An electrolytic capacitor (capacitor A2) was produced in the same manner as capacitor A1, except that the xylitol concentration in the xylitol solution was changed.
- capacitors A3 to A5, B1, B2) Except for changing the adhesive components to those shown in Table 1, electrolytic capacitors (capacitors A3 to A5, B1, and B2) were produced in the same manner as capacitor A1.
- Capacitors A6 to A7 Electrolytic capacitors (Capacitors A6 to A7) were produced in the same manner as Capacitor A1, except that at least a part of the ion-exchanged water in the xylitol solution was replaced with a solvent (organic compound (C)) shown in Table 1.
- Capacitor C1 An electrolytic capacitor (capacitor C1) was produced in the same manner as capacitor A1, except that step (e) was omitted and the electrolyte was formed without including xylitol in the conductive component layer.
- ESR Measurement The initial ESR of the electrolytic capacitor after the aging was measured. The measurement temperature was 20°C. Next, assuming reflow (RF), the electrolytic capacitor was heated at 200°C to 245°C for 70 seconds, and then the post-RF ESR was measured. The measurement temperature was 20°C. The relative value of the post-RF ESR when the initial ESR is set to 1 is shown in Table 1.
- Capacitors B1, B2, and C1 are comparative examples, and the other capacitors are examples.
- Figure 4 shows the relationship between peel strength and post-RF ESR relative value. The results in Table 1 and Figure 4 show that the post-RF ESR relative values of capacitor B1, which has a peel strength of 2.5 N/mm, and capacitor B2, which has a peel strength of 2.8 N/mm, are greater than the other capacitors with a peel strength of 3.0 N/mm or more. In other words, it can be seen that by setting the peel strength to 3.0 N/mm or more, an electrolytic capacitor with a small rate of increase in post-RF ESR can be obtained.
- This disclosure can be used for solid electrolytic capacitors and solid-liquid hybrid electrolytic capacitors.
- Capacitor element 11 Anode foil 12: Cathode foil 13: Separator 14: Stop tape 20: Measuring device 21: Feed sheet 22: Feed roller 23: Recovery device 24: Fixing jig 100: Electrolytic capacitor 101: Bottomed case 102: Sealing member 103: Seat plate 104A, 104B: Lead wire 105A, 105B: Lead tab
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Fixed Capacitors And Capacitor Manufacturing Machines (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202480048964.5A CN121569361A (zh) | 2023-07-28 | 2024-06-19 | 电解电容器和电解电容器的制造方法 |
| JP2025537721A JPWO2025028057A1 (https=) | 2023-07-28 | 2024-06-19 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023-123453 | 2023-07-28 | ||
| JP2023123453 | 2023-07-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2025028057A1 true WO2025028057A1 (ja) | 2025-02-06 |
Family
ID=94394496
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/022305 Pending WO2025028057A1 (ja) | 2023-07-28 | 2024-06-19 | 電解コンデンサおよび電解コンデンサの製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JPWO2025028057A1 (https=) |
| CN (1) | CN121569361A (https=) |
| WO (1) | WO2025028057A1 (https=) |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60206126A (ja) * | 1984-03-30 | 1985-10-17 | 松下電器産業株式会社 | 固体電解コンデンサの製造方法 |
| JP2001217149A (ja) * | 2000-01-31 | 2001-08-10 | Ness Co Ltd | 電気エネルギー貯蔵装置及びその製造方法 |
| JP2008311582A (ja) * | 2007-06-18 | 2008-12-25 | Nec Tokin Corp | 固体電解コンデンサおよびその製造方法 |
| JP2011171675A (ja) * | 2010-02-22 | 2011-09-01 | Shin Etsu Polymer Co Ltd | キャパシタ及びその製造方法 |
| JP2014123685A (ja) * | 2012-12-21 | 2014-07-03 | Nippon Chemicon Corp | 電解コンデンサ及びその製造方法 |
| JP2015118978A (ja) * | 2013-12-17 | 2015-06-25 | ニチコン株式会社 | 固体電解コンデンサおよびその製造方法 |
| JP2015211176A (ja) * | 2014-04-29 | 2015-11-24 | 日本ケミコン株式会社 | 固体電解コンデンサ及びその製造方法 |
| WO2016031207A1 (ja) * | 2014-08-26 | 2016-03-03 | パナソニックIpマネジメント株式会社 | 電解コンデンサの製造方法 |
| JP2018168355A (ja) * | 2017-03-13 | 2018-11-01 | ポリム テクノロジー コーポレーションPolym Technology Corporation | 共役複素芳香環重合体を含む電気活性重合体溶液またはコーティングを形成する組成物および方法、電気活性重合体溶液、電気活性コーティングを含む物体、および固体電解コンデンサとその製造方法 |
| JP2019516241A (ja) * | 2016-04-11 | 2019-06-13 | ケメット エレクトロニクス コーポレーション | ハイブリッドコンデンサ及びコンデンサの製造方法 |
-
2024
- 2024-06-19 CN CN202480048964.5A patent/CN121569361A/zh active Pending
- 2024-06-19 WO PCT/JP2024/022305 patent/WO2025028057A1/ja active Pending
- 2024-06-19 JP JP2025537721A patent/JPWO2025028057A1/ja active Pending
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60206126A (ja) * | 1984-03-30 | 1985-10-17 | 松下電器産業株式会社 | 固体電解コンデンサの製造方法 |
| JP2001217149A (ja) * | 2000-01-31 | 2001-08-10 | Ness Co Ltd | 電気エネルギー貯蔵装置及びその製造方法 |
| JP2008311582A (ja) * | 2007-06-18 | 2008-12-25 | Nec Tokin Corp | 固体電解コンデンサおよびその製造方法 |
| JP2011171675A (ja) * | 2010-02-22 | 2011-09-01 | Shin Etsu Polymer Co Ltd | キャパシタ及びその製造方法 |
| JP2014123685A (ja) * | 2012-12-21 | 2014-07-03 | Nippon Chemicon Corp | 電解コンデンサ及びその製造方法 |
| JP2015118978A (ja) * | 2013-12-17 | 2015-06-25 | ニチコン株式会社 | 固体電解コンデンサおよびその製造方法 |
| JP2015211176A (ja) * | 2014-04-29 | 2015-11-24 | 日本ケミコン株式会社 | 固体電解コンデンサ及びその製造方法 |
| WO2016031207A1 (ja) * | 2014-08-26 | 2016-03-03 | パナソニックIpマネジメント株式会社 | 電解コンデンサの製造方法 |
| JP2019516241A (ja) * | 2016-04-11 | 2019-06-13 | ケメット エレクトロニクス コーポレーション | ハイブリッドコンデンサ及びコンデンサの製造方法 |
| JP2018168355A (ja) * | 2017-03-13 | 2018-11-01 | ポリム テクノロジー コーポレーションPolym Technology Corporation | 共役複素芳香環重合体を含む電気活性重合体溶液またはコーティングを形成する組成物および方法、電気活性重合体溶液、電気活性コーティングを含む物体、および固体電解コンデンサとその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2025028057A1 (https=) | 2025-02-06 |
| CN121569361A (zh) | 2026-02-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107533923B (zh) | 电解电容器 | |
| CN107533922B (zh) | 电解电容器 | |
| JP7731057B2 (ja) | 電解コンデンサおよびその製造方法 | |
| US20260011508A1 (en) | Electrolytic capacitor and production method therefor | |
| WO2016189779A1 (ja) | 電解コンデンサ | |
| JP2025111847A (ja) | 電解コンデンサおよびその製造方法 | |
| JP2022117355A (ja) | 電解コンデンサおよびその製造方法 | |
| WO2025028068A1 (ja) | 電解コンデンサおよび電解コンデンサの製造方法 | |
| WO2025028067A1 (ja) | 電解コンデンサおよび電解コンデンサの製造方法 | |
| JP7641529B2 (ja) | 電解コンデンサおよびその製造方法 | |
| WO2024181212A1 (ja) | 電解コンデンサおよび電解コンデンサの製造方法 | |
| US20250104926A1 (en) | Electrolytic capacitor and method for producing electrolytic capacitor | |
| US20250182976A1 (en) | Electrolytic capacitor and method for producing electrolytic capacitor | |
| WO2025028057A1 (ja) | 電解コンデンサおよび電解コンデンサの製造方法 | |
| WO2025028056A1 (ja) | 電解コンデンサおよび電解コンデンサの製造方法 | |
| WO2025028055A1 (ja) | 電解コンデンサおよび電解コンデンサの製造方法 | |
| WO2022071223A1 (ja) | 電解コンデンサおよびその製造方法 | |
| WO2025028069A1 (ja) | 電解コンデンサおよび電解コンデンサの製造方法 | |
| WO2025028070A1 (ja) | 電解コンデンサ、電解コンデンサの製造方法、および電解コンデンサ用のシート | |
| US20250095923A1 (en) | Electrolytic capacitor and method for manufacturing electrolytic capacitor | |
| WO2024116845A1 (ja) | 電解コンデンサの製造方法、電解コンデンサ、第1処理液、および第2処理液 | |
| WO2024181210A1 (ja) | 電解コンデンサおよびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24848718 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2025537721 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025537721 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |